JP6237100B2 - 車輪支持用転がり軸受ユニットの製造方法 - Google Patents
車輪支持用転がり軸受ユニットの製造方法 Download PDFInfo
- Publication number
- JP6237100B2 JP6237100B2 JP2013216425A JP2013216425A JP6237100B2 JP 6237100 B2 JP6237100 B2 JP 6237100B2 JP 2013216425 A JP2013216425 A JP 2013216425A JP 2013216425 A JP2013216425 A JP 2013216425A JP 6237100 B2 JP6237100 B2 JP 6237100B2
- Authority
- JP
- Japan
- Prior art keywords
- raceway surface
- rolling bearing
- bearing unit
- wheel
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/0078—Hubs characterised by the fixation of bearings
- B60B27/0084—Hubs characterised by the fixation of bearings caulking to fix inner race
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/10—Making other particular articles parts of bearings; sleeves; valve seats or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/10—Making other particular articles parts of bearings; sleeves; valve seats or the like
- B21D53/12—Making other particular articles parts of bearings; sleeves; valve seats or the like cages for bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
- B21J9/025—Special design or construction with rolling or wobbling dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/0005—Hubs with ball bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/186—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with three raceways provided integrally on parts other than race rings, e.g. third generation hubs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
- F16C43/06—Placing rolling bodies in cages or bearings
- F16C43/065—Placing rolling bodies in cages or bearings in cages
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/50—Positive connections
- F16C2226/52—Positive connections with plastic deformation, e.g. caulking or staking
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rolling Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
- Forging (AREA)
Description
そこで、本発明は上記のような従来技術が有する問題点を解決し、車輪支持用転がり軸受ユニットを低コストで製造することができる方法を提供することを課題とする。
また、前記金型の材質をJIS G4404に規定のSKD11とし、前記揺動加締め加工において潤滑剤を使用しなくてもよい。
さらに、最大加工荷重が150kN以下のリベッティングマシンを用いて前記揺動加締め加工を行ってもよい。前記リベッティングマシンは、前記金型が装着されるスピンドルと、前記スピンドルを回転させるモータとを備え、前記スピンドルと前記モータが直結されていてもよい。そして、前記モータの回転がインバータ制御されており、該インバータ制御がベクトル制御であってもよい。
さらに、この車輪支持用転がり軸受ユニットの製造方法においては、少なくとも2つの揺動角度での前記揺動加締め加工を予備試験として行い、それぞれの前記加締め部の表面粗さRaを測定し、これら揺動角度と表面粗さRaを、揺動角度αと前記加締め部の表面粗さRaとの関係を示す下記式(1)に適用して、下記式(1)が成立する定数A及びCを算出し、この定数A及びCが決定した下記式(1)を用いて、前記加締め部の表面粗さRaが予め定められた値となる揺動角度を算出し、この算出された揺動角度で、前記車輪支持用転がり軸受ユニットを製造するための前記揺動加締め加工を行ってもよい。
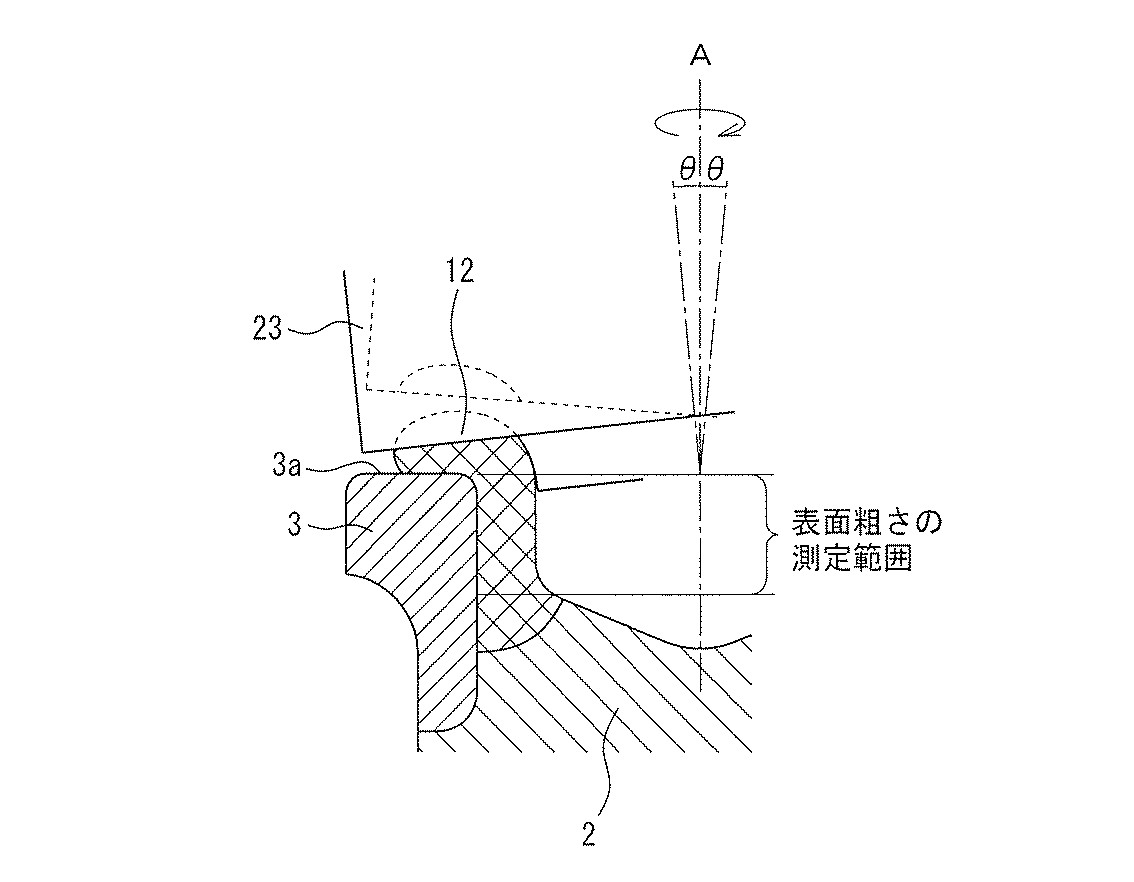
ハブ輪2の内端側部分には外径の小さい円筒部11が形成されており、この円筒部11が内輪3の内側に挿通されて、円筒部11と内輪3が嵌合されている。そして、内輪3よりも内端側に突出している円筒部11の先端部分が径方向外方に加締め広げられており、この加締めによる塑性変形で円筒部11に形成された加締め部12で内輪3の軸方向端面3a(内端側端面)を押さえることにより、内輪3とハブ輪2とが一体的に固定されている。なお、内輪3とハブ輪2とが一体的に固定されたものが、本発明の構成要件である内側部材に相当し、外輪4が本発明の構成要件である外側部材に相当する。
また、本発明は、種々の車輪支持用転がり軸受ユニットに適用することが可能である。例えば、図1の車輪支持用転がり軸受ユニット1のような所謂第三世代の車輪支持用転がり軸受ユニット(第一内側軌道面20aがハブ輪2の外周面に直接形成されている車輪支持用転がり軸受ユニット)に本発明を適用することも可能であるし、以下に説明するような種類の車輪支持用転がり軸受ユニット(第一内側軌道面が内側軌道輪部材を介してハブ輪の外周面に形成されている車輪支持用転がり軸受ユニット)に本発明を適用することも可能である。
ハブ輪の内端側部分には外径の小さい円筒部が形成されており、この円筒部が、軸方向に並んだ一対の内輪の内側に挿通されて、円筒部と一対の内輪が嵌合されている。そして、一対の内輪のうち内端側の内輪よりも内端側に突出している円筒部の先端部分が径方向外方に加締め広げられており、この加締めによる塑性変形で円筒部に形成された加締め部で内端側の内輪の軸方向端面(内端側端面)を押さえることにより、一対の内輪とハブ輪とが一体的に固定されている。
ハブ輪2、外輪4、転動体5、保持器6,6等を、図1に示すように組み立てた後に、ハブ輪2の円筒部11に内輪3を嵌合して車輪支持用転がり軸受ユニット1の半完成品とする。そして、この半完成品を揺動加締め加工装置に装着し、揺動加締め加工を行う。
揺動加締め加工時には、車輪取り付け用フランジ10を基盤26に設けた台座28上に載置するとともに、前記半完成品の外端側部分に形成された凸部29を台座28に形成された穴部内に嵌合し、前記半完成品の中心軸線Aを鉛直にして基盤26に固定するとともに、前記半完成品の中心位置を設定する。所望により、懸架装置取り付け用フランジ13を基盤26にさらに固定してもよい。
次に、揺動加締め加工の各種条件や、該条件における各数値の臨界的意義について説明する。
(A−1 揺動角度と設備費の関係について)
図5のグラフに示すように、揺動角度が大きいと揺動加締め加工の最大加工荷重が低くなり、揺動角度を15°以上とすれば、最大加工荷重を揺動角度が5°である場合の60%以下に低下させることができる。その結果、小型の揺動加締め加工装置を用いて揺動加締め加工を行うことができ、設備費を抑えることができるので、車輪支持用転がり軸受ユニット1を低コストで製造することができる。なお、図5のグラフの縦軸の数値(最大加工荷重)は、揺動角度が5°の場合の最大加工荷重を100%とした相対値である。
なお、リベッティングマシンの改造内容としては、例えば、金型の変更、スピンドルに対する金型の設置角度の変更(例えば、スピンドルの先端部に設ける金型装着用穴の回転中心に対する角度の変更)、スピンドルの先端部に金型を支持する軸受の変更などがあげられる。
加締めにより塑性変形した部分は、その表面粗さが小さい方が耐久性が高いことが知られている。よって、車輪支持用転がり軸受ユニットにおいては加締め部の表面粗さが重要であり、スポーツ用多目的車(SUV:Sport Utility Vehicle )や高級車などのように加締め部の耐久性の要求が厳しい車種では、加締め部の表面粗さが特に重要である。
まず、揺動角度と接触面積の関係について説明する。ただし、ハブ輪の円筒部を加締める金型の形状は複雑なので、計算を単純化するために、図7に示すように円錐形状の金型を考える。図7の(a)は、金型とハブ輪を模式的に示した断面図であり、(b)は、金型とハブ輪を模式的に示した側面図である。
まず、図8〜10のグラフの形状を関数で表す。揺動角度をαとして接触面積Sの関数をS(α)とすると、図8のグラフを表す関数はx=S(α)となる。図9,10のグラフは1次直線なので、図9のグラフを表す関数はy=B・x+D(B,Dは定数)、図10のグラフを表す関数はz=E・y+F(E,Fは定数)となる。
ところで、グラフの形状が類似しているとは、変化の仕方が同じことを意味する。定数は、グラフを平行移動させたり軸のスケールを変えたりするだけで、変化には関わりがない。したがって、定数のE・B、E・D、Fを除いて、変化に関わる関数だけにすると、図6のグラフの変化に関わる関数はz’=S(α)となり、図8のグラフの関数と同一となる。このことから、図6のグラフと図8のグラフの形状が類似していることが説明できる。
相当ひずみは、加締め部を設計する際に、解析によって耐久性を評価する場合に利用する。加締め部の相当ひずみは、図10のグラフに基づいて、0.015strain以下とすることが好ましい。
よって、この算出された揺動角度で、車輪支持用転がり軸受ユニットを製造するための揺動加締め加工を行えば、加締め部の表面粗さが良好で耐久性に優れる車輪支持用転がり軸受ユニットを製造することができる。
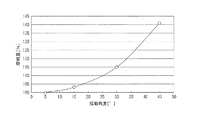
図11のグラフから、揺動角度が30°を超えると加締め部の摩耗量が顕著に増加することが分かる。そのため、加締め部の耐久性を考慮すると、揺動角度を30°以下として摩耗を抑制することが好ましい。よって、好ましい揺動角度は15°以上30°以下となる。なお、図11のグラフの縦軸の数値(摩耗量)は、揺動角度が5°の場合の摩耗量を100%とした相対値である。
揺動鍛造機とリベッティングマシンを比較すると、使用する金型はリベッティングマシンの方が小型であるため、金型の質量はリベッティングマシンの方が小さい。質量が小さい方が金型コストは低くなるが、質量が小さい分だけ熱容量も小さくなるため、熱による溶着で金型が短寿命となるおそれがある。
さらに、揺動回転速度が300〜500min-1であると、金型材質としてJIS G4403に規定のSKH51を用いる必要がある。金型の表面処理や潤滑剤による潤滑は不要であるがSKH51を用いる必要があるため、金型コストがやや高コストとなる。
これらの結果から、揺動回転速度100min-1以上299min-1以下、金型材質SKD11(表面処理なし)、潤滑剤による潤滑なしとすれば、揺動加締め加工のコストを低くすることができる。
また、上記A項及びB項に示した結果から、揺動角度15°以上30°以下、揺動回転速度100min-1以上299min-1以下とすれば、揺動加締め加工を低コストで行うことができるとともに、加締め部の耐久性を高くすることができる。
揺動加締め加工装置としてリベッティングマシンを用いる場合と揺動鍛造機を用いる場合について比較して説明する。
(C−1 揺動回転の安定性について)
従来の揺動鍛造機は、金型が装着されるスピンドルと該スピンドルを回転させるモータとの間に減速機を備えているので、揺動回転速度を低くしても(例えば100min-1以上299min-1以下)、トルクが不十分となる心配は少ない。
通常、揺動鍛造機は、フレームの形状が枠状であるため(特許文献1を参照)、金型を交換する際に、フレームのうち上下方向に延びる柱が金型と交換作業者の間に位置することとなり、柱によって作業が遮られる。また、金型の質量が大きい。よって、金型交換(セット取り替え)の作業性が低い。さらに、揺動鍛造機は、金型を球面座にボルトで固定する構造であるため、金型交換に時間を要する。
従来の揺動鍛造機の市販品は、最大加工荷重が200kN以上のものが多い。したがって、揺動加締め加工装置を小型とするためには、揺動鍛造機に大規模な改造を施すか、又は、新規に設備を開発する必要がある。よって、設備費を安価にしにくい。
これに対してリベッティングマシンは、最大加工荷重が150kN以下の小型のものが多い。したがって、揺動加締め加工装置を小型とするための改造はほとんど不要であり、設備費を安価にしやすい。
2 ハブ輪
3 内輪
3a 軸方向端面
4 外輪
5 転動体
10 車輪取り付け用フランジ
11 円筒部
12 加締め部
13 懸架装置取り付け用フランジ
23 金型
20a 第一内側軌道面
20b 第二内側軌道面
21a 第一外側軌道面
21b 第二外側軌道面
23 金型
24 スピンドル
Claims (11)
- 第一内側軌道面と第二内側軌道面とを外周面に有する内側部材と、前記第一内側軌道面に対向する第一外側軌道面と前記第二内側軌道面に対向する第二外側軌道面とを有し前記内側部材の外側に配置された外側部材と、前記第一内側軌道面と前記第一外側軌道面との間及び前記第二内側軌道面と前記第二外側軌道面との間にそれぞれ転動自在に配置された転動体と、を備え、前記内側部材は、外周面に直接又は内側軌道輪部材を介して前記第一内側軌道面が形成されたハブ輪と、外周面に前記第二内側軌道面が形成された内輪とが一体的に固定されてなる車輪支持用転がり軸受ユニットの製造方法であって、
前記ハブ輪の軸方向一端部に形成された円筒部を前記内輪に挿通し、前記内輪よりも軸方向端部側に突出する前記円筒部の先端部分に金型を押圧して揺動加締め加工を行い、前記円筒部の先端部分を径方向外方に加締め広げて形成した加締め部で前記内輪の軸方向端面を押さえることにより、前記内輪と前記ハブ輪とを一体的に固定するに際して、前記揺動加締め加工の揺動角度を15°以上30°以下とし、
前記加締め部のうち、前記円筒部の先端部分よりも基端側に位置し前記内輪の内周面に接する前記円筒部の基端部分の外周面の表面粗さがRa20μm以下となるように前記揺動加締め加工を行う車輪支持用転がり軸受ユニットの製造方法。 - 第一内側軌道面と第二内側軌道面とを外周面に有する内側部材と、前記第一内側軌道面に対向する第一外側軌道面と前記第二内側軌道面に対向する第二外側軌道面とを有し前記内側部材の外側に配置された外側部材と、前記第一内側軌道面と前記第一外側軌道面との間及び前記第二内側軌道面と前記第二外側軌道面との間にそれぞれ転動自在に配置された転動体と、を備え、前記内側部材は、外周面に直接又は内側軌道輪部材を介して前記第一内側軌道面が形成されたハブ輪と、外周面に前記第二内側軌道面が形成された内輪とが一体的に固定されてなる車輪支持用転がり軸受ユニットの製造方法であって、
前記ハブ輪の軸方向一端部に形成された円筒部を前記内輪に挿通し、前記内輪よりも軸方向端部側に突出する前記円筒部の先端部分に金型を押圧して揺動加締め加工を行い、前記円筒部の先端部分を径方向外方に加締め広げて形成した加締め部で前記内輪の軸方向端面を押さえることにより、前記内輪と前記ハブ輪とを一体的に固定するに際して、前記揺動加締め加工の揺動角度を15°以上30°以下とし、
少なくとも2つの揺動角度での前記揺動加締め加工を予備試験として行い、それぞれの前記加締め部の表面粗さRaを測定し、これら揺動角度と表面粗さRaを、揺動角度αと前記加締め部の表面粗さRaとの関係を示す下記式(1)に適用して、下記式(1)が成立する定数A及びCを算出し、この定数A及びCが決定した下記式(1)を用いて、前記加締め部の表面粗さRaが予め定められた値となる揺動角度を算出し、この算出された揺動角度で、前記車輪支持用転がり軸受ユニットを製造するための前記揺動加締め加工を行う車輪支持用転がり軸受ユニットの製造方法。
- 前記加締め部のうち、前記円筒部の先端部分よりも基端側に位置し前記内輪の内周面に接する前記円筒部の基端部分の外周面の表面粗さがRa20μm以下となるように前記揺動加締め加工を行う請求項2に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記揺動加締め加工の揺動回転速度を100min-1以上299min-1以下とする請求項1〜3のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記金型の材質をJIS G4404に規定のSKD11とする請求項1〜4のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記揺動加締め加工において潤滑剤を使用しない請求項1〜5のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法。
- 最大加工荷重が150kN以下のリベッティングマシンを用いて前記揺動加締め加工を行う請求項1〜6のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記リベッティングマシンは、前記金型が装着されるスピンドルと、前記スピンドルを回転させるモータとを備え、前記スピンドルと前記モータが直結されている請求項7に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記モータの回転がインバータ制御されており、該インバータ制御がベクトル制御である請求項8に記載の車輪支持用転がり軸受ユニットの製造方法。
- 前記加締め部の相当ひずみが0.015strain以下となるように前記揺動加締め加工を行う請求項1〜9のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法。
- 請求項1〜10のいずれか一項に記載の車輪支持用転がり軸受ユニットの製造方法により製造された車輪支持用転がり軸受ユニットを用いる車両の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013216425A JP6237100B2 (ja) | 2013-10-17 | 2013-10-17 | 車輪支持用転がり軸受ユニットの製造方法 |
| CN201480050547.0A CN105531050B (zh) | 2013-10-17 | 2014-10-01 | 车轮支承用滚动轴承单元的制造方法 |
| PCT/JP2014/005021 WO2015056413A1 (ja) | 2013-10-17 | 2014-10-01 | 車輪支持用転がり軸受ユニットの製造方法 |
| EP14854303.6A EP3059027B1 (en) | 2013-10-17 | 2014-10-01 | Method for producing wheel-supporting roller bearing unit |
| US15/029,937 US10286727B2 (en) | 2013-10-17 | 2014-10-01 | Method for producing wheel-supporting roller bearing unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013216425A JP6237100B2 (ja) | 2013-10-17 | 2013-10-17 | 車輪支持用転がり軸受ユニットの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015077616A JP2015077616A (ja) | 2015-04-23 |
| JP6237100B2 true JP6237100B2 (ja) | 2017-11-29 |
Family
ID=52827874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013216425A Active JP6237100B2 (ja) | 2013-10-17 | 2013-10-17 | 車輪支持用転がり軸受ユニットの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10286727B2 (ja) |
| EP (1) | EP3059027B1 (ja) |
| JP (1) | JP6237100B2 (ja) |
| CN (1) | CN105531050B (ja) |
| WO (1) | WO2015056413A1 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6379798B2 (ja) * | 2014-07-25 | 2018-08-29 | 日本精工株式会社 | 転がり軸受ユニットの製造方法及び車両の製造方法 |
| JP6197831B2 (ja) * | 2015-06-05 | 2017-09-20 | 日本精工株式会社 | 車輪支持用転がり軸受ユニットの製造方法及び自動車の製造方法 |
| JP6213528B2 (ja) * | 2015-07-06 | 2017-10-18 | 日本精工株式会社 | 転がり軸受ユニットの製造方法及び車両の製造方法 |
| JP2017077580A (ja) * | 2015-10-21 | 2017-04-27 | 高周波熱錬株式会社 | 複合部材及び複合部材の製造方法 |
| KR20190008881A (ko) * | 2016-07-12 | 2019-01-25 | 닛본 세이고 가부시끼가이샤 | 요동 단조 장치의 검사 장치, 검사용 툴, 검사 방법, 베어링 유닛의 제조 장치, 및 베어링 유닛의 제조 방법 |
| KR20190007490A (ko) * | 2016-07-12 | 2019-01-22 | 닛본 세이고 가부시끼가이샤 | 차륜 지지용 베어링 유닛의 제조 방법 및 제조 장치, 그리고 차량의 제조 방법 |
| JP6508148B2 (ja) * | 2016-08-29 | 2019-05-08 | トヨタ自動車株式会社 | インホイールモータユニット |
| WO2018142654A1 (ja) * | 2017-02-06 | 2018-08-09 | 日本精工株式会社 | フレーム構造、加工装置、部品の製造方法、転がり軸受の製造方法、車両の製造方法、機械の製造方法及びプレス装置 |
| EP3590624B1 (en) | 2017-03-02 | 2023-06-28 | NSK Ltd. | Rotary forge device, rotary forging method, method for manufacturing hub unit bearing using rotary forging method, and vehicle manufacturing method |
| CN110461492B (zh) * | 2017-03-29 | 2021-07-23 | 不二商事株式会社 | 用于车辆的轮毂轴承的内圈约束装置 |
| CN107366684B (zh) * | 2017-08-14 | 2019-09-06 | 中国航发沈阳发动机研究所 | 控制整机条件下的轴承偏斜角的方法 |
| US11253903B2 (en) | 2017-11-30 | 2022-02-22 | Nsk Ltd. | Centering method of rotary caulking device, rotary caulking device manufacturing method, hub unit bearing manufacturing method, vehicle manufacturing method, centering device of rotary caulking device, and rotary caulking system |
| JP6562194B1 (ja) | 2018-02-13 | 2019-08-21 | 日本精工株式会社 | 揺動鍛造装置の動的荷重測定方法、動的荷重測定装置、揺動鍛造装置の校正方法、ハブユニット軸受の製造方法、車両の製造方法 |
| JP2019141887A (ja) * | 2018-02-21 | 2019-08-29 | 光洋サーモシステム株式会社 | かしめ変形量設定方法、および、かしめ結合構造の製造方法 |
| CN111770801B (zh) * | 2018-02-26 | 2022-11-22 | 日本精工株式会社 | 摆动加工装置、轮毂单元轴承的制造方法及汽车的制造方法 |
| CN108533624B (zh) * | 2018-06-19 | 2019-12-13 | 中国航发哈尔滨轴承有限公司 | 一种航空发动机满球轴承自动装配机构 |
| CN108927476A (zh) * | 2018-09-19 | 2018-12-04 | 苏州工业园区虹逸精密机械有限公司 | 立式轴承摆动碾压机 |
| US12103065B2 (en) | 2019-04-10 | 2024-10-01 | Nsk Ltd. | Staking assembly manufacturing method, hub unit bearing manufacturing method, and vehicle manufacturing method |
| US12179251B2 (en) | 2019-04-10 | 2024-12-31 | Nsk Ltd. | Method of manufacturing staking assembly, method of manufacturing hub unit bearing, staking device, staking assembly, and method of manufacturing vehicle |
| EP3892397B1 (en) * | 2019-04-10 | 2025-07-30 | NSK Ltd. | Method for manufacturing hub unit bearing, and method for manufacturing vehicle |
| CN116164049B (zh) * | 2022-12-30 | 2025-08-12 | 浙江智束科技有限公司 | 一种利用工装装配轴连轴承的装配方法 |
| WO2025210955A1 (ja) | 2024-04-05 | 2025-10-09 | 日本精工株式会社 | かしめ結合方法、ハブユニット軸受の製造方法、車両の製造方法、機械装置の製造方法、およびかしめ加工装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0847741A (ja) | 1991-02-07 | 1996-02-20 | Kyodo Kikai Seisakusho:Kk | 揺動鍛造機 |
| DE60031305T2 (de) * | 1999-08-06 | 2007-09-13 | Jtekt Corp., Osaka | Lagervorrichtung |
| US6808312B1 (en) * | 2000-08-21 | 2004-10-26 | Koyo Seiko Co., Ltd. | Bearing device and method of manufacturing the bearing device |
| US6814495B2 (en) * | 2000-08-21 | 2004-11-09 | Koyo Seiko Co., Ltd. | Bearing device and method of manufacturing the bearing device |
| JP2002303332A (ja) * | 2001-04-06 | 2002-10-18 | Koyo Seiko Co Ltd | 軸受装置 |
| JP2003112227A (ja) * | 2001-09-28 | 2003-04-15 | Yatsu Kobo Kk | スピン成形工具とそれによる加工方法 |
| JP4337301B2 (ja) * | 2002-03-20 | 2009-09-30 | 日本精工株式会社 | 車輪支持用ハブユニットの製造方法 |
| JP2004162913A (ja) * | 2002-10-21 | 2004-06-10 | Nsk Ltd | 車輪支持用転がり軸受ユニットの製造方法及び製造装置 |
| JP2005036905A (ja) | 2003-07-16 | 2005-02-10 | Nsk Ltd | 車輪支持用ハブユニットの製造方法 |
| JP2006116550A (ja) * | 2004-10-19 | 2006-05-11 | Nsk Ltd | 押型 |
| JP2008247316A (ja) * | 2007-03-30 | 2008-10-16 | Jtekt Corp | 車輪用転がり軸受装置及びその製造方法 |
| JP4893585B2 (ja) * | 2007-10-31 | 2012-03-07 | 日本精工株式会社 | 車輪支持用転がり軸受ユニットの製造方法 |
| JP5251213B2 (ja) * | 2008-03-31 | 2013-07-31 | 株式会社ジェイテクト | 車輪用軸受装置およびその製造方法 |
| JP5261023B2 (ja) | 2008-05-13 | 2013-08-14 | Ntn株式会社 | 車輪用軸受装置の加工方法 |
| IT1394426B1 (it) * | 2009-06-05 | 2012-06-15 | Reel S R L Unipersonale | Metodo di controllo di un motore |
| JP5720241B2 (ja) * | 2010-12-27 | 2015-05-20 | 株式会社豊田中央研究所 | 揺動鍛造装置および揺動鍛造方法を用いた穿孔方法 |
| CN102151783A (zh) * | 2011-03-26 | 2011-08-17 | 韶关东南轴承有限公司 | 一种汽车轮毂轴承单元旋压式铆合装配制造方法 |
| JP2013000772A (ja) * | 2011-06-16 | 2013-01-07 | ▲吉▼川鐵工株式会社 | リベッティングマシン及びリベッティング方法 |
-
2013
- 2013-10-17 JP JP2013216425A patent/JP6237100B2/ja active Active
-
2014
- 2014-10-01 WO PCT/JP2014/005021 patent/WO2015056413A1/ja not_active Ceased
- 2014-10-01 EP EP14854303.6A patent/EP3059027B1/en active Active
- 2014-10-01 US US15/029,937 patent/US10286727B2/en active Active
- 2014-10-01 CN CN201480050547.0A patent/CN105531050B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105531050A (zh) | 2016-04-27 |
| EP3059027A4 (en) | 2017-08-09 |
| EP3059027A1 (en) | 2016-08-24 |
| CN105531050B (zh) | 2018-01-30 |
| US20160263940A1 (en) | 2016-09-15 |
| EP3059027B1 (en) | 2019-05-01 |
| JP2015077616A (ja) | 2015-04-23 |
| WO2015056413A1 (ja) | 2015-04-23 |
| US10286727B2 (en) | 2019-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6237100B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法 | |
| JP6213528B2 (ja) | 転がり軸受ユニットの製造方法及び車両の製造方法 | |
| CN102744318B (zh) | 车辆用轮毂单元的加工工具以及车辆用轮毂单元 | |
| US12569902B2 (en) | Method of manufacturing staking assembly, method of manufacturing hub unit bearing, staking device, staking assembly, and method of manufacturing vehicle | |
| WO2017010481A1 (ja) | 軸受ユニットの製造方法及び製造装置 | |
| JP6222177B2 (ja) | 転がり軸受ユニットの製造方法、車両の製造方法 | |
| KR102090351B1 (ko) | 회전 운동을 전달하기 위한 연결 요소의 제조 방법 및 그에 의해 제조된 연결 요소 | |
| JP2020121342A5 (ja) | ||
| JP2019214075A (ja) | 揺動鍛造装置の動的荷重測定方法、動的荷重測定装置、揺動鍛造装置の校正方法、ハブユニット軸受の製造方法、車両の製造方法 | |
| US10105799B2 (en) | Hub unit manufacturing apparatus | |
| CN204284215U (zh) | 滚动轴承单元用外圈 | |
| JP6372627B2 (ja) | 車輪支持用軸受ユニットの製造方法及び製造装置、並びに車両の製造方法 | |
| JP2019188476A (ja) | 揺動かしめ装置の芯出し方法、揺動かしめ装置の製造方法、ハブユニット軸受の製造方法、車両の製造方法、揺動かしめ装置の芯出し装置、揺動かしめシステム | |
| US12123466B2 (en) | Staking apparatus and staking method for bearing unit, manufacturing method and manufacturing apparatus of hub unit bearing, and manufacturing method of vehicle | |
| WO2018062176A1 (ja) | シリンダ装置の製造方法 | |
| JP2007319865A (ja) | 車輪支持用転がり軸受ユニットの製造方法及び製造装置 | |
| US20150352629A1 (en) | Forging device and forging method | |
| US10502260B2 (en) | Method for producing an inner ring for a tapered roller bearing, and tapered roller bearing having an inner ring | |
| JP2013018338A (ja) | 車輪支持用ハブユニット | |
| JP6311414B2 (ja) | 外向フランジ部付金属製部材の製造方法、車輪支持用転がり軸受ユニットの製造方法、及び、自動車の製造方法 | |
| WO2025210955A1 (ja) | かしめ結合方法、ハブユニット軸受の製造方法、車両の製造方法、機械装置の製造方法、およびかしめ加工装置 | |
| MX2014011931A (es) | Metodo de conexion de un husillo para vehiculo de diametro interior no simetrico a un alojamiento fijo. | |
| JP2009287594A (ja) | 転がり軸受装置及びその製造方法 | |
| JP2009255130A (ja) | 金属製部材の塑性加工方法及び塑性加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170725 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6237100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |