JP5927083B2 - ドレッシングプロセスの監視方法および研磨装置 - Google Patents
ドレッシングプロセスの監視方法および研磨装置 Download PDFInfo
- Publication number
- JP5927083B2 JP5927083B2 JP2012187383A JP2012187383A JP5927083B2 JP 5927083 B2 JP5927083 B2 JP 5927083B2 JP 2012187383 A JP2012187383 A JP 2012187383A JP 2012187383 A JP2012187383 A JP 2012187383A JP 5927083 B2 JP5927083 B2 JP 5927083B2
- Authority
- JP
- Japan
- Prior art keywords
- dresser
- polishing
- polishing pad
- work coefficient
- dressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/18—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the presence of dressing tools
- B24B49/186—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the presence of dressing tools taking regard of the wear of the dressing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/18—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the presence of dressing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/017—Devices or means for dressing, cleaning or otherwise conditioning lapping tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/006—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/10—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/04—Devices or means for dressing or conditioning abrasive surfaces of cylindrical or conical surfaces on abrasive tools or wheels
- B24B53/053—Devices or means for dressing or conditioning abrasive surfaces of cylindrical or conical surfaces on abrasive tools or wheels using a rotary dressing tool
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
本発明の好ましい態様は、前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、Z=(Tt−Tt0)/(DF*St)で表されることを特徴とする。
本発明の他の態様は、研磨パッドを支持する研磨テーブルを回転させ、ドレッサーを前記研磨パッドの半径方向に揺動させながら、回転する前記研磨パッドに前記ドレッサーを押し付けて前記研磨パッドをドレッシングし、前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、単位時間当たりの前記仕事係数の変化量と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする研磨パッドのドレッシングの監視方法である。
本発明の好ましい態様は、前記仕事係数の変化量が前記所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする。
本発明の好ましい態様は、前記仕事係数は、前記研磨テーブルを回転させるテーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから算出することを特徴とする。
本発明の好ましい態様は、前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、Z=(Tt−Tt 0 )/(DF*St)で表されることを特徴とする。
本発明の好ましい参考例は、前記仕事係数と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする。
本発明の好ましい参考例は、前記仕事係数が所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする。
本発明の好ましい態様は、前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、Z=(Tt−Tt0)/(DF*St)で表されることを特徴とする。
本発明のさらに他の態様は、研磨パッドを支持する研磨テーブルと、前記研磨テーブルを回転させるテーブルモータと、研磨パッドをドレッシングするドレッサーと、前記ドレッサーを前記研磨パッドの半径方向に揺動させる旋回モータと、回転する前記研磨パッドに前記ドレッサーを押し付ける押圧機構と、前記研磨パッドのドレッシングを監視するパッド監視装置とを備え、前記パッド監視装置は、前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、単位時間当たりの前記仕事係数の変化量と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする研磨装置である。
本発明の好ましい態様は、前記パッド監視装置は、前記仕事係数の変化量が前記所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする。
本発明の好ましい態様は、前記パッド監視装置は、前記テーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから前記仕事係数を算出することを特徴とする。
本発明の好ましい態様は、前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、Z=(Tt−Tt0)/(DF*St)で表されることを特徴とする。
本発明の好ましい参考例は、前記パッド監視装置は、前記仕事係数と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする。
本発明の好ましい参考例は、前記パッド監視装置は、前記仕事係数が所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする。
図1は、ウェハなどの基板を研磨する研磨装置を示す模式図である。図1に示すように、研磨装置は、研磨パッド22を支持する研磨テーブル12と、研磨パッド22上に研磨液を供給する研磨液供給ノズル5と、ウェハWを研磨するための研磨ユニット1と、ウェハWの研磨に使用される研磨パッド22をドレッシング(コンディショニング)するドレッシングユニット2とを備えている。研磨ユニット1およびドレッシングユニット2は、ベース3上に設置されている。
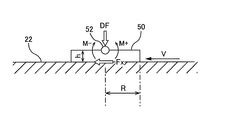
M+=Q*R*DF (1)
ここで、Rはドレッシング面の半径であり、Qはドレッシング面上に分布する不均一な力が研磨パッド22上の一点に集中すると仮定したときの力の作用点とドレッシング面の中心との距離を半径Rを用いて表すための変換係数である。変換係数Qは、1よりも小さい数値である。
M−=Fx*h (2)
ここで、hはドレッサー50のドレッシング面と自在軸受52との距離である。
水平方向の力Fxは、ドレッサー50と研磨パッド22との摩擦力に相当する。したがって、水平方向の力Fxと下向きの力DFとの間には、基本的に相関関係がある。水平方向の力Fxと下向きの力DFとの関係は、係数Zを用いて次の式で表される。
Fx=Z*DF (3)
以下、本明細書では、係数Zを仕事係数と称する。
M=M+−M−
=Q*R*DF−h*Z*DF
=(Q*R−h*Z)*DF (4)
となる。
Q*R−h*Z>0 (5)
Qは予め決定された変換係数である。Rおよびhはドレッサー50の寸法から一意に決定される固定値である。したがって、仕事係数Zを研磨中に取得することにより、ドレッシングプロセスの安定性を監視することができる。
Fx=(Tt−Tt0)/St (6)
ここで、Ttはドレッシング中のテーブルモータ13のトルクであり、Tt0はドレッサー50を研磨パッド22に接触させる前のテーブルモータ13の初期トルクである。
Z=Fx/DF
=(Tt−Tt0)/(DF*St) (7)
上記式(7)から分かるように、仕事係数Zは、ドレッサー50から研磨パッド22に作用する、研磨パッド22の表面22aと平行な力Fxと、ドレッサー50から研磨パッド22に作用する、研磨パッド22の表面22aに対して垂直に作用する力DFとの比である。
W=Fx*S[J] (8)
さらに、水平方向の力Fxとドレッサー50の研磨パッド22の周方向の単位時間当たりの移動距離dS/dtとの積は、ドレッサー50の仕事率P[J/s]を表す。
P=Fx*(dS/dt)[J/s] (9)
ドレッサー50の仕事量W[J]および仕事率P[J/s]は、どちらも、消耗品であるドレッサー50の残存寿命の予測に好適な指標となる。
Tend[s]=(W0−W1)/P (10)
仕事率Pは、単位時間当たりの最新の仕事量である。この仕事率Pは、ある時間幅での移動平均であってもよい。
Tend[s]=(Z0−Zend)/(dZ/dt) (11)
この場合も、仕事係数Zは、ある時間幅での移動平均であってもよく、単位時間当たりの仕事係数の変化量dZ/dtは、仕事係数Zの移動平均から算出してもよい。
2 ドレッシングユニット
3 ベース
5 研磨液供給ノズル
12 研磨テーブル
13 テーブルモータ
14 モータ電流測定器
15 モータドライバ
16 圧力センサ
17 ロードセル
20 トップリング
22 研磨パッド
22a 研磨面
31 テーブルロータリエンコーダ
32 ドレッサーロータリエンコーダ
50 ドレッサー
52 自在軸受
55 ドレッサーアーム
60 パッド監視装置
Claims (16)
- 研磨パッドを支持する研磨テーブルを回転させ、
ドレッサーを前記研磨パッドの半径方向に揺動させながら、回転する前記研磨パッドに前記ドレッサーを押し付けて前記研磨パッドをドレッシングし、
前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、
前記仕事係数に基づいて、前記ドレッサーの残存寿命を決定し、
前記ドレッサーの残存寿命をTend、初期仕事係数をZ0、使用限界仕事係数をZend、単位時間当たりの仕事係数の変化量をdZ/dtとすると、前記ドレッサーの残存寿命は、
Tend=(Z0−Zend)/(dZ/dt)
で表されることを特徴とする研磨パッドのドレッシングの監視方法。 - 前記仕事係数は、前記研磨テーブルを回転させるテーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから算出することを特徴とする請求項1に記載の方法。
- 前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、
Z=(Tt−Tt0)/(DF*St)
で表されることを特徴とする請求項2に記載の方法。 - 前記仕事係数は、ある時間幅での仕事係数の移動平均であり、
前記単位時間当たりの仕事係数の変化量は、前記仕事係数の移動平均から算出されることを特徴とする請求項1に記載の方法。 - 研磨パッドを支持する研磨テーブルを回転させ、
ドレッサーを前記研磨パッドの半径方向に揺動させながら、回転する前記研磨パッドに前記ドレッサーを押し付けて前記研磨パッドをドレッシングし、
前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、
単位時間当たりの前記仕事係数の変化量と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする研磨パッドのドレッシングの監視方法。 - 前記仕事係数の変化量が前記所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする請求項5に記載の方法。
- 前記仕事係数は、前記研磨テーブルを回転させるテーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから算出することを特徴とする請求項5に記載の方法。
- 前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、
Z=(Tt−Tt 0 )/(DF*St)
で表されることを特徴とする請求項7に記載の方法。 - 研磨パッドを支持する研磨テーブルと、
前記研磨テーブルを回転させるテーブルモータと、
研磨パッドをドレッシングするドレッサーと、
前記ドレッサーを前記研磨パッドの半径方向に揺動させる旋回モータと、
回転する前記研磨パッドに前記ドレッサーを押し付ける押圧機構と、
前記研磨パッドのドレッシングを監視するパッド監視装置とを備え、
前記パッド監視装置は、
前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、
前記仕事係数に基づいて、前記ドレッサーの残存寿命を決定し、
前記ドレッサーの残存寿命をTend、初期仕事係数をZ0、使用限界仕事係数をZend、単位時間当たりの仕事係数の変化量をdZ/dtとすると、前記ドレッサーの残存寿命は、
Tend=(Z0−Zend)/(dZ/dt)
で表されることを特徴とする研磨装置。 - 前記パッド監視装置は、前記テーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから前記仕事係数を算出することを特徴とする請求項9に記載の研磨装置。
- 前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、
Z=(Tt−Tt0)/(DF*St)
で表されることを特徴とする請求項10に記載の研磨装置。 - 前記仕事係数は、ある時間幅での仕事係数の移動平均であり、
前記単位時間当たりの仕事係数の変化量は、前記仕事係数の移動平均から算出されることを特徴とする請求項9に記載の研磨装置。 - 研磨パッドを支持する研磨テーブルと、
前記研磨テーブルを回転させるテーブルモータと、
研磨パッドをドレッシングするドレッサーと、
前記ドレッサーを前記研磨パッドの半径方向に揺動させる旋回モータと、
回転する前記研磨パッドに前記ドレッサーを押し付ける押圧機構と、
前記研磨パッドのドレッシングを監視するパッド監視装置とを備え、
前記パッド監視装置は、
前記研磨パッドのドレッシング中に、前記ドレッサーと前記研磨パッドとの間に働く摩擦力と前記押し付け力との比を示す仕事係数を算出し、
単位時間当たりの前記仕事係数の変化量と所定のしきい値との比較により、前記研磨パッドのドレッシングの異常を検知することを特徴とする研磨装置。 - 前記パッド監視装置は、前記仕事係数の変化量が前記所定のしきい値を超えたときの前記ドレッサーの位置を、前記研磨パッド上に定義された二次元平面上に表示することを特徴とする請求項13に記載の研磨装置。
- 前記パッド監視装置は、前記テーブルモータのトルクと、前記ドレッサーの前記研磨パッドに対する押し付け力と、前記研磨テーブルの回転中心から前記ドレッサーまでの距離とから前記仕事係数を算出することを特徴とする請求項13に記載の研磨装置。
- 前記仕事係数をZ、ドレッシング中の前記テーブルモータのトルクをTt、前記ドレッサーが前記研磨パッドに接触する前の前記テーブルモータの初期トルクをTt0、前記押し付け力をDF、前記ドレッサーと前記研磨テーブルの中心との距離をStとすると、前記仕事係数は、
Z=(Tt−Tt0)/(DF*St)
で表されることを特徴とする請求項15に記載の研磨装置。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012187383A JP5927083B2 (ja) | 2012-08-28 | 2012-08-28 | ドレッシングプロセスの監視方法および研磨装置 |
| KR1020130100392A KR102054843B1 (ko) | 2012-08-28 | 2013-08-23 | 드레싱 프로세스의 감시 방법 및 연마 장치 |
| CN201310384344.2A CN103659605B (zh) | 2012-08-28 | 2013-08-27 | 修整的监视方法以及研磨装置 |
| US14/011,668 US9808908B2 (en) | 2012-08-28 | 2013-08-27 | Method of monitoring a dressing process and polishing apparatus |
| CN201710599619.2A CN107263320B (zh) | 2012-08-28 | 2013-08-27 | 修整的监视方法以及研磨装置 |
| TW106145303A TWI658898B (zh) | 2012-08-28 | 2013-08-28 | 修整製程之監視方法及研磨裝置 |
| TW102130760A TWI655997B (zh) | 2012-08-28 | 2013-08-28 | 修整製程之監視方法及研磨裝置 |
| JP2016087090A JP6113326B2 (ja) | 2012-08-28 | 2016-04-25 | ドレッシングプロセスの監視方法および研磨装置 |
| US15/721,211 US10675731B2 (en) | 2012-08-28 | 2017-09-29 | Method of monitoring a dressing process and polishing apparatus |
| KR1020190159028A KR102181464B1 (ko) | 2012-08-28 | 2019-12-03 | 드레싱 프로세스의 감시 방법 및 연마 장치 |
| US16/861,729 US11325224B2 (en) | 2012-08-28 | 2020-04-29 | Method of monitoring a dressing process and polishing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012187383A JP5927083B2 (ja) | 2012-08-28 | 2012-08-28 | ドレッシングプロセスの監視方法および研磨装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016087090A Division JP6113326B2 (ja) | 2012-08-28 | 2016-04-25 | ドレッシングプロセスの監視方法および研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014042968A JP2014042968A (ja) | 2014-03-13 |
| JP5927083B2 true JP5927083B2 (ja) | 2016-05-25 |
Family
ID=50188183
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012187383A Active JP5927083B2 (ja) | 2012-08-28 | 2012-08-28 | ドレッシングプロセスの監視方法および研磨装置 |
| JP2016087090A Active JP6113326B2 (ja) | 2012-08-28 | 2016-04-25 | ドレッシングプロセスの監視方法および研磨装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016087090A Active JP6113326B2 (ja) | 2012-08-28 | 2016-04-25 | ドレッシングプロセスの監視方法および研磨装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US9808908B2 (ja) |
| JP (2) | JP5927083B2 (ja) |
| KR (2) | KR102054843B1 (ja) |
| CN (2) | CN103659605B (ja) |
| TW (2) | TWI658898B (ja) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103458243B (zh) | 2005-04-13 | 2017-03-01 | 汤姆逊许可公司 | 视频解码方法和设备 |
| JP6307428B2 (ja) | 2014-12-26 | 2018-04-04 | 株式会社荏原製作所 | 研磨装置およびその制御方法 |
| JP6592355B2 (ja) * | 2015-01-30 | 2019-10-16 | 株式会社荏原製作所 | 連結機構および基板研磨装置 |
| JP6444785B2 (ja) * | 2015-03-19 | 2018-12-26 | 株式会社荏原製作所 | 研磨装置およびその制御方法ならびにドレッシング条件出力方法 |
| JP6649073B2 (ja) * | 2015-12-16 | 2020-02-19 | 株式会社荏原製作所 | 基板処理装置およびその品質保証方法 |
| JP6715153B2 (ja) * | 2016-09-30 | 2020-07-01 | 株式会社荏原製作所 | 基板研磨装置 |
| CN106392884B (zh) * | 2016-12-14 | 2019-10-18 | 北京中电科电子装备有限公司 | 一种砂轮的修整控制系统及方法 |
| CN106597841B (zh) * | 2016-12-14 | 2019-09-24 | 北京半导体专用设备研究所(中国电子科技集团公司第四十五研究所) | 化学机械平坦化中修整器电机的跟踪扫描算法 |
| US10675732B2 (en) | 2017-04-18 | 2020-06-09 | Taiwan Semiconductor Manufacturing Company, Ltd. | Apparatus and method for CMP pad conditioning |
| CN107662159B (zh) * | 2017-09-15 | 2019-04-02 | 清华大学 | 修整抛光垫的控制方法、装置、修整器及抛光设备 |
| CN107900909A (zh) * | 2017-11-15 | 2018-04-13 | 上海华力微电子有限公司 | 一种延长研磨垫修整盘使用寿命的方法及研磨垫修整盘 |
| US11292101B2 (en) * | 2017-11-22 | 2022-04-05 | Taiwan Semiconductor Manufacturing Co., Ltd. | Chemical mechanical polishing apparatus and method |
| JP7098311B2 (ja) * | 2017-12-05 | 2022-07-11 | 株式会社荏原製作所 | 研磨装置、及び研磨方法 |
| CN108145594A (zh) * | 2017-12-21 | 2018-06-12 | 上海华力微电子有限公司 | 研磨垫使用寿命的监测方法及监测设备 |
| KR102546838B1 (ko) * | 2018-03-26 | 2023-06-23 | 주식회사 케이씨텍 | 기판 처리 장치 |
| KR102561647B1 (ko) | 2018-05-28 | 2023-07-31 | 삼성전자주식회사 | 컨디셔너 및 이를 포함하는 화학 기계적 연마 장치 |
| JP7287761B2 (ja) * | 2018-07-31 | 2023-06-06 | 株式会社荏原製作所 | 球面軸受の軸受半径決定方法 |
| CN109015335A (zh) * | 2018-09-27 | 2018-12-18 | 德淮半导体有限公司 | 化学机械研磨装置及其工作方法 |
| TWI819138B (zh) | 2018-12-21 | 2023-10-21 | 日商荏原製作所股份有限公司 | 研磨裝置及研磨構件的修整方法 |
| CN109664179B (zh) * | 2019-01-02 | 2021-05-04 | 中国科学院上海光学精密机械研究所 | 环形抛光机 |
| JP7315332B2 (ja) * | 2019-01-31 | 2023-07-26 | 株式会社荏原製作所 | ダミーディスクおよびダミーディスクを用いた表面高さ測定方法 |
| JP7209344B2 (ja) * | 2019-02-01 | 2023-01-20 | スピードファム株式会社 | 両面研磨機用のドレッシング装置 |
| CN111482902A (zh) * | 2020-04-14 | 2020-08-04 | 长春长光圆辰微电子技术有限公司 | 一种在化学机械研磨中修整器压力调节的方法 |
| CN111515863A (zh) * | 2020-04-30 | 2020-08-11 | 武汉新芯集成电路制造有限公司 | 研磨方法、研磨垫修整系统 |
| CN111571444A (zh) * | 2020-05-15 | 2020-08-25 | 中国科学院微电子研究所 | 研磨垫修整装置 |
| JP7637482B2 (ja) * | 2020-08-11 | 2025-02-28 | 株式会社荏原製作所 | 基板処理装置及び研磨部材のドレッシング制御方法 |
| JP7421460B2 (ja) * | 2020-09-29 | 2024-01-24 | 株式会社荏原製作所 | 研磨装置、および研磨パッドの交換時期を決定する方法 |
| CN114520577B (zh) | 2020-11-19 | 2023-11-03 | 台达电子工业股份有限公司 | 旋转机械装置及直线型机械装置 |
| TWI752734B (zh) * | 2020-11-19 | 2022-01-11 | 台達電子工業股份有限公司 | 旋轉機械裝置及直線型機械裝置 |
| TWI820399B (zh) * | 2021-02-26 | 2023-11-01 | 國立臺灣科技大學 | 晶圓加工方法及晶圓加工系統 |
| CN113319739B (zh) * | 2021-05-06 | 2022-09-30 | 西安理工大学 | 一种用于单平面研磨机实现自修整磨盘的修整机构 |
| TWI766697B (zh) * | 2021-05-24 | 2022-06-01 | 聯毅科技股份有限公司 | 監控裝置及方法 |
| CN113334238A (zh) * | 2021-06-22 | 2021-09-03 | 上海华虹宏力半导体制造有限公司 | 化学机械研磨的控制方法和设备 |
| CN113561060B (zh) * | 2021-07-28 | 2022-10-21 | 北京烁科精微电子装备有限公司 | 一种钻石整理器的控制方法、装置及系统 |
| CN118905945B (zh) * | 2024-08-20 | 2025-10-24 | 华海清科股份有限公司 | 修整器的控制方法、修整器的控制装置、电子设备及存储介质 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10315124A (ja) * | 1997-05-16 | 1998-12-02 | Hitachi Ltd | 研磨方法および研磨装置 |
| US6191038B1 (en) * | 1997-09-02 | 2001-02-20 | Matsushita Electronics Corporation | Apparatus and method for chemical/mechanical polishing |
| JP2977543B2 (ja) * | 1997-09-02 | 1999-11-15 | 松下電子工業株式会社 | 化学的機械研磨装置及び化学的機械研磨方法 |
| JP4030247B2 (ja) * | 1999-05-17 | 2008-01-09 | 株式会社荏原製作所 | ドレッシング装置及びポリッシング装置 |
| EP1247616B1 (en) * | 2001-04-02 | 2006-07-05 | Infineon Technologies AG | Method for conditioning a polishing pad surface |
| JP2005131732A (ja) | 2003-10-30 | 2005-05-26 | Ebara Corp | 研磨装置 |
| US6986705B2 (en) * | 2004-04-05 | 2006-01-17 | Rimpad Tech Ltd. | Polishing pad and method of making same |
| JP2006004992A (ja) * | 2004-06-15 | 2006-01-05 | Seiko Epson Corp | 研磨装置管理システム、管理装置、管理装置制御プログラム及び管理装置制御方法 |
| US6953382B1 (en) * | 2004-06-24 | 2005-10-11 | Novellus Systems, Inc. | Methods and apparatuses for conditioning polishing surfaces utilized during CMP processing |
| JP4817687B2 (ja) | 2005-03-18 | 2011-11-16 | 株式会社荏原製作所 | 研磨装置 |
| KR101297931B1 (ko) | 2005-04-01 | 2013-08-19 | 가부시키가이샤 니콘 | 연마 장치, 이 연마 장치를 이용한 반도체 디바이스 제조방법, 및 이 반도체 디바이스 제조 방법에 의해 제조된반도체 디바이스 |
| TWI451488B (zh) | 2007-01-30 | 2014-09-01 | 荏原製作所股份有限公司 | 拋光裝置 |
| JP5219395B2 (ja) * | 2007-03-29 | 2013-06-26 | 株式会社東京精密 | ウェハ研磨モニタ方法とその装置 |
| JP2009033038A (ja) * | 2007-07-30 | 2009-02-12 | Elpida Memory Inc | Cmp装置及びcmpによるウェハー研磨方法 |
| US7828625B2 (en) * | 2007-10-30 | 2010-11-09 | United Microelectronics Corp. | Method of supplying polishing liquid |
| JP4658182B2 (ja) | 2007-11-28 | 2011-03-23 | 株式会社荏原製作所 | 研磨パッドのプロファイル測定方法 |
| US8337279B2 (en) * | 2008-06-23 | 2012-12-25 | Applied Materials, Inc. | Closed-loop control for effective pad conditioning |
| US8096852B2 (en) * | 2008-08-07 | 2012-01-17 | Applied Materials, Inc. | In-situ performance prediction of pad conditioning disk by closed loop torque monitoring |
| JP5415735B2 (ja) * | 2008-09-26 | 2014-02-12 | 株式会社荏原製作所 | ドレッシング方法、ドレッシング条件の決定方法、ドレッシング条件決定プログラム、および研磨装置 |
| CN201333661Y (zh) * | 2009-01-18 | 2009-10-28 | 湖南宇晶机器实业有限公司 | 研磨机上研磨盘轻压压力控制装置 |
| JP5306065B2 (ja) | 2009-06-04 | 2013-10-02 | 株式会社荏原製作所 | ドレッシング装置およびドレッシング方法 |
| CN102782814A (zh) * | 2010-04-30 | 2012-11-14 | 应用材料公司 | 垫片状态化刮扫力矩模式化以达成恒定移除率 |
| JP5511600B2 (ja) * | 2010-09-09 | 2014-06-04 | 株式会社荏原製作所 | 研磨装置 |
| JP5896625B2 (ja) | 2011-06-02 | 2016-03-30 | 株式会社荏原製作所 | 研磨装置に使用される研磨パッドの研磨面を監視する方法および装置 |
-
2012
- 2012-08-28 JP JP2012187383A patent/JP5927083B2/ja active Active
-
2013
- 2013-08-23 KR KR1020130100392A patent/KR102054843B1/ko active Active
- 2013-08-27 US US14/011,668 patent/US9808908B2/en active Active
- 2013-08-27 CN CN201310384344.2A patent/CN103659605B/zh active Active
- 2013-08-27 CN CN201710599619.2A patent/CN107263320B/zh active Active
- 2013-08-28 TW TW106145303A patent/TWI658898B/zh active
- 2013-08-28 TW TW102130760A patent/TWI655997B/zh active
-
2016
- 2016-04-25 JP JP2016087090A patent/JP6113326B2/ja active Active
-
2017
- 2017-09-29 US US15/721,211 patent/US10675731B2/en active Active
-
2019
- 2019-12-03 KR KR1020190159028A patent/KR102181464B1/ko active Active
-
2020
- 2020-04-29 US US16/861,729 patent/US11325224B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140030045A (ko) | 2014-03-11 |
| JP6113326B2 (ja) | 2017-04-12 |
| KR102181464B1 (ko) | 2020-11-23 |
| JP2016129931A (ja) | 2016-07-21 |
| CN107263320B (zh) | 2018-09-28 |
| US9808908B2 (en) | 2017-11-07 |
| TW201811500A (zh) | 2018-04-01 |
| KR102054843B1 (ko) | 2019-12-12 |
| TW201412457A (zh) | 2014-04-01 |
| US20200254585A1 (en) | 2020-08-13 |
| US20140065931A1 (en) | 2014-03-06 |
| CN103659605A (zh) | 2014-03-26 |
| TWI655997B (zh) | 2019-04-11 |
| US10675731B2 (en) | 2020-06-09 |
| CN103659605B (zh) | 2017-08-11 |
| US20180021920A1 (en) | 2018-01-25 |
| KR20190138765A (ko) | 2019-12-16 |
| US11325224B2 (en) | 2022-05-10 |
| CN107263320A (zh) | 2017-10-20 |
| TWI658898B (zh) | 2019-05-11 |
| JP2014042968A (ja) | 2014-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5927083B2 (ja) | ドレッシングプロセスの監視方法および研磨装置 | |
| KR101821886B1 (ko) | 연마 장치에 사용하는 연마 패드의 연마면 감시 방법 및 장치 | |
| US9687955B2 (en) | Polishing apparatus | |
| JP6000960B2 (ja) | 化学機械研磨消耗品のばらつきを補償する装置及び方法 | |
| JP2013526057A (ja) | 一定除去速度を達成するためのパッド調整掃引トルクモデリング | |
| JP2005081461A (ja) | ウェハ等の研磨方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160425 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5927083 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |