JP6201630B2 - 炭素繊維マットおよびその製造方法 - Google Patents
炭素繊維マットおよびその製造方法 Download PDFInfo
- Publication number
- JP6201630B2 JP6201630B2 JP2013221171A JP2013221171A JP6201630B2 JP 6201630 B2 JP6201630 B2 JP 6201630B2 JP 2013221171 A JP2013221171 A JP 2013221171A JP 2013221171 A JP2013221171 A JP 2013221171A JP 6201630 B2 JP6201630 B2 JP 6201630B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- fiber
- mat
- binder
- fiber mat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Nonwoven Fabrics (AREA)
Description
得られた炭素繊維マットを30cm角に切出し、定規やノギス等で縦、横、高さを測定して体積を算出し、炭素繊維マットの重量を測定して、これを体積で除して求め、これを5つのサンプルで行って単純平均したものを本発明における見かけ密度とした。
加熱プレス後の炭素繊維マットの取扱い性が良好で、かつ紙管への巻き取り時の巻き形状に優れるものを○、炭素繊維マットを引っ張ると少し伸びたりして取扱い性が若干悪いが、紙管への巻取り時の巻き形状は問題ないものを△、炭素繊維マットを引っ張ると大きく伸びたり破れたりするものや、紙管への巻取り時の巻き形状が悪いものを×とした。なお、○と△と判定したものを合格とし、×を不合格とした。
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長15mmにカットし、カットした炭素繊維束とナイロン6短繊維(短繊維繊度1.7dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点225℃、ガラス転移点48℃)を質量比で90:10の割合で混合し、カーディング装置に投入した。カーディング装置から出てきたウェブをクロスラップし、炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをカレンダーロールプレス機(上下ロールとも鏡面金属製のもの)にて荷重6t、クリアランス100μm、送り速度0.5m/分、ロール温度180℃にてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.044g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。結果を、以下の実施例、比較例とともに表1にまとめて示す。
炭素繊維束とナイロン短繊維の混率を質量比で80:20にした以外は実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートを送り速度を1.0m/分、ロール温度を200℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.042g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
炭素繊維束の繊維長を50mm、ナイロン6短繊維の繊維長を38mmとした以外は、実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を100℃、送り速度を2m/分とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.039g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
炭素繊維束の繊維長を25mm、ナイロン6短繊維の繊維長を76mmとした以外は、実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を150℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.035g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されていたが、シートに張力がかかると若干炭素繊維マットが伸びる傾向が見られたが、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長10mmにカットし、カットした炭素繊維束とナイロン610短繊維(短繊維繊度1.7dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点225℃、ガラス転移点50℃)を質量比で70:30の割合で混合し、カーディング装置に投入した。カーディング装置から出てきたウェブをクロスラップし、炭素繊維とナイロン610繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を120℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.032g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されていたが、シートに張力がかかると若干炭素繊維マットが伸びる傾向が見られたが、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長10mmにカットし、カットした炭素繊維束とポリフェニレンサルファイド(PPS)短繊維(短繊維繊度2.0dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点280℃、ガラス転移点90℃)を質量比で90:10の割合で混合し、カーディング装置に投入した。出てきたウェブをクロスラップし、炭素繊維とPPS繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を240℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.054g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
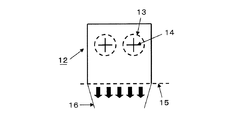
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長15mmにカットし、カットした炭素繊維束とポリアミド(ナイロン6)短繊維(単繊維繊度1.7dtexの長繊維を繊維長5mmでカットしたもの)を質量比で90:10の割合で混合し、図2に示したようなエアレイド装置に投入し、炭素繊維とナイロン6繊維とからなる目付100g/m2のシート状の炭素繊維集合体を形成した。得られたシートを、ロール温度を210℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.061g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
実施例1で得られたシートをロール温度を250℃としてプレスする以外は実施例1と同様にして炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.089g/cm3であった。また、得られた炭素繊維マットはバインダー繊維の融点(225℃)以上の温度で加熱、加圧して形態固定されているため取扱性に優れるものの、バインダー繊維が融解しているため、シートが剛直になって紙管への巻取りがスムーズに行えず、巻き形状も良くないものであった。
実施例1で得られたシートをロール温度を40℃としてプレスする以外は実施例1と同様にして炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.029g/cm3であった。また、得られた炭素繊維マットはバインダー繊維のガラス転移点(48℃)以下の温度で加熱、加圧しているために形態固定効果が不十分であり、シートが破れやすく紙管への巻取りがスムーズに行えず、巻き形状も良くないものであった。

2 シリンダーロール
3 テイクインロール
4 ドッファーロール
5 ワーカーロール
6 ストリッパーロール
7 フィードロール
8 ベルトコンベアー
9 不連続な炭素繊維
10 バインダー繊維
11 シート状のウエブ
12 エアレイド装置
13 ドラム
14 ピンシリンダー
15 ワイヤ
16 サクションボックス
Claims (3)
- 繊維長が5〜50mmの範囲にある炭素繊維と、捲縮を有しており繊維長が10〜100mmの範囲にありナイロン6またはナイロン610のいずれかを含むバインダー繊維からなり、バインダー繊維のガラス転移点+30℃以上、融点−10℃以下の温度での加熱・加圧により形状が固定されており、見かけ密度が0.030〜0.050g/cm 3 の範囲にあることを特徴とする炭素繊維マット。
- バインダー繊維の混率が1〜50重量%の範囲にある、請求項1に記載の炭素繊維マット。
- 繊維長が5〜50mmの範囲にある炭素繊維と、捲縮を有しており繊維長が10〜100mmの範囲にありナイロン6またはナイロン610のいずれかを含むバインダー繊維からなる炭素繊維マットを、バインダー繊維のガラス転移点+30℃以上、融点−10℃以下の温度で加熱・加圧して形状を固定し、見かけ密度が0.030〜0.050g/cm 3 の範囲にある炭素繊維マットを製造することを特徴とする炭素繊維マットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013221171A JP6201630B2 (ja) | 2012-10-25 | 2013-10-24 | 炭素繊維マットおよびその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012235636 | 2012-10-25 | ||
| JP2012235636 | 2012-10-25 | ||
| JP2013221171A JP6201630B2 (ja) | 2012-10-25 | 2013-10-24 | 炭素繊維マットおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014101618A JP2014101618A (ja) | 2014-06-05 |
| JP6201630B2 true JP6201630B2 (ja) | 2017-09-27 |
Family
ID=51024365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013221171A Expired - Fee Related JP6201630B2 (ja) | 2012-10-25 | 2013-10-24 | 炭素繊維マットおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6201630B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62125060A (ja) * | 1985-11-21 | 1987-06-06 | 株式会社クラレ | 断熱材およびその製造法 |
| JPH0241427A (ja) * | 1988-07-25 | 1990-02-09 | Mitsubishi Rayon Co Ltd | 成形用材料の製法 |
| JPH02255735A (ja) * | 1989-03-29 | 1990-10-16 | Asahi Chem Ind Co Ltd | シート状強化繊維複合体 |
| JPH03234851A (ja) * | 1990-02-09 | 1991-10-18 | Asahi Chem Ind Co Ltd | 強化用短繊維シート |
| DE10318858A1 (de) * | 2003-04-25 | 2004-11-25 | Frenzelit-Werke Gmbh & Co. Kg | Faservliesmatte, Verfahren zu dessen Herstellung und Faserverbundwerkstoff |
| JP2008031569A (ja) * | 2006-07-26 | 2008-02-14 | Ootsuka:Kk | 不織布の製造方法 |
| JP2010138531A (ja) * | 2008-12-15 | 2010-06-24 | Toray Ind Inc | 断熱材 |
-
2013
- 2013-10-24 JP JP2013221171A patent/JP6201630B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014101618A (ja) | 2014-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6083377B2 (ja) | 炭素繊維複合材料 | |
| JP5861941B2 (ja) | 炭素繊維集合体の製造方法および炭素繊維強化プラスチックの製造方法 | |
| JP5744066B2 (ja) | 繊維複合材料からのペレットの製造法 | |
| JP5901540B2 (ja) | 繊維複合材料からのシート状の半製品の製造法 | |
| JP5995150B2 (ja) | 炭素繊維複合材料 | |
| JP2013519000A (ja) | 炭素繊維糸およびその製造方法 | |
| JPWO2015108021A1 (ja) | スタンパブルシート | |
| CN105073847B (zh) | 可冲压片材 | |
| JP6331123B2 (ja) | 炭素繊維複合材料 | |
| CN105074082A (zh) | 碳纤维无纺布 | |
| JP6201630B2 (ja) | 炭素繊維マットおよびその製造方法 | |
| JP6540005B2 (ja) | スタンパブル基材の製造方法 | |
| JP2008031569A (ja) | 不織布の製造方法 | |
| CN104602882B (zh) | 可冲压片材 | |
| JP2013193243A (ja) | 繊維強化樹脂成形体の製造方法 | |
| JP6458589B2 (ja) | シート材料、一体化成形品および一体化成形品の製造方法 | |
| JP2014153654A (ja) | 電子写真装置用クリーニングシート基材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170814 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6201630 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |