JP5981475B2 - 積層造形物の製造装置及び積層造形物の製造方法 - Google Patents
積層造形物の製造装置及び積層造形物の製造方法 Download PDFInfo
- Publication number
- JP5981475B2 JP5981475B2 JP2014054420A JP2014054420A JP5981475B2 JP 5981475 B2 JP5981475 B2 JP 5981475B2 JP 2014054420 A JP2014054420 A JP 2014054420A JP 2014054420 A JP2014054420 A JP 2014054420A JP 5981475 B2 JP5981475 B2 JP 5981475B2
- Authority
- JP
- Japan
- Prior art keywords
- layered object
- unevenness
- raw material
- manufacturing
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
- Powder Metallurgy (AREA)
Description
なお、図面は模式的または概念的なものであり、各部分の厚みと幅との関係、部分間の大きさの比率などは、必ずしも現実のものと同一とは限らない。また、同じ部分を表す場合であっても、図面により互いの寸法や比率が異なって表される場合もある。
なお、本願明細書と各図において、既出の図に関して前述したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
図1は、第1の実施形態に係る積層造形物を例示する模式的断面図である。
図1に表したように、本実施形態に係る積層造形物110は、積層された複数の層により造形される。この例では、積層造形物110は、第1部分10(層)と、第2部分20と、を含む。第1部分10は、複数の層の一部である。第1部分10は、例えば、層状である。第2部分20は、複数の層の別の一部である。第2部分20は、例えば、複数の層(層21〜層24など)を含む。第2部分20に含まれる層の数は、任意である。
図3(a)に表したように、第1部分10を形成する。この例では、平坦な基体50の上に第1部分10を形成する。例えば、ヘッド60を用いて、基体50の上に原料20mを供給しつつ、エネルギー線61を照射する。これにより、表面が平坦な層が形成される。この平坦な層の選択的な位置の上に、さらに、原料20mを供給しつつ、エネルギー線61を照射する。これにより、選択的な位置の上に凸状の部分が形成される。これにより、第1部分10が形成される。
図5に表したように、本実施形態に係る別の積層造形物111においては、第2部分20の表面(第3面20b)に大きな凹凸27が設けられている。これ以外は、積層造形物110と同様である。
図6に表したように、第1組の層21〜24が設けられ、その上に、層25及び層26が設けられている。層26は、例えば、島状または帯状である。層25及び層26により、凹凸が形成されている。
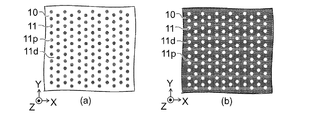
図7は、第1部分10の形状を例示している。図7に表したように、第1部分10の第1面10aの凹凸11は、例えば、X−Z平面において、複数の凸部11pと複数の凹部11dとを有する。X−Z平面は、第1部分10から第2部分20に向かう第1方向(例えば、Z軸方向)を含む第1切断面である。複数の凸部11pは、第2方向(例えば、X軸方向)に並ぶ。第2方向は、第1方向と交差する1つの方向である。
これらの図は、第1部分10の凹凸11のパターン形状を例示している。
図9は、第1部分10の凹凸11のパターン形状を例示している。
このように、凹凸11は、第1方向(Z軸方向)に対して交差する第2方向に延在する凸部11p、及び、第2方向に延在する凹部11dの少なくともいずれかを含む。凹凸11は、複数の凸部11p、及び、複数の凹部11dの少なくともいずれかを含んでもよい。
本実施形態は、積層造形物の製造装置に係る。
図10は、第2の実施形態に係る積層造形物の製造装置を例示する模式的断面図である。
図10に表したように、本実施形態に係る積層造形物の製造装置210は、ステージ75と、ヘッド60と、凹凸部材70と、を含む。
本実施形態は、積層造形物の製造方法に係る。
本製造方法においては。凹凸11を有する第1面10aを有する第1部分10の上に、複数の層(層21〜24など)を積層して、第1面10aに接する第2部分20を形成する。複数の層のそれぞれは、第2部分20の原料20mを供給しつつ、原料20mを加熱して溶解することで形成される。例えば、第2部分20は、第2面20aと、第3面20bと、を有する。第2面20aは、凹凸11と嵌合する。第3面20bは、第2面20bとは反対側の面である。第3面20bは、凹凸11よりも平坦な部分を含む。本製造方法によれば、高強度の積層造形物が効率的に得られる。
Claims (7)
- 積層された複数の層により造形される積層造形物であって、凹凸を有する第1面を有し前記複数の層の一部である第1部分と、前記第1面に接する第2部分であって、前記凹凸形状に沿う第2面と、前記第2面とは反対側の第3面と、を有し、前記複数の層の別の一部を含む第2部分と、を含み、前記第3面は、前記凹凸よりも平坦な部分を含む積層造形物の製造装置であって、
凹凸が設けられた凹凸部材に向けて、原料を供給しつつ前記原料を加熱して溶解させ、前記凹凸部材との相対的な位置を変更可能なヘッドと、
を備えた積層造形物の製造装置。 - 積層された複数の層により造形される積層造形物であって、凹凸を有する第1面を有し前記複数の層の一部である第1部分と、前記第1面に接する第2部分であって、前記凹凸形状に沿う第2面と、前記第2面とは反対側の第3面と、を有し、前記複数の層の別の一部を含む第2部分と、を含み、前記第3面は、前記凹凸よりも平坦な部分を含む積層造形物の製造方法であって、
前記凹凸を有する前記第1面を有する前記第1部分の上に、前記第1面に接する第2部分を積層し、
前記第2部分は前記第2部分の原料を供給しつつ前記原料を加熱して溶解することで形成される積層造形物の製造方法。 - 前記第2部分の少なくとも一部の材料は、前記第1部分の材料と同じ請求項2記載の積層造形物の製造方法。
- 前記凹凸は、前記第1部分から前記第2部分に向かう第1方向を含む第1切断面において、前記第1方向と交差する第2方向に並ぶ複数の凸部を有し、
前記複数の凸部の少なくとも一部において、前記複数の凸部のそれぞれの幅が一定である請求項2または3に記載の積層造形物の製造方法。 - 前記凹凸は、前記第1部分から前記第2部分に向かう第1方向を含む第1切断面において、前記第1方向と交差する第2方向に並ぶ複数の凹部を有し、
前記複数の凹部の少なくとも一部において、前記複数の凹部のそれぞれの幅が一定である請求項2または3に記載の積層造形物の製造方法。 - 前記凹凸は、
前記第1部分から前記第2部分に向かう第1方向に対して交差する第2方向に延在する凸部、及び、
前記第2方向に延在する凹部、
の少なくともいずれかを含む請求項2〜5のいずれか1つに記載の積層造形物の製造方法。 - 前記第2面を含む部分の材料は、前記第1面を含む部分の材料と同じである請求項2〜6のいずれか1つに記載の積層造形物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014054420A JP5981475B2 (ja) | 2014-03-18 | 2014-03-18 | 積層造形物の製造装置及び積層造形物の製造方法 |
| US15/023,887 US10040251B2 (en) | 2014-03-18 | 2014-09-04 | Layered object, method for manufacturing layered object, and apparatus for manufacturing layered object |
| PCT/JP2014/073341 WO2015141027A1 (ja) | 2014-03-18 | 2014-09-04 | 積層造形物、その製造方法及び積層造形物の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014054420A JP5981475B2 (ja) | 2014-03-18 | 2014-03-18 | 積層造形物の製造装置及び積層造形物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015174421A JP2015174421A (ja) | 2015-10-05 |
| JP5981475B2 true JP5981475B2 (ja) | 2016-08-31 |
Family
ID=54144025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014054420A Expired - Fee Related JP5981475B2 (ja) | 2014-03-18 | 2014-03-18 | 積層造形物の製造装置及び積層造形物の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10040251B2 (ja) |
| JP (1) | JP5981475B2 (ja) |
| WO (1) | WO2015141027A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3224021B1 (en) * | 2014-11-27 | 2020-06-24 | Signify Holding B.V. | Printing head, printing apparatus, printing method and printed article |
| WO2018197376A1 (en) * | 2017-04-25 | 2018-11-01 | Philips Lighting Holding B.V. | Imprinted 3d printed structure, printing method, 3d item and lighting system therewith |
| JP7309544B2 (ja) * | 2019-09-13 | 2023-07-18 | 株式会社東芝 | コーティング方法及びコーティング構造 |
| CN112077312B (zh) * | 2020-09-27 | 2022-01-28 | 江苏科技大学 | 一种铜铝过渡段复合结构的制备方法 |
| EP3995601A1 (en) * | 2020-11-04 | 2022-05-11 | Siemens Energy Global GmbH & Co. KG | Bilayer thermal barrier coatings with an advanced interface |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09115191A (ja) * | 1995-10-13 | 1997-05-02 | Victor Co Of Japan Ltd | 光学的情報記録媒体及びその製造方法 |
| TW506868B (en) | 2000-10-05 | 2002-10-21 | Matsushita Electric Works Ltd | Method of and apparatus for making a three-dimensional object |
| JP3491627B2 (ja) * | 2001-06-26 | 2004-01-26 | 松下電工株式会社 | 三次元形状造形物の製造方法 |
| JP2006200030A (ja) * | 2005-01-24 | 2006-08-03 | Aisan Ind Co Ltd | 立体造形物の製造方法及び製造装置 |
| JP4452692B2 (ja) * | 2006-02-03 | 2010-04-21 | 株式会社松浦機械製作所 | 三次元積層造形部品の表面仕上げ方法 |
| JP5152070B2 (ja) * | 2009-03-31 | 2013-02-27 | 大日本印刷株式会社 | 加飾シート、加飾成形品、及び射出成形同時加飾方法 |
| US8999226B2 (en) * | 2011-08-30 | 2015-04-07 | Siemens Energy, Inc. | Method of forming a thermal barrier coating system with engineered surface roughness |
| US9056354B2 (en) * | 2011-08-30 | 2015-06-16 | Siemens Aktiengesellschaft | Material system of co-sintered metal and ceramic layers |
| JP2013075392A (ja) * | 2011-09-29 | 2013-04-25 | Brother Industries Ltd | 立体造形装置、立体造形方法、及び立体造形データ作成プログラム |
| JP5690752B2 (ja) * | 2012-01-10 | 2015-03-25 | 日立オートモティブシステムズ株式会社 | パワー半導体モジュールおよびパワー半導体モジュールの製造方法 |
-
2014
- 2014-03-18 JP JP2014054420A patent/JP5981475B2/ja not_active Expired - Fee Related
- 2014-09-04 US US15/023,887 patent/US10040251B2/en active Active
- 2014-09-04 WO PCT/JP2014/073341 patent/WO2015141027A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015141027A1 (ja) | 2015-09-24 |
| US20160375637A1 (en) | 2016-12-29 |
| JP2015174421A (ja) | 2015-10-05 |
| US10040251B2 (en) | 2018-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5981475B2 (ja) | 積層造形物の製造装置及び積層造形物の製造方法 | |
| JP5162977B2 (ja) | レーザ穴あけ方法 | |
| JP6562062B2 (ja) | 多面付け蒸着マスクの製造方法及び有機半導体素子の製造方法 | |
| JP5889775B2 (ja) | 複合成形体とその製造方法 | |
| CN111655925B (zh) | 对切割件进行切割的方法与切割装置 | |
| JP5932700B2 (ja) | 複合成形体の製造方法 | |
| JP6132186B2 (ja) | プリフォーム作製用基材の製造方法と装置、および、プリフォームと繊維強化プラスチックの製造方法 | |
| JP2019502568A5 (ja) | ||
| JP6897279B2 (ja) | 3次元造形用ステージ | |
| JP6870028B2 (ja) | 少なくとも1つの3次元物体を付加製造する方法 | |
| JP6835333B2 (ja) | 2次元印刷された物体の3次元硬化 | |
| JP2016225598A5 (ja) | ||
| RU2015125712A (ru) | Способ изготовления детали плавлением порошка, частицы которого достигают жидкой ванны в холодном состоянии | |
| JP2017002408A5 (ja) | ||
| JPWO2017110001A1 (ja) | 3次元積層造形装置、3次元積層造形装置の制御方法および3次元積層造形装置の制御プログラム | |
| US10016939B2 (en) | Three-dimensional modeling method | |
| JP5934834B2 (ja) | 導電性メッシュにおけるブリッジ構造を製造するための方法 | |
| JP2013092758A5 (ja) | ||
| JP7249127B2 (ja) | 傾斜状構造体およびその製造方法 | |
| JP2011146552A (ja) | 半導体装置の製造方法及び半導体装置 | |
| JP2013125855A5 (ja) | ||
| JP2017109383A (ja) | 複合成形部材、複合成形部材の製造方法、および電子部品 | |
| CN103692091B (zh) | 平板激光叠焊工艺 | |
| JP2005352334A (ja) | 光回折構造転写シート及びその製造方法 | |
| JP2018089110A (ja) | リッジフィルタおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20151002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20151002 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20151124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160728 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5981475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |