JP6228917B2 - 可撓性トラスフレーム - Google Patents
可撓性トラスフレーム Download PDFInfo
- Publication number
- JP6228917B2 JP6228917B2 JP2014521628A JP2014521628A JP6228917B2 JP 6228917 B2 JP6228917 B2 JP 6228917B2 JP 2014521628 A JP2014521628 A JP 2014521628A JP 2014521628 A JP2014521628 A JP 2014521628A JP 6228917 B2 JP6228917 B2 JP 6228917B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- truss
- truss member
- cap
- member group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/061—Frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0072—Fuselage structures substantially made from particular materials from composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0081—Fuselage structures substantially made from particular materials from metallic materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24669—Aligned or parallel nonplanarities
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
繊維強化材を複数のマンドレルの各マンドレルの周囲に配置し、そして
前記マンドレル群を前記治具の上に配置する、
構成である。
また、本発明は以下に記載する態様を含む。
(態様1)
輪郭面に取り付けられるように適合された複合材フレームであって:
互いに対して撓んで連結される複数のトラス部材と、
前記トラス部材群に跨って延設され、かつ前記トラス部材群に接合されるキャップと、
を備える、複合材フレーム。
(態様2)
前記キャップは、略連続し、かつ撓ませることができる、態様1に記載の複合材フレーム。
(態様3)
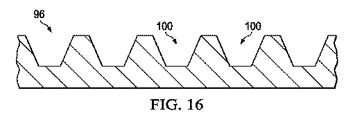
前記トラス部材群の各トラス部材は断面がハット形状である、態様1に記載の複合材フレーム。
(態様4)
前記トラス部材群の各トラス部材は、構造物の輪郭面に接触するように適合された接合面を含む、態様1に記載の複合材フレーム。
(態様5)
前記トラス部材群のうちの隣接するトラス部材は、互いに対して接合され、かつ前記キャップに節点で結合され、そして前記フレームは、複数節点で撓ませることができる、態様1に記載の複合材フレーム。
(態様6)
前記トラス部材群の各トラス部材、及び前記キャップは、繊維強化合成樹脂により形成される、態様1に記載の複合材フレーム。
(態様7)
前記トラス部材群、及び前記キャップは、一体構造物である、態様1に記載の複合材フレーム。
(態様8)
前記トラス部材群のうちの隣接するトラス部材は、離間配置され、前記輪郭構造物を補強するためのスティフナを収納するように適合された隙間を画定する、態様1に記載の複合材フレーム。
(態様9)
複合材トラスフレームを形成する方法であって:
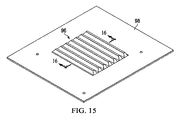
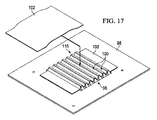
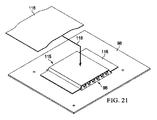
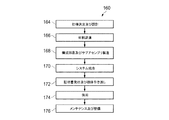
第1及び第2繊維強化材を治具に積層することと、
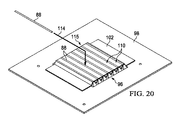
複数の成形用マンドレルを前記第1繊維強化材と前記第2繊維強化材との間に配置することと、
これらの前記繊維強化材に樹脂を注入することと、
を含む、方法。
(態様10)
更に:
第3繊維強化材を前記マンドレル群の各マンドレルの周囲に配置することを含む、態様9に記載の方法。
(態様11)
更に:
樹脂注入後の前記第1、第2、及び第3繊維強化材を硬化させることと、
樹脂注入後の前記繊維強化材を硬化させた後に、前記マンドレル群を前記フレームから取り外すことと、
を含む、態様10に記載の方法。
(態様12)
更に:
前記繊維強化材を圧密化するために真空バッグを用いることと、
前記樹脂注入後の繊維強化材を、圧密化しながら硬化させることと、
を含む、態様9に記載の方法。
Claims (7)
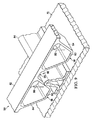
- 構造物を補強するために、前記構造物の輪郭面に取り付けられるように適合された複合材フレーム(50)であって、
関節部(57)で互いに対して撓んで連結される複数のトラス部材(54)と、
前記トラス部材群に跨って延設され、かつ前記トラス部材群に接合されるキャップ(52)と、
を備え、
前記フレームが、前記関節部(57)で撓むように構成されており、
前記トラス部材群(54)のうちの隣接するトラス部材は、離間配置され、前記構造物を補強するためのスティフナを収納するように適合された隙間を画定する、複合材フレーム。 - 前記キャップ(52)は、略連続し、かつ撓ませることができる、請求項1に記載の複合材フレーム。
- 前記トラス部材群(54)の各トラス部材は断面がハット形状である、請求項1に記載の複合材フレーム。
- 前記トラス部材群(54)の各トラス部材は、前記構造物の輪郭面に接触するように適合された接合面を含む、請求項1に記載の複合材フレーム。
- 前記トラス部材群(54)のうちの隣接するトラス部材は、前記関節部(57)で互いに対して接合され、前記フレームは、前記関節部(57)で撓ませることができる、請求項1に記載の複合材フレーム。
- 前記トラス部材群(54)の各トラス部材、及び前記キャップ(52)は、繊維強化合成樹脂により形成される、請求項1に記載の複合材フレーム。
- 前記トラス部材群(54)、及び前記キャップ(52)は、一体構造物である、請求項1に記載の複合材フレーム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/184,806 US8651419B2 (en) | 2011-07-18 | 2011-07-18 | Flexible truss frame and method of making the same |
| US13/184,806 | 2011-07-18 | ||
| PCT/US2012/042890 WO2013012505A1 (en) | 2011-07-18 | 2012-06-18 | Flexible truss frame and method of making the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014527491A JP2014527491A (ja) | 2014-10-16 |
| JP2014527491A5 JP2014527491A5 (ja) | 2015-08-06 |
| JP6228917B2 true JP6228917B2 (ja) | 2017-11-08 |
Family
ID=46466850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014521628A Expired - Fee Related JP6228917B2 (ja) | 2011-07-18 | 2012-06-18 | 可撓性トラスフレーム |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US8651419B2 (ja) |
| EP (1) | EP2734441B1 (ja) |
| JP (1) | JP6228917B2 (ja) |
| WO (1) | WO2013012505A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9586699B1 (en) | 1999-08-16 | 2017-03-07 | Smart Drilling And Completion, Inc. | Methods and apparatus for monitoring and fixing holes in composite aircraft |
| US9625361B1 (en) | 2001-08-19 | 2017-04-18 | Smart Drilling And Completion, Inc. | Methods and apparatus to prevent failures of fiber-reinforced composite materials under compressive stresses caused by fluids and gases invading microfractures in the materials |
| US8651419B2 (en) | 2011-07-18 | 2014-02-18 | The Boeing Company | Flexible truss frame and method of making the same |
| FR2984845B1 (fr) * | 2011-12-21 | 2014-07-11 | Airbus Operations Sas | Element de structure de fuselage d'aeronef anti deversement |
| US9144948B2 (en) * | 2012-04-04 | 2015-09-29 | The Boeing Company | Hat stiffeners with canted webs |
| US9731457B2 (en) * | 2012-11-02 | 2017-08-15 | The Boeing Company | System and method for minimizing wrinkles in composites |
| DE102014103438A1 (de) * | 2013-07-16 | 2015-01-22 | Airbus Operations Gmbh | Spritzgussverfahren zur Herstellung eines Primärstrukturverbindungselements |
| JP6209095B2 (ja) | 2014-01-31 | 2017-10-04 | 三菱重工業株式会社 | Frp成形治具及びfrp構造体の成形方法 |
| EP2915657A1 (en) * | 2014-03-06 | 2015-09-09 | Airbus Operations GmbH | Integrated lamination process for manufacturing a shell element |
| EP3119577A1 (en) * | 2014-03-17 | 2017-01-25 | GTM-Advanced Products B.V. | Primary structure connecting element for aircraft and method for manufacturing the connecting element |
| US10272619B2 (en) | 2014-05-19 | 2019-04-30 | The Boeing Company | Manufacture of a resin infused one-piece composite truss structure |
| FR3036684B1 (fr) * | 2015-05-29 | 2019-05-10 | Stelia Aerospace | Raidisseur monobloc pour structure aeronautique |
| EP3112254B1 (en) * | 2015-06-29 | 2020-10-14 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | Aircraft structural component adapted for absorbing and transmitting forces |
| WO2017081450A1 (en) | 2015-11-13 | 2017-05-18 | Bae Systems Plc | An airframe for an air vehicle |
| GB201520030D0 (en) * | 2015-11-13 | 2015-12-30 | Bae Systems Plc | An airframe for a air vehicle |
| US11383463B2 (en) * | 2018-11-07 | 2022-07-12 | The Boeing Company | Method of manufacturing a first cured part and a second cured part |
| CN112571815B (zh) * | 2020-10-29 | 2022-06-14 | 成都飞机工业(集团)有限责任公司 | 一种加筋壁板的筋条定位方法 |
| CN112537438B (zh) * | 2020-12-17 | 2022-07-12 | 中国航空工业集团公司成都飞机设计研究所 | 一种基于单元结构的柔性蒙皮 |
| US12358607B2 (en) * | 2021-01-26 | 2025-07-15 | Airspace Experience Technologies, Inc. (ASX) | Method of manufacturing composite aircraft structures |
| CN112849436B (zh) * | 2021-02-25 | 2023-02-03 | 北京卫星制造厂有限公司 | 一种碳纤维复合材料桁架肋及其制备方法 |
| CN113858649B (zh) * | 2021-10-12 | 2023-04-25 | 山东交通学院 | 一种承载用车载轻质复合材料框架及其制备方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3023860A (en) * | 1957-03-18 | 1962-03-06 | Floyd P Ellzey | Body construction |
| US4167598A (en) * | 1977-05-24 | 1979-09-11 | Logan Paul A | Heat and sound insulating panel |
| US5332178A (en) * | 1992-06-05 | 1994-07-26 | Williams International Corporation | Composite wing and manufacturing process thereof |
| NL1001725C2 (nl) * | 1995-11-23 | 1997-05-27 | Plastisol Nv | Werkwijze voor het vervaardigen van een plaat uit kunststof met hoge draagkracht, alsmede een kunststof plaat vervaardigd volgens die werkwijze. |
| JPH10196698A (ja) * | 1997-01-16 | 1998-07-31 | Space:Kk | トラススプリング |
| US6586054B2 (en) | 2001-04-24 | 2003-07-01 | The United States Of America As Represented By The Secretary Of The Army | Apparatus and method for selectively distributing and controlling a means for impregnation of fibrous articles |
| US6627142B2 (en) | 2001-08-01 | 2003-09-30 | Lockheed Martin Corporation | Apparatus for making composite structures and method for making same |
| JP2005527410A (ja) | 2002-05-29 | 2005-09-15 | ザ・ボーイング・カンパニー | 制御された大気圧樹脂注入プロセス |
| US6896841B2 (en) | 2003-03-20 | 2005-05-24 | The Boeing Company | Molding process and apparatus for producing unified composite structures |
| US7503368B2 (en) * | 2004-11-24 | 2009-03-17 | The Boeing Company | Composite sections for aircraft fuselages and other structures, and methods and systems for manufacturing such sections |
| US7410352B2 (en) | 2005-04-13 | 2008-08-12 | The Boeing Company | Multi-ring system for fuselage barrel formation |
| US7633040B2 (en) | 2005-11-14 | 2009-12-15 | The Boeing Company | Bulk resin infusion system apparatus and method |
| EP2128018A4 (en) | 2007-01-29 | 2013-09-18 | Airbus Operations Sl | AIRCRAFT LOADING FUSELAGE TORQUE MADE FROM COMPOSITE MATERIAL |
| US7861969B2 (en) * | 2007-05-24 | 2011-01-04 | The Boeing Company | Shaped composite stringers and methods of making |
| CA2711928A1 (en) * | 2008-01-11 | 2009-07-16 | Tomoyuki Shinoda | Reinforcing fiber substrate of curved shape, layered product using the same, preform, fiber-reinforced resin composite material, and processes for producing those |
| GB2458685B (en) * | 2008-03-28 | 2010-05-12 | Rolls Royce Plc | An article formed from a composite material |
| DE102009047040B4 (de) | 2009-11-24 | 2012-10-04 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Zelle, welche Impakt-gefährdet oder Crash-gefährdet ist, und Fahrzeug |
| DE102009056978A1 (de) * | 2009-12-07 | 2011-06-09 | Airbus Operations Gmbh | Vorrichtung und Verfahren zur Herstellung einer aus einem Faserverbundwerkstoff bestehenden Rumpfschale für ein Luftfahrzeug |
| US8940213B2 (en) | 2010-06-25 | 2015-01-27 | The Boeing Company | Resin infusion of composite parts using a perforated caul sheet |
| US8636252B2 (en) | 2010-06-25 | 2014-01-28 | The Boeing Company | Composite structures having integrated stiffeners with smooth runouts and method of making the same |
| US8628717B2 (en) | 2010-06-25 | 2014-01-14 | The Boeing Company | Composite structures having integrated stiffeners and method of making the same |
| US8651419B2 (en) | 2011-07-18 | 2014-02-18 | The Boeing Company | Flexible truss frame and method of making the same |
-
2011
- 2011-07-18 US US13/184,806 patent/US8651419B2/en not_active Expired - Fee Related
-
2012
- 2012-06-18 WO PCT/US2012/042890 patent/WO2013012505A1/en not_active Ceased
- 2012-06-18 EP EP12733275.7A patent/EP2734441B1/en not_active Not-in-force
- 2012-06-18 JP JP2014521628A patent/JP6228917B2/ja not_active Expired - Fee Related
-
2014
- 2014-01-03 US US14/146,923 patent/US9302759B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8651419B2 (en) | 2014-02-18 |
| WO2013012505A1 (en) | 2013-01-24 |
| EP2734441B1 (en) | 2017-10-25 |
| EP2734441A1 (en) | 2014-05-28 |
| US20140117159A1 (en) | 2014-05-01 |
| US20130020438A1 (en) | 2013-01-24 |
| US9302759B2 (en) | 2016-04-05 |
| JP2014527491A (ja) | 2014-10-16 |
| CN103687788A (zh) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6228917B2 (ja) | 可撓性トラスフレーム | |
| JP6649434B2 (ja) | 複合材スティフナを搬送し、配置し、そして圧密化する方法及び器具 | |
| KR101900967B1 (ko) | 부드러운 런아웃부들을 구비한 일체로 형성된 보강재들을 가진 복합 구조물들 및 이를 만드는 방법 | |
| CN102026798B (zh) | 增强的硬化构件及其制造方法 | |
| KR101837217B1 (ko) | 일체화된 보강부재를 갖는 복합 구조물 그 제조 방법 | |
| JP4574086B2 (ja) | 複合材翼の製造方法および複合材翼 | |
| US9359060B2 (en) | Laminated composite radius filler with geometric shaped filler element and method of forming the same | |
| US9370921B2 (en) | Composite radius fillers and methods of forming the same | |
| US20100038030A1 (en) | Advanced composite aerostructure article having a braided co-cured fly away hollow mandrel and method for fabrication | |
| US20140186586A1 (en) | Composite tubular-reinforced integrated structural panels with mutually intersecting stiffeners and fabrication processes | |
| US20150217850A1 (en) | Laminated i-blade stringer | |
| CN103979099A (zh) | 制造具有带短切纤维材料的间隙填充物的复合结构的方法和系统 | |
| KR20150065669A (ko) | 안정화 부재를 구비한 복합 구조물 | |
| US10005267B1 (en) | Formation of complex composite structures using laminate templates | |
| CN111391368A (zh) | 用于复合零件的内部模具 | |
| EP3747637B1 (en) | Method to integrate a first part and a second part comprising composite material | |
| JP2019051702A (ja) | 強化パネル | |
| US10576698B2 (en) | Composite structures | |
| CN103687788B (zh) | 一种复合框架 | |
| JP7830079B2 (ja) | マルチセグメント式スパーの製造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150617 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150617 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160926 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170707 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170919 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6228917 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |