JP6182348B2 - 切り屑除去機械加工用の刃先割出し可能な切削インサートおよび工具、ならびに工具用本体 - Google Patents
切り屑除去機械加工用の刃先割出し可能な切削インサートおよび工具、ならびに工具用本体 Download PDFInfo
- Publication number
- JP6182348B2 JP6182348B2 JP2013091367A JP2013091367A JP6182348B2 JP 6182348 B2 JP6182348 B2 JP 6182348B2 JP 2013091367 A JP2013091367 A JP 2013091367A JP 2013091367 A JP2013091367 A JP 2013091367A JP 6182348 B2 JP6182348 B2 JP 6182348B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- blade tip
- cutting insert
- insert
- cutting edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0423—Irregular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/048—Star form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/086—Rake or top surfaces with one or more grooves
- B23B2200/087—Rake or top surfaces with one or more grooves for chip breaking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
本発明の以下の記述においては、ここですでに明確にしておくに値する下記の概念が使用される。
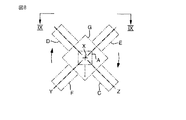
切削インサートの性質をより良く理解できるように、ここで仮想作図5〜9を参照されたい。これらの図では、切削インサートの実際の刃先端部21が、フィンガーA、B、C、D、EおよびFによって表わされ、一方コアはGと呼称されている。フィンガーは、二次断面を有する細長い平行六面体形状で図示されており、個別の各フィンガーは、切削インサートのコアを表わす立方体G上の付属する二次表面に沿って中央に設置されており、個別のフィンガーの4本の境界線Hの各々が立方体上の外側稜線Iと平行に走っている。
図11において、個別の刃先端部21は、切削インサートの立方体コア20から個々に分離された状態で示されている。その座標軸としては、軸Xが選択された。
M1=立方体20の切れ刃の長さまたは厚み、
M2=個別の刃先端部21の長さ、例えば刃先端部の外側ノーズ切れ刃32と立方体20の間とみなされる、
M3=側方表面29間の個別の刃先端部21の幅(図11も同様に参照のこと)、
M4=上面と下面の間で見た個別の刃先端部の厚み、
M5=境界線30から外側先端部まで(ノーズ切れ刃は除く)の個別の刃先端部の切れ刃長、
M6=切り屑形成要素を含む刃先端部の部分のみに沿った対応する切れ刃長(前記切れ刃長はワーク内の切れ刃の最大切削深さを決定する)。
M7=共通の座標軸に沿った2つの直径方向で反対側の外側部分(ノーズ切れ刃)間の距離、そして
M8=平面立面図で上から見た2つの相対する下方(または上方)を向いた刃先端部間の投影距離。
M1=9.00mm
M2=7.14mm
M3=8.40mm
M4=4.73mm
M5=4.04mm
M6=2.90mm
M7=23.20mm
M8=19.00mm
本発明は、以上で説明され図面中に図示された実施形態のみに限定されるものではない。したがって、切削インサートの異なる刃先端部は、必ずしも平坦化されたまたは断面が矩形である形状を有する必要はない。例えば、これは、図5〜9に示された形で、二次(または別の形で多角形の)断面形状を有していてよい。また、V字形の切れ刃を形成するために個別の刃先端部の外側部分にテーパがかかっている必要もない。切削インサートが、例えばフライス加工を目的として形成される場合、それは、切り屑除去用主切れ刃が刃先端部の座標軸との関係において任意に角度付けされた状態で、かつ表面の拭い取りを目的とする場合にはいわゆるワイパー切れ刃を伴って、しかるべく形成されてよい。また、刃先端部が上述の特定の内側部分を含んでいる必要はなく、三角形の先端部はその基部が立方体またはコアに直接対面した状態で連結されてよい。同様に、コアが必ずしも立方体である必要はないという点も指摘しておくべきである。6つの刃先端部を中央材料部分の中へ直接収束させることさえ可能であり、その形状は、切削インサートの中心で互いに遭遇する刃先端部の表面により決定される。さらに、活動状態にある刃先端部を冷却するためにクランプ内に冷却用ダクト組込んでよいという点も指摘しておくべきである。
2 切削インサート
3 締結部材
7 インサート座
8 壁
9 底面
19 キャビティ
20 コア
21 刃先端部
25 切れ刃
26 すくい面
31 主切れ刃
32 ノーズ切れ刃
33 逃げ面
Claims (18)
- 切り屑除去機械加工用の刃先割出し可能な切削インサートであって、
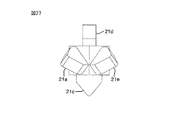
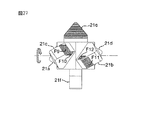
すくい表面(26)として機能する上面および上面と下面との間に延在する逃げ面(33、33a)の間の遷移部分に形成されている切れ刃(25)を個別に含み、中心コア(20)から突出する複数の刃先端部(21)を備える切削インサートにおいて、
三次元直交座標系の座標軸(X、Y、Z)に沿って対の形で位置設定された6個の同等の長さの刃先端部(21)を含み、座標系の原点(O)がコア(20)内にあり、他の刃先端部の位置との関係における個別の前記刃先端部(21)の位置が、前記下面に対し平行で、かつ、前記刃先端部の座標軸と一致する基準平面(RP)によって定義されることを特徴とする刃先割出し可能な切削インサート。 - 共通の第1の座標軸(X)に沿って直径方向で向かい合う第1および第2の刃先端部(21a、21b)が、その基準平面(RP)が互いに垂直である状態で配向されており、他の2本の座標軸(Y、Z)が前記第1または前記第2の個別の刃先端部(21a、21b)の基準平面(RP)の仮想延長部分と45°の角度で交差していることを特徴とする請求項1に記載の刃先割出し可能な切削インサート。
- 個別の前記刃先端部(21)が、前記切れ刃(25)を含む外側部分(28)と前記コア(20)の最も近傍に位置づけされ四角形の断面形状を有する内側部分(27)とを含んでいることを特徴とする請求項1または2に記載の刃先割出し可能な切削インサート。
- 前記切れ刃(25)が、鋭角の収束角で共通のノーズ切れ刃(32)に向かって収束する2つの主切れ刃(31)を含むことによってV字型となっていることを特徴とする請求項1〜3のいずれか一項に記載の刃先割出し可能な切削インサート。
- 個別の前記刃先端部(21)が両面タイプであり、上面と下面とが、前記切れ刃(25)を介して共通の逃げ面(33、33a)へと個別に形を変える同一のすくい表面(26)を有することを特徴とする請求項1〜4のいずれか一項に記載の刃先割出し可能な切削インサート。
- 前記刃先端部(21)の前記内側部分(27)が矩形断面形状を有することを特徴とする請求項3〜5のいずれか一項に記載の刃先割出し可能な切削インサート。
- 前記コア(20)が、立方体であり、6個の二次限界表面を含み、二次限界表面から前記刃先端部(21)が突出していることを特徴とする請求項1〜6のいずれか一項に記載の刃先割出し可能な切削インサート。
- 個別の前記刃先端部(21)は、基準平面(RP)が立方体の個別の前記限界表面に沿って2つの直径方向に向かい合うコーナの間を通過する状態で位置設定されていることを特徴とする請求項7に記載の刃先割出し可能な切削インサート。
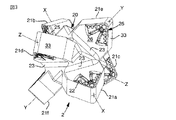
- 互いに向かって収束する本体の2つの表面(12、13)の間の1つの部域内にある壁(8)と底面(9)によって画定されるインサート座(7)を有する本体(1)と、
すくい面として機能する上面および上面と下面の間に延在する逃げ面(33、33a)の間の遷移部分の中に形成されている切れ刃(25)を個別に含み、中心コア(20)から突出する複数の刃先端部(21)を含む刃先割出し可能な切削インサート(2)と、
前記インサート座(7)の前記底面(9)内の支持表面に対して前記切削インサート(2)の接触表面を押圧するように配置された締結部材(3)と、
を含む切り屑除去機械加工のための工具において、
前記切削インサート(2)が、三次元直交座標系の座標軸(X、Y、Z)に沿って対の形で位置設定された6つの同等の長さの前記刃先端部(21)を含み、
座標系の原点(O)が前記切削インサートの前記コア(20)内にあり、
他の刃先端部の位置との関係における個別の前記刃先端部(21)の位置が、下面に対し平行でかつ座標軸(X、Y、Z)と一致する基準平面(RP)によって定義され、
前記切削インサート(2)の第1の座標軸に沿った活動状態の前記刃先端部(21a)が、前記インサート座の前記底面(9)内に位置設定され、前記インサート座の前記壁(8)から離隔されている主支持表面(10)に対して下面で押圧されており、他の2つの軸(Z、Y)に沿った刃先端部対が、主支持表面より低い位置で前記壁(8)と前記主支持表面(10)の間にある二次的支持表面(35、36;47、49)に対して、接触表面で押圧されていることを特徴とする工具。 - 同じ一つの座標軸に沿って前記活動状態の刃先端部と直径方向で向かい合う非活動状態の前記刃先端部(21)が、前記インサート座(7)の前記壁(8)の中に開いたキャビティ(19)内に収納されていることを特徴とする請求項9に記載の工具。
- 前記切削インサートの共通の第1の座標軸(X)に沿って直径方向で反対側の第1および第2の前記刃先端部(21a、21b)は、基準平面(RP)が互いに垂直である状態で配向されており、他の2本の座標軸(Y、Z)は前記第1または前記第2の個別の刃先端部の基準平面(RP)の仮想延長部分と45°の角度で交差していることを特徴とする請求項9または10に記載の工具。
- 前記切削インサート(2)の個別の前記刃先端部(21)が、前記切れ刃(25)を含む外側部分(28)と前記コア(20)の最も近傍に位置づけされ四角形の断面形状を有する内側部分(27)とを備えていることを特徴とする請求項11に記載の工具。
- 前記切削インサートの個別の前記切れ刃(25)が、鋭角の収束角で共通のノーズ切れ刃(32)に向かって収束する2つの主切れ刃(31)を有することによってV字型となっていることを特徴とする請求項9〜12のいずれか一項に記載の工具。
- 前記切削インサートの個別の前記刃先端部(21)が両面タイプであり、上面と下面とが、前記切れ刃(25)を介して共通の逃げ面(33、33a)へと形を変える同一のすくい面(26)を有することを特徴とする請求項9〜13のいずれか一項に記載の工具。
- 前記切削インサートの個別の前記刃先端部(21)の前記内側部分(27)が矩形断面形状を有することを特徴とする請求項12〜14のいずれか一項に記載の工具。
- 前記切削インサート(2)の前記コア(20)が、立方体であり、6個の二次限界表面を含み、これらの表面から前記刃先端部(21)が突出していることを特徴とする請求項9〜15のいずれか一項に記載の工具。
- 個別の前記刃先端部(21)の基準平面(RP)が個別の前記限界表面に沿って直径方向で向かい合う2つのコーナの間を通過していることを特徴とする請求項16に記載の工具。
- 前記締結部材(3)が前記切削インサート(2)の前記コア(20)に対し押圧されていることを特徴とする請求項9〜17のいずれか一項に記載の工具。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1250411A SE537354C2 (sv) | 2012-04-24 | 2012-04-24 | Indexerbart skär och verktyg för spånavskiljande bearbetningdär skäret har sex lika långa skärspetsar, samt grundkroppför verktyget |
| SE1250411-4 | 2012-04-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013226644A JP2013226644A (ja) | 2013-11-07 |
| JP6182348B2 true JP6182348B2 (ja) | 2017-08-16 |
Family
ID=48095590
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013091367A Expired - Fee Related JP6182348B2 (ja) | 2012-04-24 | 2013-04-24 | 切り屑除去機械加工用の刃先割出し可能な切削インサートおよび工具、ならびに工具用本体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9211595B2 (ja) |
| EP (1) | EP2656949B1 (ja) |
| JP (1) | JP6182348B2 (ja) |
| KR (1) | KR102058752B1 (ja) |
| CN (1) | CN103372661B (ja) |
| SE (1) | SE537354C2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9259789B2 (en) * | 2013-10-31 | 2016-02-16 | Iscar, Ltd. | Indexable asymmetric cutting insert and cutting tool therefor |
| CN110353763A (zh) * | 2019-07-10 | 2019-10-22 | 北京大学口腔医学院 | 一种片状软组织切取装置 |
| WO2021126324A1 (en) | 2019-12-17 | 2021-06-24 | Kennametal Inc. | Additive manufacturing techniques and applications thereof |
| CN114289746B (zh) * | 2022-01-07 | 2025-07-18 | 陈文� | 立体交错布局八刃车削刀片及刀具组件 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US349475A (en) * | 1886-09-21 | Shaping-tool | ||
| US632678A (en) * | 1898-06-06 | 1899-09-05 | Herman Dock | Tool for cutting screw-threads. |
| US1365683A (en) * | 1919-12-12 | 1921-01-18 | James P Griffith | Combination rounding-tool |
| US1415339A (en) * | 1920-03-24 | 1922-05-09 | Peter P-G Hall | Milling cutter |
| US1875967A (en) * | 1928-03-13 | 1932-09-06 | O K Tool Co Inc | Adjustable lock tool holder |
| FR1099534A (fr) * | 1954-02-13 | 1955-09-06 | Batignolles Chatillon | Perfectionnements aux outils pour machines-outils |
| DE1234485B (de) | 1957-04-09 | 1967-02-16 | Karl Hertel | Schneidkoerper aus Hartmetall oder keramischem Schneidstoff |
| US4169690A (en) * | 1977-07-26 | 1979-10-02 | Kennametal Inc. | Cutting insert |
| IL61884A (en) * | 1981-01-08 | 1985-12-31 | Iscar Ltd | Metal cutting tools with replaceable insert |
| IT1145995B (it) * | 1981-01-08 | 1986-11-12 | Iscar Ltd | Utensile per il taglio di metalli provvisto di inserto sostituibile |
| SU1313571A1 (ru) * | 1985-12-02 | 1987-05-30 | Владимирский политехнический институт | Многогранна режуща пластина |
| US5004379A (en) * | 1990-01-23 | 1991-04-02 | Little Roger W | Threading insert |
| JPH04112706U (ja) * | 1991-03-22 | 1992-09-30 | 三菱マテリアル株式会社 | 溝入れ用スローアウエイ式工具 |
| US6167958B1 (en) * | 1998-01-29 | 2001-01-02 | Baker Hughes Incorporated | Cutting matrix and method of applying the same |
| US6464434B2 (en) * | 1998-01-29 | 2002-10-15 | Baker Hughes Incorporated | Cutting matrix and method applying the same |
| DE19847227C2 (de) * | 1998-10-14 | 2001-06-28 | Walter Ag | Zerspanungswerkzeug mit formschlüssigem Plattensitz |
| IL152161A (en) * | 2002-02-19 | 2008-03-20 | Jacob Friedman | Metal cutting tool |
| US7140812B2 (en) * | 2002-05-29 | 2006-11-28 | 3M Innovative Properties Company | Diamond tool with a multi-tipped diamond |
| WO2004105988A2 (en) * | 2003-05-29 | 2004-12-09 | Arm Tooling, Inc. | Cutting tool insert and cutter body |
| DE10326662A1 (de) * | 2003-06-11 | 2005-01-05 | Sandvik Ab | Schneideinsatz zum Drehen und Fräsen |
| CN200945528Y (zh) * | 2006-09-18 | 2007-09-12 | 黄宪仁 | 车刀架结构 |
| SE533267C2 (sv) * | 2008-12-16 | 2010-08-03 | Sandvik Intellectual Property | Skärkit, förfarande för tillverkning av skär, samt ett ur ett skärkit avskilt skär |
| SE0900286A1 (sv) * | 2009-03-06 | 2010-07-27 | Seco Tools Ab | Skär med urtagen skärstödjande yta och skärverktyg |
| SE534512C2 (sv) | 2009-06-24 | 2011-09-13 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt solitt indexerbart skär och solid grundkropp härför |
| US8985247B2 (en) * | 2010-02-25 | 2015-03-24 | Dynalloy Industries, Inc. | Fluted cutter element and method of application |
| EP2478982A1 (en) * | 2011-01-21 | 2012-07-25 | VARGUS Ltd. | Cutting insert for thread cutting and cutting tool |
-
2012
- 2012-04-24 SE SE1250411A patent/SE537354C2/sv not_active IP Right Cessation
-
2013
- 2013-04-05 EP EP13162494.2A patent/EP2656949B1/en not_active Not-in-force
- 2013-04-23 US US13/868,164 patent/US9211595B2/en not_active Expired - Fee Related
- 2013-04-23 KR KR1020130045049A patent/KR102058752B1/ko not_active Expired - Fee Related
- 2013-04-24 CN CN201310146239.5A patent/CN103372661B/zh not_active Expired - Fee Related
- 2013-04-24 JP JP2013091367A patent/JP6182348B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| SE1250411A1 (sv) | 2013-10-25 |
| CN103372661B (zh) | 2016-12-28 |
| US20130279996A1 (en) | 2013-10-24 |
| US9211595B2 (en) | 2015-12-15 |
| KR20130119879A (ko) | 2013-11-01 |
| CN103372661A (zh) | 2013-10-30 |
| KR102058752B1 (ko) | 2019-12-23 |
| JP2013226644A (ja) | 2013-11-07 |
| EP2656949A1 (en) | 2013-10-30 |
| EP2656949B1 (en) | 2016-09-28 |
| SE537354C2 (sv) | 2015-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6134505B2 (ja) | 切削インサート及び転削工具 | |
| JP6080765B2 (ja) | 切削工具およびそのための切削インサート | |
| CA2853928C (en) | Cutting insert and cutting tool | |
| JP4578577B2 (ja) | 切削インサート、切削工具、およびそれらを用いる切削方法 | |
| JP4104661B2 (ja) | 切削用差込み工具 | |
| JP2009539637A (ja) | 割出し可能なインサート | |
| US20110038677A1 (en) | Milling cutting tool employing a cutting insert | |
| RU2677821C2 (ru) | Двухсторонняя индексируемая режущая пластина и режущий инструмент для нее | |
| JP6042911B2 (ja) | 突出する横当接面を有する割出し可能な両面−ネガティブ切削インサートおよび切削工具 | |
| JP5522253B2 (ja) | 刃先交換式切削工具 | |
| JP6182348B2 (ja) | 切り屑除去機械加工用の刃先割出し可能な切削インサートおよび工具、ならびに工具用本体 | |
| PT1897643E (pt) | Ferramenta de corte de fresagem para fresagem de face de elevada velocidade de avanço | |
| JP2015217514A (ja) | 切削工具インサートおよび切削工具インサートホルダー | |
| JPH0631522A (ja) | カツター植刃 | |
| JP2008229744A (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP2019524456A (ja) | 表および裏面取り用回転式フライスのための星形切削インサート | |
| JP2017510469A (ja) | 切削工具、及び切削工具のためのちょうど4つの刃部を有する切削インサート | |
| JP6869492B2 (ja) | 切削インサート | |
| JP6365701B2 (ja) | 切削インサート及び刃先交換式切削工具 | |
| KR20180081534A (ko) | 절삭 공구 및 삼각형 형상을 가지고 인덱싱 가능하며 절삭 공구를 위한 절삭 인서트 | |
| CN104640659A (zh) | 切割插入件以及工件加工工具 | |
| JP2022532023A (ja) | 斜めに対向する象限に配置された2つの切削部分及び2つの下部当接要素を有する割り出し可能な切削インサート及び切削工具 | |
| CN105813785A (zh) | 刀头更换式旋转切削工具 | |
| JPWO2020245878A1 (ja) | ボールエンドミル及び切削インサート | |
| JP2017193002A (ja) | 切削インサートおよび切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160224 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6182348 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |