JP5936794B2 - 剥離樹脂層付金属箔及びプリント配線板 - Google Patents
剥離樹脂層付金属箔及びプリント配線板 Download PDFInfo
- Publication number
- JP5936794B2 JP5936794B2 JP2015553949A JP2015553949A JP5936794B2 JP 5936794 B2 JP5936794 B2 JP 5936794B2 JP 2015553949 A JP2015553949 A JP 2015553949A JP 2015553949 A JP2015553949 A JP 2015553949A JP 5936794 B2 JP5936794 B2 JP 5936794B2
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- metal foil
- release
- resin
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D123/00—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers
- C09D123/02—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D123/04—Homopolymers or copolymers of ethene
- C09D123/08—Copolymers of ethene
- C09D123/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C09D123/0853—Vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
- H05K1/0298—Multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/09—Use of materials for the conductive, e.g. metallic pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
- H05K3/4682—Manufacture of core-less build-up multilayer circuits on a temporary carrier or on a metal foil
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
Description
前記剥離樹脂層が、
(A)非極性樹脂50〜95質量部と、
(B)熱硬化性樹脂4〜40質量部と、
(C)離型剤1〜25質量部と、
を合計100質量部含んでなり、かつ、前記非極性樹脂(A)と前記熱硬化性樹脂(B)の含有量比率(A/B)が、質量比で、55/45〜96/4である、剥離樹脂層付金属箔が提供される。
本発明の剥離樹脂層付金属箔が図1に模式的に示される。図1に示されるように、本発明の剥離樹脂層付金属箔10は、金属箔12の少なくとも一方の面に剥離樹脂層14を備えたものである。金属箔12の両面に剥離樹脂層14を備えていてもよいし、図2に示されるように金属箔12を剥離樹脂層14の両面に備えていてもよい。そして、剥離樹脂層14は、(A)非極性樹脂50〜95質量部と、(B)熱硬化性樹脂4〜40質量部と、(C)離型剤1〜25質量部とを合計100質量部含んでなり、かつ、非極性樹脂(A)と熱硬化性樹脂(B)の含有量比率(A/B)が、質量比で、55/45〜96/4である。このような特定の組成を有する樹脂組成物で剥離樹脂層14を構成することで、熱間プレスに耐えうる材料でありながら望ましい剥離が実現可能となる。すなわち、剥離樹脂層14の破壊を生じさせることなく有意に低い剥離強度で金属箔12−樹脂層14間の剥離を実現することが可能となる。
本発明の剥離樹脂層付金属箔はプリント配線板の製造用途に適する。したがって、本発明の剥離樹脂層付金属箔を用いてプリント配線板を好ましく製造することができる。プリント配線板は典型的には多層プリント配線板であり、絶縁層の厚さ、使用する金属箔の厚さ、これらの層数等の構成は公知のものが採用可能であり、特に限定されない。プリント配線板の製造もまた、コアレスビルドアップ法等の公知の方法を用いて行えばよい。例えば、コアレスビルドアップ法により多層プリント配線板を製造する場合、金属箔上に所望のビルドアップ配線層を形成した後、剥離樹脂層を剥離し、必要な加工を施して所望のプリント配線板を形成すればよい。
この工程では、剥離樹脂層付金属箔10’の両面(すなわち金属箔12の各表面)に、絶縁層24と内層回路26を含む配線層とを交互に積層配置したビルドアップ配線層22を形成して、所望により熱間プレスを施して、図3に示されるビルドアップ配線層付支持体20を得る。本発明において採用可能なビルドアップ工法は特に限定されない。例えば、金属箔12の表面に樹脂フィルムを張り合わせる手法、金属箔12の表面に樹脂組成物を塗布する手法等により、絶縁層24を設ける方法等を採用することができる。絶縁層24として樹脂フィルムを用いる場合には、樹脂フィルムの表面に銅箔に代表される金属箔を同時にプレス加工で張り合わせ、事後的に、必要に応じたビアホール等の層間導通手段27の形成と組み合わせて、当該金属箔をエッチング加工して、内層回路26を形成することができる。また、金属箔12の表面に樹脂フィルムのみを張り合わせ、その表面にセミアディティブ法で内層回路26のパターンを形成することもできる。
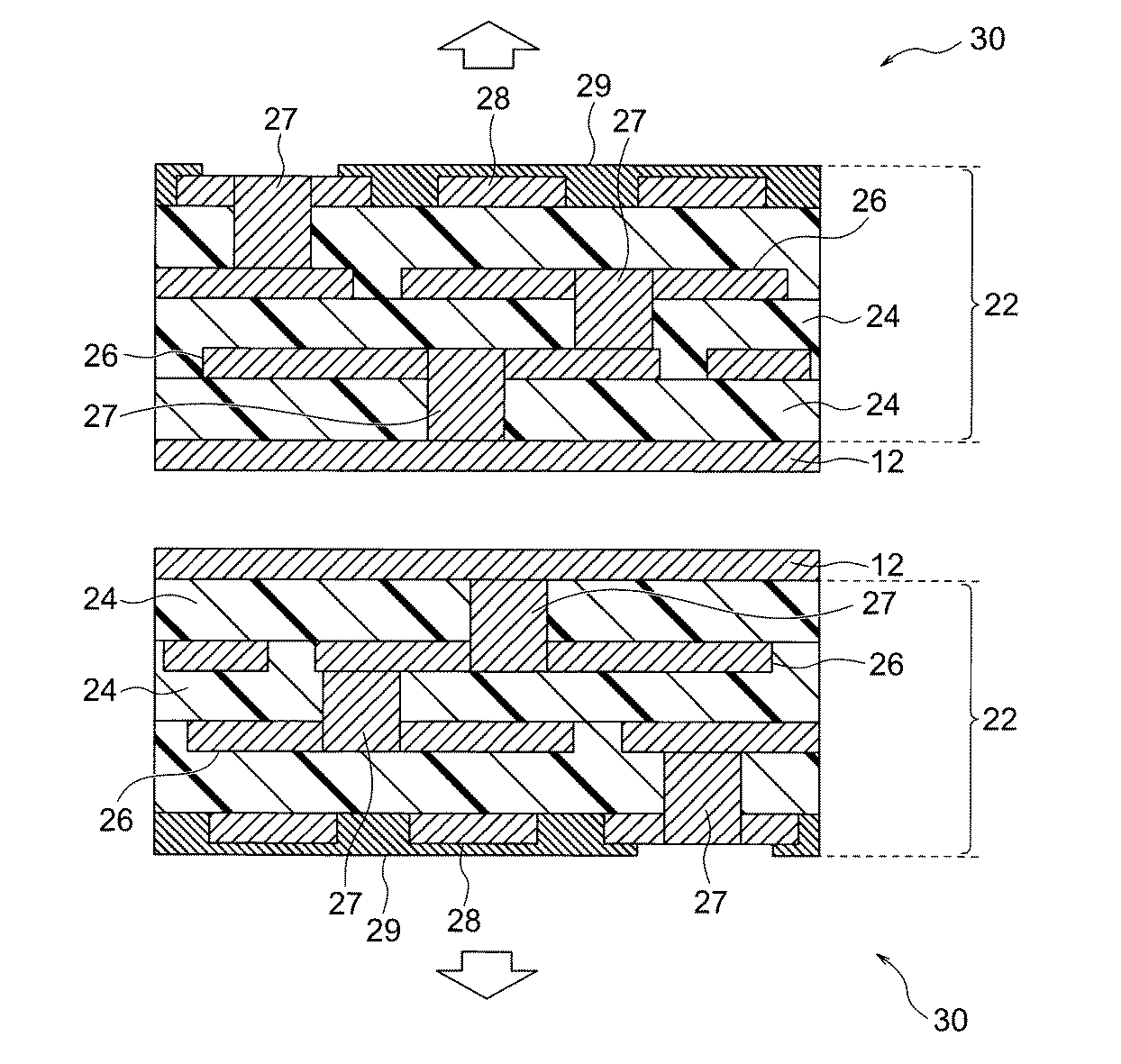
この工程では、上記工程により得られたビルドアップ配線層付積層体20を、金属箔12と剥離樹脂層14との界面で分離して、図4に示されるような互いに分離された多層金属張積層板30を得る。金属箔12と剥離樹脂層14との界面での分離は、金属箔12及び/又は剥離樹脂層14を引き剥がすことにより行うことができる。
この工程では、上記分離工程により得られた多層金属張積層板30の各々を用いて、所望の多層プリント配線板に加工する。多層金属積層板から多層プリント配線板への加工方法は公知の種々の方法を採用すればよい。例えば、多層金属張積層板30の外層にある金属箔12をエッチング加工して外層回路配線を形成して、多層プリント配線板を得ることができる。また、多層金属張積層板30の外層にある金属箔12を、完全にエッチング除去し、そのままの状態で多層プリント配線板として使用することもできる。さらに、多層金属張積層板30の外層にある金属箔12を、完全にエッチング除去し、露出した樹脂層の表面に、導電性ペーストで回路形状を形成する又はセミアディティブ法等で外層回路を直接形成する等して多層プリント配線板とすることも可能である。
樹脂組成物を含んでなる樹脂ワニスを調製し、この樹脂ワニスを用いて剥離樹脂層付銅箔を製造し、その評価を行った。具体的には以下のとおりである。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)19質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)1質量部とを、溶剤であるトルエンに溶解し、樹脂固形分25質量%の樹脂ワニスを調製した。
上述の樹脂ワニスを、厚さ18μmの電解銅箔の電極面(算術平均粗さRa:0.2μm)に均一に塗布し、風乾後、150℃で3分間の加熱処理を行い、剥離樹脂層を備えた電解銅箔、すなわち剥離樹脂層付銅箔を得た。このとき、剥離樹脂層の平均厚さは25μmとした。
得られた剥離樹脂層付銅箔の剥離樹脂層を、厚さ18μmの別の電解銅箔の析出面(算術平均粗さRa:0.5μm)に当接させ、さらに当該別の電解銅箔の電極面(算術平均粗さRa:0.2μm)側を市販の100μm厚さのFR−4グレードのプリプレグの表面に当接させた。こうして得られた積層体を、圧力30kgf/cm2及び温度190℃で90分間の熱間プレス成形を行って銅張積層板を製造した。そして、この銅張積層板を、ワークサイズに切断して、50mm幅の剥離強度測定用の直線回路を形成した。その後、その試験用の直線回路を用いて、JIS C 6481(1996)に準拠して、銅張積層板の剥離樹脂層から銅箔を剥離する際の、剥離強度を測定した。また、剥離強度を測定する際、剥離樹脂層に破壊があるかどうかを目視で確認した。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)19質量部、離型剤として、シリコーン系粘着剤(X−40−3270−1、信越化学工業製)1質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(F−251、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(F−552、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(F−563、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(FC4430、スリーエム製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)28質量部、離型剤として、フッ素系界面活性剤(FC4432、スリーエム製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)90質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)8質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)60質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)38質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)15質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)5質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(SIS5229P、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)15質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)5質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)10質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)10質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)60質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)30質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)10質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)50質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)25質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)25質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)100質量部のみを用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)90質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)10質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)98質量部、熱硬化性樹脂は用いず、離型剤として、フッ素系界面活性剤(F−553、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)50質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)48質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)2質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)50質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)20質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)30質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)70質量部、熱硬化性樹脂として、ビスフェノールF型エポキシ樹脂(YDF−8170C、新日鉄住金化学製)18質量部、エポキシ樹脂の硬化剤として、フェノール樹脂(MEH7500、明和化成製)11質量部、エポキシ樹脂の硬化促進剤として、イミダゾール(2E4MZ、四国化成工業製)1質量部、溶剤としてトルエン:メチルエチルケトン=1:1(質量比)の混合溶媒を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2827、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 2200、三菱瓦斯化学製)15質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)5質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
溶剤に可溶な非極性樹脂として、スチレン系熱可塑性エラストマー(TR2003、JSR製)80質量部、熱硬化性樹脂として、スチレン変性ポリフェニレンエーテル樹脂(OPE−2St 1200、三菱瓦斯化学製)15質量部、離型剤として、フッ素系界面活性剤(F−553、DIC製)5質量部を用いたこと以外は、例1と同様の手順により剥離樹脂層付銅箔の作製及び評価を行った。
例1〜23において得られた評価結果は表1及び2に示されるとおりであった。また、少なくとも例1〜15、22及び23においては熱間プレス時に剥離樹脂層が流動して位置ずれを生じることも無かった。これらの結果から、本発明によれば、剥離樹脂層の破壊を生じさせることなく有意に低い剥離強度で金属箔−樹脂層間の剥離を実現可能な、熱間プレスにも耐えうる、剥離樹脂層付金属箔を提供できることが分かる。
Claims (15)
- 金属箔の少なくとも一方の面に剥離樹脂層を備えた剥離樹脂層付金属箔であって、
前記剥離樹脂層が、
(A)非極性樹脂50〜95質量部と、
(B)熱硬化性樹脂4〜40質量部と、
(C)離型剤1〜25質量部と、
を合計100質量部含んでなり、かつ、前記非極性樹脂(A)と前記熱硬化性樹脂(B)の含有量比率(A/B)が、質量比で、55/45〜96/4である、剥離樹脂層付金属箔。 - JIS C 6481(1996)に準拠して測定される、前記剥離樹脂層からの前記金属箔の剥離強度が1〜100g/cmである、請求項1に記載の剥離樹脂層付金属箔。
- 前記金属箔が、前記剥離樹脂層を破壊することなく機械的に剥離可能である、請求項1又は2に記載の剥離樹脂層付金属箔。
- 前記剥離樹脂層が前記非極性樹脂を60〜80質量部含む、請求項1〜3のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記剥離樹脂層が前記熱硬化性樹脂を15〜30質量部含む、請求項1〜4のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記非極性樹脂(A)と前記熱硬化性樹脂(B)の含有量比率(A/B)が、質量比で、60/40〜90/10である、請求項1〜5のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記非極性樹脂が、ポリオレフィン系樹脂、ポリジエン系樹脂、ポリスチレン系樹脂、エチレン酢酸ビニル共重合体、スチレン系共重合体ゴム、スチレン系熱可塑性エラストマー、天然ゴム、及びフッ素樹脂からなる群から選択される少なくとも1種である、請求項1〜6のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記熱硬化性樹脂が、フェノール樹脂、ユリア樹脂、メラミン樹脂、エポキシ樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、ポリウレタン樹脂、ポリイミド樹脂、及びビニル基を有する樹脂からなる群から選択される少なくとも1種である、請求項1〜7のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記離型剤が、フッ素系化合物及びシリコーン系化合物からなる群から選択される少なくとも1種である、請求項1〜8のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記剥離樹脂層が無機フィラーをさらに含んでなる、請求項1〜9のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記剥離樹脂層がプリプレグを含まない、請求項1〜10のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記金属箔を前記剥離樹脂層の両面に備えてなる、請求項1〜11のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記金属箔の少なくとも1つが銅箔又は銅合金箔である、請求項1〜12のいずれか一項に記載の剥離樹脂層付金属箔。
- 前記金属箔が7〜210μmの厚さを有し、かつ、前記剥離樹脂層が1〜100μmの厚さを有する、請求項1〜13のいずれか一項に記載の剥離樹脂層付金属箔。
- 請求項1〜14のいずれか一項に記載の剥離樹脂層付金属箔を用いてプリント配線板を作製することを特徴とする、プリント配線板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014115310 | 2014-06-03 | ||
| JP2014115310 | 2014-06-03 | ||
| PCT/JP2015/065295 WO2015186589A1 (ja) | 2014-06-03 | 2015-05-27 | 剥離樹脂層付金属箔及びプリント配線板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5936794B2 true JP5936794B2 (ja) | 2016-06-22 |
| JPWO2015186589A1 JPWO2015186589A1 (ja) | 2017-04-20 |
Family
ID=54766662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015553949A Active JP5936794B2 (ja) | 2014-06-03 | 2015-05-27 | 剥離樹脂層付金属箔及びプリント配線板 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10863621B2 (ja) |
| JP (1) | JP5936794B2 (ja) |
| KR (1) | KR101676804B1 (ja) |
| CN (1) | CN106232350B (ja) |
| MY (1) | MY193192A (ja) |
| SG (1) | SG11201609003XA (ja) |
| TW (1) | TWI583263B (ja) |
| WO (1) | WO2015186589A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10863621B2 (en) | 2014-06-03 | 2020-12-08 | Mitsui Mining & Smelting Co., Ltd. | Metal foil with releasing resin layer, and printed wiring board |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108136736B (zh) * | 2015-12-07 | 2021-09-14 | 三井金属矿业株式会社 | 层叠体的制造方法和带树脂层的金属箔 |
| JP6774285B2 (ja) * | 2016-09-28 | 2020-10-21 | 日鉄ケミカル&マテリアル株式会社 | 金属張積層板 |
| KR101985729B1 (ko) * | 2017-01-09 | 2019-06-04 | 유희윤 | 초박막 구리포일의 제조방법 및 이로 제조된 초박막 구리포일 |
| WO2018199084A1 (ja) * | 2017-04-28 | 2018-11-01 | 株式会社村田製作所 | 配線基板およびその製造方法 |
| CN110709476A (zh) * | 2017-07-27 | 2020-01-17 | 三井金属矿业株式会社 | 树脂组合物、布线板用绝缘层及层叠体 |
| WO2019054335A1 (ja) * | 2017-09-15 | 2019-03-21 | Jsr株式会社 | 回路基板 |
| CN111684869B (zh) * | 2018-03-28 | 2021-03-19 | 三井金属矿业株式会社 | 多层布线板的制造方法 |
| WO2020121651A1 (ja) * | 2018-12-14 | 2020-06-18 | 三菱瓦斯化学株式会社 | 半導体素子搭載用パッケージ基板の製造方法 |
| CN112961523A (zh) * | 2021-02-24 | 2021-06-15 | 浙江世友木业有限公司 | 一种木质地板表面覆膜临时防护方法 |
| CN115837792B (zh) * | 2022-12-12 | 2023-07-11 | 广东嘉元科技股份有限公司 | 一种铜箔自动粘合装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014046256A1 (ja) * | 2012-09-20 | 2014-03-27 | Jx日鉱日石金属株式会社 | キャリア付金属箔 |
| WO2014046291A1 (ja) * | 2012-09-24 | 2014-03-27 | Jx日鉱日石金属株式会社 | キャリア付金属箔、樹脂製の板状キャリアと金属箔とからなる積層体、ならびにそれらの用途 |
| WO2014054812A1 (ja) * | 2012-10-04 | 2014-04-10 | Jx日鉱日石金属株式会社 | キャリア付金属箔 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3166788B2 (ja) * | 1992-03-04 | 2001-05-14 | 出光興産株式会社 | スチレン系樹脂組成物 |
| JP4411515B2 (ja) * | 2002-11-21 | 2010-02-10 | Dic株式会社 | フッ素系界面活性剤 |
| JP4805304B2 (ja) | 2008-05-12 | 2011-11-02 | Jx日鉱日石金属株式会社 | キャリヤー付き金属箔及び多層コアレス回路基板の製造方法 |
| JP5328281B2 (ja) | 2008-10-03 | 2013-10-30 | 三井金属鉱業株式会社 | 多層プリント配線板の製造方法及びその方法を用いて得られる多層プリント配線板 |
| JP2011148943A (ja) | 2010-01-25 | 2011-08-04 | Nitto Denko Corp | 保護シートおよびその利用 |
| JP5793720B1 (ja) * | 2014-04-11 | 2015-10-14 | パナソニックIpマネジメント株式会社 | 金属箔付き接着シート、金属箔付き積層板、金属箔付き多層基板、回路基板の製造方法 |
| CN106232350B (zh) | 2014-06-03 | 2017-09-22 | 三井金属矿业株式会社 | 带剥离树脂层的金属箔和印刷电路板 |
-
2015
- 2015-05-27 CN CN201580020839.4A patent/CN106232350B/zh active Active
- 2015-05-27 US US15/122,515 patent/US10863621B2/en active Active
- 2015-05-27 KR KR1020167024571A patent/KR101676804B1/ko active Active
- 2015-05-27 JP JP2015553949A patent/JP5936794B2/ja active Active
- 2015-05-27 SG SG11201609003XA patent/SG11201609003XA/en unknown
- 2015-05-27 MY MYPI2016001753A patent/MY193192A/en unknown
- 2015-05-27 WO PCT/JP2015/065295 patent/WO2015186589A1/ja not_active Ceased
- 2015-06-02 TW TW104117783A patent/TWI583263B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014046256A1 (ja) * | 2012-09-20 | 2014-03-27 | Jx日鉱日石金属株式会社 | キャリア付金属箔 |
| WO2014046291A1 (ja) * | 2012-09-24 | 2014-03-27 | Jx日鉱日石金属株式会社 | キャリア付金属箔、樹脂製の板状キャリアと金属箔とからなる積層体、ならびにそれらの用途 |
| WO2014054812A1 (ja) * | 2012-10-04 | 2014-04-10 | Jx日鉱日石金属株式会社 | キャリア付金属箔 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10863621B2 (en) | 2014-06-03 | 2020-12-08 | Mitsui Mining & Smelting Co., Ltd. | Metal foil with releasing resin layer, and printed wiring board |
Also Published As
| Publication number | Publication date |
|---|---|
| SG11201609003XA (en) | 2016-12-29 |
| JPWO2015186589A1 (ja) | 2017-04-20 |
| US10863621B2 (en) | 2020-12-08 |
| CN106232350A (zh) | 2016-12-14 |
| US20170071059A1 (en) | 2017-03-09 |
| TW201611667A (zh) | 2016-03-16 |
| CN106232350B (zh) | 2017-09-22 |
| KR101676804B1 (ko) | 2016-11-17 |
| WO2015186589A1 (ja) | 2015-12-10 |
| KR20160111530A (ko) | 2016-09-26 |
| TWI583263B (zh) | 2017-05-11 |
| MY193192A (en) | 2022-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5936794B2 (ja) | 剥離樹脂層付金属箔及びプリント配線板 | |
| KR101001529B1 (ko) | 다층 프린트 배선판의 층간 절연용 수지 조성물, 접착필름 및 프리프레그 | |
| TWI801346B (zh) | 支持基板、附設支持基板之疊層體及搭載半導體元件用之封裝基板的製造方法 | |
| KR101560121B1 (ko) | 금속박 부착 접착 시트, 금속박 적층판, 금속박 부착 다층 기판, 회로 기판의 제조 방법 | |
| JP6063183B2 (ja) | 剥離可能銅箔付き基板及び回路基板の製造方法 | |
| KR20150020621A (ko) | 다층 프린트 배선판의 제조 방법 | |
| KR20150024359A (ko) | 캐리어 부착 금속박 | |
| JP5891644B2 (ja) | 接着フィルム、該接着フィルムを用いた多層プリント配線板、及び該多層プリント配線板の製造方法 | |
| KR20190009427A (ko) | 캐리어 부착 금속박 | |
| KR20150024354A (ko) | 캐리어 부착 금속박 | |
| WO2018003703A1 (ja) | 半導体素子搭載用パッケージ基板の製造方法及び半導体素子実装基板の製造方法 | |
| JP2014120687A (ja) | 積層板、多層積層板、プリント配線板、多層プリント配線板及び積層板の製造方法 | |
| JP2007118323A (ja) | エポキシ樹脂無機複合シート、回路基板、立体回路基板 | |
| JP5077662B2 (ja) | 多層配線基板の製造方法 | |
| JP5831027B2 (ja) | 接着フィルム、該接着フィルムを用いた多層プリント配線板、及び該多層プリント配線板の製造方法 | |
| JP6156479B2 (ja) | 接着フィルム、該接着フィルムを用いた多層プリント配線板、及び該多層プリント配線板の製造方法 | |
| JP2003123539A (ja) | 高レーザ加工性絶縁樹脂材料、高レーザ加工性プリプレグ及び高レーザ加工性金属張積層板 | |
| JP6326948B2 (ja) | 積層体、積層板、及び多層プリント配線板 | |
| JP6187567B2 (ja) | 多層プリント配線板の製造方法 | |
| JP4661264B2 (ja) | カバーレイフィルムおよびフレキシブル配線板 | |
| JP2006261383A (ja) | カバーレイフィルムおよびフレキシブル配線板 | |
| JP2010108984A (ja) | プリント配線板の製造方法 | |
| JP2006351676A (ja) | カバーレイフィルムおよびそれを用いた複合配線板 | |
| JP2015220393A (ja) | 回路形成用支持基板、それを用いたプリント配線板、及びその製造方法 | |
| JP2008085115A (ja) | 複合配線板材料およびそれを用いた複合配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151120 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20151120 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20151225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160510 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5936794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |