JP5999740B2 - サブマージアーク溶接のための方法およびシステム - Google Patents
サブマージアーク溶接のための方法およびシステム Download PDFInfo
- Publication number
- JP5999740B2 JP5999740B2 JP2015526883A JP2015526883A JP5999740B2 JP 5999740 B2 JP5999740 B2 JP 5999740B2 JP 2015526883 A JP2015526883 A JP 2015526883A JP 2015526883 A JP2015526883 A JP 2015526883A JP 5999740 B2 JP5999740 B2 JP 5999740B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- feed rate
- wire
- cold
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
- B23K9/186—Submerged-arc welding making use of a consumable electrodes
- B23K9/188—Submerged-arc welding making use of a consumable electrodes making use of several electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/121—Devices for the automatic supply of at least two electrodes one after the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/124—Circuits or methods for feeding welding wire
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
- Nonmetallic Welding Materials (AREA)
Description

Claims (15)
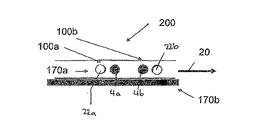
- −第1のホットワイヤ(4;4a、4b)を工作物に向けて誘導し、アーク発生のために電流を前記第1のホットワイヤ(4;4a、4b)に伝達して、溶接パドル(6)を作成するステップと、
−コールドワイヤ(22;22a、22b)を可変送り速度で前記溶接パドルに向けて誘導するステップと、を含む、サブマージアーク溶接のための方法において、
前記方法が、
−溶接フェーズの間に、少なくとも前記第1のホットワイヤ(4;4a、4b)に関連する少なくとも第1の有効溶接パラメータであって、既存の溶接条件に継続的に適合される、第1の有効溶接パラメータを継続的に測定するステップと、
−前記コールドワイヤ(22;22a、22b)送り速度を、少なくとも第1の活動的溶接パラメータの変動に従って調節して、高い溶接安定性および高い溶接品質を保つステップと、をさらに含むことを特徴とする、方法。 - 前記第1の活動的溶接パラメータが、活動的ホットワイヤ溶接パラメータである、請求項1に記載の方法。
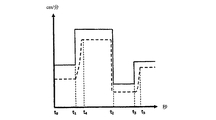
- −前記コールドワイヤ(22;22a、22b)送り速度の目標値であって、各々の目標値が、対応する第1の活動的パラメータ値に従う、目標値を継続的に決定するステップと、
−前記コールドワイヤ(22;22a、22b)送り速度を、前記目標値に調節するステップと、を含む、請求項1または2に記載の方法。 - 前記コールドワイヤ(22;22a、22b)送り速度が、前記目標値に対応する前記第1の活動的溶接パラメータ値の発生に対して時間的に遅延して前記目標値に到達するように、前記コールドワイヤ(22;22a、22b)送り速度の増加が実行される、請求項3に記載の方法。
- 前記コールドワイヤ(22;22a、22b)送り速度が、前記目標値に対応する前記第1の活動的溶接パラメータ値の発生から200ms以内に前記目標値に到達するように、前記コールドワイヤ(22;22a、22b)送り速度の減少が実行される、請求項3または4に記載の方法。
- 前記コールドワイヤ(22;22a、22b)送り速度が、最初にその目標値未満の値に減少され、次いでその目標値に増加される、請求項5に記載の方法。
- −少なくとも第2のホットワイヤ(12;12a、12b)を前記工作物に向けて誘導して、アーク発生のために電流を前記第2のホットワイヤ(12;12a、12b)に伝達し、それによって、前記第1および第2のホットワイヤ(12;12a、12b)が単一の溶接パドル(6)を作成するステップと、
−溶接フェーズの間に、少なくとも前記第2のホットワイヤ(12;12a、12b)に関連する少なくとも第2の活動的溶接パラメータであって、既存の溶接条件に継続的に適合される、第2の活動的溶接パラメータを継続的に測定するステップと、
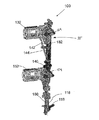
−前記コールドワイヤ(22;22a、22b)送り速度を、少なくとも前記第1および第2の活動的溶接パラメータの変動に従って調節して、高い溶接安定性および高い溶接品質を保つステップと、を含む、請求項1〜6のいずれか一項に記載の方法。 - −第1のホットワイヤ(4;4a、4b)を工作物に向けて送るためのホットワイヤ送り手段(150)と、
−アーク発生のために電流を前記第1のホットワイヤ(4;4a、4b)に伝達して、溶接パドル(6)を作成するための第1の接触手段(2)と、
−コールドワイヤ(22;22a、22b)を可変コールドワイヤ(22;22a、22b)送り速度で前記溶接パドル(6)に向けて送るためのコールドワイヤ送り手段(35)と、
−前記コールドワイヤ送り手段(35)を制御するための制御ユニット(31)と、
を備える、請求項1〜7のいずれかに記載の方法を実行するためのサブマージアーク溶接システム(9)において、
前記システム(9)が、
−溶接フェーズの間に、少なくとも前記第1のホットワイヤ(4;4a、4b)に関連する少なくとも第1の活動的溶接パラメータであって、既存の溶接条件に継続的に適合される、第1の活動的溶接パラメータを継続的に測定し、かつ第1の活動的溶接パラメータ値に関する情報を前記制御ユニット(31)に提供するように適合される、測定手段(27)を備え、前記制御ユニット(31)が、
−前記コールドワイヤ(22;22a、22b)送り速度の目標値を前記情報に基づいて継続的に決定し、かつ
−前記コールドワイヤ(22;22a、22b)送り速度を前記目標値に調節するように前記コールドワイヤ送り手段(35)を制御する、ように適合されることを特徴とする、システム(9)。 - 前記第1の活動的溶接パラメータが、活動的ホットワイヤ溶接パラメータである、請求項8に記載のシステム(9)。
- 前記コールドワイヤ(22;22a、22b)送り速度が、前記目標値に対応する第1の活動的溶接パラメータ値の発生に対して時間的に遅延して前記目標値に到達するように、前記コールドワイヤ(22;22a、22b)送り速度の増加を実行するように配列される、請求項8または9に記載のシステム(9)。
- 前記コールドワイヤ(22;22a、22b)送り速度が、前記目標値に対応する第1の活動的溶接パラメータ値の発生から200ms以内に前記目標値に到達するように、前記コールドワイヤ(22;22a、22b)送り速度の減少を実行するように配列される、請求項8〜10のうちのいずれか一項に記載のシステム(9)。
- 前記コールドワイヤ(22;22a、22b)送り速度を、最初にその目標値未満の値に減少させ、次に、前記コールドワイヤ(22;22a、22b)送り速度をその目標値に増加させるように配列される、請求項11に記載のシステム(9)。
- −第2のホットワイヤ(12;12a、12b)を前記工作物に向けて送るためのホットワイヤ送り手段(150)と、
−アーク発生のために電流を前記第2のホットワイヤ(12;12a、12b)に伝達するための第2の接触手段(10)であって、前記第1および第2の接触手段(2、10)が単一の溶接パドル(6)を生成するために電流を伝達するように配列される、第2の接触手段(10)と、
−溶接フェーズの間に、少なくとも前記第2のホットワイヤ(12;12a、12b)に関連する少なくとも第2の活動的溶接パラメータであって、既存の溶接条件に継続的に適合される、第2の活動的溶接パラメータを継続的に測定し、かつ第2の活動的溶接パラメータ値に関する情報を前記制御ユニット(31)に提供するように適合される測定手段(41)と、
を備え、前記制御ユニット(31)が、
−前記コールドワイヤ(22;22a、22b)送り速度の目標値を、前記第1および第2の活動的溶接パラメータに関する前記情報に基づいて継続的に決定し、かつ
−前記コールドワイヤ(22;22a、22b)送り速度を前記目標値に調節するように前記コールドワイヤ送り手段を制御する、ように適合される、請求項8〜12のいずれかに記載のシステム(9)。 - 前記第1の接触手段(2)が、第1の電源(37)に接続され、前記第2の接触手段(10)が、前記第1の電源(37)から分離する第2の電源(39)に接続される、請求項13に記載のシステム(9)。
- 2つ以上のコールドワイヤ(22a、22b)を前記工作物に向けて送るように配列される、請求項8〜14のいずれか一項に記載のシステム(9)。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2012/003461 WO2014026698A1 (en) | 2012-08-14 | 2012-08-14 | Method and system for submerged arc welding |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015524749A JP2015524749A (ja) | 2015-08-27 |
| JP5999740B2 true JP5999740B2 (ja) | 2016-09-28 |
Family
ID=46690470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015526883A Active JP5999740B2 (ja) | 2012-08-14 | 2012-08-14 | サブマージアーク溶接のための方法およびシステム |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US10137521B2 (ja) |
| EP (1) | EP2885106B1 (ja) |
| JP (1) | JP5999740B2 (ja) |
| KR (1) | KR101954485B1 (ja) |
| CN (1) | CN104428099B (ja) |
| AU (1) | AU2012387831A1 (ja) |
| BR (1) | BR112015003409B1 (ja) |
| CA (1) | CA2881692A1 (ja) |
| PL (1) | PL2885106T3 (ja) |
| RU (1) | RU2015108964A (ja) |
| SG (1) | SG11201501035VA (ja) |
| WO (1) | WO2014026698A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2015108964A (ru) * | 2012-08-14 | 2016-10-10 | Эсаб Аб | Способ и система дуговой сварки под флюсом |
| EP2914398B1 (en) | 2012-11-02 | 2017-01-04 | Esab AB | Method for starting a submerged arc welding process and welding apparatus |
| EP2938453B1 (en) * | 2012-12-28 | 2018-02-14 | Esab AB | Arc welding method and arc welding arrangement with first and second electrodes |
| CN105817751A (zh) * | 2015-01-23 | 2016-08-03 | 天津大学 | 双电弧—冷丝复合焊接系统在气体保护焊中的应用 |
| CA3060504A1 (en) * | 2015-06-05 | 2016-12-08 | Pyrogenesis Canada Inc. | Plasma apparatus for the production of high quality spherical powders at high capacity |
| DE202015007709U1 (de) | 2015-06-19 | 2016-09-21 | Lincoln Global, Inc. | Hybrid-Elektroschlackeplattieren |
| DE102015226804A1 (de) * | 2015-12-29 | 2017-06-29 | Gökhan Biyikli | Verfahren und Vorrichtung zum Unterpulver-Schweißen |
| JP6400043B2 (ja) * | 2016-05-18 | 2018-10-03 | 川田工業株式会社 | 溶接装置および溶接構造体の製造方法 |
| US20180361496A1 (en) * | 2017-06-15 | 2018-12-20 | Esab Ab | Feed speed regulation for electroslag welding with multiple strips |
| US10857615B2 (en) | 2017-06-22 | 2020-12-08 | Esab Ab | Self-adjusting twin contact jaws |
| US11801569B2 (en) * | 2017-06-28 | 2023-10-31 | Esab Ab | Stopping an electroslag welding process |
| CN107350604A (zh) * | 2017-07-19 | 2017-11-17 | 广东省焊接技术研究所(广东省中乌研究院) | 一种双带极埋弧堆焊方法 |
| RU2676933C1 (ru) * | 2017-10-19 | 2019-01-11 | Федеральное государственное автономное учреждение "Научно-учебный центр "Сварка и Контроль" при МГТУ им. Н.Э. Баумана" (ФГАУ НУЦСК при МГТУ им. Н.Э. Баумана) | Способ автоматической дуговой сварки под флюсом |
| CN108746946B (zh) * | 2018-06-01 | 2024-09-03 | 中建钢构武汉有限公司 | 焊枪、复合埋弧焊工艺及设备 |
| GB2601784B (en) * | 2020-12-10 | 2024-11-13 | Waam3D Ltd | Process for additive manufacture and surface cladding |
| EP4079436A1 (de) * | 2021-04-19 | 2022-10-26 | FRONIUS INTERNATIONAL GmbH | Verfahren zum steuern oder regeln der vorschubgeschwindigkeit eines drahts aus abschmelzendem material bei einem laserlöt- oder laserschweissverfahren sowie laserlöt- oder laserschweissvorrichtung zur durchführung eines solchen verfahrens |
| CN113953631B (zh) * | 2021-11-19 | 2022-11-22 | 江苏吉达粉体工程设计研究院有限公司 | 一种双丝自动埋弧焊机 |
| US20230173601A1 (en) * | 2021-12-07 | 2023-06-08 | Relativity Space, Inc. | Systems and methods for increasing deposition rates using multiple feed wires and deposition |
| EP4223444A1 (en) * | 2022-02-04 | 2023-08-09 | Linde GmbH | Multi wire feed gmaw |
| CN117359060A (zh) * | 2022-06-30 | 2024-01-09 | 宝山钢铁股份有限公司 | 高能量利用率的冷填丝焊接机构及焊接方法 |
| AU2023216842A1 (en) * | 2022-08-18 | 2024-03-07 | Relativity Space, Inc. | Multiple Wire Additive Manufacturing |
| CN115722848A (zh) * | 2022-11-22 | 2023-03-03 | 江苏硕宇数字科技有限公司 | 一种具有多自由度的焊枪运动调节臂 |
| CN116475604A (zh) * | 2023-05-09 | 2023-07-25 | 北京工业大学 | 一种主动调节热质传输的电弧增材装置和方法 |
Family Cites Families (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2681970A (en) * | 1951-02-19 | 1954-06-22 | Union Carbide & Carbon Corp | Gas shielded metal arc welding method |
| US2938107A (en) * | 1958-01-13 | 1960-05-24 | Smith Corp A O | Series arc welding circuit |
| US2932723A (en) * | 1958-12-24 | 1960-04-12 | Air Reduction | Electric arc welding |
| US3223818A (en) * | 1961-04-27 | 1965-12-14 | Smith Corp A O | Method of welding |
| US3185814A (en) * | 1961-12-30 | 1965-05-25 | Siemens Ag | Method and apparatus for overlay welding |
| GB1087146A (en) * | 1964-06-11 | 1967-10-11 | Siemens Ag | Weld surfacing |
| US3274371A (en) * | 1965-06-01 | 1966-09-20 | Union Carbide Corp | Method of depositing metal |
| US3293400A (en) * | 1966-07-06 | 1966-12-20 | Newport News S & D Co | Submerged arc welding process |
| US3549856A (en) * | 1967-08-24 | 1970-12-22 | Union Carbide Corp | Gas metal arc welding from one side |
| US3617690A (en) * | 1970-03-12 | 1971-11-02 | Kawasaki Heavy Ind Ltd | Automatic narrow-gap joint welding method with multiple electrodes |
| US4159410A (en) * | 1977-06-13 | 1979-06-26 | General Electric Company | Method and apparatus for applying molten filler material |
| US4247751A (en) * | 1978-08-28 | 1981-01-27 | The Lincoln Electric Company | Automatic presettable welding system |
| US4336441A (en) * | 1978-10-27 | 1982-06-22 | Kobe Steel, Ltd. | Welding process |
| SU1459849A1 (ru) * | 1978-12-25 | 1989-02-23 | Предприятие П/Я А-3959 | Способ дуговой сварки плав щимс электродом |
| US4246463A (en) * | 1979-02-13 | 1981-01-20 | The Lincoln Electric Company | Method and apparatus for arc welding of metal plates from one side only |
| JPS58107274U (ja) * | 1982-01-08 | 1983-07-21 | 三菱電機株式会社 | ホツトワイヤ−式ア−ク溶接ト−チ |
| JPS58119471A (ja) * | 1982-01-11 | 1983-07-15 | Mitsubishi Electric Corp | ホツトワイヤ式ア−ク溶接機 |
| JPS58119465A (ja) * | 1982-01-11 | 1983-07-15 | Mitsubishi Electric Corp | ア−ク溶接装置 |
| US4521664A (en) * | 1982-10-26 | 1985-06-04 | Teledyne, Inc. | Process and apparatus for surfacing with high deposition and low dilution |
| DE3322215C2 (de) * | 1983-06-21 | 1986-02-27 | Messer Griesheim Gmbh, 6000 Frankfurt | Einrichtung zum Lichtbogenschweißen, insbesondere UP-Lichtbogenschweißen mit mehreren gleichzeitig abschmelzenden Drahtelektroden |
| CN86101294B (zh) * | 1985-02-13 | 1988-11-23 | 巴布考克日立株式会社 | 半自动热丝惰性气体保护钨极弧焊设备 |
| JPS6343773A (ja) * | 1986-08-06 | 1988-02-24 | Sumitomo Metal Ind Ltd | 高炭素鋼のサブマ−ジア−ク溶接方法 |
| US4780594A (en) * | 1987-10-08 | 1988-10-25 | Dimetrics Inc. | Method and apparatus for improved control of supply of filler material to a welding location |
| JPH01133680A (ja) * | 1987-11-19 | 1989-05-25 | Babcock Hitachi Kk | 非消耗電極溶接装置 |
| US4806735A (en) * | 1988-01-06 | 1989-02-21 | Welding Institute Of Canada | Twin pulsed arc welding system |
| JPH02205261A (ja) | 1989-01-31 | 1990-08-15 | Origin Electric Co Ltd | アーク溶接装置及び方法 |
| JPH02205267A (ja) * | 1989-02-02 | 1990-08-15 | Nippon Steel Corp | 消耗電極式アーク溶接方法 |
| US4973821A (en) * | 1989-04-03 | 1990-11-27 | Donald L. Martin | Control unit for welding apparatus having offset and tracking control features |
| EP0443703B1 (en) * | 1990-02-21 | 1995-03-22 | Kyodo Oxygen Co., Ltd. | Consumable electrode arc welding method and apparatus |
| US5214265A (en) * | 1990-11-15 | 1993-05-25 | Pollack Alex J | High speed low deposition submerged arc welding apparatus and method |
| US5140140A (en) * | 1990-11-15 | 1992-08-18 | Pollack Alex J | Method and apparatus of submerged arc welding with electrodes in tandem |
| US5155330A (en) * | 1991-08-02 | 1992-10-13 | The Lincoln Electric Company | Method and apparatus for GMAW welding |
| JPH0596374A (ja) * | 1991-10-07 | 1993-04-20 | Kubota Corp | アーク溶接方法及び装置 |
| US6127651A (en) * | 1996-04-29 | 2000-10-03 | Westinghouse Electric Company Llc | Welding apparatus and method |
| DE69717774T2 (de) * | 1996-05-10 | 2003-09-18 | Mitsubishi Heavy Industries, Ltd. | Verfahren zum horizontalschweissen und schweissvorrichtung |
| US5714735A (en) * | 1996-06-20 | 1998-02-03 | General Electric Company | Method and apparatus for joining components with multiple filler materials |
| JP3934251B2 (ja) * | 1997-06-10 | 2007-06-20 | 株式会社東芝 | Tig溶接方法および装置 |
| US5977504A (en) * | 1997-07-17 | 1999-11-02 | General Electric Company | Method and apparatus for guiding multiple filler wires in welding groove |
| US5958261A (en) * | 1997-07-17 | 1999-09-28 | General Electric Company | Apparatus for welding with preheated filler material |
| US20030062355A1 (en) | 2000-08-31 | 2003-04-03 | Yuichi Ikegami | Consumable electrode arc welding method and welder |
| CA2345836A1 (en) * | 2001-02-23 | 2002-08-27 | Tony Lee Arndt | Method and system for hot wire welding |
| US20020117489A1 (en) * | 2001-02-23 | 2002-08-29 | Arndt Tony Lee | Method and system for hot wire welding |
| US6498321B1 (en) * | 2001-04-09 | 2002-12-24 | Lincoln Global, Inc. | System and method for controlling an electric arc welder |
| US6744003B1 (en) * | 2001-07-30 | 2004-06-01 | Harry Ono | Automatic soldering machine |
| US6884959B2 (en) * | 2001-09-07 | 2005-04-26 | Electric Power Research Institute, Inc. | Controlled composition welding method |
| EP1498214B1 (en) * | 2002-04-01 | 2016-03-09 | Honda Giken Kogyo Kabushiki Kaisha | Yag laser induced arc filler wire composite welding method |
| US6858818B2 (en) * | 2003-03-07 | 2005-02-22 | Illinois Tool Works Inc. | Automatic wire feed control for a welding system |
| AT500898B8 (de) * | 2003-12-15 | 2007-02-15 | Fronius Int Gmbh | Schweissanlage |
| US9579742B2 (en) * | 2006-01-09 | 2017-02-28 | Lincoln Global, Inc. | Series arc welder |
| US8895896B2 (en) * | 2004-01-12 | 2014-11-25 | Lincoln Global, Inc. | Modified series arc welding and improved control of one sided series arc welding |
| US7339135B2 (en) * | 2004-06-04 | 2008-03-04 | Illinois Tool Works Inc. | Welding arc stabilization process |
| US9000329B2 (en) * | 2004-07-22 | 2015-04-07 | Illinois Tool Works Inc. | Welding arc stabilization process |
| JP4891726B2 (ja) * | 2006-10-06 | 2012-03-07 | 株式会社神戸製鋼所 | タンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法 |
| US9233432B2 (en) * | 2007-02-12 | 2016-01-12 | Yu Ming Zhang | Arc welder and related system |
| US20100059493A1 (en) * | 2007-05-31 | 2010-03-11 | Mcaninch Michael D | Induction heated, hot wire welding |
| US20080296277A1 (en) * | 2007-05-31 | 2008-12-04 | Mcaninch Michael D | Induction heated, hot wire welding |
| US20090200281A1 (en) * | 2008-02-08 | 2009-08-13 | Gm Global Technology Operations, Inc. | Welding power supply with neural network controls |
| EP2255915B1 (en) * | 2008-02-22 | 2018-04-11 | JFE Steel Corporation | Submerged arc welding method with multiple electrodes for steel material |
| EP2100687A1 (de) * | 2008-02-29 | 2009-09-16 | Siemens Aktiengesellschaft | Potentialfreie Drahterwärmung beim Schweissen und Vorrichtung dafür |
| US9085041B2 (en) * | 2009-01-13 | 2015-07-21 | Lincoln Global, Inc. | Method and system to start and use combination filler wire feed and high intensity energy source for welding |
| US20150014283A1 (en) * | 2009-01-13 | 2015-01-15 | Lincoln Global, Inc. | Hybrid Hot-Wire And Arc Welding Method And System Using Offset Positioning |
| US10086461B2 (en) * | 2009-01-13 | 2018-10-02 | Lincoln Global, Inc. | Method and system to start and use combination filler wire feed and high intensity energy source for welding |
| US20150158105A1 (en) * | 2009-01-13 | 2015-06-11 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| US20150183044A1 (en) * | 2009-01-13 | 2015-07-02 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| US20150090703A1 (en) * | 2009-01-13 | 2015-04-02 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| US20150158106A1 (en) * | 2009-01-13 | 2015-06-11 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| US20150158108A1 (en) * | 2009-01-13 | 2015-06-11 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| US20150151375A1 (en) * | 2009-01-13 | 2015-06-04 | Lincoln Global, Inc. | Method and system to use combination filler wire feed and high intensity energy source for welding with controlled arcing frequency |
| JP5497072B2 (ja) * | 2009-02-24 | 2014-05-21 | イーエスエービー・エービー | アーク溶接方法およびアーク溶接のための装置 |
| ES2533491T3 (es) | 2009-04-01 | 2015-04-10 | Esab Ab | Cabezal soldador y conjunto de cabezales soldadores para un sistema de soldadura por arco |
| US9434018B2 (en) * | 2009-04-23 | 2016-09-06 | Lincoln Global, Inc. | Automatic burnback control in an arc welding system |
| WO2011118172A1 (ja) * | 2010-03-24 | 2011-09-29 | パナソニック株式会社 | レーザ溶接方法およびレーザ溶接装置 |
| AU2010361319B2 (en) * | 2010-09-29 | 2014-08-21 | Esab Ab | A welding apparatus and a method for welding |
| CN202180285U (zh) | 2011-05-17 | 2012-04-04 | 北京中电华强焊接工程技术有限公司 | 双丝窄间隙埋弧焊设备 |
| JP5570473B2 (ja) * | 2011-06-09 | 2014-08-13 | 株式会社神戸製鋼所 | 2電極溶接法 |
| CN102248253A (zh) * | 2011-06-23 | 2011-11-23 | 山东奥太电气有限公司 | 双丝焊接装备系统引弧协同控制方法 |
| US9278407B2 (en) * | 2012-07-26 | 2016-03-08 | General Electric Company | Dual-wire hybrid welding system and method of welding |
| RU2015108964A (ru) * | 2012-08-14 | 2016-10-10 | Эсаб Аб | Способ и система дуговой сварки под флюсом |
| EP2914398B1 (en) * | 2012-11-02 | 2017-01-04 | Esab AB | Method for starting a submerged arc welding process and welding apparatus |
| EP2938453B1 (en) * | 2012-12-28 | 2018-02-14 | Esab AB | Arc welding method and arc welding arrangement with first and second electrodes |
| US10376980B2 (en) * | 2013-03-08 | 2019-08-13 | Lincoln Global, Inc. | Arc welding with synchronized high frequency assist arc initiation |
| US10829857B2 (en) * | 2013-03-12 | 2020-11-10 | United States Of America As Represented By The Administrator Of Nasa | Gas phase alloying for wire fed joining and deposition processes |
| US20140263234A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US20140263232A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US20140263228A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US10086465B2 (en) * | 2013-03-15 | 2018-10-02 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US20140263233A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US20140263231A1 (en) * | 2013-03-15 | 2014-09-18 | Lincoln Global, Inc. | Tandem hot-wire systems |
| US10035211B2 (en) * | 2013-03-15 | 2018-07-31 | Lincoln Global, Inc. | Tandem hot-wire systems |
| CN103203529B (zh) * | 2013-03-28 | 2015-12-09 | 北京工业大学 | 非熔化极电弧与双丝熔化极电弧交叉耦合的焊接方法 |
| US9498838B2 (en) * | 2013-07-24 | 2016-11-22 | Lincoln Global, Inc. | System and method of controlling heat input in tandem hot-wire applications |
| US20150028011A1 (en) * | 2013-07-24 | 2015-01-29 | Lincoln Global, Inc. | System and method of controlling heat input in tandem hot-wire applications |
| US20150028010A1 (en) * | 2013-07-24 | 2015-01-29 | Lincoln Global, Inc. | System and method of controlling heat input in tandem hot-wire applications |
-
2012
- 2012-08-14 RU RU2015108964A patent/RU2015108964A/ru not_active Application Discontinuation
- 2012-08-14 JP JP2015526883A patent/JP5999740B2/ja active Active
- 2012-08-14 WO PCT/EP2012/003461 patent/WO2014026698A1/en not_active Ceased
- 2012-08-14 AU AU2012387831A patent/AU2012387831A1/en not_active Abandoned
- 2012-08-14 EP EP12748169.5A patent/EP2885106B1/en active Active
- 2012-08-14 SG SG11201501035VA patent/SG11201501035VA/en unknown
- 2012-08-14 BR BR112015003409-8A patent/BR112015003409B1/pt active IP Right Grant
- 2012-08-14 CN CN201280072760.2A patent/CN104428099B/zh active Active
- 2012-08-14 KR KR1020157006528A patent/KR101954485B1/ko active Active
- 2012-08-14 PL PL12748169T patent/PL2885106T3/pl unknown
- 2012-08-14 CA CA2881692A patent/CA2881692A1/en not_active Abandoned
- 2012-08-14 US US14/421,724 patent/US10137521B2/en active Active
-
2018
- 2018-10-25 US US16/170,128 patent/US11135670B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2885106A1 (en) | 2015-06-24 |
| US20150202709A1 (en) | 2015-07-23 |
| EP2885106B1 (en) | 2016-11-23 |
| RU2015108964A (ru) | 2016-10-10 |
| CA2881692A1 (en) | 2014-02-20 |
| AU2012387831A1 (en) | 2015-02-26 |
| BR112015003409A2 (pt) | 2017-07-04 |
| PL2885106T3 (pl) | 2017-06-30 |
| WO2014026698A1 (en) | 2014-02-20 |
| CN104428099B (zh) | 2017-07-04 |
| JP2015524749A (ja) | 2015-08-27 |
| WO2014026698A8 (en) | 2014-10-16 |
| KR101954485B1 (ko) | 2019-05-22 |
| BR112015003409B1 (pt) | 2018-12-04 |
| CN104428099A (zh) | 2015-03-18 |
| SG11201501035VA (en) | 2015-03-30 |
| US11135670B2 (en) | 2021-10-05 |
| US10137521B2 (en) | 2018-11-27 |
| US20190061040A1 (en) | 2019-02-28 |
| KR20150038653A (ko) | 2015-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5999740B2 (ja) | サブマージアーク溶接のための方法およびシステム | |
| US12208476B2 (en) | Systems, methods, and apparatus to preheat welding wire | |
| US11701731B2 (en) | Method for starting a submerged arc welding process and welding apparatus | |
| EP3624980B1 (en) | Systems and methods to preheat welding wire | |
| JP5792712B2 (ja) | アーク溶接システムのための溶接ヘッドおよび溶接ヘッドアセンブリ | |
| US11911859B2 (en) | Systems, methods, and apparatus to provide preheat voltage feedback loss protection | |
| JP5979734B2 (ja) | アーク溶接システムのための溶接ヘッドおよび溶接ヘッドアセンブリ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160809 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160824 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5999740 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |