JP6024475B2 - 光ファイバ用線引炉のシール構造、光ファイバの線引方法 - Google Patents
光ファイバ用線引炉のシール構造、光ファイバの線引方法 Download PDFInfo
- Publication number
- JP6024475B2 JP6024475B2 JP2013010950A JP2013010950A JP6024475B2 JP 6024475 B2 JP6024475 B2 JP 6024475B2 JP 2013010950 A JP2013010950 A JP 2013010950A JP 2013010950 A JP2013010950 A JP 2013010950A JP 6024475 B2 JP6024475 B2 JP 6024475B2
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- base material
- blade members
- glass base
- blade member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2205/00—Fibre drawing or extruding details
- C03B2205/60—Optical fibre draw furnaces
- C03B2205/80—Means for sealing the preform entry or upper end of the furnace
Landscapes
- Manufacture, Treatment Of Glass Fibers (AREA)
Description
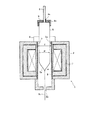
以下、図2を参照して、シール機構の第1の実施形態に係るシール構造を説明する。図2はシール構造10の概略を示す斜視図である。
シール構造10は、耐熱性を持った複数のブレード部材14,15と、ブレード部材14,15を支持する支持機構の一部となる円筒11と、ブレード部材14,15を内方に押圧する作用を備えた機構(以下、押圧作用機構という)とを備える。以下、後述する外側円筒12と区別するために、円筒11を内側円筒と称する。なお、外側円筒12も、ブレード部材14,15を支持する支持機構の一部をなしている。
ブレード部材14,15は、線引炉の熱では溶けない材質であることが必要であり、200℃程度以上の耐熱性を持つことが好ましい。なお、ブレード部材14,15の耐熱性が十分でない場合は、ブレード部材14,15を冷却するような機構(例えば水冷方式)を持つようにさせてもよい。
内側円筒11の内径やブレード部材14,15の移動方向の長さは、線引炉とガラス母材との間に生じる隙間を埋められるように決めておけばよい。図1の例では、上端開口部2aにおける炉心管3とガラス母材5との間に生じる隙間Sの幅は、炉心管3の直径dからガラス母材5の直径φを引いて半分にした値となる。
基本的には、ブレード部材14,15の枚数が多いほど気密がとりやすい。
そして、上記押圧作用機構は、複数のガイド孔13a、13bのそれぞれに複数のブレード部材14,15を挿入した状態で、複数のブレード部材14,15の先端をガラス母材の側面に当接させるように、複数のブレード部材14,15を個別に線引炉の径方向(より正確には内側円筒11や収納部13の径方向)に押圧する。この押圧力は、ガラス母材の下降を阻害しない程度に弱いものとする。
上述したシール構造10において、例えば、想定される最小径(直径Da)のガラス母材5が使用される場合、図3(A)のように、各ブレード部材14,15は、ブレード部材14の先端同士やブレード部材15の先端同士が接触する程度まで出てくるよう設計しておけばよい。他方、想定される最大径(直径Db)のガラス母材5が使用される場合、図3(B)のように、各ブレード部材14,15が収納部13にほぼ収納されるように設計しておけばよい。
以上説明したように、本例のシール構造10では、図1のガラス母材5の径変動が大きくても、炉心管3とガラス母材5との隙間Sを良好に塞ぐことができる。この結果、炉内への外気の流入を抑制することができる。
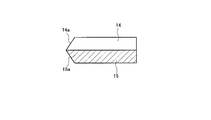
詳しくは、ブレード部材の移動方向に沿って切断した図4に示すように、上段のブレード部材14の先端部14aは、下部ほど図1の上端開口部2aの中心軸に向かって近づくように直線状に傾斜しており、ブレード部材14の下面端がその上面端よりもガラス母材に向けて突き出ている。一方、下段のブレード部材15の先端部15aは、上部ほど上端開口部2aの中心軸に向かって近づくように直線状に傾斜し、ブレード部材15の上面端がその下面端よりもガラス母材に向けて突き出ている。
詳しくは、図5に示すブレード部材14’,15’も、上下のブレード部材が重なり合う位置にて、ガラス母材の側面に線接触する形状で形成された先端部14a’,15a’を有している。上段のブレード部材14’の先端部14a’は、下部ほど図1の上端開口部2aの中心軸に向かって近づくように湾曲して傾斜している。一方、下段のブレード部材15’の先端部15a’は、上部ほど上端開口部2aの中心軸に向かって近づくように湾曲して傾斜している。このように、先端部14a’,15a’を湾曲して傾斜させれば、直線状に傾斜させた場合に比べて、先端部への負荷が少なくて済み、長寿命のブレード部材を提供可能となる。
次に、図6〜図9を参照し、シール機構の第2の実施形態に係るシール構造を説明する。図6はシール構造20の概略を示す断面図、図7は図6のシール構造の主要部を示す上面図、図8はシール構造20におけるブレード部材の収納部の一例を示す図で、図9はシール構造20に用いる円筒スリットバネの一例を示す図である。
シール構造20は、耐熱性を持った複数のブレード部材24,25と、ブレード部材24,25を支持する支持機構の一部である収納部23と、円筒スリットバネ26と、を備える。
円筒スリットバネ26は、耐熱性の材料、例えば、カーボン、セラミックス、カーボン−セラミックス複合材、金属材のいずれかで形成されていることが望ましく、200℃以上の耐熱性を持つことが好ましい。
円筒スリットバネ26の設置形態は、図6の断面図及び図7の上面図で示した通りである。図6及び図7の例の場合、シール構造20は、円筒スリットバネ26の円筒径方向の収縮力により、複数のブレード部材24,25を個別に線引炉の径方向(より正確には収納部23の径方向)に押圧することで、複数のブレード部材24,25の先端をガラス母材5の側面に当接させている。そして、この押圧力は、円筒スリットバネ26の厚みやスリット幅を調整することにより、ガラス母材5の下降を阻害しない程度に弱いものに調整することができる。
また、図6に示すように、シール構造20の筐体27には、図示しない供給機構により不活性ガス等が供給されるガス導入口27aが設けられており、さらに収納部23にはガス通気口23cが設けられている。ブレード部材24,25や円筒スリットバネ26等の部材としてカーボンを使用する場合には、ガス導入口27a及びガス通気口23cにより不活性ガス等が筐体27の内部及びブレード部材24,25に行き渡り、部材の酸化や劣化を防止することができる。なお、ここでの不活性ガス等は、炉内へ供給するガスと同じであってもよいし、異なる種類であってもよい。
次に、図10,11を参照し、シール機構の第3の実施形態に係るシール構造30を説明する。図10はシール構造30の概略を示す断面図、図11は図10のシール構造におけるブレード部材が開閉状態である場合の様子を示し、図11(A)はブレード部材が開状態の様子、図11(B)はブレード部材が閉状態(最も閉じた状態)の様子を示す図である。
また、複数のブレード部材34,35や上記支持機構は、図10に示す筐体37内に載置され、格納されている。なお、図10では、筐体37が傾斜台31の上下面及び側面を覆うように図示しているが、これに限らず、例えば、筐体37の底壁をなくし、線引炉の上端部に傾斜台31が直接載置されるようにしてもよい。また、筐体37を有しない構成であってもよい。
ブレード部材24,25の先端部34a,35aは、自重により傾斜に沿って下がった時に、ガラス母材5の側面にできるだけ多く当接されるようにするため、先端部24a,25aは、第1,2の実施形態等で説明したブレード部材と同様に、ガラス母材5の半径として想定される最大値に合うような曲率を持つ円弧の形状にしておくことが好ましい。
ブレード部材34,35は、隣接するブレード部材34で生じる隙間をブレード部材35で埋めて、隣接するブレード部材35で生じる隙間をブレード部材34で埋めるように、すなわち隣接するブレード部材34間の隙間と隣接するブレード部材35間の隙間とが重ならないように配置されている。
また、本例のシール構造は、傾斜に沿って配したブレード部材34,35を、自重を利用してガラス母材の側面に当接させるといった簡易な構造のシール機構であるため、設備が簡素化できて、メンテナンスも容易となる。
蓋体9を設けておくことで、光ファイバ5bの線引きが進みガラス母材5及び支持棒6が下降しても、シール機構8からガラス母材5が離脱する前に、蓋体9の下端面がシール機構8に接する状態に移行して、シール状態を維持することができる。
Claims (4)
- 光ファイバ用線引炉の上端開口部と該上端開口部から挿入される光ファイバ用ガラス母材との間の隙間を塞ぐための光ファイバ用線引炉のシール構造であって、
上下2段で互い違いに配され、前記光ファイバ用ガラス母材の側面に当接する先端部を有した複数のブレード部材を備え、前記先端部は、上下の前記ブレード部材が重なり合う位置にて、上下の前記ブレード部材が前記光ファイバ用ガラス母材の側面に線接触する形状で形成されていることを特徴とする光ファイバ用線引炉のシール構造。 - 上段のブレード部材の先端部は、下部ほど前記上端開口部の中心軸に近づくように直線状に傾斜し、下段のブレード部材の先端部は、上部ほど前記上端開口部の中心軸に近づくように直線状に傾斜していることを特徴とする請求項1に記載の光ファイバ用線引炉のシール構造。
- 上段のブレード部材の先端部は、下部ほど前記上端開口部の中心軸に近づくように湾曲して傾斜し、下段のブレード部材の先端部は、上部ほど前記上端開口部の中心軸に近づくように湾曲して傾斜していることを特徴とする請求項1に記載の光ファイバ用線引炉のシール構造。
- 光ファイバ用線引炉の上端開口部と該上端開口部から挿入される光ファイバ用ガラス母材との間の隙間を塞ぐための光ファイバ用線引炉のシール構造を用いて光ファイバを線引する光ファイバの線引方法であって、
上下2段で互い違いに配され、前記光ファイバ用ガラス母材の側面に当接する先端部を有した複数のブレード部材を備え、前記先端部は、上下の前記ブレード部材が重なり合う位置にて、上下の前記ブレード部材が前記光ファイバ用ガラス母材の側面に線接触させて光ファイバを線引することを特徴とする光ファイバの線引方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013010950A JP6024475B2 (ja) | 2013-01-24 | 2013-01-24 | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 |
| CN201480005991.0A CN104981438B (zh) | 2013-01-24 | 2014-01-24 | 光纤用拉丝炉的密封构造、光纤的拉丝方法 |
| US14/762,080 US10487001B2 (en) | 2013-01-24 | 2014-01-24 | Seal structure of optical fiber drawing furnace, and method for drawing optical fiber |
| PCT/JP2014/051568 WO2014115849A1 (ja) | 2013-01-24 | 2014-01-24 | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013010950A JP6024475B2 (ja) | 2013-01-24 | 2013-01-24 | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014141373A JP2014141373A (ja) | 2014-08-07 |
| JP6024475B2 true JP6024475B2 (ja) | 2016-11-16 |
Family
ID=51423034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013010950A Active JP6024475B2 (ja) | 2013-01-24 | 2013-01-24 | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6024475B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6421569B2 (ja) * | 2014-12-08 | 2018-11-14 | 住友電気工業株式会社 | 光ファイバ製造方法及び光ファイバ製造装置 |
| JP6665695B2 (ja) * | 2016-06-03 | 2020-03-13 | 住友電気工業株式会社 | 光ファイバ用線引炉のシール構造、光ファイバの製造方法 |
| JP6816670B2 (ja) * | 2017-07-20 | 2021-01-20 | 住友電気工業株式会社 | 光ファイバ用線引炉のシール構造、光ファイバの製造方法 |
| JP6904235B2 (ja) * | 2017-12-15 | 2021-07-14 | 住友電気工業株式会社 | 光ファイバの線引装置に用いられる冷却装置 |
| CN113788612B (zh) * | 2021-09-03 | 2023-03-07 | 武汉睿芯特种光纤有限责任公司 | 一种光纤预制棒密封装置及拉丝炉 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012033158A1 (ja) * | 2010-09-10 | 2012-03-15 | 住友電気工業株式会社 | 光ファイバ用線引炉のシール構造 |
| WO2012053394A1 (ja) * | 2010-10-19 | 2012-04-26 | 住友電気工業株式会社 | 光ファイバ用線引炉のシール構造 |
-
2013
- 2013-01-24 JP JP2013010950A patent/JP6024475B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014141373A (ja) | 2014-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012053394A1 (ja) | 光ファイバ用線引炉のシール構造 | |
| WO2014115849A1 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 | |
| JP6024475B2 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 | |
| JP5023016B2 (ja) | 光ファイバ製造装置および線引き炉のシール方法 | |
| JP5346567B2 (ja) | 光ファイバ製造装置、光ファイバの製造方法 | |
| JP4404015B2 (ja) | 光ファイバ線引装置、該装置に用いるシール機構、及び光ファイバの線引き方法 | |
| JP6048190B2 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの線引方法 | |
| WO2012033158A1 (ja) | 光ファイバ用線引炉のシール構造 | |
| WO2014129471A1 (ja) | 光ファイバ線引方法および光ファイバ線引装置 | |
| CN106186663A (zh) | 一种新型光纤拉丝炉 | |
| JP2010173895A (ja) | 光ファイバの製造装置、光ファイバの製造方法 | |
| JP5821514B2 (ja) | 光ファイバ母材のシール構造 | |
| JP5834561B2 (ja) | 光ファイバ母材用加熱炉のシール構造 | |
| JP5768484B2 (ja) | 耐熱ばね及びそれを用いた光ファイバ用線引炉のシール構造 | |
| JP2013010657A (ja) | 光ファイバ用線引炉のシール構造 | |
| JP6421569B2 (ja) | 光ファイバ製造方法及び光ファイバ製造装置 | |
| JP6665695B2 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの製造方法 | |
| JP5306839B2 (ja) | 光ファイバ母材の製造装置 | |
| HK1188203B (en) | Sealing structure for optical fiber drawing furnace | |
| JP7476799B2 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの製造方法 | |
| KR100641939B1 (ko) | 이동 가능한 mcvd 공정용 보조 가열 장치 | |
| CN220931712U (zh) | 加热炉 | |
| JP6816670B2 (ja) | 光ファイバ用線引炉のシール構造、光ファイバの製造方法 | |
| CN116239295B (zh) | 用于高精度波导玻璃拉制的具有旋转基座的感应炉 | |
| JP5757193B2 (ja) | 加熱炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6024475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |