JP6283597B2 - 光ファイバ母材の絞り加工方法 - Google Patents
光ファイバ母材の絞り加工方法 Download PDFInfo
- Publication number
- JP6283597B2 JP6283597B2 JP2014235246A JP2014235246A JP6283597B2 JP 6283597 B2 JP6283597 B2 JP 6283597B2 JP 2014235246 A JP2014235246 A JP 2014235246A JP 2014235246 A JP2014235246 A JP 2014235246A JP 6283597 B2 JP6283597 B2 JP 6283597B2
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fiber preform
- preheating
- predetermined section
- drawing method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/01251—Reshaping the ends
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2205/00—Fibre drawing or extruding details
- C03B2205/47—Shaping the preform draw bulb before or during drawing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Description
このとき、光ファイバ母材の表面に傷や不純物があると、線引きの際に光ファイバが破断したり、外径が変動したり、光ファイバの特性に悪影響を及ぼすため、光ファイバ母材の表面は、できる限り平滑且つ不純物が少ないことが望まれる。
光ファイバ母材の絞り加工は、ガラス旋盤などの延伸装置に光ファイバ母材を把持して行われる。縮径するには縮径領域が充分に軟化している必要があるため、縮径加工に先立って、縮径したい部分を含む光ファイバ母材の所定領域の予備加熱が行われる。
2SiO2 → 2SiO + O2 ・・・・(1)
SiO + H2O → SiO2 + H2 ・・・・(2)
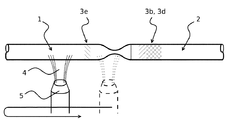
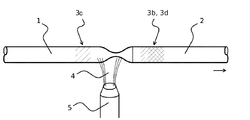
続いて、バーナーのガス量を調節しながら加熱部分の両側を広げ、この加熱軟化した部分を徐々に縮径していく(図1(b)、(c) 参照)。このとき、母材の表面にさらにシリカクラウド3c,3dが付着する。
本発明は、表面に凹凸や不純物のない光ファイバ母材の絞り加工方法を提供することを目的としている。
前記所定区間は、前記予備加熱位置から母材製品側の一部であり、前記所定区間の長さは、光ファイバ母材の外径の1倍乃至3倍とするのが好ましい。
なお、前記所定区間の表面の加熱は、加熱源を予備加熱終了時の加熱源の位置から母材側に向かって所定区間を移動させながら行うが、その際、加熱源を予備加熱位置終了時の加熱源の位置から所定区間の遠端に向かって移動し、所定区間の遠端の位置に達した後、予備加熱位置に戻すのが好ましい。
本発明において絞り加工は、光ファイバ母材をガラス旋盤にセットし、バーナー火炎を加熱源として行うのが好ましい。なお、予備加熱位置から所定区間の表面の加熱は、バーナー火炎による火炎研磨とするのが好ましい。
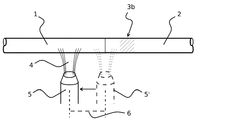
光ファイバ母材端部の絞り加工は、先ず、ガラス旋盤のチャックに光ファイバ母材を把持し、該母材の一端に石英ガラス製のダミー棒を接続し、母材側端部のダミー棒との接続部分近くに絞り形状形成位置を設定し、予備加熱を行う(図2(a)参照)。
このとき、予備加熱位置の周縁には、バーナー火炎によって母材表面とダミー棒表面にそれぞれシリカクラウド3a,3bが付着するが、母材方向にバーナー火炎を所定の距離(所定区間)移動し、付着しているシリカクラウドを除去する。除去後、折り返して元の位置にバーナー火炎を戻す(図2(b),(c)参照)。
なお、予備加熱位置から所定区間の位置まで移動させるバーナーの移動速度よりも、予備加熱位置に戻る際の移動速度の方を大きくすることが好ましい。これは、バーナーが所定位置まで移動する間に母材は充分に熱せられるため、より速い速度で戻しても母材内に歪を発生することはなく効率がよい。
なお、3dはこの工程においてダミー棒側に発生したシリカクラウドである。
絞り形状形成後、母材全体の火炎研磨が行われ、絞り形状形成時に発生したシリカクラウドおよびひずみは除去される。
上記工程を経ることにより、母材表面の凹凸や不純物の付着量を減少させることができ、光ファイバ母材の加工歩留まりを大幅に向上させることができる。
[実施例1]
支燃ガスとしての酸素を供給する酸素ノズルを有する水素炎バーナーを具備したガラス旋盤に、平均径がφ85mmの光ファイバ母材をその両端に接続されたダミー棒を介してセットした。
ダミー棒との接続部から母材側20mmの位置を予備加熱開始点とし、母材側へバーナー移動速度30mm/minで火炎研磨し、150mm移動したところでバーナーの進行方向を逆にし、倍の速度である60mm/minで予備加熱開始点まで戻した。
その位置から予備加熱を行い縮径する区間を充分加熱した後、縮径する区間の両端の間隔を広げて縮径し絞り形状の形成を行った。
この光ファイバ母材の反対側の端部にも同様の工程で絞り形状を形成した後、母材全体を火炎研磨し、絞り形状の細径部で溶断しガラス旋盤から取り外した。
同様の加工を100本行い、仕上がり表面を検査したところ、100本のうち2本の端部表面にシリカクラウド起因と思われる凹凸が確認されたが、その発生率は2%で、従来の方法に比べ極めて少なかった。
平均径がφ120mmの光ファイバ母材を実施例1と同様にして、端部火炎研磨、絞り形状形成、火炎研磨という一連の操作を100本行い、仕上がり表面を検査したところ、100本のうち1本の端部表面にシリカクラウド起因と思われる凹凸が確認されたが、その発生率は1%であった。
絞り形状形成前に火炎研磨を行わない以外は実施例1と同様にして、100本の光ファイバ母材の絞り加工を行ったところ、端部表面での凹凸発生率は10%で、加工歩留まりが低くかった。
2.ダミー棒、
3a.予備加熱時に発生し、光ファイバ母材に付着したシリカクラウド、
3b.予備加熱時に発生し、ダミー棒に付着したシリカクラウド、
3c.絞り加工時に発生し、光ファイバ母材に付着したシリカクラウド、
3d.絞り加工時に発生し、ダミー棒に付着したシリカクラウド、
3e.火炎研磨で除去しきれずに光ファイバ母材に残存したシリカクラウド、
4.火炎、
5.バーナー、
5’.予備加熱開始時のバーナー位置、
6.予備加熱後の火炎研磨におけるバーナーの移動距離。
Claims (8)
- 光ファイバ母材の端部に絞り形状を形成する光ファイバ母材の絞り加工方法において、縮径する区間を加熱源により予備加熱した後、該予備加熱位置から所定区間を火炎研磨し、再び加熱源を前記予備加熱位置に戻し、前記縮径する区間を加熱しつつ縮径する区間の両端の間隔を広げて縮径し、絞り形状を形成することを特徴とする光ファイバ母材の絞り加工方法。
- 前記所定区間が、前記予備加熱位置から母材製品側の一部である請求項1に記載の光ファイバ母材の絞り加工方法。
- 前記所定区間の長さは、光ファイバ母材の外径の1倍乃至3倍である請求項1又は2に記載の光ファイバ母材の絞り加工方法。
- 前記所定区間の表面の加熱は、前記加熱源を予備加熱終了時の加熱源の位置から母材側に向かって所定区間を移動させながら行う請求項1乃至3のいずれかに記載の光ファイバ母材の絞り加工方法。
- 前記所定区間の表面の加熱は、前記加熱源を予備加熱位置終了時の加熱源の位置から所定区間の遠端に向かって移動し、所定区間の遠端の位置に達した後、予備加熱位置に戻す請求項1乃至4のいずれかに記載の光ファイバ母材の絞り加工方法。
- 前記加熱源を前記予備加熱位置から前記所定区間の遠端に向かって移動するときの移動速度よりも、所定区間の遠端から予備加熱位置に戻す際の移動速度の方が大きい請求項1乃至5のいずれかに記載の光ファイバ母材の絞り加工方法。
- 前記光ファイバ母材をガラス旋盤にセットし、バーナー火炎を前記加熱源として絞り加工する請求項1乃至6のいずれかに記載の光ファイバ母材の絞り加工方法。
- 前記予備加熱位置から前記所定区間の表面の加熱が、バーナー火炎による火炎研磨である請求項1乃至7のいずれかに記載の光ファイバ母材の絞り加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014235246A JP6283597B2 (ja) | 2014-11-20 | 2014-11-20 | 光ファイバ母材の絞り加工方法 |
| US14/944,206 US20160145145A1 (en) | 2014-11-20 | 2015-11-17 | Optical fiber base material drawing method |
| DE102015120132.1A DE102015120132A1 (de) | 2014-11-20 | 2015-11-20 | Verfahren zum Ziehen eines Basismaterials für eine Lichtleitfaser |
| CN201510818304.3A CN105621878A (zh) | 2014-11-20 | 2015-11-20 | 光纤原材料的拉拔加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014235246A JP6283597B2 (ja) | 2014-11-20 | 2014-11-20 | 光ファイバ母材の絞り加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016098132A JP2016098132A (ja) | 2016-05-30 |
| JP6283597B2 true JP6283597B2 (ja) | 2018-02-21 |
Family
ID=55914302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014235246A Active JP6283597B2 (ja) | 2014-11-20 | 2014-11-20 | 光ファイバ母材の絞り加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20160145145A1 (ja) |
| JP (1) | JP6283597B2 (ja) |
| CN (1) | CN105621878A (ja) |
| DE (1) | DE102015120132A1 (ja) |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2234061C3 (de) * | 1972-07-07 | 1979-11-29 | Hans-Joachim 1000 Berlin Dichter | Verfahren und Vorrichtung zum Herstellen von Ampullen, mit trichterförmig ausgebildeten Spießenden |
| IT1159357B (it) * | 1983-02-08 | 1987-02-25 | Olivetti & Co Spa | Procedimento ed apparecchiature per la fabbricazione di elementi profilati di materiale deformabile particolarmente per dispositivi stampanti a getto di inchiostro |
| DE3407820A1 (de) * | 1984-03-02 | 1985-11-07 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zur herstellung eines fasertapers mit brechender linse |
| DE3570234D1 (en) * | 1984-06-20 | 1989-06-22 | Siemens Ag | Method of producing a bare taper on a metallized fibre |
| US4631079A (en) * | 1984-09-26 | 1986-12-23 | At&T Technologies, Inc. | Method for stretching a glass rod |
| US4666234A (en) * | 1984-11-01 | 1987-05-19 | American Telephone And Telegraph Company | Non-tapered, butt-coupled, fused-fiber optical coupler and method of forming the same |
| US4820321A (en) * | 1987-08-13 | 1989-04-11 | American Telephone And Telegraph Company | Method and apparatus for fabricating an expanded beam cylindrically terminated optical fiber taper |
| JP2797335B2 (ja) * | 1988-09-24 | 1998-09-17 | 住友電気工業株式会社 | ハーメチック被覆光ファイバの融着接続方法 |
| US5267340A (en) * | 1989-08-08 | 1993-11-30 | E-Tek Dynamics, Inc. | Fiber optic coupler and method of making same |
| US5037174A (en) * | 1990-01-31 | 1991-08-06 | E. I. Du Pont De Nemours And Company | Optical fiber having an aspherical lens thereon and method of making same |
| US5284499A (en) * | 1992-05-01 | 1994-02-08 | Corning Incorporated | Method and apparatus for drawing optical fibers |
| EP0852572A4 (en) * | 1995-09-29 | 2002-12-04 | Corning Inc | METHOD AND DEVICE FOR MANUFACTURING A FIBER OPTIC COUPLER |
| EP0980011A1 (en) * | 1998-08-13 | 2000-02-16 | Lucent Technologies Inc. | Optical fibre with tapered end and method of manufacture |
| DE69931825T8 (de) * | 1998-11-05 | 2007-09-20 | Shin-Etsu Chemical Co., Ltd. | Verfahren und Vorrichtung zum Herstellen einer Vorform und einer optischen Faser aus der Vorform |
| JP3430038B2 (ja) * | 1998-11-05 | 2003-07-28 | 信越化学工業株式会社 | 光ファイバ用プリフォームの端部絞り方法、これに用いる装置 |
| JP4395224B2 (ja) * | 1999-10-22 | 2010-01-06 | 信越化学工業株式会社 | 光ファイバ製造方法、プリフォーム製造方法、及びプリフォーム製造装置 |
| JP2003146687A (ja) * | 2001-11-13 | 2003-05-21 | Furukawa Electric Co Ltd:The | 光ファイバ母材の製造方法 |
| JP2004203670A (ja) * | 2002-12-25 | 2004-07-22 | Shin Etsu Chem Co Ltd | 光ファイバ用プリフォームの加工方法、これに用いる装置 |
| JP2005263556A (ja) * | 2004-03-18 | 2005-09-29 | Shin Etsu Chem Co Ltd | 光ファイバ母材の加工方法及び光ファイバ母材 |
| EP2415720B1 (en) * | 2009-03-30 | 2015-08-19 | Toyo Seikan Group Holdings, Ltd. | Method for drawing grin lens fiber |
-
2014
- 2014-11-20 JP JP2014235246A patent/JP6283597B2/ja active Active
-
2015
- 2015-11-17 US US14/944,206 patent/US20160145145A1/en not_active Abandoned
- 2015-11-20 DE DE102015120132.1A patent/DE102015120132A1/de not_active Ceased
- 2015-11-20 CN CN201510818304.3A patent/CN105621878A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN105621878A (zh) | 2016-06-01 |
| JP2016098132A (ja) | 2016-05-30 |
| DE102015120132A1 (de) | 2016-05-25 |
| US20160145145A1 (en) | 2016-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5964347B2 (ja) | ガラス部品の製造方法 | |
| KR101651326B1 (ko) | 유리의 재인발 방법 | |
| JP6351175B2 (ja) | 光ファイバ母材の加工方法 | |
| JP6283597B2 (ja) | 光ファイバ母材の絞り加工方法 | |
| EP2617686A1 (en) | Method and apparatus for elongating a glass preform | |
| CN113213751A (zh) | 光纤种棒以及光纤预制棒芯棒与尾柄对接方法和设备 | |
| CN104950355A (zh) | 一种火抛光辅助电感耦合等离子体加工方法 | |
| JP5380018B2 (ja) | 光ファイバ母材の製造方法 | |
| JP2009107859A (ja) | ガラス母材の火炎研磨方法 | |
| JP4485826B2 (ja) | 異なる直径部分からなる繋ぎ目なしの石英ガラス管の成形方法 | |
| JP2013159549A (ja) | 光ファイバ母材の延伸方法 | |
| CN102898020B (zh) | 基于mcvd设备的预制棒套管工艺流程 | |
| JPH1111972A (ja) | 光ファイバプリフォームの溶断方法及びその溶断装置 | |
| JP3909977B2 (ja) | ガラス母材の延伸方法及び延伸装置 | |
| CN105731782A (zh) | 玻璃棒的缩径加工方法及玻璃棒 | |
| JP2005263556A (ja) | 光ファイバ母材の加工方法及び光ファイバ母材 | |
| CN222647847U (zh) | 一种芯棒抛光消雾装置 | |
| JP6303537B2 (ja) | ガラス材の製造方法 | |
| JP4346794B2 (ja) | 光ファイバ用母材の加工方法 | |
| JP2004035369A (ja) | 光ファイバ母材の製造方法 | |
| JP2003192372A (ja) | 光ファイバ用ガラス母材の製造方法 | |
| JP4509283B2 (ja) | 光ファイバ母材の熱加工方法 | |
| JP2004107176A (ja) | ガラス母材の加工方法 | |
| JP4094787B2 (ja) | 光ファイバ用ガラスロッドの加工装置 | |
| JP3418679B2 (ja) | 光ファイバ母材の加工装置及び加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170905 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171027 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6283597 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |