JP6068882B2 - レーザー加工装置 - Google Patents
レーザー加工装置 Download PDFInfo
- Publication number
- JP6068882B2 JP6068882B2 JP2012194989A JP2012194989A JP6068882B2 JP 6068882 B2 JP6068882 B2 JP 6068882B2 JP 2012194989 A JP2012194989 A JP 2012194989A JP 2012194989 A JP2012194989 A JP 2012194989A JP 6068882 B2 JP6068882 B2 JP 6068882B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- pulse laser
- light
- pulse
- voltage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/56—Inorganic materials other than metals or composite materials being semiconducting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0853—Devices involving movement of the workpiece in at least two axial directions, e.g. in a plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P34/00—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices
- H10P34/40—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices with high-energy radiation
- H10P34/42—Irradiation with electromagnetic or particle radiation of wafers, substrates or parts of devices with high-energy radiation with electromagnetic radiation, e.g. laser annealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Inorganic Chemistry (AREA)
- Laser Beam Processing (AREA)
- Dicing (AREA)
Description
該レーザー光線照射手段は、パルスレーザー光線を発振するパルスレーザー光線発振手段と、該パルスレーザー光線発振手段が発振したパルスレーザー光線を集光して該チャックテーブルに保持された被加工物にレーザー光線を照射する集光器とを具備し、
該集光器は、複屈折レンズと集光レンズとを備えており、
該パルスレーザー光線発振手段と該集光器との間に配設され該パルスレーザー光線発振手段が発振したパルスレーザー光線の偏光の方位角を変更する電気光学素子と、該電気光学素子に電圧を印加する電圧印加手段と、該電圧印加手段を制御する制御手段とを具備し、
該制御手段は、パルスレーザー光線の繰り返し周波数と同期してパルスレーザー光線の偏光の方位角が交互に0度と90度になるように位置付けて該複屈折レンズに導くように該電気光学素子に電圧を印加する該電圧印加手段を制御し、
該複屈折レンズは、偏光の方位角が0度と90度になるように位置付けられたパルスレーザー光線を常光と異常光とに交互に振り分けて該集光レンズに導き、
該集光レンズは、常光と異常光とに交互に振り分けられたパルスレーザー光線を常光の集光点と異常光の集光点を交互に形成する、
ことを特徴とするレーザー加工装置が提供される。
図1には、本発明に従って構成されたレーザー加工装置の斜視図が示されている。図1に示すレーザー加工装置は、静止基台2と、該静止基台2に矢印Xで示す加工送り方向に移動可能に配設され被加工物を保持するチャックテーブル機構3と、静止基台2に上記矢印Xで示す方向と直角な矢印Yで示す割り出し方向に移動可能に配設されたレーザー光線照射ユニット支持機構4と、該レーザー光線照射ユニット支持機構4に矢印Zで示す焦点位置調整方向に移動可能に配設されたレーザー光線照射ユニット5とを具備している。
図2に示すレーザー光線照射手段6は、ケーシング61内に配設されたパルスレーザー光線発振手段62と、このパルスレーザー光線発振手段62が発振するパルスレーザー光線の出力を調整する出力調整手段63と、該出力調整手段63によって出力が調整されたパルスレーザー光線を集光してチャックテーブル36に保持された被加工物Wに照射せしめる集光器64とを含んでいる。パルスレーザー光線発振手段62は、YAGレーザー発振器或いはYVO4レーザー発振器からなるパルスレーザー光線発振器621と、これに付設された繰り返し周波数設定手段622とから構成されている。パルスレーザー光線発振器621は、被加工物に対して透過性を有する波長(例えば1064nm)のパルスレーザー光線LBを発振する。
先ず、電気光学素子65に電圧を印加しない状態で、パルスレーザー光線発振手段62からパルスレーザー光線を発振するとともに、パルスレーザー光線発振手段62自体を光軸を中心として回転し電気光学素子65を通過したパルスレーザー光線が常光となった状態にセットする。
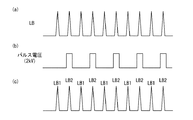
例えば、図3の(a)に示すようにパルスレーザー光線発振手段62が発振した繰り返し周波数が100kHzのパルスレーザー光線LBに対して、図3の(b)に示すように電気光学素子65にパルスレーザー光線の繰り返し周波数と同期して0Vと2kVの電圧を交互に印加する。従って、電気光学素子65を通過するパルスレーザー光線の偏光の方位角が交互に0度と90度に変更される。この結果、電気光学素子65を通過するパルスレーザー光線は、図3の(c)に示すように常光LB1と異常光LB2とに互に変更される。
図5に示す実施形態におけるレーザー光線照射手段6は、上記出力調整手段63と電気光学素子65との間に1/2波長板67が配設されている。1/2波長板67は、回動することにより通過するレーザー光線の偏光の方位角を変更する。この1/2波長板67は、次のようにセットする。即ち、電気光学素子65に電圧を印加しない状態で、パルスレーザー光線発振手段62からパルスレーザー光線を発振するとともに、1/2波長板67を回転し電気光学素子65を通過するとともに複屈折レンズ642を通過したパルスレーザー光線が常光となった状態にセットする。
図7の(a)および(b)には、上記レーザー加工装置によって加工される被加工物であるウエーハとしての光デバイスウエーハの斜視図および要部を拡大して示す断面図が示されている。図7の(a)および(b)に示す光デバイスウエーハ10は、例えば厚さが150μmのサファイア基板100の表面100aにn型窒化物半導体層111およびp型窒化物半導体層112とからなる光デバイス層(エピ層)110が例えば10μmの厚さで積層されている。そして、光デバイス層(エピ層)110が格子状に形成された複数のストリート120によって区画された複数の領域に発光ダイオード、レーザーダイオード等の光デバイス130が形成されている。以下、この光デバイスウエーハ10の内部にストリート120に沿って同時に改質層を2層形成する方法について説明する。
波長 :1064nm
出力 :0.2W
繰り返し周波数 :100kHz
集光スポット径 :φ1μm
加工送り速度 :100mm/秒
3:チャックテーブル機構
36:チャックテーブル
37:加工送り手段
38:第1の割り出し送り手段
4:レーザー光線照射ユニット支持機構
42:可動支持基台
43:第2の割り出し送り手段
5:レーザー光線照射ユニット
53:集光点位置調整手段
6:レーザー光線照射手段
62:パルスレーザー光線発振手段
63:出力調整手段
64:集光器
641:方向変換ミラー
642:複屈折レンズ
643:集光レンズ
65:電気光学素子(EO素子)
66:電圧印加手段
67:1/2波長板
8:制御手段
10:光デバイスウエーハ
Claims (2)
- 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物にレーザー光線を照射するレーザー光線照射手段と、該チャックテーブルと該レーザー光線照射手段とを相対的に加工送りする加工送り手段と、を具備するレーザー加工装置において、
該レーザー光線照射手段は、パルスレーザー光線を発振するパルスレーザー光線発振手段と、該パルスレーザー光線発振手段が発振したパルスレーザー光線を集光して該チャックテーブルに保持された被加工物にレーザー光線を照射する集光器とを具備し、
該集光器は、複屈折レンズと集光レンズとを備えており、
該パルスレーザー光線発振手段と該集光器との間に配設され該パルスレーザー光線発振手段が発振したパルスレーザー光線の偏光の方位角を変更する電気光学素子と、該電気光学素子に電圧を印加する電圧印加手段と、該電圧印加手段を制御する制御手段とを具備し、
該制御手段は、パルスレーザー光線の繰り返し周波数と同期してパルスレーザー光線の偏光の方位角が交互に0度と90度になるように位置付けて該複屈折レンズに導くように該電気光学素子に電圧を印加する該電圧印加手段を制御し、
該複屈折レンズは、偏光の方位角が0度と90度になるように位置付けられたパルスレーザー光線を常光と異常光とに交互に振り分けて該集光レンズに導き、
該集光レンズは、常光と異常光とに交互に振り分けられたパルスレーザー光線を常光の集光点と異常光の集光点を交互に形成する、
ことを特徴とするレーザー加工装置。 - 該制御手段は、パルスレーザー光線の繰り返し周波数と同期してパルスレーザー光線の偏光の方位角が交互に0度と90度になるよう該電気光学素子に印加する電圧について、交互に電圧を印加する比率を変更可能に構成されている
、請求項1記載のレーザー加工装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012194989A JP6068882B2 (ja) | 2012-09-05 | 2012-09-05 | レーザー加工装置 |
| KR1020130103898A KR102084268B1 (ko) | 2012-09-05 | 2013-08-30 | 레이저 가공 장치 |
| CN201310395405.5A CN103659003B (zh) | 2012-09-05 | 2013-09-03 | 激光加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012194989A JP6068882B2 (ja) | 2012-09-05 | 2012-09-05 | レーザー加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014050848A JP2014050848A (ja) | 2014-03-20 |
| JP6068882B2 true JP6068882B2 (ja) | 2017-01-25 |
Family
ID=50298439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012194989A Active JP6068882B2 (ja) | 2012-09-05 | 2012-09-05 | レーザー加工装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6068882B2 (ja) |
| KR (1) | KR102084268B1 (ja) |
| CN (1) | CN103659003B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016054204A (ja) * | 2014-09-03 | 2016-04-14 | 株式会社ディスコ | ウエーハの加工方法 |
| CN105108342B (zh) * | 2015-09-18 | 2017-03-22 | 南开大学 | 大面积二维金属光子晶体结构的飞秒激光直写制备方法 |
| CN106425112B (zh) * | 2016-11-02 | 2018-11-06 | 国神光电科技(上海)有限公司 | 一种激光划片的方法及系统 |
| KR102751975B1 (ko) * | 2023-03-10 | 2025-01-09 | 주식회사 이오테크닉스 | 레이저 가공 장치 및 이를 이용한 레이저 빔 형성 방법 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3408805B2 (ja) | 2000-09-13 | 2003-05-19 | 浜松ホトニクス株式会社 | 切断起点領域形成方法及び加工対象物切断方法 |
| JP4659300B2 (ja) * | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| CN1925945A (zh) * | 2004-03-05 | 2007-03-07 | 奥林巴斯株式会社 | 激光加工装置 |
| JP4354376B2 (ja) | 2004-09-28 | 2009-10-28 | 株式会社ディスコ | レーザ加工装置 |
| JP4527488B2 (ja) * | 2004-10-07 | 2010-08-18 | 株式会社ディスコ | レーザ加工装置 |
| JP4791248B2 (ja) * | 2005-05-24 | 2011-10-12 | 株式会社ディスコ | レーザー加工装置 |
| JP2008254035A (ja) * | 2007-04-05 | 2008-10-23 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP2009012011A (ja) * | 2007-06-29 | 2009-01-22 | Sunx Ltd | レーザ加工装置 |
| JP2011161491A (ja) * | 2010-02-10 | 2011-08-25 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP5770436B2 (ja) * | 2010-07-08 | 2015-08-26 | 株式会社ディスコ | レーザー加工装置およびレーザー加工方法 |
-
2012
- 2012-09-05 JP JP2012194989A patent/JP6068882B2/ja active Active
-
2013
- 2013-08-30 KR KR1020130103898A patent/KR102084268B1/ko active Active
- 2013-09-03 CN CN201310395405.5A patent/CN103659003B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140032319A (ko) | 2014-03-14 |
| CN103659003A (zh) | 2014-03-26 |
| KR102084268B1 (ko) | 2020-03-03 |
| JP2014050848A (ja) | 2014-03-20 |
| CN103659003B (zh) | 2017-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5243098B2 (ja) | レーザー加工装置 | |
| JP4734101B2 (ja) | レーザー加工装置 | |
| KR101975607B1 (ko) | 레이저 가공 장치 | |
| US9117895B2 (en) | Laser processing method | |
| JP5940906B2 (ja) | レーザー加工装置 | |
| JP6148108B2 (ja) | レーザー加工装置 | |
| JP6062315B2 (ja) | ウエーハの加工方法 | |
| JP2012096274A (ja) | レーザー加工装置 | |
| JP5980504B2 (ja) | ウエーハの加工方法およびレーザー加工装置 | |
| JP2010052014A (ja) | レーザー加工装置 | |
| JP2011161491A (ja) | レーザー加工装置 | |
| JP2010123723A (ja) | ウエーハのレーザー加工方法 | |
| JP2006187782A (ja) | レーザー加工装置 | |
| KR20100081923A (ko) | 레이저 가공 장치 | |
| JP2016112579A (ja) | レーザー加工装置 | |
| JP6113477B2 (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP6068882B2 (ja) | レーザー加工装置 | |
| JP4977412B2 (ja) | レーザー加工装置 | |
| JP6034097B2 (ja) | レーザー加工装置 | |
| JP5947056B2 (ja) | レーザー加工方法およびレーザー加工装置 | |
| JP5940896B2 (ja) | レーザー加工装置 | |
| JP5010832B2 (ja) | レーザー加工装置 | |
| JP4684717B2 (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP2016096241A (ja) | レーザー発振機構 | |
| JP2008192806A (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6068882 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |