JP6282956B2 - ツイストケーブル製造装置及びツイストケーブル製造方法 - Google Patents
ツイストケーブル製造装置及びツイストケーブル製造方法 Download PDFInfo
- Publication number
- JP6282956B2 JP6282956B2 JP2014159379A JP2014159379A JP6282956B2 JP 6282956 B2 JP6282956 B2 JP 6282956B2 JP 2014159379 A JP2014159379 A JP 2014159379A JP 2014159379 A JP2014159379 A JP 2014159379A JP 6282956 B2 JP6282956 B2 JP 6282956B2
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- wire
- tail
- electric wire
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Landscapes
- Processes Specially Adapted For Manufacturing Cables (AREA)
Description
A)前記複数本の電線のトップ部を把持するトップクランプ、 B)該複数本の電線のテール部を把持するテールクランプ、 C)前トップクランプ及び/又は前記テールクランプを回転させる回転手段、及び、 D)前記トップクランプと前記テールクランプの相互間隔及び前記複数本の電線に付加する張力を調整するクランプ間隔・張力調整機構、 前記複数本の電線のトップ部を、前記トップ引き出し手段から受け取って前記電線撚り合わせ装置のトップクランプに渡すトップ受け渡し手段と、 前記複数本の電線のテール部を、前記テール端処理手段から受け取って前記電線撚り合わせ装置のテールクランプに渡すテール受け渡し手段と、を具備するツイストケーブル製造装置であって、 前記トップ受け渡し手段が、前記トップ引き出し手段と前記電線撚り合わせ装置との間に配置されており、 前記トップ引き出し手段によって引き出された電線トップ部の位置まで、前記トップ受け渡し手段の電線クランプ(受け渡しクランプ)が、前記電線長手方向に交差する方向(−Y方向)に直線運動して張り出して前記電線を受け取り、 前記電線撚り合わせ装置の前記トップクランプの位置まで、前記トップ受け渡し手段の電線クランプが、前記−Y方向の反対方向(+Y方向)に直線運動して張り出して前記電線を渡すことを特徴とする。
この場合、受け渡しクランプY方向移動のアクチュエータが1台となるので、移動スピード変更・駆動制御が容易である。なお、トップ受け渡し装置がテール側の諸作業(皮むきや端子圧着など)のたびに停止する場合、その停止タイミングや移動スピードは、ツイストケーブル製品の仕様(電線径・端子種類など)によって異なることもあるので、移動の位置制御はきわめて複雑である。また、張り出し移動機構にアクチュエータ・減速機・ボールネジなど載せなくてすむので、移動慣性を小さくでき、省スペースを図れる。
電線トップ部の「姿勢を維持したまま」とは、「電線トップ部に回転などの相対位置変化を加えることなく」という意味である。これにより、Y方向送り(横送り)中の電線の姿勢変化を極力小さくしている。
電線の一部、通常は最も電線が下に弛んだ部分をクッションベルト上に置くことにより、テール端処理及びY方向搬送中の電線の振れを止めることができる。
1;ツイストケーブル製造装置、100;電線送給装置、120;左右のローラ対、
130;電線送りモータ、135;ノズル、148;シリンダ、
200;トップ皮むき装置、210;トップ端子圧着装置、230;切断装置
240;テールクランプ装置、250;テール皮むき装置、260;テール端子圧着装置
315;支持プレート、317;連結プレート、320;移動機構、321;リニアガイド、
322;スライダ、325;タイミングベルト、327;モータ、329;プーリ、
331;押さえローラ、
421・422;リンク、
513;ロッド側管路、514;ピストン側管路、
516;圧力調整弁、517・518;開閉切換弁、519;空圧源
659;タイミングベルト、655・656;プーリ、657;モータ、658;ベルト
660;クッションベルト、662;ベルト端部、663;プーリ、667;ベルト接続部、
1300;トップ引き出し装置、1310;クランプ部、1311;クランプ、
1313;クランプ開閉リンク機構、
1321;爪、1323;ピン、1324;クランプ本体、1325;アーム、
1327;ピン、1329;リンクA、
1330;枠、1331;ピン、1333;リンクB、1334;クレビス、1335;ピン、1338;ロッド、1339;クランプ開閉シリンダ、1347;ストローク調整ボルト、
1350;クランプ間隔変更機構、1351;プレート、1353;エアチャックスライダ、
1355;エアチャックレール、1357;エアチャック本体、
1361;リニアガイドスライダ、1363;リニアガイドレール、1371;移動台、
1401;テーブル、1403;テール側電線振れ止め、1404;X方向中央部電線振れ止め、1406;ショックアブソーバー、1408;トップ側電線振れ止め
1410;クランプ部、1411;クランプ片、1413;本体、1414;根元部、1415;テーパ、
1420;開閉リンクハウジング、1427;シャフト、1429;カウンターウェイト
1430;ホルダー、1435;ベアリング
1443;ジョイント、1447;クランプ開閉シリンダ、1449;カップリング、
1450;クランプ回転モータ、1455;移動台、1456;取付部、1459;ショックアブソーバー
1460;ワイヤー弛み取り機構、1461;ロッド、1462;ストッパ移動シリンダ、
1463;ストッパ、1465;ストッパーガイドロッド、1468;プレート
1470;ベース、1473;ステイ、1474・1475; リニアガイドレール、
1476;リニアガイドスライダ
1510;付勢シリンダ、1511;ロッド、1512;ピストン、
1627;モータ、
1640;X移動台、1642;リニアガイドスライダ、1644;ナットホルダー、
1647;ボールネジ、1650;ネジ駆動モータ、1651;リニアガイド、
1652;スライダ、1661・1662;レール、
1700;テール受け渡し装置、1706;カバー、1701;旋回機構、1711;吊下げ棒
1720;クランプ上下シリンダ、1721;シリンダ本体、1723;シリンダロッド、
1725;上下スライダ、1727;元部、1729;先部
1731;上下台、1733;シリンダ接続部、1735;上下プレート接続部、
1737;延長部、1739;エアチャック接続部
1740;エアチャック、1747;アーム、1749;位置固定クランプ、
1761;上下プレート、1763;下部
1770;電線間ピッチ変更シリンダ、1771;本体、1773;シリンダロッド、
1775;水平スライダ、1777;上部、1781;移動プレート
1790;エアチャック、1797;アーム、1799;位置可動クランプ
1800;排出トレイ
2613;クランプ爪、2613b;面取り、2614;挿通孔、2615;クランプピン、2616;凹所、2617;クランプブロック、2619;ガイドピン
2630;張り出し移動案内機構(Y方向リニアガイド)、2631;スライダー、2633;レール、
2638;ストッパー、2639;ステー、
2641;上下ブラケット、2641b;短辺部、2641c;長辺部、2649;スライダー
2650;クランプシリンダ、2651;ロッド、
2660;ステー、2661;袖部、2669;リニアガイドレール、
2670;フレーム、2671;天板、2673;対向面・下面、2674;先部、2677;元部、2678;穴、
2681;底板、2683;対向面(上面)、2684;先部、2686;中部、
2687;元部、2689;元端部、
2710;張り出し移動機構、2711;ガイドロッド、2712;ガイドヘッド、2714;ピン孔、2716;ロッド部、
2720;ガイドハウジング、2721;蓋、2723;ロッド孔、2727;元部、2728;凹段部、
2729;凹部
2730;回動支持部、2731;コマ、2734;ネジ、2735;ベアリング、2739;ストップリング
2741;柱、2743;面取り
2750;ジョイント、2752;上連結部、2754;中央部、2755;スイングプレートレ連結部、2756;下連結部、
2760;スイングプレート、2762;テール側端部、2766;元部、2768;端面、
2769;ボルト、2775;脚、2777;転動体、2778;カムフォロアー、2779;ステー、
2780;カム板、2781;カム溝、2782;隅部、2783;ストレート部、2784;湾曲部、
2785;死点、2786;湾曲部、2787;ストレート部、2788;隅部、
2790;主移動機構、2791;ナットホルダー、2793;底板連結部
2821;ショックアブソーバー
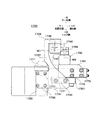
ツイストケーブル製造装置の全体構成
図1を参照して、本発明の実施の形態に係るツイストケーブル製造装置の全体構成を説明する。
本発明者らが提案した二線式圧着電線製造装置(特許第5060657号)と同様の、2つの電線束の各々から電線を送給するとともに該電線の先端部を挟持する電線送給装置(特許請求の範囲にいう電線供給手段)100。
該電線の先端(トップ)の被覆を皮むきする皮むき装置(トップ端処理手段)200。
皮むきされた電線の先端に端子を圧着する端子圧着装置(トップ端処理手段)210。
先端に端子が圧着された電線を任意の長さに切断する電線切断装置(電線切断手段)230。
切断された電線の後端(テール)部を挟持するクランプ装置(テール端処理手段)240。
切断された電線のテールの被覆を皮むきする皮むき装置(テール端処理手段)250。
皮むきされた後端に端子を圧着する端子圧着装置(テール端処理手段)260。
切断装置230で切断されて端子が圧着された電線の先端部を把持して任意の長さだけ引き出すトップ引き出し装置(トップ引き出し手段)1300。このトップ引き出し装置1300は、電線引き出し後に、二本の電線W1・W2の軸芯間距離(Y方向の寸法、電線間ピッチという)を、引き出し時の20mmから10mmに狭めることができる。
両端に端子が圧着された2本の電線を撚り合わせる電線撚り合わせ装置1400。
電線撚り合わせ装置1400は、切断された電線の先端部(トップ)を把持して回転するトップ回転ユニット(回転手段)1400Aと、同電線の後端部(テール)を把持して回転するテール回転ユニット1400Bとからなる。両ユニット間の下方には、製造されたツイストケーブルが収容される排出トレイ1800が配置されている。
切断された電線のトップを、トップ引き出し装置1300から撚り合わせ装置のトップ回転ユニット1400Aに移行するトップ受け渡し装置(トップ受け渡し手段)2600。
切断された電線のテールを、テールクランプ装置240から撚り合わせ装置のテール回転ユニット1400Bに移行するテール受け渡し装置(テール受け渡し手段)1700。このテール受け渡し装置1700は、受け取った二本の電線W1・W2の軸芯間距離(Y方向の寸法、電線間ピッチという)を、引き出し時の20mmから10mmに狭めることができる。
電線撚り合わせ装置1400は、テール端子圧着位置Y4から+Y方向に所定の距離離れた位置Y5に配置されている。テール回転ユニット1400BはXY方向に固定されているが、トップ回転ユニット1400Aは、X方向に移動可能である(詳細後述)。
電線送給装置100
電線送給装置100は、特許第5060657号の二線式圧着電線製造装置や、特許5400981号のツイストケーブル製造装置におけるものと同様の構成・作用を有するので、ここでは詳細説明は省略する。なお、電線送給装置100とトップ引き出し装置1300との関係については、図3を参照しつつ後述する。
切断装置230、トップ皮むき装置200、トップ端子圧着装置210、テール皮むき装置250、テール端子圧着装置260及びテールクランプ装置240は、特許第5060657号の二線式圧着電線製造装置や、特許5400981号のツイストケーブル製造装置におけるものと同様の構成・作用を有するので、ここでは詳細説明は省略する。
トップ引き出し装置1300は、電線送給装置100(図1)から送り出された2本の電線の先端を把持するクランプ部1310と、クランプ部1310を、Y方向における原点位置Y0において、X方向に移動させる移動機構320とを備える。+X方向への移動長さは、ツイストケーブル製品のツイスト前の長さによって決定される(例えば3.5m程度)。
次に、図4・図5を参照しつつ、トップ引き出し装置1300のクランプ部1310の具体的実施形態を説明する。この実施形態のクランプ部1310は、クランプ間隔(電線間ピッチ)変更機構1350を有するのが特徴である。
図4は、トップ引き出し装置1300のクランプ部1310の側面図である。
図5は、トップ引き出し装置1300のクランプ部1310の平面図である。
次に、トップ受け渡し装置2600、並びに、同装置2600及びトップ回転ユニット1400AをX方向に移動させる移動テーブル1401について、図6〜11を参照して説明する。
図6は、トップ受け渡し装置、並びに、移動テーブルの構成を示す平面図である。
図7は、トップ受け渡し装置の主要部の構成を示す平面図である。
図8は、図7のトップ受け渡し装置の一部を拡大して示す平面図である。
図9は、トップ受け渡し装置の主要部の構成を示す側面図である。
図10は、図9のトップ受け渡し装置における回動支持部の詳細構造を拡大して示す側面断面図である。
図11は、図7のトップ受け渡し装置をトップ側から見た正面図である。
電線を把持するクランプ部2610・クランプシリンダ2650(図9の左部)。
クランプ部2610などを保持するフレーム2670。
フレーム2670の主要部としての天板2671(図9参照)・柱2741・底板2681
クランプ部2610をY方向に移動させる主移動機構2790。
ボールネジ1625やレール1621を搭載してX方向に動くX移動台1640。
X移動台1640をX方向に駆動・案内するボールネジ1647(図6参照)・ネジ駆動モータ1650・レール1661・1662。
張り出し移動案内機構(Y方向リニアガイド)2630の主要部としてのレール2633・スライダー2631。
張り出し移動機構2710の主要部としてのガイドロッド2711・ガイドハウジング2720・ジョイント2750・スイングプレート2760・カムフォロアー2778・カム板2780。
各部を搭載して製品電線長さに応じてX方向に大きく移動する移動テーブル1401(図6参照)。
図9の右下に示すように、また前述のように、底板2681のトップ側の元端部2689にはナットホルダー2791が接続されている。このナットホルダー2791は、ボールネジ1625と螺合するボールナットを内蔵しており、ボールネジ1625の回転に応じてY方向に駆動される。また、底板2681の元部2687の下面には、Y方向に延びるリニアガイドレール1621とその上をY方向にスライドするスライダー1622が設けられている。このリニアガイドレール1621はX移動台1640上に搭載されている。また、ボールネジ1625も軸受あるいはその駆動モータ1627(図6参照)を介してX移動台1640上に搭載されている。
張り出し移動機構2710は、主移動機構2790の動きをクランプ部2610に伝えクランプ部2610をY方向に張り出し移動させる機構である。このトップ受け渡し装置2600においては、Y方向送りのアクチュエータが前述のボールネジ1625・同駆動モータ1627のワンセットでありながら、ストローク360mmの主移動機構2790と、ストローク200mmの張り出し移動機構2710の二つの機構を駆動して、クランプ部2610のY方向合計ストローク560mmを実現している。これにより、トップ引き出し手段1300と電線撚り合わせ装置1400との間の限られたスペースで、両者との電線の高速受け渡しを実現している。なお、トップ受け渡し装置のクランプ部2610は、トップ引き出し装置1300やトップ回転ユニット1400AのクランプとY方向に重なる位置まで出っ張ることが求められるとともに、高加速度下で電線をしっかりと把持し、電線を正確に位置決めするという、極めて厳しい特性が求められる。
上下一対のガイドロッド2711;
スイングして、クランプブロック2617をY方向に動かす。
ガイドロッド2711の略テール側先端のガイドヘッド2712;
上下一対のクランプブロック2617の各々から上又は下に延びるガイドピン2619に対して、回動・上下摺動自在である。
ロッド部2716;
上記ガイドヘッド2712から略+X方向に延び下記ガイドハウジング2720に摺動自在に内嵌する。
前記ガイドロッド2711を繰り出し・引き込み自在にガイドする。後述する回動支持部2730を中心としてスイング運動する。トップ受け渡し装置2600の反排出側に存在するのトップ引き出し手段1300に向けては、クランプ部2610を反排出側に張り出す。一方、トップ受け渡し装置2600の排出側に存在する電線撚り合わせ装置1400に向けては、クランプ部2610を排出側に張り出す。
上下二組のガイドハウジング2720のトップ側端部を上下につなぐ。上下方向中央部2754において下記スイングプレート2760がトップ側に突出するように接続されている。
スイングプレート2760;
前記ジョイント2750と下記カム板2780との間に介在する板状の部材である。トップ側の下面に、カム板2780のカム溝2781に嵌合して転がり運動するカムフォロアー2778が取付けられている。
次に、このトップ受け渡し装置2600の主移動機構2790及び張り出し移動機構2710の総合的な作用について、図7・図8を参照しつつ説明する。同図には、クランプ部2610・クランプブロック2617を駆動するガイドヘッド2712やガイドハウジング2720、スイングプレート2760、カムフォロアー2778の位置・姿勢が、ツイストケーブル製造装置の各工程に対応して、実線・一点鎖線で示されている。なお、クランプ部2610(クランプ2611)の中心位置は、ガイドヘッド2712の中心位置と同じである。
Y0;トップ引き出し手段1300や電線供給装置100、切断装置230の中心と同じ位置である。ここで、トップ受け渡し装置2600のクランプ部2610が、トップ引き出し手段1300のクランプ部1310から二本の電線W1・W2を受け取る。具体的には、トップ引き出し装置1300が電線Wを引き出し完了してから、トップ受け渡し装置2600の開状態のクランプ部2610が反排出側に進んで、上下クランプ2611の間のスキマに電線を受け入れる。
この位置では、ナットホルダー2791はボールネジ1625上における制御上の反排出側端(−Y方向端)に位置し、カムフォロアー2778はカム溝2781の制御上の反排出側端に位置する。また、ガイドハウジング2720の回動中心GC(図9・図10に示す回動支持部2730
の回動中心でもある)も反排出側端(0mm位置)にある。そして、ガイドハウジング2720やガイドロッド2711は、反排出側に最も倒れた姿勢である。このとき、ガイドハウジング2720回動中心GCとガイドヘッド2712(クランプ部2610)の中心とのY方向位置差は−100mm(張り出し移動機構2710の0mm位置)である。
この位置では、ガイドハウジング2720の回動中心GCは、ほぼカム溝2781のストレート部2783の排出側の端近くにある。ナットホルダー2791のセンターもほぼ同じ位置にある。カムフォロアー2778は、カム溝2781の湾曲部2784に少し入った位置にある。そして、ガイドハウジング2720やガイドロッド2711の傾きは、反排出側に最も倒れた状態からやや起き上がった状態である。これに合わせて、ガイドロッド2711のロッド部は、少しガイドハウジング2720内に引き込まれて、短くなっている。このとき、張り出し移動機構2710の動作が始まっている。
なお、電線テール側に処理を施す各工程においては、電線テール側はY方向に動きを止めた状態で処理を施すが、それに合わせてトップ受け渡し装置2600のY方向送りも停止する。
この位置では、ガイドハウジング2720の回動中心GCは、ほぼカム溝2781の湾曲部2784の反排出側の端近くにある。ナットホルダー2791のセンターもほぼ同じ位置にある。カムフォロアー2778は、カム溝2781の反排出側の湾曲部2784の奥近くまで入った位置にある。そして、ガイドハウジング2720やガイドロッド2711の傾きは、相当起き上がった状態である。
この位置では、ガイドハウジング2720の回動中心GCは、ほぼカム溝2781の湾曲部2784の底である死点2785と同じY方向位置(主移動距離約180mm)にある。ナットホルダー2791のセンターもほぼ同じ位置にある。カムフォロアー2778も、ほぼ湾曲部2784底の死点2785の位置にある。そして、ガイドハウジング2720やガイドロッド2711は、ほぼ直立した状態である。ガイドロッド2711のロッド部は、ほぼその全体がガイドハウジング2720内に引き込まれている。このときの張り出し移動距離は約100mmである。
Y4;テールへの端子の圧着位置である(二本の電線を一台の圧着機で処理するため少し位置が変わる)。
これらの位置では、ガイドハウジング2720の回動中心GCは、カム溝2781の排出側の湾曲部2784のあたりのY方向位置にある。ナットホルダー2791のセンターもほぼ同じ位置にある。カムフォロアー2778も、排出側の湾曲部2786にある。そして、ガイドハウジング2720やガイドロッド2711は、先端が排出側に傾いている。ガイドロッド2711のロッド部は、傾きが増すにしたがって、ガイドハウジング2720外に繰り出される。
この位置では、ナットホルダー2791は排出側端(+Y方向端)に位置し、カムフォロアー2778はカム溝2781の排出側端に位置する。また、ガイドハウジング2720(図9・27に示す回動支持部2730)の回動中心GCも排出側端(主移動距離360mm位置)にある。そして、ガイドハウジング2720やガイドロッド2711は、排出側に最も倒れた姿勢である。このとき、ガイドハウジング2720回動中心とガイドヘッド2712の中心とのY方向位置差は+100mm(張り出し移動機構2710の200mm位置)である。
次に、移動テーブル1401について説明する。移動テーブル1401は、図6に示すように、XY面(水平面)大きく広がる略長方形の板である。この移動テーブル1401は、トップ受け渡し装置2600及びトップ回転ユニット1400Aを搭載し、次述するテーブル駆動装置に駆動されて、製品電線長さに応じてX方向に大きく移動する。
なお、トップ受け渡し装置2600とテール受け渡し装置1700との間で電線を意図的に弛ませ、弛んだ電線の一部をクッションベルト660上に置いた状態で電線を処理・Y方向搬送することもできる。電線の一部、通常は最も電線が下に弛んだ部分をクッションベルト上に置くことにより、テール端処理及びY方向搬送中の電線の振れを止めることができる。この際、電線のクッションベルト660上に置いた(載っている)部分は、通常、電線のY方向送りに伴い引きずられるわけではない。電線の両端がY方向に送られるにつれて、弛みの寸法が変わり、電線撚り合わせ装置1400に電線が渡ってピンと張られたときに、電線の弛みが解消されるのが好ましい。こうなるように、電線の長さに対して弛みを調整することも好ましい。
次に、テール受け渡し装置を説明する。
テール受け渡し装置1700は、図1に示すように、2次側電線のテール側端部を、テール端子圧着位置(Y4)においてテールクランプ装置240から受け取り、撚り合わせ位置(Y5)に搬送して、テール回転ユニット1400Bに渡すものである。この例では、クランプ部と、クランプ部を移動させる旋回アームを使用した機構を使用できる。
図14は、テール受け渡し装置1700のトップ側から見た正面図であり、主にクランプのクランプ間隔変更機構(電線ピッチ変更機構)が示されている。
図15は、テール受け渡し装置1700の平面図である。
位置可動クランプ1799;排出側電線W2を把持する。二本の電線W1・W2の軸中心間距離(電線間ピッチ)を変更する際に反排出側に移動する。
電線間ピッチ変更シリンダ1770;上記架クランプ位置可動クランプ1799をY方向に移動させる。
クランプ上下シリンダ1720;両クランプ1749・1799を上下に移動させる。
吊下げ棒1711・旋回機構1701;両クランプ1749・1799及びその電線間ピッチ可変機構・上下機構全体を吊下げて水平面(XY面)で旋回する(図1参照)。
なお、図14に示す符号1706は、電線引っ掛かり防止用のカバーである。
図14に示すように、前述の上下台1731の上下プレート接続部1735の下面には、上下プレート1761が下方に垂下するように固定されている。同上下プレート1761の下部1763のテール側(図15参照)には、下述するように位置可動クランプ1799の位置をY方向に動かす電線間ピッチ変更シリンダ1770の本体1771が、吊下げられるような形で固定されている。
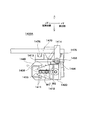
次に、撚り合わせ装置1400について説明する。撚り合わせ装置1400は、図1に示すように、切断された電線(2次側電線)のトップ部を把持して回転するトップ回転ユニット1400Aと、同電線のテール部を把持して回転するテール回転ユニット1400Bとを備える。両ユニットは、Y方向における撚り合わせ位置Y5上に、対向するように配置されている。なお、テール回転ユニット1400Bは固定されている(X方向・Y方向に不動)が、トップ回転ユニット1400Aは、図8に示すように、X方向に移動可能なテーブル1401上にトップ受け渡し装置1600とともに配置されている。両回転ユニット1400A・Bの電線把持機構・回転機構は共通である。
図16は、本実施形態のトップ回転ユニット1400Aを排出側から見た側面図である。電線撚り合わせ作業開始前の状態である。
図17は、図16のトップ回転ユニット1400Aを排出側から見た側面図である。電線撚り合わせ作業終了後の状態である。付勢シリンダ1510の空圧配管系統も、模式的に図示してある。
図18は、図16のトップ回転ユニット1400Aを下から見た底面図である。図14同様に電線撚り合わせ作業開始前の状態である。
図19は、図16のトップ回転ユニット1400Aをテール側から見た正面図である。
撚り合わせる電線のトップ部を把持するクランプ部1410(開閉シリンダ1447などの開閉機構付き、併せてトップクランプともいう)。
クランプ回転モータ1450などのクランプ回転手段。
付勢シリンダ1510や移動台1455などの、クランプを付勢しながら移動させるクランプ間隔・張力調整機構。
ストッパー1463やその移動シリンダ1462などのワイヤー弛み取り機構1460。
クランプ部1410は、二本の電線W1・W2を把持して回転し、それらを撚り合わせるクランプ片1411を有する。クランプ片1411は、図19に示すように対向する一対のものであり、互いに近接(閉)して二本の電線W1・W2を把持し、離隔(開)して電線を解放する。クランプ片1411は、根元部1414の側が広く先側が狭い直角三角形状の本体1413を有する。このようなクランプ片1411の形状としたのは、強いクランプ力をかけても変形せずしっかりと電線を把持できるようにするためである。クランプ片1411の先側の対向部には、テーパ1415が形成されており、電線Wをクランプ片1411間に入れる際に引っ掛からないようになっている。
次に、ストッパ1463やストッパ移動シリンダ1462などからなるワイヤー弛み取り機構1460を説明する。同シリンダ1462は、図16・図17に示すように、ベース1470から垂下するプレート1468の排出側の面に固定されている。同シリンダ1462のロッド1461はテール側に繰り出し可能である。同ロッド1461の先端にはストッパ1463が接続されている。また、ストッパ1463の上下には、トップ側に延びるストッパーガイドロッド1465が設けられている。このガイドロッド1465は、ストッパ移動シリンダ1462の上下のガイド孔(図示されず)に案内される。
両回転ユニット1400A、1400Bのクランプ部1410が所定の回数だけ回転した後、付勢シリンダ1510はロッド1511をさらに繰り出して、トップ回転ユニット1400Aは約50mmテール側に移動して、電線は少し弛む。その後、両ユニットのクランプ部1410は、クランプ1411が垂直方向となるように回動した後、クランプ1411が開き、電線が排出される。電線は緊張した状態で撚り合わされているため、この状態のままクランプ1411を開放すると、電線が跳ねて排出トレイ1800に収まらないおそれがある。このため、トップ回転ユニット1400Aを移動して電線の張力を緩めた後で電線の自重のみで排出トレイ1800に落下させる。
撚り合わせ開始時に電線の弛みを取る際に最大30mm。
撚り合わせ中に電線が短くなるのに合わせて、張力をかけつつ繰り出す分が最大170mm(製品長さによって変わる)。
撚り合わせ後に電線(ツイストケーブル)を弛ませるのに最大50mm。
電線振れ止め手段として、この装置には、以下の三箇所の電線振れ止め部材が設けられている。
トップ側電線振れ止め1408;前述のトップ回転ユニット1400A(図17・図19)のクランプ部1410のテール側・上方に、ぴんと張られた電線のほぼ上面直上にY方向に延びる形(図19)で設けられている。回転する電線の上方への振れを抑制し、クランプ部1410の振動を防止する。また、よりきれいな電線の撚り形を得る。
テール側電線振れ止め1403、及び、X方向中央部電線振れ止め1404;下述。
次に、図21〜図23を参照して、ツイストケーブル製造装置でツイストケーブルを製造する工程の一例を説明する。
この装置では、電線の弛みを電線Wの長さに応じて次のように変えている。
電線長さ1500mm〜1800mm程度未満では、X移動台1640の移動量を30mm〜50mm程度としている。この程度の電線長さ・弛みでは、通常の径・種類の電線では、電線Wの弛んだ部分はクッションベルト660(図1・12B・20、明細書段落0093参照)に着かず(接さず)、全体が空中に浮いた状態である。しかし、電線の長さが長くないため、電線の振れはそれほど問題とはならない。
電線長さ1500mm〜1800mm程度以上では、X移動台1640の移動量を60mm〜100mm程度としている。この程度の電線長さ・弛みだと、通常の径・種類の電線では、電線Wの弛みの大きい部分は、クッションベルト660(図1・12B・20、明細書段落0093参照)の上面に接する(横たわる)。これにより、テール端処理及びY方向搬送中の電線の振れを止めることができる。この際、電線のクッションベルト660上に置いた(載っている)部分は、通常、電線のY方向送りに伴いクッションベルト661上を引きずられるわけではない。電線の両端がY方向に送られるにつれて、弛みの寸法が変わり、電線撚り合わせ装置1400に電線が渡ってピンと張られたとき(図23GとHの間)に、電線の弛みが解消されて電線はクッションベルト661から離れる。なお、クッションベルト660と受け渡しクランプ(クランプ部2610)との高さ差は150mm〜160mm程度が一般的である。
Claims (10)
- 並列する複数本の電線を送給する電線送給手段(100)と、
該電線のトップ部に処理を施すトップ端処理手段(210)と、
処理された前記トップ部を引き出すトップ引き出し手段(1300)と、
前記電線を任意の長さに切断する電線切断手段(230)と、
切断された前記電線のテール部に処理を施すテール端処理手段(260)と、
両端が処理された前記並列する複数本の電線を撚り合わせる下記A〜Dを有する電線撚り合わせ装置(1400)と、
A)前記複数本の電線のトップ部を把持するトップクランプ(1410)、
B)該複数本の電線のテール部を把持するテールクランプ(1410)、
C)前記トップクランプ及び/又は前記テールクランプを回転させる回転手段(1400A・1400B)、及び、
D)前記トップクランプと前記テールクランプの相互間隔及び前記複数本の電線に付
加する張力を調整するクランプ間隔・張力調整機構(1510)、
前記複数本の電線のトップ部を、前記トップ引き出し手段(1300)から受け取って前記電線撚り合わせ装置のトップクランプ(1410)に渡すトップ受け渡し手段(2600)と、
前記複数本の電線のテール部を、前記テール端処理手段(260)から受け取って前記電線撚り合わせ装置のテールクランプ(1410)に渡すテール受け渡し手段(1700)と、
を具備するツイストケーブル製造装置であって、
前記トップ受け渡し手段(2600)が、前記トップ引き出し手段(1300)と前記電線撚り合わせ装置(1400)との間に配置されており、
前記トップ引き出し手段(1300)によって引き出された電線トップ部の位置まで、前記トップ受け渡し手段(2600)の電線クランプ(受け渡しクランプ(2610))が、前記電線の長手方向に交差する方向(−Y方向)に直線運動して張り出して前記電線を受け取り、
前記電線撚り合わせ装置(1400)の前記トップクランプ(1410)の位置まで、前記受け渡しクランプ(2610)が前記−Y方向の反対方向(+Y方向)に直線運動して張り出して前記電線を渡すものであり、
前記トップ受け渡し手段(2600)が、
前記受け渡しクランプを−Y方向及び+Y方向に張り出し移動させる張り出し移動機構(2710)と、
前記張り出し移動機構をY方向に移動させる主移動機構(2790)と、
を備え
前記張り出し移動機構(2710)が回動中心(GC)を有しており、該回動中心(GC)が、前記主移動機構(2790)によりY方向に移動されるものであり、
前記受け渡しクランプ(2610)のY方向移動ストロークが、前記主移動機構(2790)のY方向移動ストロークに、前記張り出し移動機構(2710)の−Y方向及び+Y方向の張り出し移動量ストロークを加えたものであることを特徴とするツイストケーブル製造装置。 - 前記張り出し移動機構(2710)が、前記主移動機構(2790)のアクチュエータ(1627)により駆動されることを特徴とする請求項1記載のツイストケーブル製造装置。
- 前記張り出し移動機構(2710)として、
前記受け渡しクランプ(2610)をY方向に案内する上下一対のY方向リニアガイド(2630)と、
前記受け渡しクランプ(2610)に回動自在に連結された上下一対のガイドヘッド(2712)と、
該ガイドヘッド(2712)に連結された上下一対のガイドロッド(2711)と、
該ガイドロッド(2711)を進退自在に案内保持する上下一対のガイドハウジング(2720)と、
該ガイドハウジング(2720)の上下一対の回動支持部(2730)と、
前記上下一対のガイドハウジング(2720)の間をつなぐジョイント(2750)と、
該ジョイント(2750)又は前記ガイドハウジング(2720)の反ガイドヘッド側に連結されたカムフォロアー(2778)と、
該カムフォロアー(2778)の転動するカム溝(2781)を有するカム板(2780)と、
前記主移動機構(2790)の動きを前記回動支持部(2730)に伝える連動部(2793)と、
を有する請求項1又は2記載のツイストケーブル製造装置。 - 前記Y方向リニアガイド(2630)、前記ガイドハウジング(2720)、前記回動支持部(2730)、及び、前記ジョイント(2750)を支えるフレーム(2670)を備えることを特徴とする請求項3記載のツイストケーブル製造装置。
- 前記フレーム(2670)に搭載された、前記受け渡しクランプ(2610)をクランプ開閉方向に駆動する一対のクランプシリンダ(2650)と、
前記受け渡しクランプ(2610)を前記クランプ開閉方向に案内する開閉方向リニアガイド(2649・2669)と、
を有する請求項4記載のツイストケーブル製造装置。 - 前記Y方向リニアガイド(2630)が、前記開閉方向リニアガイド(2649・2669)に案内されつつ前記クランプシリンダ(2650)によって開閉方向に駆動され、
前記受け渡しクランプ(2610)が前記Y方向リニアガイド(2630)のスライダー(2631)に取り付けられていることを特徴とする請求項5記載のツイストケーブル製造装置。 - 前記主移動機構(2790)が、ボールネジ(1625)、及び、該ボールネジによって直線駆動されるナットホルダー(2791)を有し、
前記主移動機構(2790)の動きを前記回動支持部(2730)に伝える連動部が、前記フレーム(2670)と前記ナットホルダー(2791)の連結部(2793)であることを特徴とする請求項4〜6いずれか1項記載のツイストケーブル製造装置。 - 前記トップ受け渡し手段(2600)が、前記複数本の電線のトップ部を、前記トップ引き出し手段(1300)から受け取った姿勢を維持したまま前記電線撚り合わせ装置(1400)のトップクランプ(1410)に渡すことを特徴とする請求項1〜7いずれか1項記載のツイストケーブル製造装置。
- さらに、前記トップ受け渡し手段(2600)を搭載し前記電線の長手方向(X方向)に移動する移動テーブル(1401)と、
前記移動テーブル(1401)のテール側において処理・搬送される前記電線の下側に広がっているクッションベルト(660)と、を具備し、
前記トップ受け渡し手段(2600)と前記テール受け渡し手段(1700)との間で前記電線を弛ませ、弛んだ電線の一部を前記クッションベルト(660)上に置いた状態で前記電線を処理・搬送することを特徴とする請求項1〜8いずれか1項記載のツイストケーブル製造装置。 - 電線を送給する工程と、
送給された電線のトップ部に端処理を施すトップ端処理工程と、
トップ部の端処理された電線を任意の長さに切断する電線切断工程と、
切断された電線のテール部に端処理を施すテール端処理工程と、
両端に端処理された複数本の電線を撚り合わせる撚り合わせ工程と、
を含むツイストケーブルの製造方法であって、
請求項1〜9いずれか1項記載のツイストケーブル製造装置を用いることを特徴とするツイストケーブル製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014159379A JP6282956B2 (ja) | 2014-08-05 | 2014-08-05 | ツイストケーブル製造装置及びツイストケーブル製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014159379A JP6282956B2 (ja) | 2014-08-05 | 2014-08-05 | ツイストケーブル製造装置及びツイストケーブル製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016038938A JP2016038938A (ja) | 2016-03-22 |
| JP2016038938A5 JP2016038938A5 (ja) | 2017-03-02 |
| JP6282956B2 true JP6282956B2 (ja) | 2018-02-21 |
Family
ID=55529882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014159379A Active JP6282956B2 (ja) | 2014-08-05 | 2014-08-05 | ツイストケーブル製造装置及びツイストケーブル製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6282956B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6932556B2 (ja) * | 2017-06-07 | 2021-09-08 | 新明和工業株式会社 | 電線ツイスト装置 |
| CN107424685B (zh) * | 2017-06-21 | 2023-06-16 | 芜湖安普机器人产业技术研究院有限公司 | 一种三角线束并线机构 |
| CN112216445B (zh) * | 2019-07-12 | 2024-09-06 | 库迈思控股股份公司 | 半自动电缆加捻装置和转移方法 |
| CN114314160B (zh) * | 2022-02-11 | 2024-03-08 | 合肥益众机电设备有限公司 | 一种高强度绞合电缆深加工工艺及设备 |
| CN119069183B (zh) * | 2024-11-05 | 2025-04-25 | 浙江立洲线缆股份有限公司 | 一种太阳能发电用柔性光伏电缆加工装置及其加工工艺 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011158390A1 (ja) * | 2010-06-16 | 2011-12-22 | 日本オートマチックマシン株式会社 | 二線式圧着電線製造装置、二線式圧着電線製造方法、二線式電線送給装置 |
| JP5400981B1 (ja) * | 2013-06-03 | 2014-01-29 | 日本オートマチックマシン株式会社 | 電線撚り合わせ装置、撚り合わせ電線製造装置、撚り合わせ電線製造方法 |
-
2014
- 2014-08-05 JP JP2014159379A patent/JP6282956B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016038938A (ja) | 2016-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6282929B2 (ja) | 電線撚り合わせ装置、ツイストケーブル製造装置、電線撚り合わせ方法、及びツイストケーブル製造方法 | |
| JP6282956B2 (ja) | ツイストケーブル製造装置及びツイストケーブル製造方法 | |
| JP5400981B1 (ja) | 電線撚り合わせ装置、撚り合わせ電線製造装置、撚り合わせ電線製造方法 | |
| CN104217823B (zh) | 电线绞合装置及方法、绞合式电缆制造装置及方法 | |
| CN104025209B (zh) | 扭绞装置和用于在扭绞装置中扭绞电导线或光导线的方法 | |
| CN114566848B (zh) | 电线包覆层剥离装置、端子压接电线制造装置及制造方法 | |
| CN101542656B (zh) | 线圈取出或者取出成形的方法或者装置 | |
| KR101494604B1 (ko) | 파이프 이송장치 | |
| CN108604785B (zh) | 线缆加工装置 | |
| CN105229754B (zh) | 双绞线的绑带缠绕方法和绑带缠绕装置 | |
| JP5817576B2 (ja) | 電線移載装置 | |
| KR20180098295A (ko) | 파권 장치 | |
| WO2011158390A1 (ja) | 二線式圧着電線製造装置、二線式圧着電線製造方法、二線式電線送給装置 | |
| US9124058B2 (en) | Feeding wire-ends to processing units | |
| CN105551689B (zh) | 用来将导线端部供应给加工设备的装置 | |
| CN207993672U (zh) | 一种十轴双线并绕绕线机 | |
| US5494230A (en) | Method for loading and unloading workpieces | |
| CN207663928U (zh) | 一种双线扭麻花绕线机 | |
| CN105552680B (zh) | 导线端部的间距可调节的扭绞装置 | |
| JP2016038938A5 (ja) | ||
| JP4486911B2 (ja) | コイル巻線方法及び装置 | |
| JP2018073735A (ja) | ワイヤハーネスの製造装置 | |
| KR101385860B1 (ko) | 플랫 케이블용 단자 압착방법 및 압착장치 | |
| CN112975036A (zh) | 一种能够连续加工的电子元器件焊线机构 | |
| KR20200031261A (ko) | 연결단자 체결을 위한 전선 장력조절장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170123 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180123 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6282956 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |