JP6345341B2 - 研削加工方法及び研削装置 - Google Patents
研削加工方法及び研削装置 Download PDFInfo
- Publication number
- JP6345341B2 JP6345341B2 JP2017511401A JP2017511401A JP6345341B2 JP 6345341 B2 JP6345341 B2 JP 6345341B2 JP 2017511401 A JP2017511401 A JP 2017511401A JP 2017511401 A JP2017511401 A JP 2017511401A JP 6345341 B2 JP6345341 B2 JP 6345341B2
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- shaft
- axis
- grinding wheel
- grindstone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/04—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/42—Single-purpose machines or devices for grinding crankshafts or crankpins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B11/00—Machines or devices designed for grinding spherical surfaces or parts of spherical surfaces on work; Accessories therefor
- B24B11/02—Machines or devices designed for grinding spherical surfaces or parts of spherical surfaces on work; Accessories therefor for grinding balls
- B24B11/04—Machines or devices designed for grinding spherical surfaces or parts of spherical surfaces on work; Accessories therefor for grinding balls involving grinding wheels
- B24B11/06—Machines or devices designed for grinding spherical surfaces or parts of spherical surfaces on work; Accessories therefor for grinding balls involving grinding wheels acting by the front faces, e.g. of plane, grooved or bevelled shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/20—Drives or gearings; Equipment therefor relating to feed movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/35—Accessories
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Description
また、特許文献2に開示されているレシプロ圧縮機によれば、クランクシャフトのスラスト面に非摺動面を形成することにより、摺動損失を低減できるとしている。
また、スラスト面の加工を研削加工にて行うため、スラスト面の表面粗さが低減し、連続した平面形状となるため、スラスト面に必要な油膜の形成が途切にくく、摩耗や焼付の発生を抑えられる部品を提供できる。
[円筒研削盤100の構成]
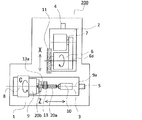
図1は、本実施の形態に係る円筒研削盤100の構成を示す上面図である。なお、円筒研削盤100は、本願発明の「研削装置」に相当するものである。
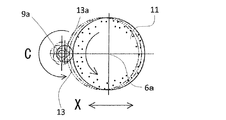
図1に基づいて、本実施の形態に係る円筒研削盤100の構成について説明する。円筒研削盤100の台座となるベッド1には、研削砥石の送り(X軸)の案内をするX軸テーブル2及び研削砥石送り装置4と、主軸8の送り(Z軸)を案内するZ軸テーブル3及びZ軸送り装置5が配置されている。ベッド1上の案内面を運動するX軸テーブル2及びZ軸テーブル3には送り駆動機構としてサーボモータとボールねじの組み合わせ装置、又はリニアモータ装置が取り付けてある。X軸テーブル2上には、砥石軸6と砥石駆動モータ7が搭載されている。Z軸テーブル3上には、主軸8の回転軸(C軸)が配置されておりワーク(被研削物)を把持するためのチャック9が取り付けてある。また、長尺のシャフト状ワークの場合、心押し台10にてセンター穴を支持することで、ワーク保持剛性の増大とワーク取り付け時の位置決め精度の向上を図ることができる。砥石軸6の回転軸6aは、主軸8の回転軸9aと同一平面内に配置されている。なお、図1においては、ワークとして後述するロータリ圧縮機50に組み込まれるクランクシャフト20が示されている。クランクシャフト20は、互いに同心である円柱状の長軸部20a及び短軸部20bと、長軸部20a及び短軸部20bの間に形成され長軸部20a及び短軸部20bの中心に対して偏位した中心13aを具備する円柱状の偏心部13とを具備する。
図2は、従来の円筒研削盤による円筒研削砥石11でのシャフト形状ワークの平面加工法を示す図である。
通常の円筒研削盤では、X軸とC軸との成す角度は、極力正確な「直角」となるように組み付け調整が行われる。図2に示すように主軸8のチャック9に加工ワークを保持して回転させ円筒研削砥石の端面部を接触させる方法があるが、JIS規格においては「JIS B 6212テーブル移動形円筒研削盤及び万能研削盤の検査条件−精度検査」にて、「砥石軸頭サドルのX軸方向運動と、テーブルサドルのZ軸方向運動との直角度」の許容値は、「長さ300mmについて0.02mm」(角度にして0.004°)と規定されている。また、「工作主軸の回転中心線とテーブルのZ軸方向運動との平行度」の許容値は、「長さ300mmについて0.012mm」(角度にして0.002°)と規定されている。よってX軸とC軸との成す角度については、両者を足し合わせて角度にして90±0.006°となる。
図4は、従来のカム研削盤200のC軸とX軸との同期制御加工法を示す図である。
また、図3及び図4に示されるようなカム研削盤200における、X軸と砥石回転軸の成す角度についても、極力正確な直角となるように組み付け調整が行われる。たとえばJIS規格においては「JIS B 6212テーブル移動形円筒研削盤及び万能研削盤の検査条件−精度検査」にて、「砥石軸頭サドルのX軸方向運動と、テーブルサドルのZ軸方向運動との直角度」の許容値は、「長さ300mmについて0.02mm」(角度にして0.004°)と規定されている。また、「砥石軸中心線とテーブルのZ軸方向運動との平行度」の許容値は、「長さ300mmについて0.03mm」(角度にして0.006°)と規定されている。よってX軸とC軸との成す角度については、両者を足し合わせて角度にして90±0.010°となる。
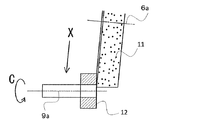
図5は、図1の円筒研削盤100における砥石11とスラスト面12との接触部を示す拡大図である。図5に基づいて、砥石11とスラスト面12の接触部について説明する。平面研削加工においては、オシレーション送りなどの特殊な研削サイクルを除いて、最終的にはスパークアウトと呼ばれる砥石11の送りを一定時間停止させる工程を経るため、砥石11の形状が転写されてスラスト面12の形状が決まる。スラスト面12と接触している砥石11の端面は、所要のスラスト面12の形状に合わせて、ドレッサにて整形される。一般的にはスラスト面12に平面を形成する。砥石11は、2つの円錐面を外周面にもつ形状となっており、砥石11とワークのスラスト面12は線接触する。このとき砥石11とワークのスラスト面12との接触部(直線)は、主軸8の回転軸9aに対し直角である。その他、スラスト面12は中凸、中凹、円周溝の形状などに加工される場合もある。
また、図7において、図7(a)に示されるようにスラスト面12に円周溝形状を作るには、砥石11を図7(b)に示すように凸形状を設ける。図8において、図8(a)のスラスト面12に示されるような斜面平面形状を作るには、特殊なチャックを用いて図8(b)及び図8(c)に示されるようにワークの中心軸と主軸8の回転軸9aとを所要の傾斜角度に構成する。
一般的な円筒研削盤100におけるスラスト面加工の動作について述べたが、本実施の形態においては、上記の動作に加えて偏心研削加工の動作を合わせて実施する。
図9は、本実施の形態における砥石11の送り運動の移動軌跡を示す図である。
本実施の形態の円筒研削盤100は、X軸とC軸の成す角度については90°超100°以下に構成されているため、図9に示されるような、X軸の位置XA点とXB点を周期的に往復する動作をX軸テーブル2に与え、砥石11を動かす。また、X軸の往復周期は、C軸の回転と同期するようにNC装置にて高精度に制御されている。前述のようにC軸とX軸の成す角度は、90°超100°以下であるが、本実施の形態では、例えば95°に設定されている。また、C軸とZ軸は平行に設定されている。ここで、仮想的にC軸に平行な軸をZ1軸、Z軸に直行する軸をX1軸とするZ1−X1直交座標を考えた場合に、X軸の動作軌跡をZ1とX1の2成分に分割できる。図9に示されるように、XA点からXB点への移動量が0.200mmである場合、X1軸方向の移動量は0.199mm、Z1軸方向への移動量は0.017mmとなる。
以下に、本実施の形態に係る円筒研削盤100のC軸とX軸の成す角度がもたらす第一の効果について説明する。
通常の円筒研削盤100においては、X軸とZ軸が直交しているため、砥石11をスラスト面12方向に移動させる場合にはZ軸方向にワークを送る動作となる。しかしながら、本実施の形態では、砥石11をX軸方向に移動させることで結果的にZ軸方向の移動が生じることになる。
図10は、本実施の形態に係るスラスト面12の加工工程サイクルにおける砥石11の移動の一例を示す図である。
図11は、図10に示した工程によるスラスト面12の形状の一例を示す図である。
図10に示されるようにC軸の回転と同期するように、X軸の位置XA点とXB点とを周期的に往復する動作を砥石11に与えると、砥石11の端面がZ軸方向に周期的に往復することになる。一例として図10に示すように、C軸1回転につきX軸を4回往復させると、図11に示すように4カ所の凸部と4カ所の凹部を持った連続的微小曲面形状が得られることになる。図10に示された工程で形成された曲面の形状は、所要の輪郭形状データによりプログラミングされたNC装置によるC軸とX軸との同期制御にて、自由自在に形成が可能である。
前述のように、本実施の形態においては、砥石11のX軸の移動量に対してZ軸方向の移動量は極めて微小である。よってX軸の送りの変位量が、更に微小なZ軸の変位量に変換されることを意味する。X軸の移動量0.2mmに対してZ軸方向の移動量が0.017mmの場合、変換率は8.5/100となる。つまりX軸の送り装置の性能として最小移動量が0.001mmである場合、Z軸の移動量として0.000085mmの極めて微小なZ方向の最小移動量を得られる。このためにスラスト面12の連続的微小曲面形状の研削加工は、精密かつ正確に行うことができる。
図13は、従来の円筒研削盤及び本実施の形態に係る円筒研削盤100における砥石11の加工目と回転軌跡を比較した図である。
図13(a)に示すように、通常の円筒研削盤においては、C軸とX軸の成す角度は直角であるために、砥石11の端面とスラスト面12とは面接触の状態となる。砥石11の無数の砥粒が描き出す軌跡の痕である研削目は綾目模様となる。
しかし、本実施の形態では、前述のようにC軸とX軸の成す角度は90°超100°以下であるために、砥石11の端面とスラスト面12は線接触の状態となる。この場合の研削目は同心円模様となる。つまり、砥石11の端面のある一点に注目すると、通常の円筒研削ではスラスト平面上を円弧を描きながら通過するのに対して、本実施の形態ではスラスト平面から離れた位置から徐々に接近し、最下点にてスラスト平面に接触し、その後は徐々に離れるという軌跡を描く。
図13(b)のように砥石11とスラスト面12が線接触の場合は、砥石11の研削線以外はスラスト面12から離れるため、砥石11のZ軸方向の移動と曲面形状とが一致する関係となり、連続的微小曲面形状を形成することが可能となる。
一般的な円筒研削砥石11は外径が150mm〜1065mmと大きいため、スラスト面12の研削砥粒の描く軌跡の円弧も大きくなる。このため得られる曲面は、C軸の回転方向の形状において、段差や角部や急激な斜面とは成り得ず、滑らかで緩やかな連続的な曲面となる。
具体的にいえば、スラスト面12に形成された凹部の曲面寸法は砥石11の半径寸法よりも下回ることはなく、大きな円弧となる。スラスト面12の曲面の凸部と凹部の高低差(円筒研削盤100の主軸8の軸方向の寸法差)という表現に置き換えると、0.5mm以下の微小な高低差を持つ曲面となる。
図14は、本実施の形態に係る円筒研削盤100の加工工程を示す図である。
図14に示すように、円筒研削盤100により、互いに同心である円柱状の長軸部20a及び短軸部20bと、長軸部20a及び短軸部20bの間に形成され長軸部20a及び短軸部20bの中心に対して偏位した中心を具備する円柱状の偏心部13とを具備するクランクシャフトの加工を行う。なお、図14においては短軸部20bは表示されていない。円筒研削盤100は、偏心部13の外径の研削加工、スラスト面12の連続的微小曲面加工、及び長軸部の円筒トラバース研削加工を同時加工にて行う。ここにおいての「同時加工」とは、「同一加工設備の同一チャック治具にて加工ワークを保持し、偏心部外径とスラスト面12と長軸部20aを同一の砥石11にて連続的に加工を行うこと」である。
図16は、従来のアンギュラヘッド形式の円筒研削盤300を示す図である。
図17は、従来のアンギュラスライド形式のアンギュラ研削盤400を示す図である。
従来、円筒研削盤100にてアンギュラ研削砥石11を用いてクランクシャフト20のようなワークを加工する場合、スラスト面12の加工は図15に示すようにアンギュラ研削砥石11の砥石軸6と主軸8との成す角度が小さく構成され、主軸8に加工ワークを保持して回転させアンギュラ研削砥石11の端面部を接触させる方法をとっていた。この場合、図16に示されるように、円筒研削盤300の砥石軸6の角度を回転させる構成としたアンギュラヘッド形式の円筒研削盤300を用いる場合と、図17に示されるように、研削砥石送り装置4(X軸)の角度を回転させる構成としたアンギュラ研削盤400を用いる場合とがあった。
図19は、本実施の形態に係るクランクシャフト20が用いられる冷凍空調用ロータリ圧縮機50の構成を示す縦断面図である。
図20は、本実施の形態に係るロータリ圧縮機50の圧縮室の機構を示す断面図である。
まずは図19、20に基づいて、冷蔵庫や冷凍庫、自動販売機、空気調和装置、冷凍装置、給湯機等に用いられる冷凍サイクル装置の主要部品となるロータリ圧縮機50の構成及び動作について説明する。
ロータリ圧縮機50は、流体(たとえば冷凍サイクルを循環する冷媒)を吸入し、その流体を圧縮して高温高圧の状態として吐出するものである。ロータリ圧縮機50は、図16のように密閉容器14内に、圧縮機構部15と、この圧縮機構部15を駆動するモータ部16が収納され、密閉容器14の底部には冷凍機油17が貯留されている。モータ部16は、固定子18と回転子19からなり、回転子19にはクランクシャフト20が嵌入されている。クランクシャフト20には、偏心した偏心部13が形成されており、偏心部13の下端面には軸方向の荷重を支持するスラスト面12が形成されている。
このように構成されたロータリ圧縮機50は、回転子19が回転することで、回転子19に嵌入されたクランクシャフト20が回転し、偏心部13が回転する。偏心部13が回転することで、シリンダ21の内部でローリングピストン24が回転摺動する。つまり、ローリングピストン24がシリンダ21内壁に沿って回転する。
ロータリ圧縮機50の機械要素部品の潤滑を行うために、密閉容器14内には冷凍機油17が貯留されている。冷凍機油17は、ロータリ圧縮機50の摺動部品の磨耗・焼付を防止し、また摩擦を低減させて可動部品を滑らかに動作するようにし、また圧縮室の隙間からの冷媒ガスの漏れを防止するなど、重要な役割を担っている。
クランクシャフト20はモータ部16の動力を圧縮機構部15に伝達する機能の他に、軸受として各摺動部との潤滑を担う機能を有し、圧縮機構部15の円滑な回転と長寿命を担う重要部品である。長軸部20aは回転子19を嵌入固定しており、モータ動力の伝達を担う。長軸部20aは上軸受22に、短軸部20bは下軸受23に、それぞれ回転自在に挿入されて軸受を形成している。偏心部13は長軸部20aから所要の偏心量だけ偏心させた円筒形状となっており、圧縮機構部15の要素となる。また、偏心部13の下端面は下軸受23の端面と接しており、スラスト面12と呼ぶ。軸受の機能は荷重の方向によって、ラジアル方向の荷重を支持するジャーナル軸受と、軸方向の荷重を支持するスラスト軸受の、2つの要素に区分される。
図21及び図22は、本実施の形態のクランクシャフト20のスラスト面12の形状を示す図である。クランクシャフト20のスラスト面12を上向きになるよう図示しており、偏心部13の位相角度を時計の文字盤を模して記している。偏心方向を6時、反偏心方向を12時としている。またスラスト面12の微小曲面を表現するため、各ポイントの「高さ」寸法の一例を図示してある。
Claims (6)
- 被研削物を保持して回転させる主軸と、
前記被研削物を研削する研削砥石と、
該研削砥石を保持し回転させる砥石軸と、
該砥石軸の中心軸に対し直角方向に前記研削砥石を移動させる研削砥石送り軸と、を備え、
前記主軸及び前記砥石軸は、
それぞれの回転中心が同一平面内に配置され、
前記研削砥石送り軸は、
該研削砥石送り軸の送り方向と前記主軸の回転軸とが成す角度を、前記主軸の回転軸から時計回りに90°超100°以下に振って配置される円筒研削盤を用いた、研削加工方法において、
円柱形状の前記被研削物を前記主軸に保持し、
前記主軸の回転軸と交差する前記被研削物の面に対し、前記研削砥石の外周部の円錐面を接触させ、
前記面に連続的微小曲面形状を形成する工程を有する、研削加工方法。 - 前記被研削物は、
互いに同心である円柱状の長軸部及び短軸部と、
該長軸部及び短軸部の間に形成され前記長軸部及び短軸部の中心に対して偏位した中心を具備する円柱状の偏心部と、を具備するシャフトであり、
前記長軸部の外周部及び前記偏心部の外周部を、前記研削砥石の外周部にて研削加工を行う工程を有する、請求項1に記載の研削加工方法。 - 前記連続的微小曲面形状を形成する工程は、
前記研削砥石送り軸が、
前記主軸が1回転する回転運動に合わせて往復運動を行い、
該往復運動が、
前記主軸の回転運動周期と同周期又は前記主軸の回転運動周期を分割した周期で、前記被研削物の研削部分に合わせた振幅を有する、請求項1又は2に記載の研削加工方法。 - 被研削物を保持して回転させる主軸と、
前記被研削物を研削する研削砥石と、
該研削砥石を保持し回転させる砥石軸と、
該砥石軸の中心軸に対し直角方向に前記研削砥石を移動させる研削砥石送り軸と、を備え、
前記主軸及び前記砥石軸は、それぞれの回転中心が同一平面内に配置され、
前記研削砥石送り軸は、
該研削砥石送り軸の送り方向と前記主軸の回転軸とが成す角度を、前記主軸の回転軸から時計回りに90°超100°以下に振って配置される、研削装置。 - 前記研削砥石は、
外周部が、前記砥石軸を中心とする2つの円錐面を有し、
2つの該円錐面のうち一方は、前記主軸の回転軸に交差する前記被研削物の面を研削し、
2つの該円錐面のうち他方は、
母線が前記主軸の回転軸と平行となるように成形されている、請求項4に記載の研削装置。 - 前記研削砥石送り軸は、
前記主軸が1回転する回転運動に合わせて往復運動を行い、
該往復運動は、
前記主軸の回転運動周期と同周期又は前記主軸の回転運動周期を分割した周期で、前記被研削物の研削部分に合わせた振幅を有する、請求項4又は5に記載の研削装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/061000 WO2016162979A1 (ja) | 2015-04-08 | 2015-04-08 | 研削加工方法及び研削装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016162979A1 JPWO2016162979A1 (ja) | 2017-10-19 |
| JP6345341B2 true JP6345341B2 (ja) | 2018-06-20 |
Family
ID=56731355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017511401A Expired - Fee Related JP6345341B2 (ja) | 2015-04-08 | 2015-04-08 | 研削加工方法及び研削装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6345341B2 (ja) |
| CN (2) | CN205497136U (ja) |
| WO (1) | WO2016162979A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026078861A1 (ja) * | 2024-10-11 | 2026-04-16 | 三菱電機株式会社 | クランクシャフトの仕掛品、クランクシャフト、圧縮機、冷凍サイクル装置、およびクランクシャフトの製造方法 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6345341B2 (ja) * | 2015-04-08 | 2018-06-20 | 三菱電機株式会社 | 研削加工方法及び研削装置 |
| CN107081671B (zh) * | 2017-06-28 | 2023-07-04 | 青岛云路先进材料技术股份有限公司 | 一种在线抛光装置 |
| CN107263297A (zh) * | 2017-07-31 | 2017-10-20 | 浙江洁宇环保装备科技有限公司 | 一种除尘风管外壁抛光机 |
| CN108161678A (zh) * | 2018-01-24 | 2018-06-15 | 浙江全顺机床有限公司 | 数控复合磨床 |
| CN108747622A (zh) * | 2018-05-28 | 2018-11-06 | 衢州金沃精工机械有限公司 | 一种小内径圆棒刀磨刀机 |
| CN108500832B (zh) * | 2018-06-19 | 2023-10-20 | 天津大学 | 用于圆弧轨迹进给的摆动调心结构 |
| CN109079626B (zh) * | 2018-09-26 | 2024-07-16 | 苏州捷斯芬化妆用品有限公司 | 一种粉扑磨削装置 |
| JP7184697B2 (ja) * | 2019-03-29 | 2022-12-06 | 株式会社小松製作所 | 産業機械、寸法推定装置、および寸法推定方法 |
| CN110814882B (zh) * | 2019-11-12 | 2025-01-24 | 河南科技大学 | 一种圆锥滚子超精研用导辊的磨削方法及磨床 |
| CN113021175B (zh) | 2019-12-09 | 2024-11-26 | Dmg森精机株式会社 | 机床 |
| CN113941658A (zh) * | 2020-07-15 | 2022-01-18 | 倍腾国际股份有限公司 | 冲头制造方法 |
| CN112775840B (zh) * | 2021-01-19 | 2022-07-22 | 马鞍山市恒永利机械科技有限公司 | 一种砂轮修整系统 |
| CN113334164B (zh) * | 2021-05-31 | 2023-02-10 | 湖州铭灏机械有限公司 | 一种轴类外圆磨削装置及方法 |
| CN113305517B (zh) * | 2021-06-21 | 2022-10-11 | 成都爱乐达航空制造股份有限公司 | 一种筋条、缘条侧壁孔加工方法 |
| CN113601282A (zh) * | 2021-08-18 | 2021-11-05 | 江阴塞特精密工具有限公司 | 一种滚插刀前刃面圆锥磨削方法 |
| US20260054335A1 (en) * | 2021-09-06 | 2026-02-26 | Jtekt Corporation | Composite grinding machine |
| CN114850977B (zh) * | 2022-05-31 | 2023-05-05 | 西南交通大学 | 采用段差磨削工艺加工非圆异形轴的磨削轨迹求解方法 |
| CN114932463B (zh) * | 2022-07-08 | 2024-01-30 | 重庆红江机械有限责任公司 | 一种断续圆柱面的磨削方法 |
| EP4431234A1 (de) * | 2023-03-13 | 2024-09-18 | Thielenhaus Technologies GmbH | Verfahren und vorrichtung zur bearbeitung einer hartstoffbeschichteten werkstückfläche eines rotationssymmetrischen werkstücks |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5199390A (ja) * | 1975-02-27 | 1976-09-01 | Toyoda Machine Works Ltd | Kosakubutsunoentobuto tanmenbuokensakukakosuruhoho |
| JPH0683958B2 (ja) * | 1986-03-19 | 1994-10-26 | 豊田工機株式会社 | クランクシヤフト端面研削装置 |
| JPS63123664A (ja) * | 1986-11-12 | 1988-05-27 | Toyota Motor Corp | カムシヤフトのカムスラスト面の面取り加工方法 |
| JP2669664B2 (ja) * | 1988-09-21 | 1997-10-29 | 豊田工機株式会社 | 円筒状工作面の平行研削方法 |
| GB9315843D0 (en) * | 1993-07-30 | 1993-09-15 | Litton Uk Ltd | Improved machine tool |
| JPH09253995A (ja) * | 1996-03-15 | 1997-09-30 | Ngk Insulators Ltd | セラミックス平板の凹面彫り込み加工方法 |
| JP2000061790A (ja) * | 1998-08-25 | 2000-02-29 | Nippon Seiko Kk | ローディングカム装置のカム面の加工方法及び加工装置 |
| DE19921785B4 (de) * | 1999-05-11 | 2005-11-24 | Erwin Junker Maschinenfabrik Gmbh | Verfahren zum Schleifen von konvexen Laufflächen und Außendurchmessern an Wellen mit wenigstens einem scheibenförmigen Wellenabschnitt sowie Schleifmaschine zur Durchführung des Verfahrens |
| US6257964B1 (en) * | 1999-11-01 | 2001-07-10 | Voith Sulzer Paper Technology North America, Inc. | Roll grinding system for a roll |
| JP2003068002A (ja) * | 2001-08-28 | 2003-03-07 | Minebea Co Ltd | ハードディスクドライブ装置用モータハブの磁気ディスク搭載部の加工方法およびモータハブ並びに同ハブを備えるモータ |
| JP2006055961A (ja) * | 2004-08-23 | 2006-03-02 | Miyagi Prefecture | 平面研削盤による軸対称非球面の加工方法及び装置 |
| DE102007026562B4 (de) * | 2007-06-08 | 2010-08-26 | Erwin Junker Maschinenfabrik Gmbh | Schleifzentrum und Verfahren zum gleichzeitigen Schleifen mehrerer Lager von Kurbelwellen |
| JP2009085125A (ja) * | 2007-10-01 | 2009-04-23 | Panasonic Corp | 密閉型圧縮機 |
| CN101590620A (zh) * | 2008-05-30 | 2009-12-02 | 杨建良 | 一种数控曲轴端面磨削方法及数控专用设备 |
| JP5754919B2 (ja) * | 2010-02-26 | 2015-07-29 | 三菱重工業株式会社 | 圧縮機 |
| WO2012126840A1 (de) * | 2011-03-24 | 2012-09-27 | Erwin Junker Maschinenfabrik Gmbh | Schleifmaschinen-einrichtung mit schwenklagerung einer schleifspindeleinheit und verfahren zum verschwenken einer schleifspindeleinheit an einer schleifmaschine |
| CN104084865A (zh) * | 2014-07-14 | 2014-10-08 | 中船动力有限公司 | 柴油机曲轴抛光装置及方法 |
| CN104440433B (zh) * | 2014-12-01 | 2017-02-22 | 中车资阳机车有限公司 | 不平衡曲轴平衡磨削方法 |
| JP6345341B2 (ja) * | 2015-04-08 | 2018-06-20 | 三菱電機株式会社 | 研削加工方法及び研削装置 |
-
2015
- 2015-04-08 JP JP2017511401A patent/JP6345341B2/ja not_active Expired - Fee Related
- 2015-04-08 WO PCT/JP2015/061000 patent/WO2016162979A1/ja not_active Ceased
-
2016
- 2016-03-09 CN CN201620181014.2U patent/CN205497136U/zh not_active Expired - Fee Related
- 2016-03-09 CN CN201610132708.1A patent/CN106041649B/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026078861A1 (ja) * | 2024-10-11 | 2026-04-16 | 三菱電機株式会社 | クランクシャフトの仕掛品、クランクシャフト、圧縮機、冷凍サイクル装置、およびクランクシャフトの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016162979A1 (ja) | 2017-10-19 |
| CN106041649A (zh) | 2016-10-26 |
| CN205497136U (zh) | 2016-08-24 |
| WO2016162979A1 (ja) | 2016-10-13 |
| CN106041649B (zh) | 2018-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6345341B2 (ja) | 研削加工方法及び研削装置 | |
| CN108098475B (zh) | 机器人rv减速器针齿壳的复合加工磨床 | |
| JP6395946B2 (ja) | スクリューロータの加工方法、加工装置及び加工用工具並びにスクリュー圧縮機の製造方法 | |
| CN103084888A (zh) | 涡旋盘型线加工方法 | |
| CN108581484A (zh) | 一种用于孔加工的镗铣珩磨复合加工方法及加工机床 | |
| JP6332921B2 (ja) | 非回転曲面を備えるワーク | |
| KR100777530B1 (ko) | 스크롤 압축기 및 스크롤 랩의 가공 방법 | |
| JP6238784B2 (ja) | ロータリ圧縮機の製造方法、およびその製造方法によって得られるロータリ圧縮機 | |
| JP6808043B2 (ja) | 切削チップ、切削工具及び加工装置 | |
| JP7100381B2 (ja) | 超仕上方法および超仕上装置 | |
| JP7104506B2 (ja) | 内周面加工装置及び内周面加工方法 | |
| CN117500636B (zh) | 工件加工装置、磨石以及工件加工方法 | |
| JP2005199393A (ja) | 円筒内面のらせん形状の溝加工方法および加工装置 | |
| JP2008034776A (ja) | ワークのエッジの加工方法及び装置 | |
| CN206277214U (zh) | 磨削装置 | |
| JP2012143865A (ja) | ワークのエッジの加工方法および加工装置 | |
| EP1223005B1 (en) | Work processing method | |
| CN105881120A (zh) | 一种数控立式内圆磨床结构 | |
| US20240416477A1 (en) | Sanding systems, methods, and devices | |
| Mandole et al. | Manufacturing of portable vertical honing machine for small diameter bores | |
| JP5524996B2 (ja) | ウェーハの加工方法および加工装置 | |
| JP2004136444A (ja) | 研削装置、圧縮機 | |
| JP2018149607A (ja) | 歯車加工装置 | |
| JP2019059002A (ja) | 固定機構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170712 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180424 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6345341 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |