JP6052143B2 - 直動回動装置 - Google Patents
直動回動装置 Download PDFInfo
- Publication number
- JP6052143B2 JP6052143B2 JP2013240243A JP2013240243A JP6052143B2 JP 6052143 B2 JP6052143 B2 JP 6052143B2 JP 2013240243 A JP2013240243 A JP 2013240243A JP 2013240243 A JP2013240243 A JP 2013240243A JP 6052143 B2 JP6052143 B2 JP 6052143B2
- Authority
- JP
- Japan
- Prior art keywords
- rotation
- along
- movement
- linear motion
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3221—Overhead conveying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61B—RAILWAY SYSTEMS; EQUIPMENT THEREFOR NOT OTHERWISE PROVIDED FOR
- B61B3/00—Elevated railway systems with suspended vehicles
- B61B3/02—Elevated railway systems with suspended vehicles with self-propelled vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/902—Devices for picking-up and depositing articles or materials provided with drive systems incorporating rotary and rectilinear movements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/905—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/061—Lifting, gripping, or carrying means, for one or more sheets forming independent means of transport, e.g. suction cups, transport frames
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3202—Mechanical details, e.g. rollers or belts
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3208—Changing the direction of the conveying path
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3218—Conveying cassettes, containers or carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0297—Wafer cassette
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transportation (AREA)
- Warehouses Or Storage Devices (AREA)
- Transmission Devices (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Machine Tool Units (AREA)
- Toys (AREA)
Description
ちなみに、このような直動回動装置を用いて、物品支持部を第1方向に沿って移動させるときには、一対のラックギヤを、物品支持部の移動量に応じた移動量だけ同じ向きに移動させるべく、2つのモータを回転駆動させる。また、物品支持部を上下方向に沿う移動軸心周りで回動させる場合には、一対のラックギヤの夫々の移動量を異ならせるように2つのモータの回転を制御する。これにより、一対のラックギヤの移動量の差に応じて物品支持部を回動させることができる。
前記物品支持部が一体的に設けられた被操作部材と、前記被操作部材を前記移動軸心周りに回動自在に支持しかつ前記被操作部材を前記第1方向に沿って移動自在に支持する支持部と、駆動部によって前記第1方向に沿って移動操作される直線移動体と、が設けられ、前記被操作部材は、前記移動軸心に沿う方向視で前記移動軸心から離れた部分において前記直線移動体と連結され、前記被操作部材の前記移動軸心周りの回動を規制しかつ前記被操作部材の前記第1方向に沿う移動を許容する直動状態と、前記被操作部材の前記移動軸心周りの回動を許容しかつ前記被操作部材の前記第1方向に沿う移動を規制する回動状態とに切換え自在な動作状態切換部とが設けられている点に特徴を有する。
また、被操作部材の移動軸心周りの回動を許容しかつ被操作部材の第1方向に沿う移動を規制する回動状態として直線移動体を第1方向に沿って移動操作することで、被操作部材を移動軸心周りで回動させることができる。このため、被操作部材と一体的に設けられた物品支持部を移動軸心周りで回動させることができる。
このように、物品支持部の第1方向に沿う移動と、物品支持部の上下方向に沿う移動軸心周りの回転との双方を実現できながらも、その大型化や重量の増加を抑制できる直動回動装置を実現できる。
このため、直線移動体の移動操作によって物品支持部の第1方向に沿う移動と物品支持部の上下方向に沿う移動軸心周りの回転とを実現するに当たり、物品支持部の第1方向に沿う移動量と、物品支持部の上下方向に沿う移動軸心周りの回転量とを、精度よく調整することができるものとなる。
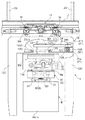
図1に示すように、天井搬送車1は、天井に設けられたレール支持体2Sから吊り下げられた走行レール2上を走行自在な走行部11と、走行部11から吊り下げ支持される本体部12とを備えている。走行部11は、走行レール2上を転動する走行車輪Wと、その走行車輪Wを回転駆動する走行駆動部M4とを備えている。
天井搬送車1は、半導体基板を収納した容器Bを搬送対象の物品として、複数の処理装置の授受箇所(以降、ステーションと称する)の間で容器Bを搬送するように構成されている。処理装置では、半導体基板の製造途中での半製品等に対して所定の処理を行うように構成されている。
把持部30は、把持部駆動部M3によって互いに接近離間方向に移動自在な把持用揺動体31を備えている。把持用揺動体31は、把持部駆動部M3の駆動によって接近状態とされることによって、容器Bにおける容器本体Bhの上端に取り付けられているフランジBfと係合する形態で容器Bを把持するようになっている。また、把持用揺動体31は、把持部駆動部M3の駆動によって離間状態とされることによって、フランジBfとの係合を解除して容器Bを把持状態から解放するようになっている。
なお、把持部駆動部M3から把持用揺動体31への駆動力の伝達は、例えば送りネジ機構やクランク機構等の既知の機構を用いて実現されており、説明は省略する。また、把持部30が容器Bを安定して把持できるように、把持用揺動体31とフランジBfとは、平面視で規定された設定係合位置関係となる形態で係合するように構成されている。
支持板12Sには、平面視で走行部11の走行方向に直交するスリットが設けられ、そのスリットの開口端部に沿って、直動用支持体23の移動を案内するガイドレール12Gが設けられている。直動用支持体23は、図2又は図3に示すように、矩形状に形成されている。平面視で直動用支持体23における走行部11の走行方向前後に対向する辺が、ガイドレール12Gの起立部12Gaと当接する状態となっており、これにより、直動用支持体23は平面視においてガイドレール12Gに対する姿勢を維持して移動自在となっている。また、直動用支持体23の底面部は、ガイドレール12Gの水平部上面との摩擦が小さい状態となるように構成されている。具体的には、直動用支持体23の底面部にベアリングボールを支持する構造としているが、例えば直動用支持体23の底面部を摩擦係数の小さい材質にて構成してもよい。
本実施形態において、ガイドレール12Gによる直動用支持体23の案内方向が第1方向に相当する。
本実施形態において、回動軸部22の軸心が移動軸心に相当し、連結部材24が被操作部材に相当し、ブロック体21aが直線移動体に相当し、ガイドレール12G及び直動用支持体23が支持部に相当し、回転モータMK及びネジ軸12Bから構成される位置調整用駆動部M1が駆動部に相当する。
すなわち、物品支持部Sが一体的に設けられた連結部材24と、連結部材24を回動軸部22の軸心周りに回動自在に支持しかつ連結部材24を第1方向に沿って移動自在に支持するガイドレール12G及び直動用支持体23と、回転モータMK及びネジ軸12Bによって第1方向に沿って移動操作されるブロック体21aと、が設けられ、連結部材24は、回動軸部22の軸心に沿う方向視で回動軸部22の軸心から離れた部分においてブロック体21aと連結されている。
天井搬送車1には、その各部の作動を制御する制御部Hが設けられている。制御部Hは例えばマイクロコンピュータにて構成され、制御プログラムを記憶するとともに必要に応じてそのプログラムを演算装置にロードして実行自在に構成されている。また、制御部Hには、位置調整用駆動部M1、昇降駆動部M2、把持部駆動部M3、走行駆動部M4、並びに、第1ロック機構L1、及び、第2ロック機構L2が通信自在に接続され、それら夫々の作動を制御するように構成されている。
なお、図示はしないが、天井搬送車に搬送指令を指令する上位管理装置が制御部Hと相互に通信自在に設けられており、制御部Hは、上位管理装置からの搬送指令を受け取って、目的のステーションに対応する走行位置まで走行部11を移動させるべく走行駆動部M4を作動させる走行制御、その走行位置において、把持部30を昇降させるべく昇降駆動部M2を作動させる昇降制御、把持部30における把持用揺動体31を離間状態又は接近状態とすべく把持部駆動部M3を作動させて容器BのフランジBfの把持状態を切換える把持状態切換え制御を実行自在に構成されている。
本実施形態において、ステップ#2及びステップ#3に係る制御が、直動駆動制御に相当する。
本実施形態において、ステップ#2及びステップ#3に係る制御が、回動制御に相当する。
制御部Hは、上位管理装置からの搬送指令に基づき、容器Bを搬送元のステーションにて掬い移載し、搬送先のステーションにて卸し移載するべく、搬送元のステーション又は搬送先のステーションに対応する走行位置に走行部11を走行移動させ、その走行位置に走行部11を停止させた状態で掬い移載又は卸し移載を行う。以下の説明では、搬送元のステーションに対応する位置への走行部11の走行移動、及び、搬送元のステーションに対応する位置から搬送先のステーションに対応する位置への走行部11の走行移動についての説明は省略し、搬送元のステーションや搬送先のステーションを容器Bの移載対象のステーションとして、当該移載対象のステーションにおける移載動作を中心に説明する。
そして、取得した直動移動量に基づいて、上述した直動移動制御を実行し(ステップ#13)、取得した回動移動量に基づいて、上述した回動制御を実行する(ステップ#14)。
その後、昇降駆動部M2を作動させて把持部30を下降させ(ステップ#15)、把持状態切換制御を実行する(ステップ#16)ことになる。このとき、直動移動制御及び回動制御によって、ステーションに支持された容器BのフランジBfの位置と把持部30の把持用揺動体31との位置関係が設定係合位置関係となっている、又は、容器Bの平面視での姿勢がステーションにおける移載用規定姿勢となっているため、ステーションにおける容器Bの授受が適正に行える。
これにより、物品支持部Sを、容器Bを搬送する際に平面視で当該容器Bが位置するべき位置に対応する搬送用設定位置に戻すことができる。
(1)上記実施形態では、駆動部をネジ軸12Bとそれを回転させる回転モータMKとから構成し、直線移動体を、ネジ軸12Bと螺合してネジ軸12Bの回転によって移動操作されるブロック体21aとする構成を示したが、このような構成に限定されるものではなく、例えば、直線ガイドに沿って移動自在な直線移動体をクランク機構によって第1方向に沿って移動操作する構成としてもよい。この場合、クランク機構が駆動部となる。また、第1方向に沿って循環駆動自在なチェーンによって直線移動体を第1方向に沿って移動操作する構成としてもよい。この場合、チェーンが駆動部になる。また、支持板12Sに第1方向に沿ってラックギヤやチェーン等を敷設し、直線移動体を、そのラックギヤやチェーンと噛合うピニオンギヤと、当該ピニオンギヤを回転駆動するモータとを備える形態で構成してもよい。この場合、駆動部が直線移動体に備えられることになる。
ロックピンL3bを、回動軸部22側に突出した状態としたときには、図9に示すように、ロックピンL3bが回動軸部22と当接して回動軸部22が直動用支持体23に対して回動しないように固定する。したがって、回動軸部22と一体回動するように取り付けられている連結部材24の回動軸部22の軸心周りの回動を規制することになる。また、このとき、ロックピンL3bはガイドレール12Gの起立部12Gaとは離間しているので、連結部材24の第1方向に沿う移動を許容することとなる。このようにして、直動状態が実現できる。
24 被操作部材
S 物品支持部
B 物品
H 制御部
J 支持部
L 動作状態切換部
MK 回転モータ
M1 駆動部
Claims (3)
- 物品を支持する物品支持部を直線状の第1方向に沿って移動させかつ前記物品支持部を前記第1方向に直交する移動軸心周りで回動させる直動回動装置であって、
前記物品支持部が一体的に設けられた被操作部材と、前記被操作部材を前記移動軸心周りに回動自在に支持しかつ前記被操作部材を前記第1方向に沿って移動自在に支持する支持部と、
駆動部によって前記第1方向に沿って移動操作される直線移動体と、が設けられ、
前記被操作部材は、前記移動軸心に沿う方向視で前記移動軸心から離れた部分において前記直線移動体と連結され、
前記被操作部材の前記移動軸心周りの回動を規制しかつ前記被操作部材の前記第1方向に沿う移動を許容する直動状態と、前記被操作部材の前記移動軸心周りの回動を許容しかつ前記被操作部材の前記第1方向に沿う移動を規制する回動状態とに切換え自在な動作状態切換部とが設けられている直動回動装置。 - 前記駆動部は、回転軸心が前記第1方向に沿う姿勢となるように配設されたネジ軸と、当該ネジ軸を軸心周りに回転駆動する回転モータと、を備え、
前記直線移動体は、前記ネジ軸の回転に伴って前記第1方向に沿って移動操作されるように前記ネジ軸に取付けられている請求項1に記載の直動回動装置。 - 前記駆動部及び前記動作状態切換部の作動を制御する制御部が設けられ、
前記制御部が、前記動作状態切換部を前記直動状態として前記駆動部を作動させることで前記物品支持部を前記第1方向に沿って移動させる直動駆動制御と、前記動作状態切換部を前記回動状態として前記駆動部を作動させることで前記物品支持部を移動軸心周りで回動させる回動制御と、を実行自在に構成されている請求項1又は2に記載の直動回動装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013240243A JP6052143B2 (ja) | 2013-11-20 | 2013-11-20 | 直動回動装置 |
| PCT/JP2014/079038 WO2015076086A1 (ja) | 2013-11-20 | 2014-10-31 | 直動回動装置 (linearly moving and rotating device) |
| KR1020167013282A KR102302007B1 (ko) | 2013-11-20 | 2014-10-31 | 직동 회동 장치 |
| CN201480063670.6A CN105722769B (zh) | 2013-11-20 | 2014-10-31 | 直线运动转动装置 |
| US15/037,785 US9934994B2 (en) | 2013-11-20 | 2014-10-31 | Linearly moving and rotating device switchable between linearly moving and rotating |
| TW103139050A TWI630164B (zh) | 2013-11-20 | 2014-11-11 | 線性移動旋動裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013240243A JP6052143B2 (ja) | 2013-11-20 | 2013-11-20 | 直動回動装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015098396A JP2015098396A (ja) | 2015-05-28 |
| JP6052143B2 true JP6052143B2 (ja) | 2016-12-27 |
Family
ID=53179353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013240243A Active JP6052143B2 (ja) | 2013-11-20 | 2013-11-20 | 直動回動装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9934994B2 (ja) |
| JP (1) | JP6052143B2 (ja) |
| KR (1) | KR102302007B1 (ja) |
| CN (1) | CN105722769B (ja) |
| TW (1) | TWI630164B (ja) |
| WO (1) | WO2015076086A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6471702B2 (ja) * | 2016-01-12 | 2019-02-20 | 株式会社ダイフク | 物品搬送装置 |
| JP6662659B2 (ja) * | 2016-02-25 | 2020-03-11 | 日本ケーブル株式会社 | 循環式索道における索条の状態管理装置 |
| JP6939651B2 (ja) * | 2018-03-08 | 2021-09-22 | 株式会社ダイフク | 搬送装置 |
| CN113056405B (zh) * | 2018-10-29 | 2024-08-06 | 村田机械株式会社 | 高架搬运车以及高架搬运车系统 |
| JP2021067925A (ja) * | 2019-10-21 | 2021-04-30 | キヤノン株式会社 | 支持装置、投影光学系、露光装置、支持装置の調整方法および物品製造方法 |
| JP7238736B2 (ja) * | 2019-11-13 | 2023-03-14 | 株式会社ダイフク | 物品昇降装置 |
| US11507096B2 (en) * | 2020-02-11 | 2022-11-22 | Sphero, Inc. | Method and system for controlling movement of a device |
| EP3936407A1 (en) * | 2020-07-10 | 2022-01-12 | ATOTECH Deutschland GmbH | Processing apparatus, system and method for conveying therethrough parts to be treated and device for interconnecting a first line and a second line of the system |
| CN112361688B (zh) * | 2020-10-11 | 2022-12-06 | 广东绿菜园农业科技有限公司 | 智能食品留样保存设备 |
| CN112478763A (zh) * | 2020-12-14 | 2021-03-12 | 益阳市明正宏电子有限公司 | 一种线路板生产用转运架 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1554746A (en) * | 1920-07-31 | 1925-09-22 | Budd Edward G Mfg Co | Adjustable torch holder |
| JPS6247581A (ja) * | 1985-08-27 | 1987-03-02 | オムロン株式会社 | 微動ステ−ジ装置 |
| JP2000161457A (ja) | 1998-11-30 | 2000-06-16 | Shinko Electric Co Ltd | 直進/回転機構 |
| JP3746730B2 (ja) * | 2002-04-24 | 2006-02-15 | 株式会社目白プレシジョン | ステージ装置 |
| TWI233913B (en) * | 2002-06-06 | 2005-06-11 | Murata Machinery Ltd | Automated guided vehicle system |
| JP4702693B2 (ja) * | 2004-02-12 | 2011-06-15 | ムラテックオートメーション株式会社 | 搬送台車及び搬送装置 |
| JP2008195471A (ja) * | 2007-02-09 | 2008-08-28 | Daifuku Co Ltd | 物品搬送設備 |
| US7887108B1 (en) * | 2007-08-16 | 2011-02-15 | Sage Automation, Inc. | Adjustable tine clamp systems and methods |
| JP2011035022A (ja) * | 2009-07-30 | 2011-02-17 | Murata Machinery Ltd | 天井搬送車 |
| JP6064940B2 (ja) * | 2014-04-07 | 2017-01-25 | 株式会社ダイフク | 物品搬送車 |
-
2013
- 2013-11-20 JP JP2013240243A patent/JP6052143B2/ja active Active
-
2014
- 2014-10-31 CN CN201480063670.6A patent/CN105722769B/zh active Active
- 2014-10-31 WO PCT/JP2014/079038 patent/WO2015076086A1/ja not_active Ceased
- 2014-10-31 US US15/037,785 patent/US9934994B2/en active Active
- 2014-10-31 KR KR1020167013282A patent/KR102302007B1/ko active Active
- 2014-11-11 TW TW103139050A patent/TWI630164B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015098396A (ja) | 2015-05-28 |
| CN105722769B (zh) | 2018-09-07 |
| WO2015076086A1 (ja) | 2015-05-28 |
| US9934994B2 (en) | 2018-04-03 |
| TW201532941A (zh) | 2015-09-01 |
| KR102302007B1 (ko) | 2021-09-13 |
| TWI630164B (zh) | 2018-07-21 |
| CN105722769A (zh) | 2016-06-29 |
| US20160293464A1 (en) | 2016-10-06 |
| KR20160088313A (ko) | 2016-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6052143B2 (ja) | 直動回動装置 | |
| CN112912321B (zh) | 顶棚悬吊搁板 | |
| KR102265023B1 (ko) | 물품 반송차 | |
| JP6814412B2 (ja) | 搬送システム | |
| US10699928B2 (en) | Transport system with crane | |
| KR102184615B1 (ko) | 반송 장치 | |
| JP7054460B2 (ja) | 天井搬送車 | |
| IL283506B2 (en) | Traveling vehicle system | |
| KR102356962B1 (ko) | 이송기 | |
| JP7294752B2 (ja) | 搬送車 | |
| CN111741911B (zh) | 搬运装置 | |
| KR101547323B1 (ko) | 오버헤드 호이스트 이송장치의 슬라이드 유닛 | |
| JP2003238070A (ja) | 吊下搬送装置 | |
| TW202413261A (zh) | 物品搬送車 | |
| WO2024209771A1 (ja) | 天井搬送車 | |
| JP2006312401A (ja) | 車両用パネル部材の起立装置と、車両用パネル部材を起立させる方法 | |
| JP2000001164A (ja) | 搬送装置 | |
| CN108454660A (zh) | 一种车间物料运输车 | |
| JP2018039652A (ja) | 天井搬送車用運搬装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6052143 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |