JP6000932B2 - 構造体の連結部材の製造方法 - Google Patents
構造体の連結部材の製造方法 Download PDFInfo
- Publication number
- JP6000932B2 JP6000932B2 JP2013242985A JP2013242985A JP6000932B2 JP 6000932 B2 JP6000932 B2 JP 6000932B2 JP 2013242985 A JP2013242985 A JP 2013242985A JP 2013242985 A JP2013242985 A JP 2013242985A JP 6000932 B2 JP6000932 B2 JP 6000932B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing rib
- main body
- plate
- bracket
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 42
- 238000000034 method Methods 0.000 title claims description 25
- 239000000463 material Substances 0.000 claims description 70
- 230000003014 reinforcing effect Effects 0.000 claims description 63
- 238000003466 welding Methods 0.000 claims description 17
- 238000001125 extrusion Methods 0.000 claims description 13
- 238000005452 bending Methods 0.000 claims description 12
- 239000000696 magnetic material Substances 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 7
- 230000004927 fusion Effects 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- 238000003780 insertion Methods 0.000 claims description 3
- 230000037431 insertion Effects 0.000 claims description 3
- 239000000853 adhesive Substances 0.000 claims description 2
- 230000001070 adhesive effect Effects 0.000 claims description 2
- 238000009833 condensation Methods 0.000 claims 2
- 230000005494 condensation Effects 0.000 claims 2
- 230000004048 modification Effects 0.000 description 26
- 238000012986 modification Methods 0.000 description 26
- 230000008602 contraction Effects 0.000 description 23
- 230000004907 flux Effects 0.000 description 7
- 230000002452 interceptive effect Effects 0.000 description 7
- 239000011324 bead Substances 0.000 description 5
- 230000002787 reinforcement Effects 0.000 description 5
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B17/00—Connecting constructional elements or machine parts by a part of or on one member entering a hole in the other and involving plastic deformation
- F16B17/004—Connecting constructional elements or machine parts by a part of or on one member entering a hole in the other and involving plastic deformation of rods or tubes mutually
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
- B62D27/023—Assembly of structural joints
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/48—Shrunk fit
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Body Structure For Vehicles (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Connection Of Plates (AREA)
Description
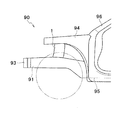
本実施形態においては、本発明の構造体の連結部材1を自動車の車体前部構造90に適用する場合について説明する。なお、以下の説明において、自動車の前進方向を「前方」、後退方向を「後方」、水平且つ前後方向と直交する方向を「左右方向」とする。
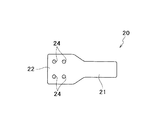
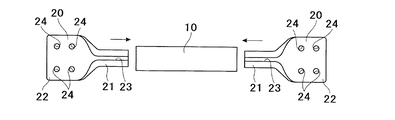
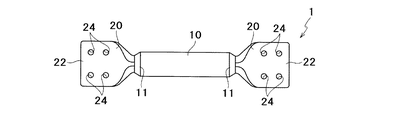
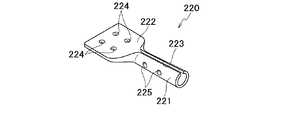
次に、図2を参照しつつ、本発明の第1実施形態にかかる連結部材1の構成について説明する。連結部材1は、円筒状の本体部材10と、本体部材10の両端にそれぞれ接合されたブラケット部材20とで構成されている。本体部材10の両端には縮管部11が設けられており、後で詳述するように、本体部材10とブラケット部材20とは電磁縮管によりかしめ締結されている。本実施形態においては、本体部材10はアルミニウム合金材からなり、ブラケット部材20は軟鋼からなる。すなわち、本体部材10は非磁性体であり、ブラケット部材20は磁性体である。ブラケット部材20には、被連結部材(本実施形態においては、フロントサイドフレーム91またはアッパサイドフレーム94)に取り付けるためのボルトを挿通するボルト孔24が形成されている。本実施形態においては、各ブラケット部材20に4つのボルト孔24が形成されている。
したがって、ブランク材1020から筒状部21及び板状部22が一体成形されたブラケット部材20を成形するので、筒状部21及び板状部22の大きさや形状を様々に設定することができる。よって、この連結部材1が適用される構造体の設計の自由度を高めることができる。また、本体部材10とブラケット部材20とを電磁縮管によりかしめ締結しているので、ブラケット部材20を一定位置で固定したままで両者を締結固定でき、且つ、溶接により締結する場合のように熱歪みも生じないので、精度よく連結部材1を製造することができる。さらに、一方向に延びる筒状部21に一方向全長に亘って延びるスリット23が形成されているので、本体部材10内に筒状部21を挿入して本体部材10と筒状部21とを電磁縮管によりかしめ締結する際に、筒状部21においては誘導電流がスリット23で途切れる。よって、外側に配置された非磁性体の本体部材10が縮管する一方で、内側に位置するブラケット部材20の筒状部21は縮管がほとんど生じないので、十分なかしめ力で両者を締結することができる。これにより、連結部材1の強度を高めることができる。
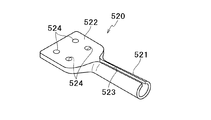
次に、上述の第1実施形態の第1及び第2の変形例について、図6A、6B、6C、7A、7B、7Cを参照しつつ説明する。第1及び第2の変形例にかかる連結部材は、いずれも上述の第1実施形態のブラケット部材20に相当するブラケット部材120の形状のみが第1実施形態と異なっている。その他の構成については、第1実施形態とほぼ同様であるので、同一の符号を付けて説明を省略する。
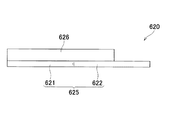
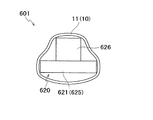
次に、本発明の第2実施形態にかかる連結部材601の構成について説明する。第2実施形態の連結部材601は、ブラケット部材620の構成のみが上述の第1実施形態の連結部材1と異なっている。その他の構成については、第1実施形態とほぼ同様であるので、同一の符号を付けて説明を省略する。
したがって、第1実施形態と同様に、本体部材10とブラケット部材620とを電磁縮管によりかしめ締結しているので、精度よく連結部材601を製造することができる。また、板状のブランク材625に補強リブ部材626を接合してブラケット部材620を成形するので、ブラケット部材620の大きさや形状を様々に設定することができる。よって、この連結部材601が適用される構造体の設計の自由度を高めることができる。さらに、ブラケット部材620における本体部材10内に挿入される部分は補強リブ部材626が接合されており高い剛性を有するので、ブラケット部材620と本体部材10とを電磁縮管によりかしめ締結する際に、ブラケット部材620表面に誘導電流が生じてもほとんど変形が生じず、外側に配置された非磁性体の本体部材10のみが縮管する。よって、十分なかしめ力でブラケット部材620と本体部材10とを締結することができる。これにより、連結部材601の強度を高めることができる。また、縮管する本体部材10は、縮管前と同一形状で変形するのではなく、ブラケット部材620の補強リブ部材626が接合された部分の形状に沿って凹凸を有する形状に変形するので、ブラケット部材620と本体部材10との回転方向の強度(回転方向の耐荷重)を強くすることができる。さらに、補強リブ部材626によりブラケット部材620の曲げ荷重を大幅に高めることができる。
次に、上述の第2実施形態の変形例について、図14A、14B、15を参照しつつ説明する。本変形例にかかる連結部材は、第2実施形態のブラケット部材620に相当するブラケット部材720の形状のみが第2実施形態と異なっている。その他の構成については、第2実施形態とほぼ同様であるので、同一の符号を付けて説明を省略する。
20、620 ブラケット部材
21 筒状部
22 板状部
23 スリット
125 ビード
225 ディンプル
626 補強リブ部材
727 中空部分
625、1020 ブランク材(板材)
Claims (11)
- 板材の一方向に関する一端側の一部を前記一方向に延びる筒状に形成することにより、前記板材の前記一方向の一端側に設けられて前記一方向全長に亘って延びるスリットを有する筒状部、及び前記板材の前記一方向に関する他端側に設けられた板状部が一体成形されたブラケット部材を形成し、
非磁性体からなる筒状の本体部材の両端部の少なくとも一方の内側に前記ブラケット部材の前記筒状部を挿入し、
前記筒状部と前記本体部材とを電磁縮管によりかしめ締結することを特徴とする構造体の連結部材の製造方法。 - 前記筒状部に内側に突出する凹みが形成されていることを特徴とする請求項1に記載の構造体の連結部材の製造方法。
- 前記ブラケット部材における前記筒状部と前記板状部との板厚が異なることを特徴とする請求項1又は2に記載の構造体の連結部材の製造方法。
- 板材の表面に1または複数の補強リブ部材を接合してブラケット部材を形成し、
非磁性体からなる筒状の本体部材の両端部の少なくとも一方の内側に、前記ブラケット部材の前記補強リブ部材が接合された部分を、前記補強リブ部材の延伸方向が前記本体部材の延伸方向に沿うように、挿入し、
前記ブラケット部材の前記本体部材内に挿入された部分と前記本体部材とを電磁縮管によりかしめ締結することを特徴とする構造体の連結部材の製造方法。 - 前記補強リブ部材を、押出成形により形成することを特徴とする請求項4に記載の構造体の連結部材の製造方法。
- 前記補強リブ部材を、押出断面に中空部分を有するように押出成形することを特徴とする請求項5に記載の構造体の連結部材の製造方法。
- 前記板材を、前記補強リブ部材が接合される部分の一部に前記補強リブ部材の延伸方向と交わる方向に延びる折曲線が形成されるように曲げ加工し、
前記補強リブ部材を、曲げ加工された前記板材の形状に沿う形状で形成することを特徴とする請求項4〜6のいずれか一項に記載の構造体の連結部材の製造方法。 - 前記板材と前記補強リブ部材とを、接着、溶融溶接法または摩擦撹拌接合法により接合することを特徴とする請求項4〜7のいずれか一項に記載の構造体の連結部材の製造方法。
- 前記ブラケット部材が磁性体からなることを特徴とする請求項1〜8のいずれか1項に記載の構造体の連結部材の製造方法。
- 前記本体部材が曲げ加工されていることを特徴とする請求項1〜9のいずれか1項に記載の構造体の連結部材の製造方法。
- 前記本体部材の少なくとも一部が扁平加工されていることを特徴とする請求項1〜10のいずれか1項に記載の構造体の連結部材の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013242985A JP6000932B2 (ja) | 2013-02-20 | 2013-11-25 | 構造体の連結部材の製造方法 |
| US14/154,431 US9352788B2 (en) | 2013-02-20 | 2014-01-14 | Connecting member of structure |
| CN201410015246.6A CN103991476B (zh) | 2013-02-20 | 2014-01-14 | 构造体的连结构件 |
| US14/645,482 US9738327B2 (en) | 2013-02-20 | 2015-03-12 | Connecting member of structure |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013031049 | 2013-02-20 | ||
| JP2013031049 | 2013-02-20 | ||
| JP2013242985A JP6000932B2 (ja) | 2013-02-20 | 2013-11-25 | 構造体の連結部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014184950A JP2014184950A (ja) | 2014-10-02 |
| JP6000932B2 true JP6000932B2 (ja) | 2016-10-05 |
Family
ID=51305885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013242985A Expired - Fee Related JP6000932B2 (ja) | 2013-02-20 | 2013-11-25 | 構造体の連結部材の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US9352788B2 (ja) |
| JP (1) | JP6000932B2 (ja) |
| CN (1) | CN103991476B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6000932B2 (ja) * | 2013-02-20 | 2016-10-05 | 株式会社神戸製鋼所 | 構造体の連結部材の製造方法 |
| JP6005599B2 (ja) * | 2013-07-23 | 2016-10-12 | 豊田鉄工株式会社 | 車両用フロアブレースの製造方法 |
| WO2016033179A2 (en) * | 2014-08-26 | 2016-03-03 | Smith David C | Magnetic mount |
| DE102015113233A1 (de) * | 2015-08-11 | 2017-02-16 | Meleghy Automotive GmbH & Co. KG | Stützvorrichtung zur Übertragung von Lasten an einem Kraftfahrzeug |
| KR101738039B1 (ko) * | 2015-10-23 | 2017-05-19 | 현대자동차주식회사 | 하이브리드 프런트필러 구조 |
| JP6489088B2 (ja) | 2016-08-26 | 2019-03-27 | トヨタ自動車株式会社 | 車両用骨格構造 |
| JP2020003010A (ja) * | 2018-06-28 | 2020-01-09 | トヨタ自動車株式会社 | パイプ接合方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1576874A (en) * | 1922-07-08 | 1926-03-16 | Bausch & Lomb | Method of making connections between metal and nonmetallic members |
| US2752179A (en) * | 1951-01-26 | 1956-06-26 | Fuller Brush Co | Tube and socket connection and method of making |
| US2883216A (en) * | 1953-11-20 | 1959-04-21 | Painter Brothers Ltd | End and like connections for galvanised structural tubes and similar elements |
| US2794689A (en) * | 1955-06-20 | 1957-06-04 | Rubrum Moses | Handle fastening for garden tool |
| US2918175A (en) * | 1958-07-29 | 1959-12-22 | Gordon M Mcdonald | Curtain rod with integral attachment means |
| US3358354A (en) * | 1963-03-21 | 1967-12-19 | Voss | Methods of making hygienic devices |
| US4286893A (en) * | 1980-05-12 | 1981-09-01 | Francis Pomares | Handle attaching means for rakes and the like |
| US4806042A (en) * | 1987-11-19 | 1989-02-21 | The Fluorocarbon Company | Quick-disconnect rigid coupling |
| US5343015A (en) * | 1992-11-06 | 1994-08-30 | Fintube Limited Partnership | Laser assisted high frequency welding |
| US5606790A (en) * | 1993-04-09 | 1997-03-04 | Charles E. Laue | Method of making a two piece pedal rod |
| US5425286A (en) * | 1993-04-09 | 1995-06-20 | Laue; Charles E. | Two piece pedal rod and method of making same |
| DE69620787T2 (de) * | 1995-12-20 | 2002-11-28 | Pulsar Welding Ltd., Ruishon Le Zion | Elektromagnetisches verbinden oder schweissen von metallischen objekten |
| US5617697A (en) * | 1996-01-03 | 1997-04-08 | Erwin Industries, Inc. | Composite deck post |
| JPH1035235A (ja) * | 1996-07-26 | 1998-02-10 | Showa Alum Corp | サスペンションアーム材 |
| JPH1061435A (ja) * | 1996-08-21 | 1998-03-03 | Honda Motor Co Ltd | マフラー及びその製造方法 |
| US5791708A (en) * | 1997-05-01 | 1998-08-11 | Capriotti; Chris | Trenching tool and method |
| US5862642A (en) * | 1997-10-28 | 1999-01-26 | Erwin Industries, Inc. | Reinforced composite deck post |
| JP4297548B2 (ja) * | 1999-03-16 | 2009-07-15 | 株式会社神戸製鋼所 | 車体用フレームの製造方法 |
| US6688803B2 (en) * | 1999-12-23 | 2004-02-10 | Royal Packaging Industries Van Leer N.V. | Connection assembly |
| GB2362183A (en) * | 2000-05-10 | 2001-11-14 | Secr Defence | Method of reinforcing structures |
| US6406077B2 (en) * | 2000-05-11 | 2002-06-18 | Shape Corporation | Tube with extruded flanges holding wall-reinforcing insert |
| US6389697B1 (en) * | 2000-07-17 | 2002-05-21 | Fuel Cell Components And Integrators, Inc. | Fabricating automotive spaceframes using electromagnetic forming or magnetic pulse welding |
| US6766608B1 (en) * | 2002-07-30 | 2004-07-27 | Larry Jelmyer | Apparatus for bait harness |
| JP2004106704A (ja) | 2002-09-18 | 2004-04-08 | Fuji Heavy Ind Ltd | 自動車の車体前部構造 |
| US7225588B2 (en) * | 2003-07-08 | 2007-06-05 | Nippon Steel Corporation | Damping brace and structure |
| KR100527482B1 (ko) * | 2003-11-10 | 2005-11-09 | 현대자동차주식회사 | 전자기 성형을 이용한 결합장치 |
| JP4649360B2 (ja) * | 2006-04-07 | 2011-03-09 | 新日本製鐵株式会社 | 耐震用接合構造及びその構築方法 |
| WO2007124580A1 (en) * | 2006-04-27 | 2007-11-08 | Jeffrey Allan Packer | Cast structural connectors |
| US7703161B1 (en) * | 2007-07-02 | 2010-04-27 | Darran Michael Handshaw | Vehicle extrication preparatory tool |
| JP2009184424A (ja) * | 2008-02-04 | 2009-08-20 | Honda Motor Co Ltd | 車体前部構造 |
| DE102009056923A1 (de) * | 2009-12-03 | 2011-06-09 | GM Global Technology Operations LLC, ( n. d. Ges. d. Staates Delaware ), Detroit | Deformationselement, Kraftfahrzeugstoßfängerträger mit Deformationselement und Verfahren zur Herstellung eines Deformationselements |
| US20110232221A1 (en) * | 2010-03-25 | 2011-09-29 | National Applied Research Laboratories | Buckling restrained brace |
| DE102010053843A1 (de) * | 2010-12-08 | 2012-06-14 | Daimler Ag | Verbindungsanordnung |
| US8757798B2 (en) * | 2012-08-31 | 2014-06-24 | Cody Air LLC | Eyewear frame |
| USD701097S1 (en) * | 2012-12-24 | 2014-03-18 | Innovative Garden Products, LLC | Rake |
| JP6000932B2 (ja) * | 2013-02-20 | 2016-10-05 | 株式会社神戸製鋼所 | 構造体の連結部材の製造方法 |
-
2013
- 2013-11-25 JP JP2013242985A patent/JP6000932B2/ja not_active Expired - Fee Related
-
2014
- 2014-01-14 US US14/154,431 patent/US9352788B2/en not_active Expired - Fee Related
- 2014-01-14 CN CN201410015246.6A patent/CN103991476B/zh not_active Expired - Fee Related
-
2015
- 2015-03-12 US US14/645,482 patent/US9738327B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014184950A (ja) | 2014-10-02 |
| CN103991476A (zh) | 2014-08-20 |
| US9738327B2 (en) | 2017-08-22 |
| US9352788B2 (en) | 2016-05-31 |
| US20140234018A1 (en) | 2014-08-21 |
| US20150183470A1 (en) | 2015-07-02 |
| CN103991476B (zh) | 2016-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6000932B2 (ja) | 構造体の連結部材の製造方法 | |
| EP3321152B1 (en) | Vehicle lower part structure | |
| JP5382271B1 (ja) | 継手構造 | |
| JP7181016B2 (ja) | 接合構造体及びその製造方法 | |
| US20140294489A1 (en) | Member joining method and member joining structure | |
| JP2013504475A (ja) | 自動車用構造部材 | |
| JP7633128B2 (ja) | バッテリーケース及びバッテリーケースの製造方法 | |
| JP5706021B1 (ja) | 構造部材及び該構造部材の製造方法 | |
| JP2015077610A (ja) | レーザ接合構造及びレーザ接合方法 | |
| US20150217821A1 (en) | Method of Setting Vehicle Geometry and Structural Joining | |
| EP3578285B1 (en) | Method for joining dissimilar materials, and dissimilar-material joined body | |
| KR20130136929A (ko) | 자동차의 범퍼 구조체 및 그 제조 방법 | |
| JP6891763B2 (ja) | 車両用接合構造 | |
| WO2017065231A1 (ja) | 自動車に取り付けられるフレーム構造体を構成する部材同士の接合方法、および自動車に取り付けられるフレーム構造体 | |
| JP5970016B2 (ja) | 部材接合構造 | |
| JP2020131226A (ja) | 長尺形状のプレス成形部材、及びその製造法 | |
| JP3830340B2 (ja) | 接合構造体の製造方法 | |
| JPH101068A (ja) | フレーム車体の部材結合構造 | |
| JP2019043439A (ja) | バンパーシステム | |
| JP2013123958A (ja) | パネルの接合構造 | |
| CN101970280A (zh) | 用于制造空心型材的方法、空心型材以及机动车车身 | |
| JP2014136545A (ja) | サスペンションメンバ及びこれを備えた車両前部構造 | |
| JP2014141220A (ja) | 車両用ルーフ及びその製造方法 | |
| US10486744B2 (en) | Vehicle frame member | |
| JP5863012B2 (ja) | 長尺部材間の接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160721 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160721 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160831 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6000932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |