JP6065123B2 - プレス機械及びプレス方法 - Google Patents
プレス機械及びプレス方法 Download PDFInfo
- Publication number
- JP6065123B2 JP6065123B2 JP2015540421A JP2015540421A JP6065123B2 JP 6065123 B2 JP6065123 B2 JP 6065123B2 JP 2015540421 A JP2015540421 A JP 2015540421A JP 2015540421 A JP2015540421 A JP 2015540421A JP 6065123 B2 JP6065123 B2 JP 6065123B2
- Authority
- JP
- Japan
- Prior art keywords
- screw shaft
- nut
- screw
- movable member
- drive source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 19
- 230000007246 mechanism Effects 0.000 claims description 38
- 238000003825 pressing Methods 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 9
- 230000008602 contraction Effects 0.000 claims description 3
- 238000003754 machining Methods 0.000 claims 1
- 238000005452 bending Methods 0.000 description 24
- 230000005540 biological transmission Effects 0.000 description 16
- 238000013459 approach Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 230000002265 prevention Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/18—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/18—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means
- B30B1/186—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/028—Loading or unloading of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/068—Drive connections, e.g. pivotal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
- F16H25/2018—Screw mechanisms with both screw and nut being driven, i.e. screw and nut are both rotating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Press Drives And Press Lines (AREA)
- Transmission Devices (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
次に、第2駆動源または第1駆動源によりナットまたはネジ軸を回転させることによりワークを加工することを特徴とする。
第1実施形態に係るプレス機械について、図1〜図5を参照しながら説明する。図1は、プレス機械10の正面図である。図2は、プレス機械10の一部破断右側面図である。図1及び図2に示すように、本実施形態のプレス機械10は、プレスブレーキであって、本体フレーム11と、下型12を支持するテーブル13と、一対の側板14と、を備える。本体フレーム11は、プレス機械10の外郭を形成する。
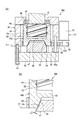
第2実施形態について図7を参照しながら説明する。図7は、第2実施形態に係るプレス機械の要部を説明する図であって、(a)はアプローチ時(またはリターン時)の断面図、(b)は曲げ加工時の断面図である。また、図3では、連結部26aについて示しており、他の構成については図1及び図2に示す第1実施形態と同様である。また、本実施形態において、第1実施形態と同様の構成については、同じ符号を付してその説明を省略または簡略化する。
第3実施形態について図8及び図9を参照しながら説明する。図8は、第3実施形態に係るプレス機械の要部を説明する図であって、(a)はアプローチ時の断面図、(b)は傾斜面周りの拡大図である。図9は、プレス機械の要部を説明する図であって、(a)は曲げ加工時の断面図、(b)は傾斜面周りの拡大図である。また、図8及び図9では、連結部26bについて示しており、他の構成については図1及び図2に示す第1実施形態と同様である。なお、本実施形態において、前述の実施形態と同様の構成については、同じ符号を付してその説明を省略または簡略化する。
10・・・プレス機械
12・・・下型
17・・・駆動機構
19・・・ネジ軸
20・・・ナット
22・・・第1駆動源
24・・・第2駆動源
26、26a、26b・・・連結部
27・・・ラム
28・・・上型ホルダー
29・・・上型
30・・・構成体 39・・・ケーシング
40、40a、40b・・・可動部材
41・・・駆動装置
44・・・すべりネジ部
48、54・・・傾斜面
53・・・すべりネジナット
67・・・圧電素子
Claims (7)
- 上型及び下型の少なくとも一方を移動させる駆動機構を備え、前記上型と前記下型との間に配置されたワークを加工するプレス機械において、
前記駆動機構は、ネジ軸または前記ネジ軸と結合するナットを進退部品として用い、前記ネジ軸を回転させる第1駆動源と、前記ナットを回転させる第2駆動源と、を有し、
前記上型または前記下型を含む構成体は、前記ネジ軸または前記ナットを回転可能に支持するケーシングと、前記ケーシング内に移動可能に形成されかつ前記ネジ軸または前記ナットの先端部分に対して当接または退避可能な可動部材と、前記可動部材を移動させる駆動装置と、を備えることを特徴とするプレス機械。 - 前記ネジ軸または前記ナットの先端部分は、進退方向に対して傾斜する傾斜面を備え、
前記可動部材は、前記傾斜面と当接可能な傾斜面を備えることを特徴とする請求項1記載のプレス機械。 - 前記可動部材は、前記ケーシングに形成されたすべりネジと結合するすべりネジナットが用いられ、
前記すべりネジナットは、前記駆動装置によって回転することにより前記ネジ軸または前記ナットの先端部分に対して当接または退避することを特徴とする請求項1または請求項2記載のプレス機械。 - 前記すべりネジは、前記ネジ軸の軸心に沿って前記ケーシングに形成され、
前記すべりネジナットは、回転により前記ネジ軸または前記ナットの進退方向と同一方向に移動することを特徴とする請求項3記載のプレス機械。 - 前記駆動装置としては、前記ケーシングと前記可動部材との間に配置された圧電素子が用いられ、
前記可動部材は、前記圧電素子の伸縮により前記ネジ軸または前記ナットの先端部分に対して当接または退避する請求項1または請求項2記載のプレス機械。 - 前記上型を含む構成体は、前記上型を保持する上型ホルダーと、前記上型ホルダーが取り付けられるラムと、を含み、
前記ケーシングは、前記ラムの上部に形成されて前記ネジ軸または前記ナットと前記ラムとを接続することを特徴とする請求項1〜請求項5のいずれか1項に記載のプレス機械。 - 上型及び下型の少なくとも一方を移動させる駆動機構を備え、前記上型と前記下型との間に配置されたワークを加工するプレス方法において、
前記駆動機構は、ネジ軸または前記前記ネジ軸と結合するナットを進退部品として用い、前記ネジ軸を回転させる第1駆動源と、前記ナットを回転させる第2駆動源と、を有し、
前記上型または前記下型を含む構成体は、前記ネジ軸または前記ナットを回転可能に支持するケーシングと、前記ケーシング内に移動可能に形成されかつ前記ネジ軸または前記ナットの先端部分に対して当接または退避可能な可動部材と、前記可動部材を移動させる駆動装置と、を備え、
前記可動部材を前記ネジ軸または前記ナットの先端部分から退避させた状態で前記第1駆動源または前記第2駆動源により前記ネジ軸または前記ナットを回転させ、前記上型及び前記下型の少なくとも一方を移動させ、
次に、前記駆動装置によって前記可動部材を前記ネジ軸または前記ナットの先端部分に当接させ、
次に、前記第2駆動源または前記第1駆動源により前記ナットまたは前記ネジ軸を回転させることにより前記ワークを加工することを特徴とするプレス方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013207057 | 2013-10-02 | ||
| JP2013207057 | 2013-10-02 | ||
| PCT/JP2014/071790 WO2015049930A1 (ja) | 2013-10-02 | 2014-08-20 | プレス機械及びプレス方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6065123B2 true JP6065123B2 (ja) | 2017-01-25 |
| JPWO2015049930A1 JPWO2015049930A1 (ja) | 2017-03-09 |
Family
ID=52778526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015540421A Active JP6065123B2 (ja) | 2013-10-02 | 2014-08-20 | プレス機械及びプレス方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10279556B2 (ja) |
| JP (1) | JP6065123B2 (ja) |
| KR (1) | KR101769076B1 (ja) |
| CN (1) | CN105593009B (ja) |
| WO (1) | WO2015049930A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP1562859S (ja) * | 2016-03-03 | 2016-11-14 | ||
| JP1563270S (ja) * | 2016-04-05 | 2016-11-14 | ||
| JP6655465B2 (ja) * | 2016-05-09 | 2020-02-26 | 株式会社アマダホールディングス | プレス機械 |
| JP6649175B2 (ja) * | 2016-05-20 | 2020-02-19 | 株式会社アマダホールディングス | プレス機械 |
| JP6662467B2 (ja) * | 2016-10-27 | 2020-03-11 | 村田機械株式会社 | プレスブレーキ |
| JP6768499B2 (ja) | 2016-12-28 | 2020-10-14 | コマツ産機株式会社 | プレス装置およびプレス装置の制御方法 |
| CN106696328A (zh) * | 2017-01-16 | 2017-05-24 | 爱克(苏州)机械有限公司 | 一种双伺服数控转塔冲床的主传动 |
| TR201705931A2 (tr) * | 2017-04-21 | 2017-09-21 | Durmazlar Makina Sanayi Ve Ticaret Anonim Sirketi | Tek gövdeli̇ tandem pres |
| CN111156303B (zh) * | 2020-02-25 | 2021-07-06 | 常州工学院 | 一种同轴复合式双螺旋压力装置 |
| JP7474218B2 (ja) * | 2021-03-24 | 2024-04-24 | アイダエンジニアリング株式会社 | プレス機械及びプレス機械の動作設定方法 |
| US11752720B2 (en) | 2021-09-08 | 2023-09-12 | PDInnovative LLC | Press machine with modular linear actuator system |
| US11819906B2 (en) | 2021-09-21 | 2023-11-21 | PDInnovative LLC | Linear-actuated press machine having multiple motors and clutch system for multi-speed drive functionality |
| US11919267B2 (en) | 2021-09-21 | 2024-03-05 | PDInnovative LLC | Linear-actuated press machine having telescopic drive configuration for multi-speed drive functionality |
| JP7713568B1 (ja) * | 2024-08-05 | 2025-07-25 | 株式会社アマダ | 曲げ加工機 |
| WO2025053237A1 (ja) * | 2023-09-06 | 2025-03-13 | 株式会社アマダ | 曲げ加工機 |
| JP7584598B1 (ja) | 2023-09-06 | 2024-11-15 | 株式会社アマダ | 曲げ加工機 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE839150C (de) * | 1950-07-15 | 1952-05-15 | Otto Georg Dr Ing | Elektrisch betriebene Spindelpresse |
| DE754614C (de) * | 1943-12-03 | 1952-10-27 | Schloemann Ag | Gegenschlaghammer |
| JP2004188460A (ja) * | 2002-12-11 | 2004-07-08 | Toyo Koki:Kk | 往復駆動機構およびその機構を用いたプレス機械 |
| WO2013105547A1 (ja) * | 2012-01-10 | 2013-07-18 | 株式会社 アマダ | プレス機械 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1993020996A1 (en) * | 1992-04-13 | 1993-10-28 | Apic Yamada Corporation | Method of transfer mold and apparatus for transfer mold |
| TWI293599B (en) * | 2001-11-30 | 2008-02-21 | Apic Yamada Corp | Compression molding machine |
| JP2008018444A (ja) * | 2006-07-12 | 2008-01-31 | Amada Co Ltd | 加圧装置およびワークの角部成形装置 |
| JP5593992B2 (ja) * | 2010-09-09 | 2014-09-24 | 村田機械株式会社 | プレス機械 |
| JP5531878B2 (ja) * | 2010-09-15 | 2014-06-25 | 村田機械株式会社 | プレス機械 |
-
2014
- 2014-08-20 KR KR1020167008275A patent/KR101769076B1/ko active Active
- 2014-08-20 WO PCT/JP2014/071790 patent/WO2015049930A1/ja not_active Ceased
- 2014-08-20 CN CN201480053757.5A patent/CN105593009B/zh active Active
- 2014-08-20 JP JP2015540421A patent/JP6065123B2/ja active Active
- 2014-08-20 US US15/025,847 patent/US10279556B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE754614C (de) * | 1943-12-03 | 1952-10-27 | Schloemann Ag | Gegenschlaghammer |
| DE839150C (de) * | 1950-07-15 | 1952-05-15 | Otto Georg Dr Ing | Elektrisch betriebene Spindelpresse |
| JP2004188460A (ja) * | 2002-12-11 | 2004-07-08 | Toyo Koki:Kk | 往復駆動機構およびその機構を用いたプレス機械 |
| WO2013105547A1 (ja) * | 2012-01-10 | 2013-07-18 | 株式会社 アマダ | プレス機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160047568A (ko) | 2016-05-02 |
| CN105593009A (zh) | 2016-05-18 |
| CN105593009B (zh) | 2017-06-13 |
| KR101769076B1 (ko) | 2017-08-17 |
| US10279556B2 (en) | 2019-05-07 |
| WO2015049930A1 (ja) | 2015-04-09 |
| US20160243778A1 (en) | 2016-08-25 |
| JPWO2015049930A1 (ja) | 2017-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6065123B2 (ja) | プレス機械及びプレス方法 | |
| JP4373399B2 (ja) | プレス装置 | |
| JP4351215B2 (ja) | プレス装置 | |
| JP6662467B2 (ja) | プレスブレーキ | |
| JP6016896B2 (ja) | ワーク、特に金属薄板を加工するプレスの形態の工作機械 | |
| US5488880A (en) | Two-speed linear actuator driven by two motors | |
| KR101411220B1 (ko) | 마찰 용접기 | |
| WO2014103561A1 (ja) | レーザ加工機の面押しツールおよびその面押し方法 | |
| JP3227440B2 (ja) | 加圧装置 | |
| JP2015196195A (ja) | 被加工材を加工するプレス装置 | |
| EP3736061B1 (en) | Fine blanking system and method for operating the same | |
| JP4933084B2 (ja) | プレス装置 | |
| KR101346464B1 (ko) | 고속 고효율 엔씨 인덱스 테이블 | |
| JP6540208B2 (ja) | 駆動装置 | |
| JP2014188566A (ja) | プレス加工装置 | |
| CN110944779B (zh) | 转塔刀架 | |
| JP5020216B2 (ja) | ダイクッション装置及びプレス機械 | |
| JP4118053B2 (ja) | 2段式送り装置 | |
| JP5580656B2 (ja) | プレス機械のフィード装置およびそれを用いたフィード装置付きプレス機械 | |
| JP2008272898A (ja) | 工作機械における工具のアンクランプ方法 | |
| JP6086432B2 (ja) | プレス加工装置及びプレス加工方法 | |
| JP4412735B2 (ja) | ブローチ盤 | |
| JP2001071194A (ja) | 加圧装置 | |
| JP6147722B2 (ja) | 型締装置 | |
| JP6061764B2 (ja) | パンチプレス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6065123 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |