JP6038191B2 - センサ窓を備えた合わせガラスの製造方法 - Google Patents
センサ窓を備えた合わせガラスの製造方法 Download PDFInfo
- Publication number
- JP6038191B2 JP6038191B2 JP2014560287A JP2014560287A JP6038191B2 JP 6038191 B2 JP6038191 B2 JP 6038191B2 JP 2014560287 A JP2014560287 A JP 2014560287A JP 2014560287 A JP2014560287 A JP 2014560287A JP 6038191 B2 JP6038191 B2 JP 6038191B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer film
- suction table
- coating
- glass
- coated polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure
- B23K26/123—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure in an atmosphere of particular gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/361—Removing material for deburring or mechanical trimming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10174—Coatings of a metallic or dielectric material on a constituent layer of glass or polymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10981—Pre-treatment of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/18—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by an internal layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials
- B23K2103/166—Multilayered materials
- B23K2103/172—Multilayered materials wherein at least one of the layers is non-metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic materials
- B23K2103/42—Plastics other than composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laser Beam Processing (AREA)
- Laminated Bodies (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
コーティングされたポリマフィルム1は、ロール形状で提供され、下側の搬送ローラ4.2から繰り出され、上側の搬送ローラ4.1に巻き上げられた。吸引テーブル3は、旋回アーム3.3を有し、該旋回アーム3.3には下側のプレート3.2が配置され、下側のプレート3.2には上側のプレート3.1が配置されている。上側のプレート3.1の材料は、アルミニウムである。上側のプレート3.1は、2つのフライス加工凹部25.1,25.2を有している。該フライス加工凹部25.1,25.2には、2.1mmの厚さを有する2つのガラスプレート2.1,2.2が面一に嵌め込まれて接着された。ガラスプレート2.1,2.2の位置は、後に形成されるセンサ窓19の位置に相当する。レーザ加工装置9,8,7,6,5、ガラスプレート2.1,2.2を備える吸引テーブル3およびコーティングされたポリマフィルム1は、保護ガスを有するチャンバ10の内部に位置しており、該チャンバ10には粒子吸引部12が接続された。コーティングされたポリマフィルム1は、搬送ローラ4を介して部分的に繰り出される。この場合、コーティングされたポリマフィルム1のコーティング1.2は、上方に向かって2Dレーザスキャナ5に向かう方向に配向されていた。搬送ローラ4は停止され、かつ負圧が吸引テーブル3に供給される。吸引テーブル3と、コーティングされたポリマフィルム1との間の空気は、この場合、上側のプレート3.1の吸引ノズル14を介して取り除かれ、コーティングされたポリマフォルム1は、緊張される。次いで、コーティングされたポリマフィルム1のコーティング1.2は、ガラスプレート2.1,2.2の領域において、2つの2Dレーザスキャナ5.1,5.2により除去される。この場合、吸引テーブル3の上側のプレート3.1は、ガラスプレート2.1,2.2により保護されている。これにより、吸引テーブル3の表面は損傷されない。これにより、金属粒子の剥離は阻止される。したがって、吸引テーブル3のクリーニングは、不要である。負圧は取り除かれ、搬送ローラ4を介して新たなフィルム区分が装入される。
比較例2では、センサ窓を備えた合わせガラスが、実施例1におけるのと同様に形成されるが、以下の点で異なっている。すなわち、吸引テーブル3の上側のプレート3.1にガラスプレート2が嵌め込まれていない。これにより、吸引テーブル3の上側のプレート3.1は、コーティングされたポリマフィルム1のレーザ加工時に損傷され、このことはテーブル表面における金属粒子の剥離をもたらす。これらの金属粒子は、コーティングされたポリマフィルム1に付着し、該ポリマフィルムの損傷をもたらす。コーティングされたポリマフィルム1のコーティング1.2の損傷をできるだけ少なく維持するために、フィルム部分を100個加工した後に、吸引テーブルの手動のクリーニングが必要である。
1.1 ポリマフィルム
1.2 コーティング
1.3 コーティングを除去された領域
2 ガラスプレート
2.1 第1のガラスプレート
2.2 第2のガラスプレート
3 吸引テーブル
3.1 上側のプレート
3.2 下側のプレート
3.3 旋回アーム
4 搬送ローラ
4.1 上側の搬送ローラ
4.2 下側の搬送ローラ
5 2Dレーザスキャナ
5.1 第1の2Dレーザスキャナ
5.2 第2の2Dレーザスキャナ
6 変向ミラー
6.1 第1の変向ミラー
6.2 第2の変向ミラー
7 光線エクスパンダ
7.1 第1の光線エクスパンダ
7.2 第2の光線エクスパンダ
8 レーザ光線
8.1 第1のレーザ光線
8.2 第2のレーザ光線
9 レーザ源
9.1 第1のレーザ源
9.2 第2のレーザ源
10 チャンバ
12 粒子吸引器
13 3Dレーザスキャナ
14 吸引ノズル
15 ベースガラス
16 第1のラミネートフィルム
17 第2のラミネートフィルム
18 カバーガラス
19 センサ窓
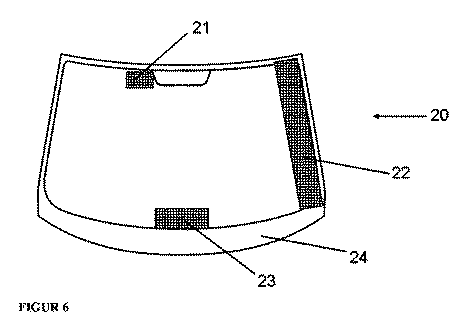
20 センサ窓を備えたウィンドガラス
21 無線式料金収受システムのためのセンサ窓
22 アンテナのためのセンサ窓
23 レーダー探知機のためのセンサ窓
24 黒色塗装部を有するウィンドガラス縁部
25 フライス加工凹部
25.1 第1のフライス加工凹部
25.2 第2のフライス加工凹部
A 部分
Claims (17)
- ベースガラス(15)と、第1のラミネートフィルム(16)と、コーティング(1.2)を備えたコーティングされたポリマフィルム(1)と、第2のラミネートフィルム(17)と、カバーガラス(18)とから成る、少なくとも1つのセンサ窓(19)を有する合わせガラスの製造方法であって、
a)前記コーティングされたポリマフィルム(1)を、1つまたは複数のガラスプレートが配置された吸引テーブル(3)にわたって緊張させ、前記コーティング(1,2)は、前記吸引テーブルから離れる方向に向けられているステップと、
b)前記コーティングされたポリマフィルム(1)に、レーザを用いて、コーティングを除去された少なくとも1つの領域(1.3)を形成し、前記ポリマフィルム(1)のコーティングを、前記コーティングされたポリマフィルム(1)に対して垂直方向に配置された少なくとも1つの2Dレーザスキャナ(5.1,5.2)または3Dレーザスキャナ(13)により除去し、前記ポリマフィルム(1)の前記コーティング(1,2)は、前記レーザスキャナ(5.1,5.2,13)に向いているステップと、
c)前記ベースガラス(15)に、前記第1のラミネートフィルム(16)を配置し、該第1のラミネートフィルム(16)に前記コーティングされたポリマフィルム(1)を配置し、該コーティングされたポリマフィルム(1)に前記第2のラミネートフィルム(17)を配置し、かつ該ラミネートフィルム(17)上に前記カバーガラス(18)を配置するステップと、
d)前記配置するステップにより形成されたアセンブリをオートクレーブ処理するステップと、を有し、
前記吸引テーブル(3)は、第1のプレート(3.2)及び第2のプレート(3.1)を有し、前記第2のプレート(3.1)のフライス加工凹部(25.1,25.2)内に装入されたガラスプレート(2.1,2.2)を備えた前記吸引テーブル(3)を使用し、
前記コーティングを除去された領域(1.3)を吸引テーブル(3)に配置された前記ガラスプレート(2.1,2.2)上で形成することを特徴とする、少なくとも1つのセンサ窓(19)を有する合わせガラスの製造方法。 - 旋回アーム(3.3)と、該旋回アーム(3.3)の上に組み付けられた前記第1のプレート(3.2)と、該第1のプレート(3.2)上に組み付けられた前記第2のプレート(3.1)とを備えた前記吸引テーブル(3)を使用する、請求項1記載の合わせガラスの製造方法。
- 前記吸引テーブル(3)を鉛直方向に配置する、請求項1または2記載の合わせガラスの製造方法。
- 前記ガラスプレート(2.1,2.2)を、エポキシ樹脂、ポリウレタン接着剤、シリコーン、瞬間接着剤および/またはこれらの混合物の群から成る接着剤を用いて取り付ける、請求項1から3までのいずれか1項記載の合わせガラスの製造方法。
- 搬送ローラ(4.1,4.2)によって前記コーティングされたポリマフィルム(1)を繰り出すことにより連続的に行う方法であって、
m)前記コーティングされたポリマフィルム(1)を、2つの搬送ローラ(4.1,4.2)を介して、前記吸引テーブル(3)の長さにわたって繰り出し、前記搬送ローラ(4.1,4.2)は、前記吸引テーブル(3)の側方に配置されており、前記吸引テーブル(3)は、前記搬送ローラ(4.1,4.2)の間にあるので、前記コーティングされたポリマフィルム(1)は、前記吸引テーブル(3)の表面に対して平行に前記搬送ローラ(4.1,4.2)を介して繰り出されかつ巻き上げられることができ、
n)前記搬送ローラ(4.1,4.2)を停止させ、
o)前記吸引テーブル(3)の吸引ノズル(14)を介して、前記吸引テーブル(3)と前記コーティングされたポリマフィルム(1)との間に負圧を供給し、前記コーティングされたポリマフィルム(1)を緊張させ、
p)前記コーティングされたポリマフィルム(1)に、前記ガラスプレート(2.1,2.2)の領域において、レーザを用いて、コーティングを除去された少なくとも1つの領域(1.3)を形成し、
q)前記吸引テーブル(3)に送気し、
この場合に、レーザ加工過程により発生した粒子を粒子吸引部(12)を介して取り除く、請求項1から4までのいずれか1項記載の方法。 - 前記レーザ加工を、窒素および/またはアルゴンおよび/または窒素およびアルゴンの混合物を含む保護ガス雰囲気を備えたチャンバ(10)内で行う、請求項1から5までのいずれか1項記載の方法。
- 前記コーティングされたポリマフィルム(1)のコーティングを、300nm〜1300nmの波長で除去する、請求項1記載の方法。
- 前記コーティングされたポリマフィルム(1)に、ポリエチレンテレフタラート、ポリエチレン、ポリプロピレン、ポリカーボネート、ポリブチレンテレフタレート、ポリエチレンナフタレートおよび/またはこれらの混合物および/またはコポリマーを使用し、前記コーティング(1.2)は、銀、金、銅、インジウム、錫、亜鉛、ロジウム、白金、パラジウムおよび/またはその混合物および/または合金を含む金属コーティングである、請求項1から7までのいずれか1項記載の方法。
- 前記コーティングを除去された領域(1.3)において、前記コーティング(1.2)の少なくとも80重量%を取り除く、請求項1から8までのいずれか1項記載の方法。
- 前記コーティングを除去された領域(1.3)は、300nm〜1300nmの電磁放射線の波長領域において少なくとも75%の、電磁放射線のための平均透過率を有している、請求項1から9までのいずれか1項記載の方法。
- コーティングされたポリマフィルム(1)をレーザ加工する装置であって、
r)旋回アーム(3.3)と、該旋回アーム(3.3)に取り付けられた第1のプレート(3.2)と、該第1のプレート(3.2)に取り付けられた第2のプレート(3.1)とを備えた吸引テーブル(3)と、
s)前記吸引テーブル(3)の前記第2のプレート(3.1)のフライス加工凹部(25.1,25.2)内に装入された少なくとも1つのガラスプレート(2.1,2.2)と、
t)前記吸引テーブル(3)の表面に対して垂直方向に配向され、かつ少なくとも前記ガラスプレート(2.1,2.2)の領域を覆う作業領域を有する3Dレーザスキャナ(13)または少なくとも1つの2Dレーザスキャナ(5.1,5.2)と
を備えることを特徴とする、コーティングされたポリマフィルムをレーザ加工する装置。 - 保護ガス雰囲気を有するチャンバ(10)内に配置されている、請求項11記載の装置。
- 前記吸引テーブル(3)の側方に配置された搬送ローラ(4.1,4.2)を備え、前記吸引テーブル(3)は、前記搬送ローラ(4.1,4.2)の間にあるので、前記コーティングされたポリマフィルム(1)は、前記吸引テーブル(3)の表面に対して平行に前記搬送ローラ(4.1,4.2)を介して部分的に繰り出されかつ巻き上げられ得る、請求項11または12記載の装置。
- 前記コーティングされたポリマフィルム(1)のコーティングをレーザにより除去するための請求項11記載の装置の使用。
- 前記コーティングを除去された領域(13)において、前記コーティング(1.2)の少なくとも90重量%を取り除く、請求項9記載の方法。
- 前記コーティングを除去された領域(1.3)は、300nm〜1300nmの電磁放射線の波長領域において少なくとも85%の、電磁放射線のための平均透過率を有している、請求項10記載の方法。
- 前記該搬送ローラ(4.1,4.2)は、前記チャンバ(10)の外側に位置している、請求項13記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12158021.1 | 2012-03-05 | ||
| EP12158021 | 2012-03-05 | ||
| PCT/EP2013/052202 WO2013131698A1 (de) | 2012-03-05 | 2013-02-05 | Verfahren zur herstellung einer verbundglasscheibe mit sensorfenster |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015517968A JP2015517968A (ja) | 2015-06-25 |
| JP6038191B2 true JP6038191B2 (ja) | 2016-12-07 |
Family
ID=47633102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014560287A Expired - Fee Related JP6038191B2 (ja) | 2012-03-05 | 2013-02-05 | センサ窓を備えた合わせガラスの製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9475268B2 (ja) |
| EP (1) | EP2822728B1 (ja) |
| JP (1) | JP6038191B2 (ja) |
| KR (1) | KR101685777B1 (ja) |
| CN (1) | CN104159699B (ja) |
| BR (1) | BR112014017114B1 (ja) |
| ES (1) | ES2694244T3 (ja) |
| MX (1) | MX352464B (ja) |
| PL (1) | PL2822728T3 (ja) |
| PT (1) | PT2822728T (ja) |
| TR (1) | TR201816584T4 (ja) |
| WO (1) | WO2013131698A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10112257B1 (en) | 2010-07-09 | 2018-10-30 | General Lasertronics Corporation | Coating ablating apparatus with coating removal detection |
| US9895771B2 (en) | 2012-02-28 | 2018-02-20 | General Lasertronics Corporation | Laser ablation for the environmentally beneficial removal of surface coatings |
| DE102012012566B3 (de) * | 2012-06-23 | 2013-12-05 | Audi Ag | Verbundscheibe für einen Kraftwagen und Kraftwagen mit einer solchen Verbundscheibe. |
| US20190091971A1 (en) * | 2015-10-23 | 2019-03-28 | Saint-Gobain Glass France | Method for producing a composite pane having an infrared-reflecting coating on a carrier film |
| RU2705015C1 (ru) * | 2016-04-12 | 2019-11-01 | Сэн-Гобэн Гласс Франс | Многослойное стекло с сенсорной системой, передающая система и способ изготовления многослойного стекла с сенсорной системой |
| US20190018366A1 (en) * | 2016-05-23 | 2019-01-17 | Saint-Gobain Glass France | Laminated glass pane having a sensor assembly and method for producing a laminated glass pane having a sensor assembly |
| CN109153234B (zh) | 2017-04-28 | 2022-06-03 | 法国圣戈班玻璃厂 | 松弛层压膜而降低复合玻璃板中的橙皮效应 |
| JP6916718B2 (ja) * | 2017-11-15 | 2021-08-11 | 東レエンジニアリング株式会社 | レーザ加工装置 |
| CO2018000469A1 (es) * | 2017-11-30 | 2018-04-30 | Agp America Sa | Laminado automotriz con capa de compensación de sustrato de borde sólido invisible |
| MX2020005591A (es) | 2017-11-30 | 2020-09-17 | Saint Gobain | Metodo para producir un panel recubierto, impreso. |
| DE102018217970A1 (de) * | 2018-10-19 | 2020-04-23 | Hegla Boraident Gmbh & Co. Kg | Verfahren zur Herstellung einer elektronischen Struktur auf einer Glasscheibe sowie Glastafel mit mindestens einer derartigen Glasscheibe |
| CN109521907A (zh) * | 2018-11-13 | 2019-03-26 | 信利光电股份有限公司 | 一种曲面触摸屏的贴合方法 |
| DE102019131305B3 (de) * | 2019-11-20 | 2020-12-10 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Verfahren zum Herstellen einer Verbundscheibe eines Kraftfahrzeugs und Verbundscheibe |
| DE102021116019A1 (de) | 2021-06-21 | 2022-12-22 | Notion Systems GmbH | Verfahren zum Bedrucken eines Substrats |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5992192A (ja) | 1982-11-17 | 1984-05-28 | Taiyo Sanso Kk | レ−ザ加工装置 |
| JPS61262187A (ja) | 1985-05-17 | 1986-11-20 | Toppan Printing Co Ltd | レ−ザ−によるマ−キング方法 |
| US4705438A (en) | 1986-08-20 | 1987-11-10 | Wesflex International Corporation | Machining center having an inclinable vacuum-holding worktable |
| US5227608A (en) * | 1992-07-31 | 1993-07-13 | Matsuhita Electric Industrial Co., Ltd. | Laser ablation apparatus |
| EP0734325B1 (en) * | 1993-12-17 | 1997-12-29 | Minnesota Mining And Manufacturing Company | Ablative imaging by proximity lithography |
| US5714199A (en) * | 1995-06-07 | 1998-02-03 | Libbey-Owens-Ford Co. | Method for applying a polymer powder onto a pre-heated glass substrate and the resulting article |
| US6203952B1 (en) * | 1999-01-14 | 2001-03-20 | 3M Innovative Properties Company | Imaged article on polymeric substrate |
| BE1013237A3 (fr) * | 2000-01-20 | 2001-11-06 | Wallonia Space Logistics En Ab | Procede d'enlevement local d'un revetement applique sur un substrat translucide ou transparent. |
| AT409430B (de) | 2001-01-26 | 2002-08-26 | Datacon Semiconductor Equip | Einrichtung zur herstellung einer verbindung einer elektronischen schaltung, insbesondere von einem chip und einem träger |
| SE524573C2 (sv) | 2002-11-29 | 2004-08-31 | Baby Bjoern Ab | Barnbärsele innefattande två remöglor som är inbördes förbundna med ett glidbart anordnat förbindningsbeslag |
| JP4084224B2 (ja) | 2003-03-28 | 2008-04-30 | リコーマイクロエレクトロニクス株式会社 | レーザー加工方法 |
| AT412719B (de) * | 2003-06-16 | 2005-06-27 | Eckelt Glas Gmbh | Verfahren und vorrichtung zum bereichsweisen entschichten von glasscheiben |
| GB0408392D0 (en) | 2004-04-15 | 2004-05-19 | Pilkington Plc | Electrically heated window |
| FI118003B (fi) * | 2004-11-09 | 2007-05-31 | Tamglass Ltd Oy | Menetelmä ja laite lasilevyjen laminoimiseksi |
| JP5319921B2 (ja) | 2004-11-19 | 2013-10-16 | ヴェトロテヒ・サン−ゴバン・(インターナショナル)・アクチェンゲゼルシャフト | ガラス板の表面の筋状及び面状の加工をするための方法及び装置 |
| DE102006033296A1 (de) | 2006-07-17 | 2008-01-31 | Manz Automation Ag | Anlage zur Strukturierung von Solarmodulen |
| GB2458986B (en) | 2008-04-08 | 2012-05-30 | M Solv Ltd | Apparatus for patterning thin films on continuous flexible substrates |
| DE102008038118A1 (de) | 2008-08-17 | 2010-02-18 | Du, Keming, Dr. | Verfahren und Anlagen zum Entschichten mit Laserstrahlen |
| PL2325002T5 (pl) * | 2009-11-17 | 2016-06-30 | Saint Gobain | Sposób wytwarzania szyby zespolonej z oknem dla czujnika |
-
2013
- 2013-02-05 JP JP2014560287A patent/JP6038191B2/ja not_active Expired - Fee Related
- 2013-02-05 PL PL13702483T patent/PL2822728T3/pl unknown
- 2013-02-05 WO PCT/EP2013/052202 patent/WO2013131698A1/de not_active Ceased
- 2013-02-05 EP EP13702483.2A patent/EP2822728B1/de active Active
- 2013-02-05 TR TR2018/16584T patent/TR201816584T4/tr unknown
- 2013-02-05 US US14/371,732 patent/US9475268B2/en not_active Expired - Fee Related
- 2013-02-05 CN CN201380012825.9A patent/CN104159699B/zh not_active Expired - Fee Related
- 2013-02-05 ES ES13702483.2T patent/ES2694244T3/es active Active
- 2013-02-05 KR KR1020147024626A patent/KR101685777B1/ko not_active Expired - Fee Related
- 2013-02-05 BR BR112014017114A patent/BR112014017114B1/pt not_active IP Right Cessation
- 2013-02-05 MX MX2014010557A patent/MX352464B/es active IP Right Grant
- 2013-02-05 PT PT13702483T patent/PT2822728T/pt unknown
Also Published As
| Publication number | Publication date |
|---|---|
| PT2822728T (pt) | 2018-11-21 |
| US20150013884A1 (en) | 2015-01-15 |
| TR201816584T4 (tr) | 2018-11-21 |
| US9475268B2 (en) | 2016-10-25 |
| EP2822728B1 (de) | 2018-08-08 |
| BR112014017114A8 (pt) | 2017-07-04 |
| KR20150009954A (ko) | 2015-01-27 |
| ES2694244T3 (es) | 2018-12-19 |
| WO2013131698A1 (de) | 2013-09-12 |
| MX352464B (es) | 2017-11-27 |
| MX2014010557A (es) | 2014-12-05 |
| BR112014017114B1 (pt) | 2018-10-16 |
| JP2015517968A (ja) | 2015-06-25 |
| CN104159699A (zh) | 2014-11-19 |
| KR101685777B1 (ko) | 2016-12-12 |
| BR112014017114A2 (pt) | 2017-06-13 |
| PL2822728T3 (pl) | 2019-01-31 |
| CN104159699B (zh) | 2017-03-08 |
| EP2822728A1 (de) | 2015-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6038191B2 (ja) | センサ窓を備えた合わせガラスの製造方法 | |
| KR102051764B1 (ko) | 캐리어 필름 상에 적외선 반사 코팅을 갖는 복합 페인을 제조하는 방법 | |
| JP6526200B2 (ja) | 防食処理された機能性コーティングを備えた複層板材の製造方法 | |
| JP6545376B2 (ja) | 改善された熱分布を有するラミネートされた加熱可能な車両用窓ガラス | |
| US20160096345A1 (en) | Laminate, method for cutting laminate, method for processing laminate, and device and method for cutting brittle plate-like object | |
| CN106061911A (zh) | 用于切割被层叠的、超薄的玻璃层的方法 | |
| US20210031494A1 (en) | Method for producing a composite pane having polarisation-selective coating | |
| JP2011082184A (ja) | ガラス板の領域からコーティングを除去する方法と装置 | |
| JP2015147725A (ja) | 可塑剤を含有するポリビニルアセタールシートと、可塑剤含分が少ないポリビニルアセタールシートとを有する層状体から、合わせガラス積層体を製造する方法 | |
| CN105722678A (zh) | 制造具有热辐射屏蔽性能的复合玻璃层压体的方法 | |
| CN111315698B (zh) | 用于制造经印刷的经涂覆的玻璃板的方法 | |
| CN115151416B (zh) | 复合玻璃板和制造复合玻璃板的方法 | |
| EP3535122B1 (en) | Fabrication process for laminated glass comprising a functional film | |
| CN111315699B (zh) | 用于制造经印刷、经涂覆的玻璃板的方法 | |
| US20230164888A1 (en) | Coated glazing | |
| EP3538399A1 (de) | Fahrzeugscheibe mit lichtleitkörper für einen sensor | |
| CN113661781B (zh) | 挡风玻璃 | |
| CN117769501A (zh) | 用于驾驶员辅助系统的装置 | |
| US20240075714A1 (en) | Method for producing a composite pane with a functional element | |
| EP4288281A1 (en) | Drying processes for composite films comprising polyvinyl acetal and polyvinyl ethylene acetal resins | |
| CN114556191B (zh) | 用于平视显示器(HUD)的具有p偏振辐射的投影装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160404 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6038191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |