JP6027403B2 - スライディングノズル用のプレート再生品の製造方法 - Google Patents
スライディングノズル用のプレート再生品の製造方法 Download PDFInfo
- Publication number
- JP6027403B2 JP6027403B2 JP2012248408A JP2012248408A JP6027403B2 JP 6027403 B2 JP6027403 B2 JP 6027403B2 JP 2012248408 A JP2012248408 A JP 2012248408A JP 2012248408 A JP2012248408 A JP 2012248408A JP 6027403 B2 JP6027403 B2 JP 6027403B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- heating
- sliding nozzle
- refractory material
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/28—Plates therefor
- B22D41/30—Manufacturing or repairing thereof
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Sliding-Contact Bearings (AREA)
Description
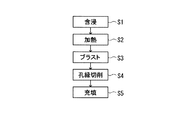
タール及びピッチの少なくとも一方を含有する液体に、使用済みプレートを浸漬し、プレートのマトリクスに含浸させる。含浸用の液体は、加熱することにより、或いは、希釈により、粘度を変化させて、マトリクス内への浸入し易さを調整することができる。含浸に先立ち、使用済みプレートを減圧下において、マトリクスの開気孔を脱気しておけば、効率的に液体が含浸される。液体を加圧しながら含浸させることにより、より多くの液体を強制的にマトリクス内に浸入させることができる。
温度条件は、200℃〜400℃(ベーキング)、500℃〜700℃(コーキング)とすることができる。加熱することにより、プレートのマトリクスに含浸したタール及び/又はピッチ中の揮発成分が除去される。これにより、スライディングノズルに取付けて使用している際に、プレートから発煙することが防止される。
加熱された後のプレートの表面には、タール及び/又はピッチの滓が残留している。そこで、プレートの表面に粒体(投射材)を投射し、滓の除去を行なう。投射材の種類、粒子径、投射速度などの条件は、プレートを構成する耐火煉瓦の種類やタール及び/又はピッチの種類等に応じて、適宜設定することができる。
使用済みプレートの貫通孔の周縁を、切削工具で切削する。一般的なプレートの貫通孔は、断面形状が円形であり、同心円状に切削する。孔縁切削S4に先立って含浸S1が行われていることにより、使用によりポーラスとなり脆くなっていたプレートのマトリクスが緻密化している。そのため、機械的な切削が行い易く、きれいに孔縁を切削することができる。
開口幅及び深さがそれぞれ1mm以下の凹部に、プレートをスライディングノズルに取付けて使用する際の加熱に伴う、生成反応及び結晶構造変化の少なくとも一方によって体積が増加する熱膨張性耐火材料を充填する。これにより、含浸S1の際にタール及び/又はピッチが十分に充填されなかった凹部が、熱膨張性耐火材料で充填される。なお、開口幅及び深さが0.01mmより小さい凹部は、含浸S1の際にタール及び/又はピッチによって充填されている。そのため、熱膨張性耐火材料は、開口幅及び深さが0.01mm以上1.0mm以下の凹部に充填すれば良い。
酸化アルミニウム:分子量102、密度3.99(コランダムとして)
二酸化珪素:分子量60、密度2.53(石英として)
ムライト:分子量426、密度3.17
従って、ムライト1モルの生成前と生成後とでは、体積は次のように増加する。
生成前(3Al2O3+2SiO2)の体積:124.1cm3
生成後(3Al2O3・2SiO2)の体積:134.4cm3
酸化マグネシウム:分子量40、密度3.65
酸化アルミニウム:分子量102、密度3.99(コランダムとして)
スピネル:分子量142、密度3.60
従って、スピネル1モルの生成前と生成後とでは、体積は次のように増加する。
生成前(MgO+Al2O3)の体積:36.5cm3
生成後(MgO・Al2O3)の体積:39.4cm3
酸化チタン:分子量80、密度4.25(ルチルとして)
酸化アルミニウム:分子量102、密度3.99(コランダムとして)
チタン酸アルミニウム:分子量182、密度3.65
従って、チタン酸アルミニウム1モルの生成前と生成後とでは、体積は次のように増加する。
生成前(TiO2+Al2O3)の体積:44.3cm3
生成後(TiO2・Al2O3)の体積:49.8cm3
Al2O3(平均粒子径:5μm) 71質量%
SiO2(平均粒子径:1μm) 24質量%
その他の成分(バインダー等) 5質量%
MgO(平均粒子径:20μm) 5質量%
Al2O3(平均粒子径:5μm) 92質量%
その他の成分(バインダー等) 3質量%
プレートの表面を、グラインダで研磨する。例えば、円盤状の砥石を備えるグラインダを使用し、砥石をプレートの面に対して垂直な軸周りに回転させながら、プレートの表面に対して平行に移動させて研磨する。その際、プレートの表面から厚さ0.5mm〜1.0mmが除かれるように、研磨することができる。研磨S6に先立って含浸S1が行われていることにより、使用によりポーラスとなり脆くなっていたプレートのマトリクスが緻密化している。そのため、機械的な研磨が行いやすく、研磨に伴うプレート表面の剥落が抑制されている。
S2 加熱
S3 ブラスト
S4 孔縁切削
S5 充填
S6 研磨
Claims (3)
- 耐火煉瓦で形成され、貫通孔を有するプレートのマトリクスに、タール及びピッチの少なくとも一方を含む液体を含浸させることと、
前記液体を含浸させた前記プレートを加熱し、揮発成分を除去することと、
前記液体を含浸させ加熱した後の前記プレートの前記貫通孔の周縁を切削することと、
前記貫通孔の周縁を切削した後の前記プレートの表面に存する、開口幅及び深さがそれぞれ1mm以下の凹部に、前記プレートをスライディングノズルに取付けて使用する際の加熱に伴う、生成反応及び結晶構造変化の少なくとも一方によって体積が増加する熱膨張性耐火材料として、加熱によってより低密度のスピネルが合成される酸化マグネシウム及び酸化アルミニウムを含有する耐火材料、加熱によってより低密度のチタン酸アルミニウムが合成される酸化チタン及び酸化アルミニウムを含有する耐火材料、並びに、加熱によって結晶構造が変化し、より低密度の結晶相に転移するセラミックス材料を含有する耐火材料、から選ばれる耐火材料を充填することと
を具備する再生処理を、スライディングノズルに使用された後のプレートに施す
ことを特徴とするスライディングノズル用のプレート再生品の製造方法。 - 前記再生処理は、
前記液体を含浸させ加熱した後で、前記凹部に前記熱膨張性耐火材料を充填する前の前記プレートの表面を研磨することと、
研磨した後の前記プレートの片面に板材を貼付することとを、更に具備する
ことを特徴とする請求項1に記載のスライディングノズル用のプレート再生品の製造方法。 - 前記再生処理が施された前記プレートを、スライディングノズルに取付けて使用し、その後にスライディングノズルから取外し、再度、前記再生処理を施す
ことを特徴とする請求項1または請求項2に記載のスライディングノズル用のプレート再生品の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012248408A JP6027403B2 (ja) | 2012-11-12 | 2012-11-12 | スライディングノズル用のプレート再生品の製造方法 |
| EP13191615.7A EP2730352B1 (en) | 2012-11-12 | 2013-11-05 | Manufacturing method of recycled plate for sliding nozzle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012248408A JP6027403B2 (ja) | 2012-11-12 | 2012-11-12 | スライディングノズル用のプレート再生品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014094403A JP2014094403A (ja) | 2014-05-22 |
| JP6027403B2 true JP6027403B2 (ja) | 2016-11-16 |
Family
ID=49554041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012248408A Active JP6027403B2 (ja) | 2012-11-12 | 2012-11-12 | スライディングノズル用のプレート再生品の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2730352B1 (ja) |
| JP (1) | JP6027403B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112355298A (zh) * | 2020-11-09 | 2021-02-12 | 芜湖新兴铸管有限责任公司 | 连铸中间包事故闸板装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2060842A (en) * | 1979-08-01 | 1981-05-07 | Fichera E | Methods of repairing refractories for sliding valves and means for performing it |
| JPS58110472A (ja) * | 1981-12-21 | 1983-07-01 | 川崎製鉄株式会社 | スライデイングノズル用プレ−トレンガの熱間補修材 |
| DE3527756A1 (de) * | 1985-08-02 | 1987-03-26 | Didier Werke Ag | Verfahren zum erneuern von in schieberverschluessen verwendeten feuerfesten platten |
| JP2558364B2 (ja) * | 1989-12-07 | 1996-11-27 | 品川白煉瓦株式会社 | スライドバルブ用プレートれんがの補修方法 |
| JP4980275B2 (ja) * | 2008-03-26 | 2012-07-18 | 東京窯業株式会社 | スライディングノズルプレートの再生方法 |
-
2012
- 2012-11-12 JP JP2012248408A patent/JP6027403B2/ja active Active
-
2013
- 2013-11-05 EP EP13191615.7A patent/EP2730352B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2730352A3 (en) | 2017-08-30 |
| JP2014094403A (ja) | 2014-05-22 |
| EP2730352B1 (en) | 2018-08-01 |
| EP2730352A2 (en) | 2014-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5279915B2 (ja) | 耐火成形体の製造方法 | |
| JPH0413308B2 (ja) | ||
| CN103664205B (zh) | 抗热震低膨胀红柱石浇注料 | |
| CN102177106B (zh) | 具有改善的抗熔渣性质的耐火材料 | |
| JP6027404B2 (ja) | スライディングノズル用のプレート再生品の製造方法及びプレート再生品 | |
| JP6027403B2 (ja) | スライディングノズル用のプレート再生品の製造方法 | |
| JP6027405B2 (ja) | スライディングノズル用のプレート再生品の製造方法 | |
| CN106132904A (zh) | 铸造用耐火物以及使用该铸造用耐火物的铸造用喷嘴及滑动喷嘴用板 | |
| CN102356052B (zh) | 耐火物、使用该耐火物的连续铸造用浇注嘴及该连续铸造用浇注嘴的制造方法、以及使用该连续铸造用浇注嘴的连续铸造方法 | |
| JP2015171724A (ja) | 鋳型形成用スラリー、鋳型、および、鋳型の製造方法 | |
| JP2007538219A5 (ja) | ||
| JP2009233685A (ja) | スライディングノズルプレートの再生方法 | |
| RU2101263C1 (ru) | Муллитовый материал для производства огнеупорных изделий, способ изготовления муллитового материала для производства огнеупорных изделий и огнеупорное слоистое изделие | |
| JP5920412B2 (ja) | 連続鋳造ノズル | |
| JP3187621U (ja) | リチウムイオン電池における正極材用焼成治具 | |
| JP2010236782A (ja) | 耐火物ライニング層の施工方法 | |
| CA3021710A1 (en) | Ceramic refractory coatings | |
| CN215592955U (zh) | 一种复合型铝镁碳砖 | |
| CN116948435B (zh) | 一种用于中包内衬的高抗侵蚀性涂料 | |
| JP4701718B2 (ja) | コークス炉炭化室の補修材料 | |
| CN109809805A (zh) | 一种用于治金水口的碳化硅陶瓷膜制备方法 | |
| JP6113100B2 (ja) | アルミニウム鋳造用黒鉛鋳型 | |
| JP4665520B2 (ja) | コークス炉炭化室の補修方法 | |
| KR100544063B1 (ko) | 용융금속 흐름 제어용 슬라이팅 플레이트 내화재 | |
| Maryasev et al. | A versatile carbon-containing refractory material with a ceramic bond |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160715 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160715 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161014 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6027403 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |