JP6318655B2 - 発泡体及びその製造方法 - Google Patents
発泡体及びその製造方法 Download PDFInfo
- Publication number
- JP6318655B2 JP6318655B2 JP2014015974A JP2014015974A JP6318655B2 JP 6318655 B2 JP6318655 B2 JP 6318655B2 JP 2014015974 A JP2014015974 A JP 2014015974A JP 2014015974 A JP2014015974 A JP 2014015974A JP 6318655 B2 JP6318655 B2 JP 6318655B2
- Authority
- JP
- Japan
- Prior art keywords
- density polyethylene
- polyethylene
- foam
- temperature
- low
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
(1)ビニリデン基量
樹脂を窒素下、150℃、2分間プレスを行って厚み200μmのフィルムを作製し、パーキンエルマー社製Spectrum One赤外分光光度計を用い、ビニリデン基の特性吸収ピーク888cm−1を用いて定量分析し、炭素原子10000個当たりのビニリデン基の個数(個/104C)を求めた。
(2)密度
JIS K6922−1(1997年)に準拠して測定した。
(3)溶融張力(MS)
設定温度23℃の恒温室内で、バレル直径9.55mmの毛管粘度計(東洋精機製作所、製品名:キャピログラフ)を用いて、長さ8mm、直径2.095φ、流入角90℃のフラットダイを使用し、温度190℃で、樹脂を18g充填し、ピストン降下速度10mm/分、引取速度0.5mで引取った際に必要な張力を溶融張力とした。
(4)メルトフローレート(MFR)
JIS K6922−1に準拠して測定した。
(5)押出発泡シートの物性及び成形性評価
[発泡倍率]
本発明のポリエチレン系樹脂組成物を成形して得られた押出発泡シートから、幅5cm×長さ5cm×厚さ1.5cmの発泡体を切り出し、重量W(g)を測定し、JIS K 6767に準拠して、次式で見掛密度を算出した。
発泡倍率は、この見掛密度より、 発泡倍率=1/見掛密度により求めた。
本発明のポリエチレン系樹脂組成物を成形して得られた押出発泡シートの外観、および断面における気泡の状態を目視にて評価し、○:表面が平滑で均一な気泡状態、×:表面の平滑性にはかかわらず気泡状態が不均一、と2段階で評価した。
本発明のポリエチレン系樹脂組成物を成形して得られた押出発泡シートから、幅5cm×長さ5cm×厚さ1.5cmの発泡体を切り出し、引張り試験機(エー・アンド・デイ社製、商品名テンシロン)の圧縮サイクルモードで、試験片の厚みの80%まで圧縮後、除荷する操作を10回繰り返し、戻り方向にて荷重が0(N)となる変位を残留変位とした。残留変位と元厚を用い、残留ひずみを次式により算出し、残留ひずみが20%未満を○、20%以上を×、と2段階で評価した。
[二次加工性(熱成形性)]
本発明のポリエチレン系樹脂組成物を成形して得た押出発泡シートを長径100mm、深さ50mmの金型を設置した真空成形機を用いて成形サイクル10秒、成形ヒーター温度140℃にて成形を行ない、10ショット中の合格品(成型体の破れ、及び亀裂が無い)の割合により二次加工性を、○:100%、×:0〜90%と2段階で評価した。
本発明のポリエチレン系樹脂組成物を成形して得られた押出発泡シートから幅10mm、長さ100mmの試験片を切り出し、手で折り曲げを行い、10個の試験片について割れや亀裂の発生有無を目視にて確認し、10ショット中の合格品(割れ、及び亀裂が無い)の割合から、○:100%、×:0〜90%と2段階で評価した。
ベッセル型反応器に往復型高圧圧縮機で圧縮したエチレン21.1kg/hを温度45℃で圧入し、重合開始剤としてt−ブチルパーオキサイド7.1g/hを添加し、圧力180MPa、反応器上部の温度257℃、反応器下部の温度276℃で連続的に重合し、密度919kg/m3、ビニリデン基量1.2個/104C、メルトフローレート(MFR)1.7g/10分、溶融張力(MS)149mNの高圧法低密度ポリエチレンC1を得た。
ベッセル型反応器に往復型高圧圧縮機で圧縮したエチレン20.5kg/hを温度42℃で圧入し、重合開始剤としてt−ブチルパーオキサイド11.5g/hを添加し、圧力180MPa、反応器上部の温度257℃、反応器下部の温度276℃で連続的に重合し、密度919kg/m3、ビニリデン基量1.3個/104C、MFR2.0g/10分、MS136mNの高圧法低密度ポリエチレンC2を得た。
ベッセル型反応器に往復型高圧圧縮機で圧縮したエチレン22.5kg/hを温度40℃で圧入し、重合開始剤としてt−ブチルパーオキサイド12.9g/hを添加し、圧力180MPa、反応器上部の温度257℃、反応器下部の温度277℃で連続的に重合し、密度919kg/m3、ビニリデン基量1.4個/104C、MFR2.2g/10分、MS131mNの低密度ポリエチレンC3を得た
合成例4
ベッセル型反応器に往復型高圧圧縮機で圧縮したエチレン21.8kg/hを温度33℃で圧入し、重合開始剤としてt−ブチルパーオキサイド13.5g/hを添加し、圧力188MPa、反応器上部の温度256℃、反応器下部の温度277℃で連続的に重合し、密度918kg/m3、ビニリデン基量1.4個/104C、MFR2.5g/10分、MS122mNの低密度ポリエチレンC4を得た。
(1)ポリエチレン系樹脂組成物の製造
高密度ポリエチレン(東ソー(株)製 ニポロンハード4000、密度:965kg/m3、MFR:5g/10分)100重量部に対して、合成例1で製造した高圧法低密度ポリエチレン(C1)20重量部を添加してドライブレンドした後、プラコー社製50mm径単軸押出機にてバレル温度をC1:180℃、C2:200℃、C3:220℃、ダイヘッド:220℃として溶融混合して、ストランドカットによりペレット化した。
(2)ポリエチレン系樹脂組成物からなる発泡体の製造
上記ポリエチレン系樹脂組成物100重量部と発泡核剤としてタルク(商品名:MS、日本タルク製、平均粒径8μm)を0.1重量部含有する発泡成形用ポリエチレン系樹脂組成物とをドライブレンドした後、バレルの途中に揮発性液体注入孔を有する単軸押出機(スクリュー径50mmφ、L/D=36、共伸機械製)の発泡成形用押出設備を用い、該ドライブレンド物を15kg/時で供給し、溶融混練後、圧縮された液状ブタンを120g/時で該注入孔から圧入、分散させ、130℃に設定したスリットダイ(幅500mm)からシート状発泡成形体を押出した。
高密度ポリエチレンとしてニポロンハード5700(東ソー(株)製、密度:954kg/m3、MFR:1g/10分)、及びニポロンハード2300(東ソー(株)製、密度:952kg/m3、MFR:7g/10分)を用いた以外は、実施例1と同様の手法でポリエチレン発泡シートを得た。何れの高密度ポリエチレンを用いても押出発泡体シートは、表面平滑性が高く均一な微細セルを有しており、発泡倍率は30倍以上であり、圧縮耐久性、熱加工性、及び折り曲げ加工性も良好であった。
高圧法低密度ポリエチレンとして合成例3〜5で製造したC2、C3、及びC4を用いた以外は実施例1と同様の手法でポリエチレン発泡シートを得た。何れの高密度ポリエチレンを用いても押出発泡体シートは、表面平滑性が高く均一な微細セルを有しており、発泡倍率は28〜35倍であり、圧縮耐久性、熱加工性、及び折り曲げ加工性も良好であった。
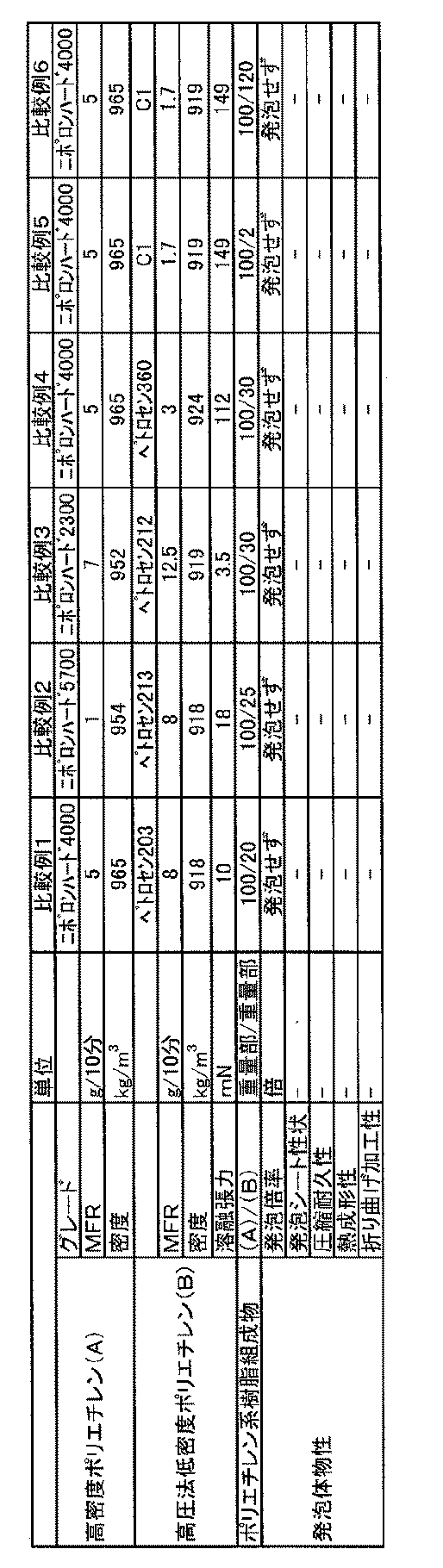
高圧法低密度ポリエチレンとしてペトロセン203(東ソー(株)製、密度:918kg/m3、MFR:8g/10分)を用いた以外は実施例1と同様の手法でポリエチレンのシートを押出成形後、発泡させたが、該シートは発泡しなかった。
高圧法低密度ポリエチレンとしてペトロセン213(東ソー(株)製、密度:918kg/m3、MFR:8g/10分)を用いた以外は実施例2と同様の手法でポリエチレンのシートを押出成形後、発泡させたが、該シートは発泡しなかった。
高圧法低密度ポリエチレンとしてペトロセン212(東ソー(株)製、密度:919kg/m3、MFR:12.5g/10分)を用いた以外は実施例3と同様の手法でポリエチレンのシートを押出成形後、発泡させたが、該シートは発泡しなかった。
高圧法低密度ポリエチレンとしてペトロセン360(東ソー(株)製、密度:924kg/m3、MFR:3g/10分)を用いた以外は実施例1と同様の手法でポリエチレンのシートを押出成形後、発泡させたが、該シートは発泡しなかった。
高圧法低密度ポリエチレンとして合成例2で製造したC1を用い、高圧法低密度ポリエチレンの添加量を2重量部、及び120重量部とした以外は比較例1と同様の手法でポリエチレンのシートを押出成形後、発泡させたが、該シートは発泡しなかった。
Claims (3)
- 高密度ポリエチレン100重量部に対して、ビニリデン基量(Vd)が1.2個/104C以上2.1個/104C以下であり、メルトフローレート(MFR)(測定条件:190℃、2.16kg荷重)が0.1g/10分以上6.0g/10分以下である高圧法低密度ポリエチレン5〜100重量部含むポリエチレン系樹脂組成物からなる発泡倍率3倍以上の発泡体。
- 高圧法低密度ポリエチレンの溶融張力(測定条件:温度190℃、引取速度0.5m/分)が50mN以上200mN以下であることを特徴とする請求項1に記載の発泡体。
- 高密度ポリエチレン100重量部に対して、ビニリデン基量(Vd)が1.2個/104C以上2.1個/104C以下であり、メルトフローレート(MFR)(測定条件:190℃、2.16kg荷重)が0.1g/10分以上6.0g/10分以下である高圧法低密度ポリエチレン5〜100重量部含むポリエチレン系樹脂組成物を押出機に供給し、加熱溶融混練し、発泡剤を供給後、低圧域に押出して発泡させることを特徴とする請求項1又は2に記載の発泡体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014015974A JP6318655B2 (ja) | 2014-01-30 | 2014-01-30 | 発泡体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014015974A JP6318655B2 (ja) | 2014-01-30 | 2014-01-30 | 発泡体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015140429A JP2015140429A (ja) | 2015-08-03 |
| JP6318655B2 true JP6318655B2 (ja) | 2018-05-09 |
Family
ID=53771009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014015974A Active JP6318655B2 (ja) | 2014-01-30 | 2014-01-30 | 発泡体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6318655B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6536280B2 (ja) * | 2015-08-18 | 2019-07-03 | キョーラク株式会社 | 発泡成形用樹脂、発泡成形体の製造方法 |
| JP2019188781A (ja) * | 2018-04-27 | 2019-10-31 | 日立化成テクノサービス株式会社 | 中空板及び中空板の製造方法 |
| CN118721669B (zh) * | 2024-09-04 | 2024-11-05 | 泉州市泓海新材料科技有限公司 | 一种高弹性xpe材料生产用混料装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4276488B2 (ja) * | 2002-07-09 | 2009-06-10 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート、該発泡シートの成形体、組立箱、コンクリート型枠用内張りシート及び発泡シートの製造方法 |
| JP3898623B2 (ja) * | 2002-11-06 | 2007-03-28 | 日本ポリオレフィン株式会社 | 断熱性ポリエチレン容器およびその製造方法 |
| JP4380281B2 (ja) * | 2003-09-26 | 2009-12-09 | 住友化学株式会社 | エチレン系樹脂組成物 |
| JP4700387B2 (ja) * | 2005-03-29 | 2011-06-15 | 株式会社ジェイエスピー | 無架橋ポリエチレン系樹脂押出発泡体及びその成形体 |
| JP5226973B2 (ja) * | 2007-06-15 | 2013-07-03 | 三井化学株式会社 | エチレン系共重合体、該共重合体を含む組成物ならびにその用途 |
| JP2009155423A (ja) * | 2007-12-26 | 2009-07-16 | Jsp Corp | ポリオレフィン系樹脂押出発泡シート及びその製造方法 |
| JP2010242055A (ja) * | 2009-03-19 | 2010-10-28 | Asahi Kasei Chemicals Corp | ポリエチレン系樹脂製無架橋押出発泡シート |
-
2014
- 2014-01-30 JP JP2014015974A patent/JP6318655B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015140429A (ja) | 2015-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5498162B2 (ja) | ポリプロピレン系樹脂発泡粒子及びその成型体 | |
| CN101448884B (zh) | 发泡性聚乙烯系树脂粒子及其制造方法 | |
| JP5351433B2 (ja) | ポリプロピレン系樹脂予備発泡粒子および該ポリプロピレン系樹脂予備発泡粒子より得られるポリプロピレン系樹脂型内発泡成形体 | |
| WO2018016399A1 (ja) | ポリプロピレン系樹脂予備発泡粒子および該予備発泡粒子の製造方法 | |
| CN114341237B (zh) | 聚丙烯系树脂发泡颗粒、其制造方法及聚丙烯系树脂发泡成型体 | |
| JP6318655B2 (ja) | 発泡体及びその製造方法 | |
| JP7717047B2 (ja) | ポリプロピレン系樹脂発泡粒子、その製造方法及びポリプロピレン系樹脂発泡成形体 | |
| CN119677807A (zh) | 可逆交联泡沫制品和方法 | |
| JP7537873B2 (ja) | ポリフェニレンスルフィドポリマー(pps)を含む発泡材 | |
| JP5808841B2 (ja) | ポリエチレン系樹脂押出発泡シートの製造方法 | |
| JP5358106B2 (ja) | ポリプロピレン系樹脂予備発泡粒子 | |
| JP6326774B2 (ja) | プロピレン重合体組成物 | |
| JP2016006142A (ja) | 樹脂組成物及びそれからなる発泡体 | |
| JP5101358B2 (ja) | スチレン改質ポリエチレン系樹脂予備発泡粒子の製造方法ならびに該製造方法から得られるスチレン改質ポリエチレン系樹脂予備発泡粒子、および、スチレン改質ポリエチレン系樹脂発泡成形体 | |
| JP5456421B2 (ja) | 押出発泡ボード | |
| JP6568798B2 (ja) | 改質ポリプロピレン系樹脂、樹脂発泡体及び発泡樹脂製容器、及び、改質ポリプロピレン系樹脂の製造方法 | |
| WO2015137353A1 (ja) | 複合樹脂粒子、発泡性粒子、予備発泡粒子及び発泡成形体 | |
| JPH03103449A (ja) | 低密度ポリエチレン系樹脂発泡体及びその製造方法 | |
| JP5825071B2 (ja) | ポリエチレン系樹脂組成物、発泡体及びその製造方法 | |
| JP6213280B2 (ja) | 樹脂組成物およびそれよりなる発泡体 | |
| JP2009256410A (ja) | ポリプロピレン系樹脂発泡粒子の製造方法 | |
| JP2010270284A (ja) | スチレン改質ポリエチレン系樹脂発泡成形体 | |
| WO2022210645A1 (ja) | ポリプロピレン系樹脂押出発泡粒子およびその製造方法、並びに発泡成形体 | |
| JP2025014978A (ja) | ポリエチレン系樹脂組成物及び押出成形発泡体 | |
| EP3674355A1 (en) | Polyethylene foam composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180319 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6318655 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |