JP6207073B2 - アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 - Google Patents
アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 Download PDFInfo
- Publication number
- JP6207073B2 JP6207073B2 JP2013246355A JP2013246355A JP6207073B2 JP 6207073 B2 JP6207073 B2 JP 6207073B2 JP 2013246355 A JP2013246355 A JP 2013246355A JP 2013246355 A JP2013246355 A JP 2013246355A JP 6207073 B2 JP6207073 B2 JP 6207073B2
- Authority
- JP
- Japan
- Prior art keywords
- heat exchanger
- aluminum
- mass
- power module
- aluminum heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/731—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors
- H10W90/734—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
例えば、風力発電や電気自動車や電気車両などを制御するために用いられる大電力制御用のパワー半導体素子を搭載した半導体装置においては、AlN(窒化アルミ)などからなるセラミックス基板(絶縁層)の一方の面及び他方の面に回路層及び金属層を形成したパワーモジュール用基板とこのパワーモジュール用基板に接合されたヒートシンクとを備えたヒートシンク付パワーモジュール用基板が用いられており、ヒートシンクとして、前述のアルミニウム製熱交換器が用いられている。
このように構成されたパワーモジュールにおいては、パワー半導体素子で発生した熱は、パワーモジュール用基板を介してアルミニウム製熱交換器へと伝達され、例えば、液冷式のアルミニウム製熱交換器であれば冷却水によって熱が上記熱交換器から除去されることとなる。
例えば、特許文献2には、基材表面に形成した無電解めっき膜を黒色化処理することによって放熱特性を向上させた黒色膜付基材が提案されている。
また、特許文献3には、マグネシウム又はマグネシウム合金材料の表面に陽極酸化膜を形成することによって放熱特性を向上させた放熱材料が提案されている。
さらに、特許文献4,5には、赤外線ヒータ等に用いられる遠赤外線放射体であって、アルミニウム又はアルミニウム合金材料の表面に陽極酸化膜を形成したものが提案されている。このような遠赤外線放射体においては、放熱特性にも優れることになる。
このように、特許文献2−5に記載された発明においては、放熱特性を向上させるために、めっき処理や陽極酸化処理等の特殊な工程を行う必要があり、効率良く熱交換器を製造することができなかった。
本発明は、上述の知見に基づいてなされたものであって、本発明のアルミニウム製熱交換器は、外気に接する外面を有するアルミニウム製熱交換器であって、前記外面の少なくとも一部は、Mn;0.1mass%以上2.5mass%以下を含有するとともに、Bi;0.005mass%以上1.0mass以下を含むアルミニウム合金で構成され、前記外面のうち前記アルミニウム合金で構成された領域には、熱酸化処理によって形成された酸化皮膜が設けられており、赤外線領域(波長;1.35μm以上4.0μm以下)の温度25℃における放射率が0.22以上とされていることを特徴としている。
また、Mnの含有量が0.1mass%未満の場合には、強度が不十分であって、熱交換器を成形することが困難となるおそれがある。一方、Mnの含有量が2.5mass%を超える場合には、巨大な金属間化合物が生成して圧延性が低下し、熱交換器を成形することが困難となるおそれがある。以上のことから、外気と接する外面の少なくとも一部を構成するアルミニウム合金におけるMnの含有量を0.1mass%以上2.5mass%以下の範囲内に設定している。
Mgの含有量を0.1mass%以上2.5mass%以下とすることにより、放射率を十分に高くすることができ、放熱特性を確実に向上させることが可能となる。
この場合、前記アルミニウム製熱交換器に対してろう付けを実施するろう付け工程によって、前記外面に酸化皮膜を形成して放射率を向上させることができ、工程を追加することなく、放熱特性に優れたアルミニウム製熱交換器を製造することが可能となる。
なお、上述のろう付け工程は、フィン等をろう付けすることによってアルミニウム製熱交換器を成形する場合であってもよいし、アルミニウム製熱交換器に別部材をろう付けする場合であってもよい。
この場合、上述の組成のアルミニウム合金に対してベーマイト処理を施すことにより、厚い酸化皮膜を形成でき、放熱特性に優れたアルミニウム製熱交換器を製造することが可能となる。また、ベーマイト処理は、高温の純水(少量のアンモニアを添加する場合もあり)によってアルミニウム合金の表面に酸化皮膜を形成するものであり、めっき処理や陽極酸化処理等の特殊な工程に比べて容易であることから、アルミニウム製熱交換器を、簡単に、かつ、低コストで製造することが可能となる。
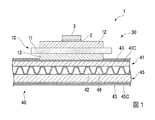
このパワーモジュール1は、ヒートシンク付パワーモジュール用基板30と、このヒートシンク付パワーモジュール用基板30の一方側(図1において上側)の面にはんだ層2を介して接合された半導体素子(電子部品)3と、を備えている。
ここで、はんだ層2は、例えばSn−Ag系、Sn−In系、若しくはSn−Ag−Cu系のはんだ材とされている。
パワーモジュール用基板10は、絶縁基板11と、この絶縁基板11の一方の面(図1において上面)に配設された回路層12と、絶縁基板11の他方の面(図1において下面)に配設された金属層13とを備えている。
本実施形態であるアルミニウム製熱交換器40は、パワーモジュール用基板10と接合される天板部41と、この天板部41に対向するように配置された底板部45と、天板部41と底板部45との間に介装されたコルゲートフィン46と、を備えており、天板部41と底板部45とコルゲートフィン46とによって、冷却媒体が流通する流路42が画成されている。
放射率は、例えば、次の手順で算出することができる。まず、FT−IR(フーリエ変換赤外分光光度計)を用いて反射率を測定し、透過率は0とみなし、吸収率を求める。そして、キルヒホフの法則から、求めた吸収率を放射率とする。
本実施形態では、図4に示すように、天板部41及び底板部45は、基材層41A、45Aと、基材層41A、45Aよりも融点の低い材料からなる接合層41B、45Bと、接合層41B、45Bとは反対側の面に形成された合金層41C、45Cと、が積層された3層構造のクラッド材で構成されている。
天板部41および底板部45に使用するクラッド材の製造方法は、本発明の実施にあたり特に限定されるものではないが、例えば、次のような方法で製造することができる。
まず、クラッド材の各層に用いるアルミニウム合金を、半連続鋳造により造塊し、必要に応じてそれぞれ380〜580℃で1〜12時間の範囲で行う均質化処理を実施した後、それぞれ所定の厚さまで熱間圧延を行う。その後、各アルミニウム合金材を組み合わせ、熱間圧延により貼り合せを行い、必要な厚さまで冷間圧延を行うことで製造することができる。
本実施形態では、基材層41A,45AがA3003合金(Al−1.1mass%Mn−0.15mass%Cu)で構成され、接合層41B、45BがA4045合金(Al―7.5mass%Si)で構成され、合金層41C、45CがAl−1.0mass%Mn−0.3mass%Mg−0.1mass%Biで構成されている。
まず、本実施形態であるアルミニウム製熱交換器40の製造方法について図3及び図4を参照して説明する。
これにより、接合層41B、45Bが溶融することで、天板部41とコルゲートフィン46、コルゲートフィン46と底板部45とがろう付けされる。
このとき、天板部41の合金層41C及び底板部45の合金層45Cが熱酸化処理され、合金層41C、45Cの表面に酸化皮膜43が形成される(熱酸化処理工程S03)。
このようにして、本実施形態であるアルミニウム製熱交換器40が製造される。
なお、雰囲気加熱炉51内は、ろう付性を確保するため窒素ガス雰囲気とされているが、その酸素濃度によって熱酸化処理工程S03後に形成される酸化皮膜43の厚さに影響を与える。本実施形態では、一般的なアルミニウムのろう付雰囲気として管理される酸素濃度範囲で必要な酸化皮膜厚さを確保することができ、例えば、雰囲気加熱炉51内の酸素濃度を200ppm以下としてろう付け工程S02及び熱酸化処理工程S03を実施することができる。
また、より厚い酸化皮膜43を得るため、熱酸化処理工程S03以降に酸素濃度の高い雰囲気中で加熱処理する酸化皮膜成長工程を設けることもできる。
まず、回路層12となる銅板と、絶縁基板11とを接合し、回路層12を形成する(回路層形成工程S11)。絶縁基板11の一方の面に、活性ろう材を介して銅板を積層し、いわゆる活性金属ろう付け法によって、銅板と絶縁基板11とを接合する。本実施形態では、Ag−27.4mass%Cu−2.0mass%Tiからなる活性ろう材を用いて、10−3Paの真空中にて、積層方向に加圧(圧力1〜3kgf/cm2)し、850℃で10分加熱することによって、絶縁基板11と銅板とを接合している。
絶縁基板11の他方の面側に、Al−Si系のろう材箔(本実施形態では、Al−7.5mass%Si)を介してアルミニウム板を積層し、10−3Paの真空中にて、積層方向に加圧(圧力1〜3kgf/cm2)し、650℃で90分加熱することによって、アルミニウム板と絶縁基板11とを接合する。これにより、パワーモジュール用基板10が製出される。
そして、パワーモジュール用基板10とアルミニウム製熱交換器40とを積層方向に加圧(圧力0.01〜3kgf/cm2)した状態で、雰囲気加熱炉52内に装入してろう付けする(ろう付け工程S14)。本実施形態では、雰囲気加熱炉52内は酸素濃度200ppm以下の窒素ガス雰囲気とされており、加熱温度は580℃以上620℃以下の範囲内に設定している。
このようにして、本実施形態であるヒートシンク付パワーモジュール用基板30が製出される。
そして、雰囲気炉内に装入され、280℃で2分加熱することによって、はんだ付けが実施される(はんだ付け工程S16)。このとき、雰囲気炉の加熱は、赤外線ヒータが用いられる。
このようにして、本実施形態であるヒートシンク付パワーモジュール用基板30と半導体素子3とが接合され、パワーモジュール1が製出される。
また、合金層41C、45CのBiの含有量が1.0mass%以下とされているので、クラッド圧延によってクラッド材からなる天板部41を確実に製出することができる。
特に、本実施形態においては、天板部41とコルゲートフィン46と底板部45をろう付けするろう付け工程S02によって、天板部41の合金層41C及び底板部45の合金層45Cの表面に酸化皮膜43を形成しており、ろう付け工程S02と熱酸化処理工程S03とを同時に実施していることから、特別な工程を追加することなく、放熱特性に優れたアルミニウム製熱交換器40を製造することが可能となる。
例えば、本実施形態においては、コルゲートフィンを有するアルミニウム製熱交換器を例に挙げて説明したが、これに限定されることはなく、他の構造のアルミニウム製熱交換器であってもよい。
さらに、熱酸化処理工程S03として、ベーマイト処理を適用してもよい。ここで、ベーマイト処理としては、具体的には、純水による煮沸、高温(温度90〜100℃)の純水の噴射、加熱蒸気(温度110〜400℃)中での処理等を適用することができ、処理時間としては5秒〜10分程度となる。よって、製造条件を調整することにより、天板部や底板部を構成するアルミニウム板の製造時においてインラインで実施することも可能である。なお、純水中に少量のアンモニアを添加することで、処理時間をさらに短縮することが可能となる。
また、パワーモジュールに用いられた例に挙げて説明したが、本発明のアルミニウム製熱交換器は、パワーモジュール以外の用途に使用されるものであってもよい。
まず、回路層が接合されたセラミックス基板とアルミニウム板とをAl−Si系ろう材を介して積層体を形成する。次に、天板部41とコルゲートフィン46と底板部45をフラックスを介して積層し、前記積層体のアルミニウム板と前記天板部41をAl−Si系ろう材を介して積層したのちに、加圧し、加熱することでヒートシンク付パワーモジュール基板30を製出することができる。
また、銅又は銅合金からなる回路層と絶縁基板とを、活性金属ろう付け法によって接合するものとして説明したが、これに限定されることはなく、DBC法等の他の方法で接合したものであってもよい。
さらに、アルミニウム又はアルミニウム合金からなる金属層と絶縁基板とを、ろう付け法によって接合するものとして説明したが、これに限定されることはなく、拡散接合等の他の方法で接合したものであってもよい。
さらに、絶縁層としてAlNからなるセラミックス板を用いたものとして説明したが、これに限定されることはなく、Al2O3、Si3N4等からなるセラミックス板を用いても良い。
まず、A3003合金の片面に表1に記載の組成を有するアルミニウム合金をクラッドしたクラッド材を圧延によって製出した。次に、製出することができたクラッド材に対して、酸素濃度50ppmの窒素雰囲気下で600℃、3分保持後、酸素濃度200ppmの窒素雰囲気下にて100℃/minの冷却速度にて400℃まで冷却する熱処理を実施し、表面に酸化皮膜を形成した。
得られた試料について、酸化皮膜の厚さを測定した。酸化皮膜の厚さは、酸化皮膜の厚さが既知の試料を標準サンプルとしてEPMA表面分析を実施して検量線を作成し、これに基づいて、EPMAの表面分析によって算出した。
また、得られた試料について、赤外線領域(波長1.35μm以上4.0μm以下)の温度25℃における放射率について測定した。なお、放射率は、FT−IR(フーリエ変換赤外分光光度計)を用いて反射率を測定し、透過率は0とみなして吸収率を求め、この吸収率を放射率とした。
結果を表1−3に示す。

Biの含有量が1.0mass%を超えた比較例3においては、圧延時にクラックが発生し、クラッド材を製造することができなかった。
Mnの含有量が0.1mass%未満とされた比較例1、比較例5及び比較例8では、芯材(A3003合金)との強度差が大きくなり、クラッド材を製造することができなかった。
Mnの含有量が2.5mass%を超えた比較例2では、鋳造時に巨大金属間化合物が生成し、クラッド材を製造することができなかった。
また、Mgを含有した実施例13−30及び実施例43−62とMgを含有していない実施例とを比較すると、Mgを添加した方が、放射率が向上することが確認された。
次に、A3003合金の片面に表4に記載の組成を有するアルミニウム合金をクラッドしたクラッド材を圧延によって製出した。そして、製出することができたクラッド材に対して、表4に示すベーマイト処理を施して、表面に酸化皮膜を形成した。
得られた試料について、実施例Aと同様に、酸化皮膜の厚さ、及び、赤外線領域(波長1.35μm以上4.0μm以下)の温度25℃における放射率について測定した。
結果を表4に示す。
11 絶縁基板
12 回路層
30 ヒートシンク付パワーモジュール用基板
40 アルミニウム製熱交換器(ヒートシンク)
Claims (6)
- 外気と接する外面を有するアルミニウム製熱交換器であって、
前記外面の少なくとも一部は、Mn;0.1mass%以上2.5mass%以下を含有するとともに、Bi;0.005mass%以上1.0mass%以下を含むアルミニウム合金で構成され、
前記外面のうち前記アルミニウム合金で構成された領域には、熱酸化処理によって形成された酸化皮膜が設けられており、赤外線領域(波長;1.35μm以上4.0μm以下)の温度25℃における放射率が0.22以上とされていることを特徴とするアルミニウム製熱交換器。 - 前記外面の少なくとも一部を構成する前記アルミニウム合金において、Mgが0.1mass%以上2.5mass%以下含有していることを特徴とする請求項1に記載のアルミニウム製熱交換器。
- 絶縁層と前記絶縁層の一方の面に形成された回路層とを有するパワーモジュール用基板と、このパワーモジュール用基板に接合されたヒートシンクと、を備えたヒートシンク付パワーモジュール用基板であって、
前記ヒートシンクが、請求項1又は請求項2に記載されたアルミニウム製熱交換器であることを特徴とするヒートシンク付パワーモジュール用基板。 - 請求項1又は請求項2に記載されたアルミニウム製熱交換器の製造方法であって、
前記外面のうち前記アルミニウム合金で構成された領域に酸化皮膜を形成する熱酸化処理工程を実施することを特徴とするアルミニウム製熱交換器の製造方法。 - 前記熱酸化処理工程が、前記アルミニウム製熱交換器においてろう付けを実施するろう付け工程であることを特徴とする請求項4に記載のアルミニウム製熱交換器の製造方法。
- 前記熱酸化処理工程が、ベーマイト処理であることを特徴とする請求項4に記載のアルミニウム製熱交換器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013246355A JP6207073B2 (ja) | 2012-12-10 | 2013-11-28 | アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012269692 | 2012-12-10 | ||
| JP2012269692 | 2012-12-10 | ||
| JP2013246355A JP6207073B2 (ja) | 2012-12-10 | 2013-11-28 | アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014135479A JP2014135479A (ja) | 2014-07-24 |
| JP6207073B2 true JP6207073B2 (ja) | 2017-10-04 |
Family
ID=51413526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013246355A Active JP6207073B2 (ja) | 2012-12-10 | 2013-11-28 | アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6207073B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102565037B1 (ko) * | 2016-06-30 | 2023-08-09 | 주식회사 아모센스 | 차량 히터용 ptc 유닛, 이를 구비하는 ptc 히터 및 차량용 공조장치 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0765876B2 (ja) * | 1986-12-22 | 1995-07-19 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金製コア |
| JP2529780B2 (ja) * | 1991-02-06 | 1996-09-04 | スカイアルミニウム株式会社 | 金属基板 |
| JP4600220B2 (ja) * | 2005-09-01 | 2010-12-15 | 三菱マテリアル株式会社 | 冷却器及びパワーモジュール |
| JP2009260169A (ja) * | 2008-04-21 | 2009-11-05 | Sumitomo Electric Ind Ltd | ヒートシンク及び放熱装置 |
| JP2010093020A (ja) * | 2008-10-07 | 2010-04-22 | Toyota Motor Corp | パワーモジュール用冷却装置 |
| JP5619538B2 (ja) * | 2010-09-06 | 2014-11-05 | 株式会社ティラド | 細流路インナーフィンを有する熱交換器のフラックスレスろう付け方法およびそれに用いるアルミニウムクラッド材 |
| JP2012061483A (ja) * | 2010-09-14 | 2012-03-29 | Mitsubishi Alum Co Ltd | アルミニウム材のフラックスレスろう付方法 |
| JP5893838B2 (ja) * | 2011-03-18 | 2016-03-23 | 新光電気工業株式会社 | 放熱部品及びそれを有する半導体パッケージ、放熱部品の製造方法 |
-
2013
- 2013-11-28 JP JP2013246355A patent/JP6207073B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014135479A (ja) | 2014-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5918008B2 (ja) | 冷却器の製造方法 | |
| TW201701975A (zh) | 接合體、附加散熱器的電源模組用基板、散熱器、及接合體的製造方法、附加散熱器的電源模組用基板的製造方法、散熱器的製造方法 | |
| JP6252827B2 (ja) | アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 | |
| JP2019176152A (ja) | ヒートシンク付き絶縁回路基板 | |
| CN107431051B (zh) | 带有散热片的功率模块用基板的制造方法 | |
| JP6020256B2 (ja) | ヒートシンク付パワーモジュール用基板の製造方法 | |
| JP2017063127A (ja) | 発光モジュール用基板、発光モジュール、冷却器付き発光モジュール用基板、および発光モジュール用基板の製造方法 | |
| CN112823073B (zh) | 接合体、带散热器的绝缘电路基板及散热器 | |
| JP2011023545A (ja) | 放熱構造体およびパワーモジュール | |
| JP6207073B2 (ja) | アルミニウム製熱交換器、ヒートシンク付パワーモジュール用基板、及び、アルミニウム製熱交換器の製造方法 | |
| JP2011082502A (ja) | パワーモジュール用基板、ヒートシンク付パワーモジュール用基板、パワーモジュール及びパワーモジュール用基板の製造方法 | |
| JP6673635B2 (ja) | 接合体の製造方法、ヒートシンク付パワーモジュール用基板の製造方法、ヒートシンクの製造方法、及び、接合体、ヒートシンク付パワーモジュール用基板、ヒートシンク | |
| JP2018046265A (ja) | 絶縁回路基板の製造方法、及び、絶縁回路基板、パワーモジュール、ledモジュール、熱電モジュール | |
| TW201934523A (zh) | 陶瓷/鋁-碳化矽複合材料接合體之製造方法、及附散熱塊之功率模組用基板之製造方法 | |
| JP5966790B2 (ja) | ヒートシンク付パワーモジュール用基板の製造方法 | |
| JP7167642B2 (ja) | 接合体、ヒートシンク付絶縁回路基板、及び、ヒートシンク | |
| WO2016167217A1 (ja) | 接合体、ヒートシンク付パワーモジュール用基板、ヒートシンク、及び、接合体の製造方法、ヒートシンク付パワーモジュール用基板の製造方法、ヒートシンクの製造方法 | |
| JP6561883B2 (ja) | 回路基板の製造方法 | |
| JP6102271B2 (ja) | ヒートシンク付パワーモジュール用基板の製造方法 | |
| JP5691580B2 (ja) | パワーモジュール用基板の製造装置および製造方法 | |
| JP2023066874A (ja) | 銅/セラミックス接合体、および、絶縁回路基板 | |
| WO2022224946A1 (ja) | 銅/セラミックス接合体、および、絶縁回路基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6207073 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |