JP6260708B2 - 表面処理亜鉛系めっき鋼板およびその製造方法 - Google Patents
表面処理亜鉛系めっき鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP6260708B2 JP6260708B2 JP2016546058A JP2016546058A JP6260708B2 JP 6260708 B2 JP6260708 B2 JP 6260708B2 JP 2016546058 A JP2016546058 A JP 2016546058A JP 2016546058 A JP2016546058 A JP 2016546058A JP 6260708 B2 JP6260708 B2 JP 6260708B2
- Authority
- JP
- Japan
- Prior art keywords
- fluororesin
- surface treatment
- steel sheet
- zinc
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C26/00—Coating not provided for in groups C23C2/00 - C23C24/00
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Description
(1)同じ組成の表面処理液を用いた場合でも、製造条件によって皮膜表面におけるフッ素樹脂の存在状態に差が生じる。
(2)フッ素樹脂粒子が溶融していない状態で皮膜表面に存在する場合、皮膜の撥油性の向上効果が低く、また、該粒子の個数が多くなると耐黒ずみ性も低下する。
(3)フッ素樹脂粒子が溶融して皮膜表面に広がった状態とすることにより、皮膜の撥油性を効果的に向上させることができる。
(4)溶融フッ素樹脂領域の面積率を高くすると同時に、溶融していないフッ素樹脂粒子の個数密度を低くすることによって、優れた撥油性と耐黒ずみ性とを両立できる。
1.亜鉛系めっき鋼板と、
前記亜鉛系めっき鋼板の表面に形成された、フッ素樹脂粒子を含有する表面処理皮膜とを有し、
前記表面処理皮膜の表面に、前記フッ素樹脂粒子が溶融して形成された溶融フッ素樹脂領域が、前記表面処理皮膜の表面に対する面積率で40%以上存在し、
前記溶融フッ素樹脂領域内部における、溶融していないフッ素樹脂粒子の個数密度が、50個/10μm2以下である、表面処理亜鉛系めっき鋼板。
(b)前記面積率が40%以上80%未満、かつ前記溶融フッ素樹脂領域の平均直径が5μm以下である、前記1に記載の表面処理亜鉛系めっき鋼板。
前記表面処理液が塗布された亜鉛系めっき鋼板を、最高到達温度:(SP+30)℃以上まで、平均昇温速度:5〜30℃/sで加熱することを特徴とする、請求項1または2に記載の表面処理亜鉛系めっき鋼板の製造方法。
本発明における表面処理亜鉛系めっき鋼板は、亜鉛系めっき鋼板と、前記亜鉛系めっき鋼板の表面に形成された、フッ素樹脂粒子を含有する表面処理皮膜とを有している。
本発明において、ベースとなる亜鉛系めっき鋼板としては、特に制限されることなく、任意の亜鉛系めっき層を有する鋼板を使用することができる。ここで、前記亜鉛系めっき層には、亜鉛めっき層と亜鉛合金めっき層のいずれもが包含される。好適に使用できる亜鉛系めっき鋼板の例としては、溶融亜鉛めっき鋼板(GI)、合金化溶融亜鉛めっき鋼板(GA)、電気亜鉛めっき鋼板(EG)等の亜鉛めっき鋼板、Zn−Niめっき鋼板、Zn−Al−Mgめっき鋼板、Zn−Alめっき鋼板などが挙げられる。前記Zn−Al−Mgめっき鋼板としては、例えば、Zn−6質量%Al−3質量%Mg合金めっき鋼板やZn−11質量%Al−3質量%Mg合金めっき鋼板等が好適に使用できる。また、前記Zn−Alめっき鋼板としては、例えば、Zn−5質量%Al合金めっき鋼板、Zn−1.6質量%Si−55質量%Al合金めっき鋼板等が好適に使用できる。
本発明においては、上記亜鉛系めっき鋼板の表面に、フッ素樹脂粒子を含有する表面処理皮膜が形成される。前記表面処理皮膜としては、フッ素樹脂粒子を含有するものであれば任意のものを用いることができるが、環境負荷物質削減の観点からは、クロメートフリー表面処理皮膜、すなわち、6価クロムを含有しない表面処理皮膜を用いることが好ましく、6価クロム、3価クロムを含めたクロムを含有しない表面処理皮膜を用いることがより好ましい。また、耐黒ずみ性を向上させる観点からは、フッ素樹脂以外の有機樹脂を含有しない表面処理皮膜、言い換えれば、有機樹脂として、フッ素樹脂粒子のみを含有する表面処理皮膜を用いることが好ましい。そして、有機樹脂として、フッ素樹脂粒子のみを含有する、クロメートフリー表面処理皮膜を用いることがより好ましい。前記クロメートフリー表面処理皮膜としては、リン酸塩系表面処理皮膜を用いることが好ましい。
本発明においては、表面処理皮膜の表面に、フッ素樹脂粒子が溶融して形成された溶融フッ素樹脂領域が存在することが必要である。この溶融フッ素樹脂領域が存在することによって、溶融フッ素樹脂領域が存在しない、すなわち、すべてのフッ素樹脂粒子が溶融せずに粒子状のままで存在する場合に比べて、撥油性と耐黒ずみ性の両者を向上させることができる。
本発明においては、溶融フッ素樹脂領域を形成することに加えて、さらに、前記溶融フッ素樹脂領域内部における、溶融していないフッ素樹脂粒子の個数密度を制御することが重要である。前記個数密度が50個/10μm2を超えると、プレス成形時に発生する皮膜カスの量が増加するため、耐黒ずみ性が低下する。また、表面処理液のフッ素樹脂含有量が同一の場合、前記個数密度が高いほど、溶融フッ素樹脂領域が小さくなり、撥油性も低下する。したがって、本発明では、溶融フッ素樹脂領域内部における、溶融していないフッ素樹脂粒子の個数密度を50個/10μm2以下とする。なお、前記個数密度は、30個/10μm2以下とすることが好ましい。
(a)前記溶融フッ素樹脂領域の面積率が80%以上。
(b)前記面積率が40%以上80%未満、かつ前記溶融フッ素樹脂領域の平均直径が5μm以下。
溶融フッ素樹脂領域の面積率が80%以上であれば、皮膜表面の大部分が溶融フッ素樹脂領域で占められることとなるため、撥油性と耐黒ずみ性が極めて良好となる。
また、溶融フッ素樹脂領域の面積率が40%以上80%未満の場合であっても、溶融フッ素樹脂領域の平均直径が5μm以下であれば、極めて良好な撥油性と耐黒ずみ性を得ることができる。これは、面積率が同じ場合、個々の溶融フッ素樹脂領域が大きいと、撥油される領域に粗密ができ、その結果、表面全体の撥油性が低下するためであると考えられる。個々の溶融フッ素樹脂領域を小さくし、表面全体にわたって溶融フッ素樹脂領域を分散させることにより、低い面積率であっても効果的に撥油性を向上させることができる。なお、溶融フッ素樹脂領域の平均直径の測定は、後述する実施例に記載の方法で行うことができる。
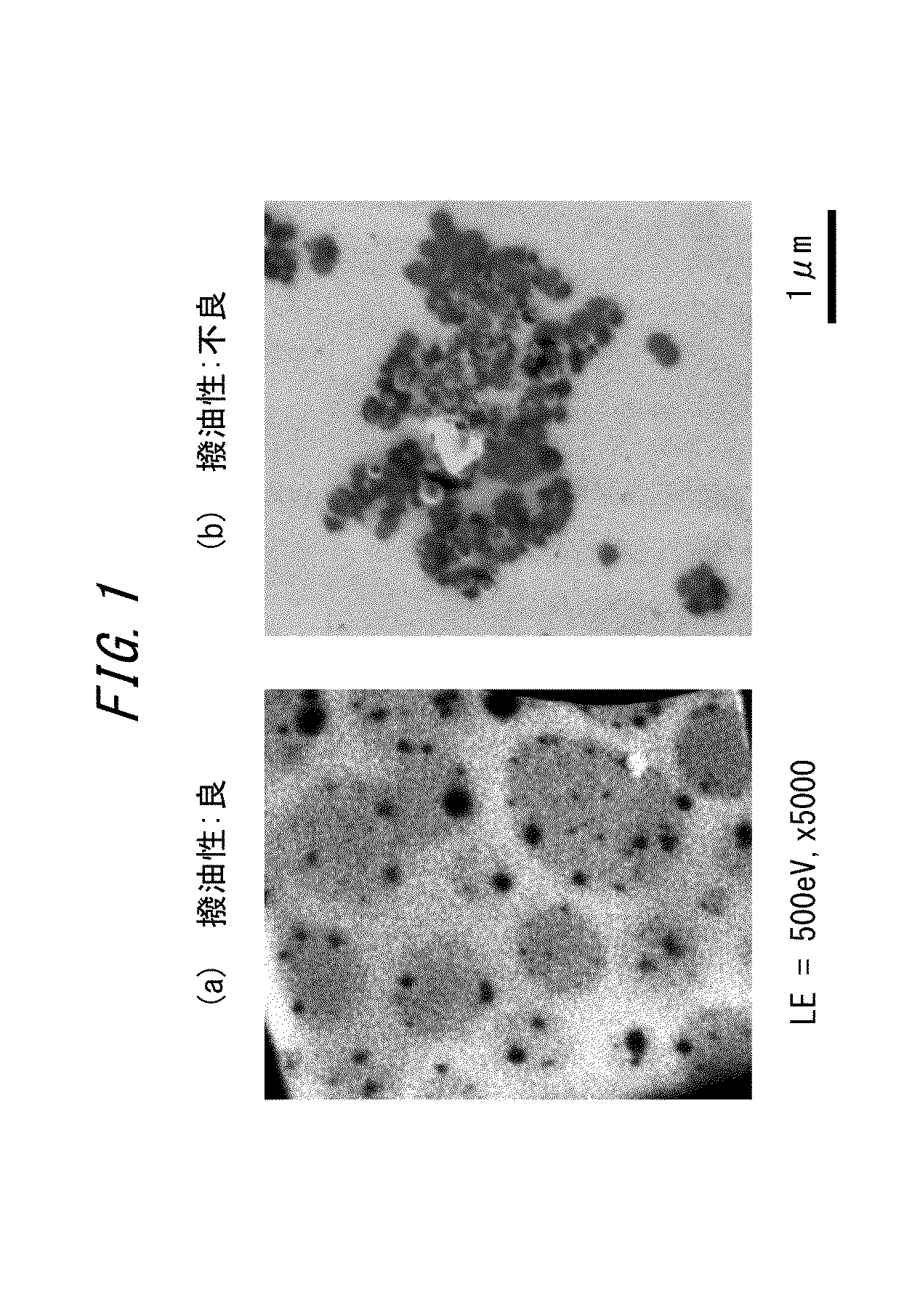
本発明の一実施形態においては、表面処理皮膜表面に存在するフッ素樹脂の測定に、前述のSLEEMを用いることができる。SLEEMによる皮膜表面の観察においては、試料ステージに印加するバイアス電圧を調節して、入射電子のエネルギーを75eV以上、1000eV未満の範囲とすることが好ましい。入射電子のエネルギーが75eVより低いと、皮膜がチャージアップを起こし、本来の試料表面の情報が得られなくなる場合がある。一方、入射電子のエネルギーが1000eV以上であると、皮膜内部の情報が重畳して検出されるので、皮膜表面のみを選択的に観察することができない。SLEEM像においては、溶融していないフッ素樹脂粒子と溶融フッ素樹脂領域が、それぞれ異なるコントラストで、それ以外の領域よりも暗く観察されるので、これらを判別することができる。さらに、得られたSLEEM像に対して適切な画像処理を施すことにより、コントラストを強調してもよい。
表面処理皮膜の表面に対する溶融フッ素樹脂領域の面積率は、例えば、得られたSLEEM像を、画像解析用ソフトウェアを用いて解析することによって求めることができる。前記解析では、例えば、画像を二値化して溶融フッ素樹脂領域とそれ以外の領域とに分け、全体の面積に対する溶融フッ素樹脂領域の面積の比率を算出することができる。
溶融フッ素樹脂領域の平均直径は、SLEEM像などの、表面処理皮膜表面の像から、少なくとも40個の溶融フッ素樹脂領域を任意に抽出して個々の領域の直径を測定し、その平均値として求めることができる。その際、溶融フッ素樹脂領域が楕円形の場合には、長径を直径とする。
溶融フッ素樹脂領域の内部における、溶融していないフッ素樹脂粒子の個数密度は、SLEEM像などの、表面処理皮膜表面の像から、少なくとも40個の溶融フッ素樹脂領域を任意に抽出して、該溶融フッ素樹脂領域の面積とその内部に存在する粒子の個数を計測し、単位面積当たりの平均個数を算出する。粒子の個数の計測には、画像解析用ソフトウェアを利用することができる。前記任意の40個の溶融フッ素樹脂領域は、平均直径の計測に用いたものでもよいし、別のものでもよい。
次に、本発明の表面処理亜鉛系めっき鋼板の製造方法について説明する。本発明の一実施形態における表面処理亜鉛系めっき鋼板は、次の工程を順次行うことにより製造することができる。
i)軟化点がSP(℃)であるフッ素樹脂を、全固形分に対し0.3〜3.0質量%、エマルションとして含有する表面処理液を、板温が(SP+10)℃以下である亜鉛系めっき鋼板の表面に塗布する工程。
ii)前記表面処理液が塗布された亜鉛系めっき鋼板を、最高到達温度:(SP+30)℃以上まで、平均昇温速度:5〜30℃/sで加熱する工程。
以下、使用することができる表面処理液の例と、上記各工程の詳細について説明する。
本発明は、フッ素樹脂自体が備えている撥油性という性質を利用したものであり、表面処理皮膜の表面におけるフッ素樹脂の形態を制御するものである。したがって、その作用効果はフッ素樹脂以外の皮膜成分に依存せず、フッ素樹脂エマルションを含有する表面処理液であれば、任意のものを用いて皮膜を形成することができる。
(A)炭酸ジルコニウム化合物、
(B)リン酸化合物、
(C)ヒドロキシカルボン酸、
(D)テトラアルコキシシラン、
(E)エポキシ基を有するシランカップリング剤、
(F)バナジウム化合物、
(G)ニッケル化合物、
(I)ワックス。
上記炭酸ジルコニウム化合物としては、任意のものを、1または2以上組み合わせて使用できる。なかでも、炭酸ジルコニウムの塩を用いることが好ましく、炭酸ジルコニウムのアルカリ金属塩およびアンモニウム塩からなる群より選択される1または2以上を用いることがより好ましい。前記アルカリ金属塩としては、リチウム塩、ナトリウム塩、カリウム塩等が挙げられる。
上記リン酸化合物としては、表面処理液に溶解するものであれば特に制限はなく、任意のものを、1または2以上組み合わせて使用できる。前記リン酸化合物としては、例えば、リンの酸素酸、縮合リン酸、およびそれらの塩からなる群より選択される1または2以上を用いることができる。
上記ヒドロキシカルボン酸としては、任意のものを、1または2以上組み合わせて使用できる。前記ヒドロキシカルボン酸としては、例えば、乳酸、酒石酸、リンゴ酸、クエン酸などが挙げられる。前記ヒドロキシカルボン酸(C)の固形分質量と、前記炭酸ジルコニウム化合物(A)のZr換算の固形分質量との比(C/A)は、0.05〜0.87であることが好適である。
上記テトラアルコキシシランとしては、任意のものを、1または2以上組み合わせて使用できる。前記テトラアルコキシシランとしては、例えば、テトラメトキシシラン、テトラエトキシシラン、テトラプロポキシシラン等を使用することができる。前記テトラアルコキシシラン(D)の固形分質量と、前記炭酸ジルコニウム化合物(A)のZr換算の固形分質量との比(D/A)は、0.11〜1.80であることが好適である。
上記エポキシ基を有するシランカップリング剤としては、1分子中にエポキシ基とアルコキシ基を有するシランカップリング剤であれば、任意のものを、1または2以上組み合わせて使用できる。前記アルコキシ基は、炭素数1〜4のアルコキシ基であることが好ましく、炭素数1〜3のアルコキシ基であることがより好ましい。前記エポキシ基を有するシランカップリング剤としては、例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、2−(3,4―エポキシシクロヘキシル)エチルトリエトキシシランなどが挙げられる。前記エポキシ基を有するシランカップリング剤(E)の固形分質量と、前記炭酸ジルコニウム化合物(A)のZr換算の固形分質量との比(E/A)は、0.06〜0.50であることが好適である。
上記バナジウム化合物としては、任意のものを、1または2以上組み合わせて使用できる。前記バナジウム化合物としては、メタバナジン酸アンモニウム、メタバナジン酸ナトリウム等のバナジウムのオキソアニオンを含む化合物や、バナジウムアセチルアセトネートが挙げられる。前記バナジウム化合物(F)のV換算の固形分質量と、前記炭酸ジルコニウム化合物(A)のZr換算の固形分質量との比(F/A)は、0.02〜0.30であることが好適である。
上記ニッケル化合物としては、任意のものを、1または2以上組み合わせて使用できる。前記ニッケル化合物としては、例えば、硝酸ニッケル、硫酸ニッケル、炭酸ニッケル、塩化ニッケル、リン酸ニッケルなどのニッケル塩が挙げられる。前記ニッケル化合物(G)のNi換算の固形分質量と、前記炭酸ジルコニウム化合物(A)のZr換算の固形分質量との比(G/A)は、0.02〜0.16であることが好適である。
上記ワックスとしては、表面処理液に対して相溶性を有するものであれば、任意のものを、1または2以上組み合わせて使用できる。前記ワックスとしては、例えば、ポリオレフィンワックス、モンタンワックス、パラフィンワックス、マイクロクリスタリンワックス、カルナバワックス、ラノリン系ワックス、シリコン系ワックスなどが挙げられる。また、前記ポリオレフィンワックスとしては、例えば、ポリエチレンワックス、酸化ポリエチレンワックス、ポリプロピレンワックスなどが挙げられ、これら1種以上を使用することができる。ワックスを使用する場合、該ワックス(I)の固形分と前記表面処理液の全固形分(X)との比(I/X)は、0.01〜0.05とすることが好ましい。
亜鉛系めっき鋼板には、防錆目的で防錆油が塗られている場合が多く、また、防錆油が塗布されていない場合でも、作業中に油分や汚れ等が付着している。よって、亜鉛系めっき鋼板に表面処理液を塗布する前に、亜鉛系めっき鋼板表面に付着した油分や汚れを除去することを目的とした前処理を施すことが好ましい。上記の前処理を施すことにより、亜鉛系めっき層の表面が清浄化され、均一に処理液が濡れやすくなる。亜鉛系めっき鋼板表面に油分や汚れ等がなく、表面処理液が均一に濡れる場合は、前処理工程は特に必要はない。なお、前処理の方法は特に限定されず、例えば湯洗、溶剤洗浄、アルカリ脱脂等の方法が挙げられる。
必要に応じて上記前処理を行った後、亜鉛系めっき鋼板の表面に表面処理液を塗布する。 表面処理液を塗布する方法としては、処理される亜鉛系めっき鋼板の形状等によって適宜最適な方法を選択すればよく、ロールコート法、バーコート法、浸漬法、スプレー塗布法等、任意の方法を用いることができる。また、塗布後にエアーナイフ法やロール絞り法により塗布量の調整、外観の均一化、膜厚の均一化を行うことも可能である。
次に、表面処理液が塗布された亜鉛系めっき鋼板を加熱することにより、表面処理液を乾燥させて皮膜を形成する。加熱を行う手段としては、ドライヤー、熱風炉、高周波誘導加熱炉、赤外線炉など、任意のものを用いることができる。前記加熱は、表面処理液の塗布後、5秒以内に開始することが好ましい。
次に、実施例に基づいて本発明をさらに具体的に説明する。以下の実施例は、本発明の好適な一例を示すものであり、本発明は、該実施例によって何ら限定されるものではない。
・フッ素樹脂(旭硝子社製AG-E081、軟化点:40℃)
・炭酸ジルコニウムナトリウム:25質量%
・リン酸:40質量%
・リンゴ酸:5質量%
・アルコキシシラン、シランカップリング剤:15質量%
・水(残部)
・フッ素樹脂(旭硝子社製AG-E081、軟化点:40℃)
・炭酸ジルコニウムナトリウム: 15質量%
・リン酸:40質量%
・リンゴ酸:5質量%
・アルコキシシラン、シランカップリング剤:30質量%
・水(残部)
・フッ素樹脂(旭硝子社製AG-E081、軟化点:40℃)
・炭酸ジルコニウムナトリウム: 25質量%
・リン酸:55質量%
・アルコキシシラン、シランカップリング剤:5質量%
・水(残部)
得られた表面処理亜鉛系めっき鋼板の皮膜表面におけるフッ素樹脂の状態を、SLEEM(FEI社製、Helios Nanolab 600i)を用いて観察した。観察時の入射電子のエネルギーは、試料による導電性の違いを考慮して75〜1000eVの間で調整した。観察倍率は5000倍とし、任意の10視野における10μm四方のSLEEM像を取得した。
得られた表面処理亜鉛系めっき鋼板に対し連続高速プレス成形を施し、プレス成形後の外観に基づいて耐黒ずみ性を評価した。以下、評価方法を説明する。
成形速度450mm/s、ブランク径φ90mm
1段目:ポンチ径Φ49mm、ポンチとダイスのクリアランス1.0mm
2段目:ポンチ径Φ39mm、ポンチとダイスのクリアランス0.8mm
3段目:ポンチ径Φ32mm、ポンチとダイスのクリアランス0.8mm
4段目:ポンチ径Φ27.5mm、ポンチとダイスのクリアランス0.8mm
5段目:ポンチ径Φ24.4mm、ポンチとダイスのクリアランス0.8mm
◎ :プレス直後でも黒ずみがサンプル表面に付着していない。
○ :プレス直後は黒ずみがサンプル表面に面積率で5%以下付着しているが、時間とともに黒ずみが鋼板表面から流れてほとんど確認できなくなる。
○−:プレス直後に黒ずみがサンプル表面に面積率で5%以下付着しており、時間がたっても黒ずみが鋼板表面に残ったままである。
△ :黒ずみがサンプル表面に面積率で5%超、15%以下付着して、時間がたっても黒ずみが鋼板表面に残ったままである。
× :黒ずみがサンプル表面に面積率で15%超付着して、時間がたっても黒ずみが鋼板表面に残ったままである。
得られた表面処理亜鉛系めっき鋼板の撥油性を、以下の方法で評価した。
各鋼板を85℃に加温した状態で、軸受用油(NOKクリューバー(株)製「ALL TIME J 1652」)を鋼板表面に滴下し、滴下後85℃環境下3日間静置した。前記軸受用油の動粘度は、40℃において51〜69mm2/s、100℃において11.1〜14.9mm2/sである。その後、各鋼板の表面と前記軸受用油との接触角を、固液界面解析装置(協和界面科学(株)製「Drop Master 500」)により測定した。評価基準は、以下のとおりである。
◎ :接触角40°以上
○ :接触角30°以上40°未満
△ :接触角15°以上30°未満
× :接触角15°未満
Claims (2)
- 亜鉛系めっき鋼板と、
前記亜鉛系めっき鋼板の表面に形成された、フッ素樹脂粒子を含有する表面処理皮膜とを有し、
前記表面処理皮膜の表面に、前記フッ素樹脂粒子が溶融して形成された溶融フッ素樹脂領域が、前記表面処理皮膜の表面に対する面積率で40%以上80%未満存在し、
前記溶融フッ素樹脂領域内部における、溶融していないフッ素樹脂粒子の個数密度が、50個/10μm2以下であり、
前記溶融フッ素樹脂領域の平均直径が5μm以下である、表面処理亜鉛系めっき鋼板。 - 軟化点がSP(℃)であるフッ素樹脂を、全固形分に対し0.3〜3.0質量%、エマルションとして含有する表面処理液を、板温が(SP+10)℃以下である亜鉛系めっき鋼板の表面に塗布し、
前記表面処理液が塗布された亜鉛系めっき鋼板を、最高到達温度:(SP+30)℃以上まで、平均昇温速度:5〜30℃/sで加熱することを特徴とする、請求項1に記載の表面処理亜鉛系めっき鋼板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120540 | 2015-06-15 | ||
| JP2015120540 | 2015-06-15 | ||
| PCT/JP2016/002389 WO2016203703A1 (ja) | 2015-06-15 | 2016-05-16 | 表面処理亜鉛系めっき鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016203703A1 JPWO2016203703A1 (ja) | 2017-06-22 |
| JP6260708B2 true JP6260708B2 (ja) | 2018-01-17 |
Family
ID=57545895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016546058A Active JP6260708B2 (ja) | 2015-06-15 | 2016-05-16 | 表面処理亜鉛系めっき鋼板およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6260708B2 (ja) |
| CN (1) | CN107532307B (ja) |
| TW (1) | TWI612181B (ja) |
| WO (1) | WO2016203703A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6680412B1 (ja) * | 2018-05-25 | 2020-04-15 | 日本製鉄株式会社 | 表面処理鋼板 |
| JP6672519B1 (ja) * | 2019-06-18 | 2020-03-25 | 日鉄日新製鋼株式会社 | 化成処理鋼板 |
| JP6692480B1 (ja) * | 2019-06-18 | 2020-05-13 | 日鉄日新製鋼株式会社 | 化成処理鋼板 |
| JP7127628B2 (ja) * | 2019-09-10 | 2022-08-30 | Jfeスチール株式会社 | 表面処理液、表面処理鋼板の製造方法、および表面処理鋼板 |
| TWI792932B (zh) | 2021-03-04 | 2023-02-11 | 日商日本製鐵股份有限公司 | 表面處理鋼材 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05132646A (ja) * | 1991-02-07 | 1993-05-28 | Asahi Kagaku Kogyo Kk | 無機質塗料組成物 |
| JP3953254B2 (ja) * | 2000-05-01 | 2007-08-08 | トヨタ自動車株式会社 | 亜鉛メッキ金属製品の塗装方法 |
| JP2003025488A (ja) * | 2001-07-19 | 2003-01-29 | Nisshin Steel Co Ltd | 耐摩耗性,意匠性に優れた耐熱非粘着塗装金属板及び耐熱非粘着塗装用塗料 |
| CN100497733C (zh) * | 2003-01-31 | 2009-06-10 | 杰富意钢铁株式会社 | 黑色镀锌系钢板 |
| JP5088095B2 (ja) * | 2006-12-13 | 2012-12-05 | Jfeスチール株式会社 | 平板部耐食性、耐黒変性およびプレス成形後の外観と耐食性に優れた表面処理亜鉛系めっき鋼板、並びに亜鉛系めっき鋼板用水系表面処理液 |
| KR100804934B1 (ko) * | 2006-12-27 | 2008-02-20 | 주식회사 포스코 | 방열특성이 우수한 방열수지 조성물, 이를 이용한 강판처리방법 및 이에 따라 처리된 강판 |
| JP5168332B2 (ja) * | 2010-09-24 | 2013-03-21 | Jfeスチール株式会社 | 亜鉛系めっき鋼板用の表面処理液ならびに亜鉛系めっき鋼板およびその製造方法 |
| CA2810987C (en) * | 2010-09-29 | 2015-12-15 | Jfe Steel Corporation | Zinc-based metal coated steel sheet |
| US8908166B2 (en) * | 2012-12-20 | 2014-12-09 | Schlumber Technology Corporation | Methods and apparatus for downhole fluid analysis |
| JP6070725B2 (ja) * | 2013-02-08 | 2017-02-01 | Jfeスチール株式会社 | 亜鉛系めっき鋼板用表面処理液ならびに表面処理皮膜付き亜鉛系めっき鋼板およびその製造方法 |
-
2016
- 2016-05-16 CN CN201680025761.XA patent/CN107532307B/zh active Active
- 2016-05-16 JP JP2016546058A patent/JP6260708B2/ja active Active
- 2016-05-16 WO PCT/JP2016/002389 patent/WO2016203703A1/ja not_active Ceased
- 2016-06-01 TW TW105117175A patent/TWI612181B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107532307A (zh) | 2018-01-02 |
| WO2016203703A1 (ja) | 2016-12-22 |
| CN107532307B (zh) | 2019-12-24 |
| JPWO2016203703A1 (ja) | 2017-06-22 |
| TW201710552A (zh) | 2017-03-16 |
| TWI612181B (zh) | 2018-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6260708B2 (ja) | 表面処理亜鉛系めっき鋼板およびその製造方法 | |
| KR101468651B1 (ko) | 아연계 도금 강판용의 표면 처리액 그리고 아연계 도금 강판 및 그의 제조 방법 | |
| KR910009984B1 (ko) | 성형성 및 내식성이 우수한 윤활수지 처리강판 | |
| KR101697891B1 (ko) | 아연계 도금 강판용 표면 처리액과 표면 처리 피막 부착 아연계 도금 강판 및 그 제조 방법 | |
| WO2013129268A1 (ja) | 塑性加工用水溶性潤滑剤、塑性加工用金属材および金属加工品 | |
| JP6362379B2 (ja) | 耐食性及び加工性に優れた皮膜を有する鋼線材及びその製造方法 | |
| JP5621754B2 (ja) | 高潤滑表面処理鋼板 | |
| JP5773107B1 (ja) | 表面処理皮膜付き亜鉛系めっき鋼板およびその製造方法 | |
| JP5353342B2 (ja) | 表面処理亜鉛系めっき金属材料と表面処理液 | |
| JP6222893B2 (ja) | 塗料組成物およびこれを用いた塗料被覆金属材料 | |
| JP6070596B2 (ja) | 表面処理皮膜付き亜鉛系めっき鋼板およびその製造方法 | |
| JP2696461B2 (ja) | プレス性および耐摺動摩耗性に優れた硬質潤滑めっき鋼板 | |
| JP3990663B2 (ja) | 表面処理金属板、及びその製造方法、並びにこの製造方法に用いる潤滑樹脂と潤滑樹脂塗料組成物 | |
| CN101772593B (zh) | 耐油润湿扩散性出色的表面处理钢板 | |
| JP7375788B2 (ja) | 表面処理皮膜付き亜鉛系めっき鋼板及びその製造方法 | |
| KR100739217B1 (ko) | 윤활성 금속판 및 그 제조 방법 | |
| JPH0657442A (ja) | 耐かじり性、耐熱性および耐摺動摩耗性に優れた潤滑めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6260708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |