JP5963873B2 - 生産計画決定システム - Google Patents
生産計画決定システム Download PDFInfo
- Publication number
- JP5963873B2 JP5963873B2 JP2014535328A JP2014535328A JP5963873B2 JP 5963873 B2 JP5963873 B2 JP 5963873B2 JP 2014535328 A JP2014535328 A JP 2014535328A JP 2014535328 A JP2014535328 A JP 2014535328A JP 5963873 B2 JP5963873 B2 JP 5963873B2
- Authority
- JP
- Japan
- Prior art keywords
- cycle time
- component
- component mounting
- error rate
- production plan
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- General Factory Administration (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
以下、本発明の実施の形態を図面に基づいて説明する。図1に示すように、部品実装ライン1000は、クリームハンダプリンタ1、クリームハンダ検査装置2、部品実装装置3、リフロー炉4、リフロー検査装置5から構成され、この順番に配置されている。図示しない搬送装置によって、基板が上述した部品実装ライン1000を構成する各装置1〜5を順次搬送される。
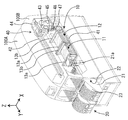
次に、図2を用いて、部品実装機100について説明する。なお、以下の説明において、基板の搬送方向をX軸方向と称し、水平面内においてX軸方向に直角な方向をY軸方向と称し、X軸方向とY軸方向とに直角な方向をZ軸方向と称する。図1に示す部品実装機100A〜100Fが、X軸方向に複数台直列に配置されて部品実装装置3(図1示)が構成されている。各部品実装機100A〜100Fは、基板搬送装置10と、部品供給装置20、及び部品装着装置40を有する。
次に、図3を用いて、本実施形態の生産計画決定システム500について説明する。図3に示すように、生産計画決定システム500は、CPU501、RAM502、ROMや不揮発性メモリー等で構成された記憶部503、入出力インターフェース504、報知装置506を備えている。これらは、バスを介してそれぞれ相互に接続されている。CPU501は、図4、図6、図7に示すフローチャート対応したプログラムを実行する。RAM502は同プログラムの実行に必要な変数を一時的に記憶するものである。記憶部503は上記プログラムを記憶している。
基板実装ライン1000を構成する各装置1〜5に基板が搬入されてから搬出されるまでの時間を各装置1〜5の「サイクルタイム」という。各装置1〜5の「サイクルタイム」は、各装置1〜5によって異なる。
以下に、生産計画決定システム500が実行するプログラムである「生産計画決定処理」について、図4のフローチャートを用いて説明する。作業者が、操作部505を操作することにより、「生産計画決定処理」を開始させると、プログラムはS1に進む。
以上の説明から明らかなように、生産計画決定システム500(選択手段)は、図6に示す「部品実装機選択処理」を実行することにより、各部品実装機100A〜100Fの「サイクルタイム」のうち最長の「サイクルタイム」である部品実装装置3の「サイクルタイム」が、「装置外サイクルタイム」のうち最長の「ボトルネックサイクルタイム」を超えないように、各部品実機100A〜100Fのうちから最低限の部品実装機100A〜100Fを選択する。これにより、稼働させる最低限の部品実装機100A〜100Fが選択されるので、部品実装装置3の消費電力量を低減することができる。また、部品実装機100A〜100Fが選択された後の部品実装装置3が部品実装ライン1000においてボトルネックとならず、部品実装ライン1000の生産効率が悪化しない。
以上説明した実施形態では、生産計画決定システム500は、入出力インターフェース504を介して、「装置外サイクルタイム」、各部品実装機100A〜100Fの「サイクルタイム」、各部品実装機100A〜100Fの「エラー率」、各吸着ノズル47の「エラー率」を取得している。しかし、作業者が、操作部505を操作することにより、「装置外サイクルタイム」、各部品実装機100A〜100Fの「サイクルタイム」、各部品実装機100A〜100Fの「エラー率」、各吸着ノズル47の「エラー率」を生産計画決定システム500に入力する実施形態で有っても差し支え無い。この実施形態の場合には、入出力インターフェース504は、各装置1〜5と通信可能に接続されていなくても差し支え無い。
Claims (2)
- 複数の部品実装機によって基板に複数の部品を実装する部品実装装置における生産計画決定システムであって、
各前記部品実装機のエラー率である部品実装機エラー率を取得するエラー率取得手段と、
前記部品実装機エラー率に基づいて、全ての前記部品実装機のうちから1又は複数の前記部品実装機を選択する部品実装機選択処理を実行する選択手段と、
前記部品実装機選択処理実行後の各前記部品実装機のサイクルタイムである部品実装機サイクルタイムを取得する部品実装機サイクルタイム取得手段と、
前記部品実装装置の前工程及び後工程の少なくとも一方のサイクルタイムである装置外サイクルタイムを取得する装置外サイクルタイム取得手段と、を有し、
前記選択手段は、各前記部品実装機サイクルタイムのうち最長のサイクルタイムが前記装置外サイクルタイムを超えないように、各前記部品実装機のうちから最低限の前記部品実装機を選択する生産計画決定システム。 - 請求項1において、
前記部品実装機選択処理を実行後の各前記部品実装機サイクルタイムのうち最長のサイクルタイムが前記装置外サイクルタイムよりも短い場合に、
前記エラー率取得手段は、前記部品実装機を構成する複数の要素のエラー率である構成要素エラー率を取得し、
前記選択手段は、前記構成要素エラー率に基づいて、全ての前記要素のうちから1又は複数の前記要素を選択する要素選択処理を実行し、
部品実装機サイクルタイム取得手段は、前記要素選択処理実行後の各前記部品実装機のサイクルタイムである部品実装機サイクルタイムを取得し、
前記選択手段は、各前記部品実装機サイクルタイムのうち最長のサイクルタイムが前記装置外サイクルタイムを超えないように、各前記要素のうちから最低限の前記要素を選択する生産計画決定システム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/073684 WO2014041686A1 (ja) | 2012-09-14 | 2012-09-14 | 生産計画決定システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5963873B2 true JP5963873B2 (ja) | 2016-08-03 |
| JPWO2014041686A1 JPWO2014041686A1 (ja) | 2016-08-12 |
Family
ID=50277838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014535328A Expired - Fee Related JP5963873B2 (ja) | 2012-09-14 | 2012-09-14 | 生産計画決定システム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5963873B2 (ja) |
| WO (1) | WO2014041686A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4228385A1 (de) * | 2022-02-09 | 2023-08-16 | Siemens Aktiengesellschaft | Computerimplementiertes verfahren zur bestimmung einer optimalen zuordnung von baugruppentypen zu einer hinsichtlich seiner bestückungsleistung ausgewählten bestückungslinie |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016151833A1 (ja) * | 2015-03-26 | 2016-09-29 | 富士機械製造株式会社 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
| JP6457449B2 (ja) * | 2016-09-05 | 2019-01-23 | ファナック株式会社 | 数値制御装置、制御システム、制御方法及び制御プログラム |
| JP6926472B2 (ja) * | 2016-12-27 | 2021-08-25 | 株式会社ジェイテクト | 解析装置および解析システム |
| JP6659652B2 (ja) * | 2017-10-31 | 2020-03-04 | ファナック株式会社 | 加工条件調整装置及び機械学習装置 |
| JP7612193B2 (ja) * | 2020-12-28 | 2025-01-14 | 東京ロボティクス株式会社 | 動作スケジュール生成装置、方法、プログラム及びシステム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3611360B2 (ja) * | 1995-02-28 | 2005-01-19 | 松下電器産業株式会社 | 部品実装方法及び仕向け地統合動作データ作成装置 |
| JP3466141B2 (ja) * | 2000-08-04 | 2003-11-10 | 松下電器産業株式会社 | 部品実装順序最適化方法、その装置及び部品実装装置 |
| JP5641888B2 (ja) * | 2010-11-10 | 2014-12-17 | 富士機械製造株式会社 | 部品照合方法および部品実装システム |
-
2012
- 2012-09-14 WO PCT/JP2012/073684 patent/WO2014041686A1/ja not_active Ceased
- 2012-09-14 JP JP2014535328A patent/JP5963873B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4228385A1 (de) * | 2022-02-09 | 2023-08-16 | Siemens Aktiengesellschaft | Computerimplementiertes verfahren zur bestimmung einer optimalen zuordnung von baugruppentypen zu einer hinsichtlich seiner bestückungsleistung ausgewählten bestückungslinie |
| US12547159B2 (en) | 2022-02-09 | 2026-02-10 | Siemens Aktiengesellschaft | Computer-implemented method for determining an optimum assignment of module types to an assembly line selected with regard to its assembly capacity |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014041686A1 (ja) | 2014-03-20 |
| JPWO2014041686A1 (ja) | 2016-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5963873B2 (ja) | 生産計画決定システム | |
| JP4945390B2 (ja) | 生産管理装置 | |
| JP6075932B2 (ja) | 基板検査管理方法および装置 | |
| WO2016142988A1 (ja) | 部品種配置の最適化方法および部品種配置の最適化装置 | |
| JP6835878B2 (ja) | 生産管理装置 | |
| JP5980944B2 (ja) | 部品実装ラインの生産監視システム及び生産監視方法 | |
| JP6806890B2 (ja) | 生産管理装置 | |
| EP2897449B1 (en) | Work system for substrate and workbench-quantity-determining program | |
| JPWO2004064473A1 (ja) | 実装ラインにおける基板搬入方法、基板生産システムおよび基板生産システムにおける基板生産方法 | |
| JP6526808B2 (ja) | 実装管理装置 | |
| US20150223370A1 (en) | Work system for substrates and working machine | |
| JP5651667B2 (ja) | 基板搬送装置、基板作業装置および搬送ベルト | |
| JP4494910B2 (ja) | 表面実装装置 | |
| JP5697438B2 (ja) | 実装システム | |
| JP6963021B2 (ja) | 対基板作業システム | |
| JP5762239B2 (ja) | 基板処理システム、基板供給順序決定方法、プログラム、記録媒体 | |
| JP2018037594A (ja) | 部品種配置方法および部品種配置演算装置 | |
| JP7319448B2 (ja) | 部品実装機 | |
| EP3829285B1 (en) | Work assistance device and substrate work machine | |
| JP7026845B2 (ja) | サーボアンプシステム | |
| JP6535698B2 (ja) | 対基板作業方法、作業手順最適化プログラム | |
| JP2023059408A (ja) | 生産設備の制御装置および制御方法 | |
| WO2024116222A1 (ja) | プログラム作成装置 | |
| WO2023139644A1 (ja) | 作業機システム | |
| WO2023021549A1 (ja) | 生産プログラム作成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5963873 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |