JP6078376B2 - ウエーハの加工方法 - Google Patents
ウエーハの加工方法 Download PDFInfo
- Publication number
- JP6078376B2 JP6078376B2 JP2013033123A JP2013033123A JP6078376B2 JP 6078376 B2 JP6078376 B2 JP 6078376B2 JP 2013033123 A JP2013033123 A JP 2013033123A JP 2013033123 A JP2013033123 A JP 2013033123A JP 6078376 B2 JP6078376 B2 JP 6078376B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- substrate
- functional layer
- cutting
- laser beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P54/00—Cutting or separating of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0058—Accessories specially adapted for use with machines for fine working of gems, jewels, crystals, e.g. of semiconductor material
- B28D5/0082—Accessories specially adapted for use with machines for fine working of gems, jewels, crystals, e.g. of semiconductor material for supporting, holding, feeding, conveying or discharging work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/022—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by cutting with discs or wheels
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Dicing (AREA)
- Laser Beam Processing (AREA)
Description
(1)機能層を分断するために少なくとも2条のレーザー加工溝をストリートに沿って形成する必要があり生産性が悪い。
(2)レーザー加工溝を形成する際に機能層の分断が不十分であると切削ブレードのズレや倒れが発生したり、切削ブレードに偏摩耗が生ずる。
(3)ウエーハの表面からレーザー加工溝を形成するとデブリが飛散するので、ウエーハの表面に保護膜を被覆する必要がある。
(4)2条のレーザー加工溝を形成するためにレーザー光線を少なくとも2度照射することでウエーハに熱歪が残留し、デバイスの抗折強度が低下する。
(5)切削ブレードの幅を超える範囲で2条のレーザー加工溝を形成するために、ストリートの幅を広くする必要があり、ウエーハに形成されるデバイスの数が減少する。
(6)機能層の表面にはSiO2、SiO、SiN、SiNOを含むパシベーション膜が形成されているため、レーザー光線を照射するとパシベーション膜を透過して機能層の内部に達する。この結果、機能層の内部に達したレーザー光線の照射によって発生する熱がパシベーション膜によって一時的に閉じ込められるため、回路が形成され密度が低いデバイス側に剥離が発生する。
基板の裏面側からストリートと対応する領域に切削ブレードを位置付けて機能層に至らない一部を残して切削溝を形成する切削溝形成工程と、
該切削溝形成工程が実施された基板の裏面側から該切削溝の底に沿ってレーザー光線を照射し、残存されている基板の一部および機能層を破断するレーザー加工工程と、を含み、
該レーザー加工工程は、基板の裏面側から該切削溝の底に集光点を合わせ、該切削溝の底に沿って基板および機能層に対して吸収性を有する波長のレーザー光線を照射し、改質層を形成する工程を経ることなく残存されている基板の一部および機能層にレーザー加工溝を形成する、
ことを特徴とするウエーハの加工方法が提供される。
(1)機能層を分断するために複数のレーザー加工溝をストリートに沿って形成する必要がないため生産性が向上する。
(2)機能層にレーザー加工溝を形成しないので、切削ブレードのズレや倒れ、切削ブレードに偏摩耗が生ずることはない。
(3)ウエーハの表面からレーザー光線を照射しないので、ウエーハの表面に保護膜を被覆する必要がない。
(4)切削溝の底にレーザー光線を照射するので、エネルギーが小さくウエーハに熱歪が残留させることがなく、デバイスの抗折強度を低下させることはない。
(5)基板の裏面側から切削溝を形成するので、幅広いストリートが不要となり、ウエーハに形成することができるデバイスの数を増大することができる。
(6)ウエーハの表面からレーザー光線を照射しないので、パシベーション膜を透過して機能層が加工され一時的に熱の逃げ場を失うことによりデバイス側に剥離が発生することはない。
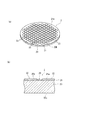
先ず、半導体ウエーハ2を構成する基板20に積層された機能層21の表面21aを粘着テープを貼着するとともに半導体ウエーハ2を収容する大きさの開口部を備えた環状のフレームで粘着テープを介してウエーハを支持するウエーハ支持工程を実施する。例えば、図2に示すように、環状のフレーム3の内側開口部を覆うように外周部が装着された粘着テープ30の表面に半導体ウエーハ2を構成する機能層21の表面21aを貼着する。従って、粘着テープ30の表面に貼着された半導体ウエーハ2は、基板20の裏面20bが上側となる。なお、粘着テープ30は、例えば厚み100μmのポリエチレンフィルムの表面に粘着剤が塗布されている。なお、図2に示す実施形態においては、環状のフレーム3に外周部が装着された粘着テープ30の表面に半導体ウエーハ2を構成する機能層21の表面21aを貼着する例を示したが、半導体ウエーハ2を構成する基板20に積層された機能層21の表面21aに粘着テープ30を貼着するとともに粘着テープ30の外周部を環状のフレーム3に同時に装着してもよい。
切削ブレード :外径52mm、厚さ40μm
切削ブレードの回転速度:30000rpm
切削送り速度 :50mm/秒
先ず、上述した図5に示すレーザー加工装置5のチャックテーブル51上に上述した切削溝形成工程が実施された半導体ウエーハ2が貼着された粘着テープ30側を載置する。そして、図示しない吸引手段を作動することにより、粘着テープ30を介して半導体ウエーハ2をチャックテーブル51上に保持する(ウエーハ保持工程)。従って、チャックテーブル51に保持された半導体ウエーハ2は、基板20の裏面20bが上側となる。なお、図5においては粘着テープ30が装着された環状のフレーム3を省いて示しているが、環状のフレーム3はチャックテーブル51に配設された適宜のフレーム保持手段に保持される。このようにして、半導体ウエーハ2を吸引保持したチャックテーブル51は、図示しない加工送り手段によって撮像手段53の直下に位置付けられる。
レーザー光線の波長 :355nm
繰り返し周波数 :200kHz
出力 :1.5W
集光スポット径 :φ10μm
加工送り速度 :300mm/秒
図7に示す該参考例においても上記図5および図6に示す第1の実施形態と同様に上記ウエーハ保持工程およびアライメント工程を実施する。
レーザー光線の波長 :1064nm
繰り返し周波数 :80kHz
出力 :0.2W
集光スポット径 :φ1μm
加工送り速度 :180mm/秒
20:基板
21:機能層
22:デバイス
23:ストリート
210:切削溝
220:レーザー加工溝
230:改質層
3:環状のフレーム
30:粘着テープ
4:切削装置
41:切削装置のチャックテーブル
42:切削手段
423:切削ブレード
5:レーザー加工装置
51:レーザー加工装置のチャックテーブル
52:レーザー光線照射手段
522:集光器
6:デバイス分離装置
61:フレーム保持手段
62:テープ拡張手段
63:ピックアップコレット
Claims (2)
- 基板の表面に積層された機能層によってデバイスが形成されたウエーハを、該デバイスを区画する複数のストリートに沿って分割するウエーハの加工方法であって、
基板の裏面側からストリートと対応する領域に切削ブレードを位置付けて機能層に至らない一部を残して切削溝を形成する切削溝形成工程と、
該切削溝形成工程が実施された基板の裏面側から該切削溝の底に沿ってレーザー光線を照射し、残存されている基板の一部および機能層を破断するレーザー加工工程と、を含み、
該レーザー加工工程は、基板の裏面側から該切削溝の底に集光点を合わせ、該切削溝の底に沿って基板および機能層に対して吸収性を有する波長のレーザー光線を照射し、改質層を形成する工程を経ることなく残存されている基板の一部および機能層にレーザー加工溝を形成する、
ことを特徴とするウエーハの加工方法。 - 該切削溝形成工程を実施する前に、ウエーハを構成する基板に積層された機能層の表面に粘着テープを貼着するとともにウエーハを収容する大きさの開口部を備えた環状のフレームで粘着テープを介してウエーハを支持するウエーハ支持工程と、
該レーザー加工工程を実施した後に、ウエーハが貼着されている粘着テープを拡張してウエーハをストリートに沿って個々のデバイスに分離するデバイス分離工程と、を含んでいる、請求項1に記載のウエーハの加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013033123A JP6078376B2 (ja) | 2013-02-22 | 2013-02-22 | ウエーハの加工方法 |
| TW103100632A TWI598950B (zh) | 2013-02-22 | 2014-01-08 | Wafer processing methods |
| KR1020140015374A KR20140105375A (ko) | 2013-02-22 | 2014-02-11 | 웨이퍼의 가공 방법 |
| CN201410054299.9A CN104009000A (zh) | 2013-02-22 | 2014-02-18 | 晶片的加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013033123A JP6078376B2 (ja) | 2013-02-22 | 2013-02-22 | ウエーハの加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014165246A JP2014165246A (ja) | 2014-09-08 |
| JP6078376B2 true JP6078376B2 (ja) | 2017-02-08 |
Family
ID=51369608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013033123A Active JP6078376B2 (ja) | 2013-02-22 | 2013-02-22 | ウエーハの加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6078376B2 (ja) |
| KR (1) | KR20140105375A (ja) |
| CN (1) | CN104009000A (ja) |
| TW (1) | TWI598950B (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016082162A (ja) * | 2014-10-21 | 2016-05-16 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6346067B2 (ja) * | 2014-10-29 | 2018-06-20 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016111121A (ja) * | 2014-12-04 | 2016-06-20 | 株式会社ディスコ | ウェーハの加工方法 |
| JP6345585B2 (ja) * | 2014-12-10 | 2018-06-20 | 株式会社東京精密 | ウェハ分割方法及びウェハ分割装置 |
| JP6377514B2 (ja) * | 2014-12-17 | 2018-08-22 | 株式会社ディスコ | パッケージ基板の加工方法 |
| DE102014227005B4 (de) * | 2014-12-29 | 2023-09-07 | Disco Corporation | Verfahren zum Aufteilen eines Wafers in Chips |
| DE102015100783A1 (de) * | 2015-01-20 | 2016-07-21 | Infineon Technologies Ag | Verfahren zum Zertrennen eines Wafers und Halbleiterchip |
| DE102015002542B4 (de) * | 2015-02-27 | 2023-07-20 | Disco Corporation | Waferteilungsverfahren |
| DE102015204698B4 (de) * | 2015-03-16 | 2023-07-20 | Disco Corporation | Verfahren zum Teilen eines Wafers |
| JP6532273B2 (ja) * | 2015-04-21 | 2019-06-19 | 株式会社ディスコ | ウェーハの加工方法 |
| US10020264B2 (en) * | 2015-04-28 | 2018-07-10 | Infineon Technologies Ag | Integrated circuit substrate and method for manufacturing the same |
| JP6478801B2 (ja) * | 2015-05-19 | 2019-03-06 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6559477B2 (ja) * | 2015-06-23 | 2019-08-14 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2017084932A (ja) * | 2015-10-27 | 2017-05-18 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2017162901A (ja) * | 2016-03-08 | 2017-09-14 | 株式会社ディスコ | ウエーハの分割方法 |
| JP6727699B2 (ja) * | 2016-04-19 | 2020-07-22 | 株式会社ディスコ | 切削装置のセットアップ方法 |
| JP6696842B2 (ja) * | 2016-06-22 | 2020-05-20 | 株式会社ディスコ | ウェーハの加工方法 |
| US20180015569A1 (en) * | 2016-07-18 | 2018-01-18 | Nanya Technology Corporation | Chip and method of manufacturing chips |
| JP2018074083A (ja) * | 2016-11-02 | 2018-05-10 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6817822B2 (ja) * | 2017-01-18 | 2021-01-20 | 株式会社ディスコ | 加工方法 |
| JP2018181902A (ja) * | 2017-04-04 | 2018-11-15 | 株式会社ディスコ | 加工方法 |
| JP2019212772A (ja) * | 2018-06-05 | 2019-12-12 | 株式会社ディスコ | ウェーハの加工方法 |
| JP7133633B2 (ja) * | 2018-09-13 | 2022-09-08 | 東京エレクトロン株式会社 | 処理システム及び処理方法 |
| US11081392B2 (en) | 2018-09-28 | 2021-08-03 | Taiwan Semiconductor Manufacturing Co., Ltd. | Dicing method for stacked semiconductor devices |
| DE102019124181B4 (de) | 2018-09-28 | 2023-06-15 | Taiwan Semiconductor Manufacturing Co., Ltd. | Vereinzelungsverfahren für gestapelte Halbleiter-Bauelemente sowie gestapelte Halbleitervorrichtung |
| JP7555676B2 (ja) * | 2020-12-16 | 2024-09-25 | 株式会社ディスコ | 保持テーブルの製造方法 |
| JP7611736B2 (ja) * | 2021-03-09 | 2025-01-10 | 株式会社ディスコ | レーザ加工方法 |
| JP2024006412A (ja) | 2022-07-01 | 2024-01-17 | 株式会社ディスコ | 加工方法及び加工装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI240965B (en) * | 2003-02-28 | 2005-10-01 | Toshiba Corp | Semiconductor wafer dividing method and apparatus |
| JP2004273895A (ja) * | 2003-03-11 | 2004-09-30 | Disco Abrasive Syst Ltd | 半導体ウエーハの分割方法 |
| JP4647228B2 (ja) * | 2004-04-01 | 2011-03-09 | 株式会社ディスコ | ウェーハの加工方法 |
| JP4684687B2 (ja) * | 2005-03-11 | 2011-05-18 | 株式会社ディスコ | ウエーハのレーザー加工方法および加工装置 |
| JP2007134454A (ja) * | 2005-11-09 | 2007-05-31 | Toshiba Corp | 半導体装置の製造方法 |
| JP2009130324A (ja) * | 2007-11-28 | 2009-06-11 | Sanyo Electric Co Ltd | 半導体素子の製造方法および半導体素子 |
| JP2009206162A (ja) * | 2008-02-26 | 2009-09-10 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| US8043940B2 (en) * | 2008-06-02 | 2011-10-25 | Renesas Electronics Corporation | Method for manufacturing semiconductor chip and semiconductor device |
| JP5307612B2 (ja) * | 2009-04-20 | 2013-10-02 | 株式会社ディスコ | 光デバイスウエーハの加工方法 |
| JP5770446B2 (ja) * | 2010-09-30 | 2015-08-26 | 株式会社ディスコ | 分割方法 |
-
2013
- 2013-02-22 JP JP2013033123A patent/JP6078376B2/ja active Active
-
2014
- 2014-01-08 TW TW103100632A patent/TWI598950B/zh active
- 2014-02-11 KR KR1020140015374A patent/KR20140105375A/ko not_active Ceased
- 2014-02-18 CN CN201410054299.9A patent/CN104009000A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014165246A (ja) | 2014-09-08 |
| CN104009000A (zh) | 2014-08-27 |
| TW201436013A (zh) | 2014-09-16 |
| KR20140105375A (ko) | 2014-09-01 |
| TWI598950B (zh) | 2017-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6078376B2 (ja) | ウエーハの加工方法 | |
| JP6189208B2 (ja) | ウエーハの加工方法 | |
| JP6305853B2 (ja) | ウエーハの加工方法 | |
| JP4959422B2 (ja) | ウエーハの分割方法 | |
| JP6178077B2 (ja) | ウエーハの加工方法 | |
| US9779993B2 (en) | Wafer processing method including attaching a protective tape to a front side of a functional layer to prevent debris adhesion | |
| JP5992731B2 (ja) | ウエーハの加工方法 | |
| JP6246534B2 (ja) | ウエーハの加工方法 | |
| KR20180050225A (ko) | 웨이퍼의 가공 방법 | |
| JP6034219B2 (ja) | ウエーハの加工方法 | |
| JP2011187479A (ja) | ウエーハの加工方法 | |
| JP2017084932A (ja) | ウエーハの加工方法 | |
| JP2013008831A (ja) | ウエーハの加工方法 | |
| JP2018098296A (ja) | ウェーハの加工方法 | |
| KR20180048376A (ko) | 웨이퍼의 가공 방법 | |
| JP2014013807A (ja) | ウエーハの加工方法 | |
| JP6257365B2 (ja) | ウェーハの加工方法 | |
| JP2016086089A (ja) | ウエーハの加工方法 | |
| JP2015170675A (ja) | 板状物の加工方法 | |
| JP2015005648A (ja) | ウエーハの加工方法 | |
| JP6346067B2 (ja) | ウエーハの加工方法 | |
| JP2015005558A (ja) | ウエーハの加工方法 | |
| JP2014179495A (ja) | ウエーハの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6078376 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |