JP6037018B2 - 抵抗スポット溶接方法 - Google Patents
抵抗スポット溶接方法 Download PDFInfo
- Publication number
- JP6037018B2 JP6037018B2 JP2015529734A JP2015529734A JP6037018B2 JP 6037018 B2 JP6037018 B2 JP 6037018B2 JP 2015529734 A JP2015529734 A JP 2015529734A JP 2015529734 A JP2015529734 A JP 2015529734A JP 6037018 B2 JP6037018 B2 JP 6037018B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- tip
- plate
- aluminum plate
- resistance spot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
- B23K11/20—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded of different metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
- B23K11/115—Spot welding by means of two electrodes placed opposite one another on both sides of the welded parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
- B23K11/3009—Pressure electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0205—Non-consumable electrodes; C-electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/20—Ferrous alloys and aluminium or alloys thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
Description
鋼板と接する電極の先端径DFeと、アルミニウム板と接する電極の先端径DAlとの関係が、
DFe<DAl
を満たし、
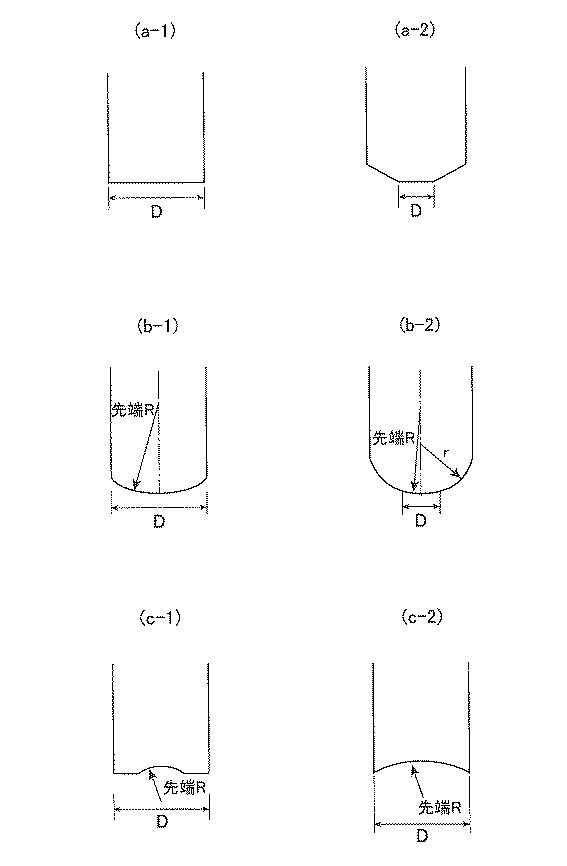
かつ、アルミニウム板と接する電極の先端形状が、フラット形状か、先端曲率半径が170mm以上の凸型形状か、先端曲率半径が10mm以上の凹型形状かのいずれかとすることを特徴とする抵抗スポット溶接方法。
DAl≧3tAl
を満たすことを特徴とする前記[1]または[2]に記載の抵抗スポット溶接方法。
2 アルミニウム板
3 板組み
4 鋼板と接する電極(上電極)
5 アルミニウム板と接触する電極(下電極)
Claims (4)
- 鋼板とアルミニウム板を複数枚重ねて、最外側に配置される板の一方が鋼板で、他方がアルミニウム板とした板組みを抵抗スポット溶接する(ただし、溶接中の通電時間が200msec以上を除く)に際して、
鋼板と接する電極の先端径DFeと、アルミニウム板と接する電極の先端径DAlとの関係が、
DFe<DAl
を満たし、
かつ、アルミニウム板と接する電極の先端形状が、フラット形状か、先端曲率半径が170mm以上の凸型形状か、先端曲率半径が10mm以上の凹型形状かのいずれかとすることを特徴とする抵抗スポット溶接方法。 - アルミニウム板と接する電極の先端形状が、先端曲率半径が170mm以上1500mm以下の凸型形状か、先端曲率半径が10mm以上1000mm以下の凹型形状かのいずれかとすることを特徴とする請求項1に記載の抵抗スポット溶接方法。
- アルミニウム板と接する電極の先端径DAlと、当該アルミニウム板の板厚tAlの関係が、
DAl≧3tAl
を満たすことを特徴とする請求項1または2に記載の抵抗スポット溶接方法。 - 接合部中心におけるアルミニウム板のインデンテーション量が減厚率(接合部中央の板厚/元板厚)で0.8以上の溶接部を形成させることを特徴とする請求項1乃至3に記載の抵抗スポット溶接方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014042445 | 2014-03-05 | ||
| JP2014042445 | 2014-03-05 | ||
| PCT/JP2015/000994 WO2015133096A1 (ja) | 2014-03-05 | 2015-02-26 | 抵抗スポット溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6037018B2 true JP6037018B2 (ja) | 2016-11-30 |
| JPWO2015133096A1 JPWO2015133096A1 (ja) | 2017-04-06 |
Family
ID=54054913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015529734A Active JP6037018B2 (ja) | 2014-03-05 | 2015-02-26 | 抵抗スポット溶接方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6037018B2 (ja) |
| WO (1) | WO2015133096A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6794006B2 (ja) * | 2015-09-25 | 2020-12-02 | Jfeスチール株式会社 | 抵抗スポット溶接継手、抵抗スポット溶接方法および抵抗スポット溶接継手の製造方法 |
| KR101988761B1 (ko) * | 2017-12-20 | 2019-06-12 | 주식회사 포스코 | 이종 강판의 저항 점 용접방법 |
| KR102523025B1 (ko) * | 2021-10-20 | 2023-04-18 | 주식회사 성우하이텍 | 스폿 용접용 캡 팁 조립체 |
| US12337406B2 (en) | 2022-04-04 | 2025-06-24 | Kth Parts Industries, Inc. | Contoured electrodes for joining workpieces with curved surfaces |
| DE102023116683A1 (de) | 2023-06-26 | 2025-01-02 | Audi Aktiengesellschaft | Schweißzange mit angepassten Elektrodenkappen für das Widerstandspunktschweißen von unterschiedlichen Materialsystemen, Schweißanlage mit einer solchen Schweißzange und Fertigungslinie mit einer solchen Schweißanlage |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101043968A (zh) * | 2004-10-26 | 2007-09-26 | 本田技研工业株式会社 | 铁基部件和铝基部件的接合方法 |
| JP2006224148A (ja) * | 2005-02-17 | 2006-08-31 | Kobe Steel Ltd | 異材の抵抗スポット溶接方法 |
| JP4971821B2 (ja) * | 2007-02-16 | 2012-07-11 | 株式会社神戸製鋼所 | 鋼材とアルミニウム材との異材接合方法 |
-
2015
- 2015-02-26 JP JP2015529734A patent/JP6037018B2/ja active Active
- 2015-02-26 WO PCT/JP2015/000994 patent/WO2015133096A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015133096A1 (ja) | 2015-09-11 |
| JPWO2015133096A1 (ja) | 2017-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6108030B2 (ja) | 抵抗スポット溶接方法 | |
| JP5689492B2 (ja) | 異材接合用溶加材及び異材溶接構造体の製造方法 | |
| CN104661784B (zh) | 接头强度优异的高强度钢板的点焊方法 | |
| JP5999293B1 (ja) | 抵抗スポット溶接方法および抵抗スポット溶接継手の製造方法 | |
| JP6360056B2 (ja) | 抵抗スポット溶接方法 | |
| JP6037018B2 (ja) | 抵抗スポット溶接方法 | |
| CN110461528B (zh) | 电阻点焊接头的制造方法 | |
| JP6041374B2 (ja) | 板厚の異なる鋼板のスポット溶接方法 | |
| JP2016059954A (ja) | 抵抗スポット溶接方法 | |
| JP5315207B2 (ja) | 異材接合体及び異材抵抗スポット溶接方法 | |
| WO2018181232A1 (ja) | 抵抗スポット溶接継手の製造方法 | |
| JP2018069289A (ja) | 異種金属板の接合方法 | |
| JP2022000315A (ja) | ウェルドボンド継手の製造方法 | |
| JP2008161877A (ja) | 重ね抵抗スポット溶接方法 | |
| US11752567B2 (en) | Capacitive discharge welding of dissimilar metals | |
| JP2008200750A (ja) | 片面アークスポット溶接方法 | |
| JP6451463B2 (ja) | 板厚違い鋼板の重ねスポット溶接電極及びその電極を用いたスポット溶接方法 | |
| JP2008246558A (ja) | めっき鋼板とアルミニウム合金板との異材同士の突合せ接合継手及びその接合方法 | |
| JP6068147B2 (ja) | 溶接継手及び溶接継手の製造方法 | |
| US20200164472A1 (en) | Wire for welding different types of materials and method of manufacturing the same | |
| JP2024040644A (ja) | 抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法 | |
| KR101871077B1 (ko) | 저항 스폿 용접 방법 및 용접 구조물 | |
| JP6811063B2 (ja) | 抵抗スポット溶接方法および抵抗スポット溶接継手の製造方法 | |
| JP6591030B2 (ja) | 接合体および自動車用シートフレーム | |
| JP6794006B2 (ja) | 抵抗スポット溶接継手、抵抗スポット溶接方法および抵抗スポット溶接継手の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6037018 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |