JP5949747B2 - 放電ランプ用陰極の製造方法および放電ランプ - Google Patents
放電ランプ用陰極の製造方法および放電ランプ Download PDFInfo
- Publication number
- JP5949747B2 JP5949747B2 JP2013265193A JP2013265193A JP5949747B2 JP 5949747 B2 JP5949747 B2 JP 5949747B2 JP 2013265193 A JP2013265193 A JP 2013265193A JP 2013265193 A JP2013265193 A JP 2013265193A JP 5949747 B2 JP5949747 B2 JP 5949747B2
- Authority
- JP
- Japan
- Prior art keywords
- forming material
- cathode
- tip
- protrusion
- emitter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Discharge Lamp (AREA)
Description
また、キセノンを封入したショートアーク型放電ランプは、映写機等の光源として利用されている。
このような陰極によれば、放電ランプの点灯中の温度条件、例えば2000〜2400℃においても、陰極先端が脱落しないなど機械的強度が得られる。
また、接合工程において、真空処理、加熱処理、冷却処理などのプロセスに時間を要するという問題がある。さらに、製造時間が長いことによる製造コストも高くなるという問題がある。
タングステンからなる本体部形成材およびエミッタ物質がドープされたタングステンからなる先端部形成材の少なくとも一方の被接合面に突起部を形成する突起部形成工程と、
前記突起部の先端と前記本体部形成材または前記先端部形成材の被接合面とを対向させて当接させた状態で、前記本体部形成材と前記先端部形成材とを通電させることにより、前記突起部を溶融させ、当該本体部形成材および当該先端部形成材を溶着して接合体を形成する接合工程とを有することを特徴とする。
特に、前記本体部形成材および前記先端部形成材の少なくとも一方に、被接合面に露出するエミッタ部材が収容されたエミッタ収容部が形成されており、
前記突起部がエミッタ収容部の開口を取り囲むように形成されていることが好ましい。
以下、本発明の実施の形態について詳細に説明する。
図1は、本発明の放電ランプ用陰極の製造方法により得られる陰極を備える放電ランプの一例における構成を示す説明用断面図である。
この放電ランプは、例えば石英ガラスよりなる発光管10を有する。この発光管10は、内部に放電空間Sを形成する外形が回転楕円体状の発光部11と、この発光部11の両端の各々に一体に連設された、管軸に沿って外方に伸びるロッド状の一方の封止部12および他方の封止部13とにより構成されている。
図2は、本発明の放電ランプ用陰極の製造方法により得られる陰極の一例における構成を示す説明用断面図である。
この陰極30は、タングステンからなる本体部31と、この本体部31の先端面に接合された、エミッタ物質を含む先端部32とが接合されてなるものである。
この例の本体部31は、例えば純度99.99質量%の純タングステンからなる。
先端部32におけるエミッタ物質の濃度は、0.1〜5.0質量%であることが好ましく、より好ましくは0.3〜2.5質量%である。
先端部32に含有されるエミッタ物質としては、酸化トリウム以外のものでもよく、例えば、酸化ランタン、酸化セリウムなどの希土類酸化物などであってもよい。
本発明の放電ランプ用陰極の製造方法は、タングステンからなる本体部と、エミッタ物質を含む先端部とが接合されてなる放電ランプ用陰極の製造方法において、本体部形成材および先端部形成材の少なくとも一方の被接合面に突起部を形成する突起部形成工程と、突起部の先端と本体部形成材または先端部形成材の被接合面とを対向させて当接させた状態で、本体部形成材と先端部形成材とを通電させることにより、突起部を溶融させ、当該本体部形成材および当該先端部形成材を溶着して接合体を形成する接合工程とを有し、接合工程の後、接合体を、突起部による溶着部分の少なくとも一部が残存するように切削することにより、円錐台形状の先端部を形成する切削工程を有することが好ましい。
以下、図2に示す陰極の製造方法の一例について具体的に説明する。
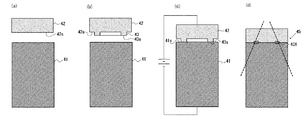
図3(a)に示すように、本体部形成材41と先端部形成材42とを用意する。この本体部形成材41は、製造すべき陰極30の本体部31における胴部分31aの径と同等の径を有する円柱状の形状を有する。また、先端部形成材42は、本体部形成材41の径と同等の径を有する円柱状の形状を有する。
次に、図3(b)に示すように、先端部形成材42の被接合面42sに突起部43を形成する。
突起部43の形成方法としては、例えば旋盤などで切削する方法が挙げられる。
この例の突起部43の陰極30の軸方向に沿った断面形状は、長方形状である。
突起部43の高さは、0.1〜1.0mmであることが好ましく、突起部43の端面43sの幅は、1〜3mm程度であることが好ましい。突起部43は、先端部形成材42の被接合面42sの中央領域を取り囲むように円環状に複数形成することもできる。
また、突起部43の端面43sの面積(Sw)は、後述する実験例からも示されるように、接合強度の観点から、本体部形成材41または先端部形成材42の被接合面の面積(S)の0.3倍以上であることが好ましく、より好ましくは0.5倍以上0.8倍以下である。
図3(c)に示すように、先端部形成材42に形成された突起部43の端面43sと本体部形成材41の被接合面41sとを、先端部形成材42の中心軸と本体部形成材41の中心軸とが一致した状態で対向させて当接させる。この状態を維持したまま、本体部形成材41と先端部形成材42とを接合方向に加圧した状態で通電させることにより、突起部43を加熱溶融させ、本体部形成材41および先端部形成材42を溶着して接合体45を形成する。このとき、本体部形成材41および先端部形成材42を通電加熱することにより、熱容量の大きい母体の材料よりも先に、熱容量の小さい突起部43のみが溶融することとなる。このように、突起部43のみが溶融することにより、突起部43と、対向する本体部形成材41の被接合面41sとが接着し、本体部形成材41と先端部形成材42とが溶着され、接合体45が形成される。
ここで、形成された接合体45においては、本体部形成材41の被接合面41sと先端部形成材42の被接合面42sとの界面(以下、「接合面」ともいう。)において、溶融された突起部43によって溶着された部分(以下、「溶着部分」ともいう。)43X以外の領域は、溶着されていない。
また、完全な平面同士で接合する方法ではないが、接合面の周方向に均一な溶着部分43Xを形成することにより、接合面での接合に準じた接合強度を得ることができる。
さらに、接合面において、溶着されていない領域があることにより、先端部の熱が本体部に伝導し難く、先端部の温度が高温に維持されるので、エミッタ効率が維持される。
図3(d)に示すように、接合工程により形成された接合体45を、溶着部分43Xの少なくとも一部が残存するように例えば旋盤などで切削することにより、円錐台形状の先端部32を形成する(図3(d)の破線部分参照)。
切削工程においては、溶着部分43Xの全てが除去されないように切削することが必須であるが、得られる陰極の機械的強度の観点から、溶着部分43Xよりも外側の部分を切削することが好ましい。すなわち、被切削部分が溶着部分43Xと一部重なっていてもよいが、被切削部分が溶着部分43Xよりも外側であることが好ましい。
図4は、本発明の放電ランプ用陰極の製造方法により得られる陰極の他の例における構成を示す説明用断面図である。
この陰極30Aは、タングステンからなる本体部31と、この本体部31の先端面に接合された、エミッタ物質を含む先端部32とが接合されてなるものである。
本体部31には、円柱状の形状を有するエミッタ部材Eが収容されたエミッタ収容部44が設けられている。
エミッタ部材Eは、エミッタ物質が含有されてなるものであり、具体的には、高融点金属材料およびエミッタ物質の焼結体により構成されている。
エミッタ部材Eを構成する高融点金属材料としては、タングステン、モリブデンなどを用いることができる。
エミッタ部材Eにおけるエミッタ物質の濃度は、10〜80質量%であることが好ましく、より好ましくは20〜50質量%である。
以下、図4に示す陰極の製造方法の一例について具体的に説明する。
図5(a)に示すように、本体部形成材41と先端部形成材42とを用意する。この本体部形成材41は、製造すべき陰極30Aの本体部31における胴部分31aの径と同等の径を有する円柱状の形状を有し、当該本体部形成材41の中心部に中心軸に沿って円柱状の空間を有するエミッタ収容部44が形成されている。また、先端部形成材42は、本体部形成材41の径と同等の径を有する円柱状の形状を有する。そして、本体部形成材41の被接合面41sに露出するようにエミッタ部材Eをエミッタ収容部44に配置する。
次に、図5(b)に示すように、先端部形成材42の被接合面42sに突起部43を切削などにより形成する。
この例の突起部43の陰極30Aの軸方向に沿った断面形状は、長方形状である。
図5(c)に示すように、先端部形成材42に形成された突起部43の端面43sと本体部形成材41の被接合面41sとを、先端部形成材42の中心軸と本体部形成材41の中心軸とが一致した状態で対向させて当接させる。この状態を維持したまま、本体部形成材41と先端部形成材42とを接合方向に加圧した状態で通電させることにより、突起部43を加熱溶融させ、本体部形成材41および先端部形成材42を溶着して接合体45を形成する。
図5(d)に示すように、接合工程により形成された接合体45を、溶着部分43Xの少なくとも一部が残存するように例えば旋盤などで切削することにより、円錐台形状の先端部32を形成する(図5(d)の破線部分参照)。
例えば、エミッタ収容部は、本体部形成材および先端部形成材の少なくとも一方に形成されればよく、図6に示す陰極30Bのように、先端部32を形成するための先端部形成材にエミッタ収容部44が形成されていてもよい。
また例えば、突起部は、本体部形成材および先端部形成材の少なくとも一方に形成されればよく、突起部が、本体部形成材および先端部形成材の双方に形成される場合には、双方の突起部の端面(先端)同士が対向するように形成されることが好ましい。
さらに例えば、突起部は、環状に形成されていることに限定されず、例えば円盤状に形成されていてもよい。突起部が環状に形成されている場合でも、部分的に間隙がある状態でもよい。また、突起部の陰極の軸方向に沿った断面形状としては、例えば、台形状、矩形状などが挙げられるが、突起部の端面は、平坦面であることに限定されず、曲面であってもよい。
各形成材の接合において、拡散接合によって得られた接合体と、本発明に係る突起部を溶着すること(以下、「突起溶着」ともいう。)によって得られた接合体との接合強度を測定した。
具体的には、純タングステンからなる外径φ15mm、全長80mmのタングステン棒(本体部)と、ThO2 をドープしたタングステン(ThO2 の濃度:2質量%)からなる外径φ15mm、全長80mmのトリエーテッドタングステン棒(先端部)との接合を、拡散接合と突起溶着とで行い、得られた接合体の引張強度をそれぞれ測定した。なお、突起溶着については、先端部の被接合面に高さ1mmの突起部を円環状に形成した。また、突起部の端面の面積を「Sw(mm2 )」とし、先端部の被接合面の面積を「S(mm2 )」としたとき、突起部の端面の面積Swが、0.2×S、0.3×S、0.5×SおよびSである場合について行った。

以下に示す工程を経て、陰極〔1〕を作製した。
(1)突起部形成工程
下記寸法となるように、各形成材を切削処理し、表面を研磨・洗浄処理し、水素処理を1000℃で行った。なお、突起部は先端部形成材に形成した。
本体部形成材(41)の寸法:外径10mm、全長18mm
本体部形成材(41)の材質:純タングステン
先端部形成材(42)の寸法:外径10mm、全長10mm
先端部形成材(42)の材質:ThO2 をドープしたタングステン(ThO2 の濃度:2質量%)
突起部(43)の寸法:外径7mm、幅2.4mm、高さ1mm(突起部の端面の面積が先端部形成材の被接合面の面積の0.3倍)
(2)接合工程
突起部(43)の端面(43s)と先端部形成材(42)の被接合面(42s)とを対向させて当接させ、本体部形成材と先端部形成材とを加圧条件:5kNで加圧し、通電条件:電流10,000A、10秒間で通電させた。
(3)切削工程
接合工程により形成された接合体を、下記の寸法となるように切削した後、洗浄を行い、真空熱処理を行い、7kWのキセノンランプの陰極〔1〕を作製した。
陰極(30)の寸法:外径10mm、全長21mm、先端角40度
以下に示す工程を経て、陰極〔2〕を作製した。
(1)突起部形成工程
下記寸法となるように、各形成材を切削処理し、表面を研磨・洗浄処理し、水素処理を1000℃で行った。なお、突起部は先端部形成材に形成し、本体部形成材にエミッタ収容部を形成した。
本体部形成材(41)の寸法:外径8mm、全長41.5mm
本体部形成材(41)の材質:純タングステン
先端部形成材(42)の寸法:外径8mm、全長10mm
先端部形成材(42)の材質:CeO2 をドープしたタングステン(CeO2 の濃度:2質量%)
突起部(43)の寸法:外径5.6mm、幅1.1mm、高さ1mm(突起部の端面の面積が先端部形成材の被接合面の面積の0.3倍)
エミッタ収容部(44)の寸法:孔径2.5mm、全長3mm
エミッタ部材(E)の材料:CeO2 ,ZrO2 ,Wの焼結体
(2)接合工程
エミッタ収容部(44)にエミッタ部材(E)を挿入し、突起部(43)の端面(43s)と先端部形成材(42)の被接合面(42s)とを対向させて当接させ、本体部形成材と先端部形成材とを加圧条件:3kNで加圧し、通電条件:電流6,000A、10秒間で通電させた。
(3)切削工程
接合工程により形成された接合体を、下記の寸法となるように切削した後、洗浄を行い、真空熱処理を行い、2kWの高圧UVランプの陰極〔2〕を作製した。
陰極(30)の寸法:外径8mm、全長50mm、先端角40度
実施例1において、突起部形成工程において突起部を形成せず、接合工程において、真空処理、加熱処理(1800℃、7分間)および冷却処理により拡散接合を行ったことの他は同様にして比較用陰極〔1〕を作製した。
以上の結果から明らかなように、実施例1および2に係る陰極〔1〕,〔2〕によれば、拡散接合に比べ短時間で接合することができ、得られる陰極が、拡散接合による接合の場合と同等の機械的強度を有していることが確認された。
11 発光部
12 一方の封止部
13 他方の封止部
16,17 口金
20 陽極
24 支持棒
30,30A,30B 陰極
31 本体部
31a 胴部分
31b 先端部分
32 先端部
34 支持棒
41 本体部形成材
41s 被接合面
42 先端部形成材
42s 被接合面
43 突起部
43s 端面
43X 溶着部分
44 エミッタ収容部
45 接合体
E エミッタ部材
S 放電空間
Claims (4)
- タングステンからなる本体部と、エミッタ物質がドープされたタングステンからなる先端部とが接合されてなる放電ランプ用陰極の製造方法において、
タングステンからなる本体部形成材およびエミッタ物質がドープされたタングステンからなる先端部形成材の少なくとも一方の被接合面に突起部を形成する突起部形成工程と、
前記突起部の先端と前記本体部形成材または前記先端部形成材の被接合面とを対向させて当接させた状態で、前記本体部形成材と前記先端部形成材とを通電させることにより、前記突起部を溶融させ、当該本体部形成材および当該先端部形成材を溶着して接合体を形成する接合工程とを有することを特徴とする放電ランプ用陰極の製造方法。 - 前記接合工程により形成された前記接合体を、前記突起部による溶着部分の少なくとも一部が残存するように切削することにより、円錐台形状の先端部を形成する切削工程を有することを特徴とする請求項1に記載の放電ランプ用陰極の製造方法。
- 前記突起部が環状に形成されていることを特徴とする請求項1または請求項2に記載の放電ランプ用陰極の製造方法。
- 前記本体部形成材および前記先端部形成材の少なくとも一方に、被接合面に露出するエミッタ部材が収容されたエミッタ収容部が形成されており、
前記突起部がエミッタ収容部の開口を取り囲む位置に形成されていることを特徴とする請求項3に記載の放電ランプ用陰極の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013265193A JP5949747B2 (ja) | 2013-12-24 | 2013-12-24 | 放電ランプ用陰極の製造方法および放電ランプ |
| PCT/JP2014/074663 WO2015049995A1 (ja) | 2013-10-02 | 2014-09-18 | ショートアーク型放電ランプおよびショートアーク型放電ランプ用の陰極の製造方法 |
| CN201480037590.3A CN105359252B (zh) | 2013-10-02 | 2014-09-18 | 短弧型放电灯以及短弧型放电灯用的阴极的制造方法 |
| TW103133996A TWI609407B (zh) | 2013-10-02 | 2014-09-30 | Method for producing cathodes for short arc discharge lamps and short arc discharge lamps |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013265193A JP5949747B2 (ja) | 2013-12-24 | 2013-12-24 | 放電ランプ用陰極の製造方法および放電ランプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015122195A JP2015122195A (ja) | 2015-07-02 |
| JP5949747B2 true JP5949747B2 (ja) | 2016-07-13 |
Family
ID=53533659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013265193A Expired - Fee Related JP5949747B2 (ja) | 2013-10-02 | 2013-12-24 | 放電ランプ用陰極の製造方法および放電ランプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5949747B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3175592B2 (ja) * | 1996-05-17 | 2001-06-11 | ウシオ電機株式会社 | 放電ランプ用電極 |
| JP2002008816A (ja) * | 2000-06-20 | 2002-01-11 | Toyota Motor Corp | 電気接続用導体片の接合方法および導体片接合用補強片 |
| JP2002081874A (ja) * | 2000-09-11 | 2002-03-22 | Canon Inc | プレート型ヒートパイプ及びその製造方法 |
| JP4596855B2 (ja) * | 2004-08-25 | 2010-12-15 | 京セラ株式会社 | 金属−セラミックス複合構造体およびこれからなるプラズマ発生用電極部材 |
| JP5556315B2 (ja) * | 2010-04-02 | 2014-07-23 | ウシオ電機株式会社 | ショートアーク型放電ランプ |
| JP5024466B1 (ja) * | 2011-03-10 | 2012-09-12 | ウシオ電機株式会社 | ショートアーク型放電ランプ |
-
2013
- 2013-12-24 JP JP2013265193A patent/JP5949747B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015122195A (ja) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090121634A1 (en) | Electrode for a Discharge Lamp and a Method for Producing Such an Electrode | |
| CN1574187A (zh) | 短弧型超高压水银灯 | |
| US6135840A (en) | Discharge lamp of the short arc type and process for production thereof | |
| TW201415527A (zh) | 放電燈管用電極之製造方法 | |
| JP4681668B2 (ja) | 箔シールランプ | |
| US8018155B2 (en) | Short arc type high voltage electrical discharge electrode, short arc type high voltage electrical discharge tube, short arc type high voltage electrical discharge light source apparatus, and their manufacturing methods | |
| CN105359252B (zh) | 短弧型放电灯以及短弧型放电灯用的阴极的制造方法 | |
| JP5949747B2 (ja) | 放電ランプ用陰極の製造方法および放電ランプ | |
| KR20160035973A (ko) | 방전 램프 | |
| JP2000285849A (ja) | 放電灯用電極とその製造方法、およびそれを用いた放電灯 | |
| KR102460981B1 (ko) | 방전 램프, 방전 램프용 전극, 방전 램프의 제조 방법 및 방전 램프용 전극의 제조 방법 | |
| KR20090079790A (ko) | 플래시 램프 및 플래시 램프의 제조 방법 | |
| KR102469050B1 (ko) | 방전 램프 | |
| JP6593777B2 (ja) | ショートアーク型放電ランプ | |
| KR20020001595A (ko) | 방전램프의 제조방법 및 방전램프 | |
| JP5668796B2 (ja) | 放電ランプ用陰極および放電ランプ | |
| JP5346428B2 (ja) | 超高圧水銀ランプ | |
| JP5825316B2 (ja) | ショートアーク型放電ランプ | |
| JP5056916B2 (ja) | 高圧放電ランプ | |
| JP3290649B2 (ja) | 放電ランプおよびランプユニット | |
| JP6562298B2 (ja) | 放電ランプ | |
| JP4973509B2 (ja) | ショートアーク型高圧放電ランプ | |
| JP2000003695A (ja) | 放電ランプ | |
| JP2732454B2 (ja) | 高圧水銀ランプ | |
| JP2009009921A (ja) | ランプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5949747 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |