JP6345521B2 - 端末加工された伸縮性伝送体 - Google Patents
端末加工された伸縮性伝送体 Download PDFInfo
- Publication number
- JP6345521B2 JP6345521B2 JP2014144319A JP2014144319A JP6345521B2 JP 6345521 B2 JP6345521 B2 JP 6345521B2 JP 2014144319 A JP2014144319 A JP 2014144319A JP 2014144319 A JP2014144319 A JP 2014144319A JP 6345521 B2 JP6345521 B2 JP 6345521B2
- Authority
- JP
- Japan
- Prior art keywords
- transmission line
- core material
- transmission
- stretchable
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Insulated Conductors (AREA)
Description
近年伸縮性伝送体が広く使用されるようになるに従い、伸縮性伝送体をそのまま取扱いたいというニーズが強くなっている。ところが通常のケーブルと同様に伸縮性伝送体を端末加工すると伸縮性が失われるという問題があった。すなわち伸縮性が失われないように端末加工された伸縮性伝送体が求められている。
これを避けるため、特許文献4には、芯材を伸縮性伝送体の端部に設けられたハウジングに接合することが開示されている。しかし、伸縮性伝送体を単独で使用する方法については開示も示唆もない。
すなわち、本発明は下記の発明を提供する。
(2)伸縮性の芯材の周りに伝送線が螺旋状に捲回され、その外側に外部被覆層が設けられている構造を有する伸縮性伝送体であって、下記構造のいずれか1つ以上を有することを特徴とする伸縮性伝送体。
イ)芯部の端部が伝送線の端部に接合している、
ロ)芯部の端部が外部被覆層の端部に接合している。
(3)前記芯材の端部の外径が螺旋状に捲回された伝送線の捲回内径よりも大きい、前記(1)又は(2)に記載の伸縮性伝送体。
本発明の伸縮性伝送体は、芯材端部の外径を、螺旋状に捲回された伝送線の捲回内径以上の大きさにするか、芯材の端部を伝送線の端部、または外部被覆層の端部に接合するか、または、これらを併用するかのいずれかの方法を用いて端末加工されている。
また、芯材は内部に空隙を有していても良い。空隙は、伸縮性を阻害せず、伝送線の捲回径を大きくできるため、伸縮応力を小さくする効果がある。空隙を形成する方法は、例えば、弾性長繊維の周囲に絶縁繊維を配置する方法、弾性長繊維または、弾性長繊維の周囲に絶縁繊維を配置した糸状体を編み組みする方法、弾性長繊維を発泡させる方法、弾性長繊維を中空にする方法、またはこれらを組み合わせた方法などがある。弾性チューブまたはコイルバネから形成した場合は当然中空になる。
ポリウレタン系弾性長繊維は、耐久性にもすぐれるため好適である。天然ゴム系長繊維は、断面積あたりの応力が他の弾性長繊維に対比して小さく、所定の芯材直径を得やすく、曲げ荷重が小さくなるという利点がある。しかし、劣化しやすいため短期の使用を目的とする用途に好適である。合成ゴム系弾性長繊維は、耐久性にすぐれ好適である。弾性長繊維は、モノフィラメントでもマルチフィラメントでも良い。
また、弾性チューブの中に伝送線を埋め込むこともできる。例えば、ステンレス棒に伝送線を捲回し、これをゴムラテックス中に浸漬または塗布した後、公知の方法(例えば、加硫処理、熱処理および乾燥処理等)を行った後、内部のステンレス棒を抜き去る等することにより、弾性チューブの中に導体線を埋め込むことができる。
なお、本発明で言う接合とは、対象となる2つの物体を直接または第三の物質を介して接着、または、しばりつけることを言う。
図2は後述の実施例2における伸縮性伝送体で、芯材端部と伝送線端部を接合する方法の一例である。図2には、芯材端部(1)と伝送線端部(2)を相互にまたがる樹脂付熱収縮チューブ(6)で接合している例を示している。
図3および図4は後述の実施例3および4における伸縮性伝送体で、芯材端部と外部被覆端部を接合する方法の一例である。図3(実施例3)には芯材端部(1)と外部被覆層端部(3)相互にまたがる接着剤付熱収縮チューブ(7)を介して接合している例を示している。 図4(実施例4)には、芯材端部(1)を折り返し、折り返した芯材端部と外部被覆層端部(3)をインシュロック(8)で縛っている例を示している。
また、図5は後述の実施例5における伸縮性伝送体で、図5には、芯材端部(1)と伝送線端部(2)と外部被覆層端部(3)を相互にまたがる接着剤付熱収縮チューブ(7)を介して接合している例を示した。
伸縮性伝送体を切断する場合、芯材部が中に引き戻されることがあるので、切断する場所近く(切断予定場所から概ね10mm〜50mm手前(端末加工しようとしている伸縮性伝送体側))を紐、インシュロック、クリップなどで押さえて、芯部が引き戻りにくいようにして加工することもできる。
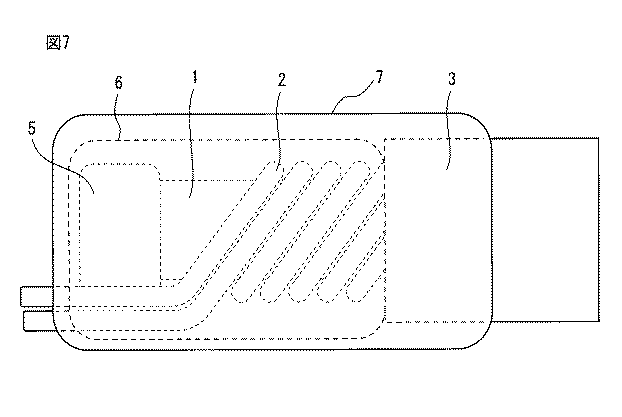
図7は後述の実施例7における伸縮性伝送体で、芯材端部(1)の外径を接着剤付熱収縮チューブ(5)で大きくした上で、芯材端部(1)及びそれを覆う接着剤付熱収縮チューブ(5)と伝送線端部(2)とを相互にまたがる接着剤付熱収縮チューブ(6)で接合し、この接着剤付熱収縮チューブ(6)と外部被覆層端部(3)を相互にまたがる接着剤付熱収縮チューブ(7)で接合するとともに被覆している例を示している。
電力または電気信号を送る伝送線は、一般に電線と呼ばれるもので、導電性のよい物質からなる細線の集合線であることが好ましい。金属細線の集合線は、やわらかく、伸縮性に富んだ伸縮性伝送体を得やすい。
熱を送る伝送線は、ニクロム線などが挙げられる。空気や液体を送る伝送線はチューブが挙げられる。
本発明の伸縮性伝送体は、芯材と伝送線が相互にずれ得ることが好ましく、芯材と伝送線がずれないように接着されているものは、芯材が伸縮性伝送体内部に引っ込むことが無いが、伸縮性が乏しくなるという欠点がある。
絶縁性糸状体には、公知の絶縁性糸状体を任意に用いることができる。例えば、マルチフィラメント、モノフィラメント、または、紡績糸を用いることができる。好ましくはマルチフィラメントである。細く、柔らかく、拘束力が強く(高強度)、安価という観点からは、ポリエステル繊維、ナイロン繊維が挙げられる。誘電率が低いという観点からはフッ素繊維、ポリエチレン繊維、ポリプロピレン繊維が挙げられる。難燃性の観点からは、塩化ビニル繊維、サラン繊維、ガラス繊維を挙げることができる。伸縮性の観点からは、ポリウレタン繊維または、ポリウレタン繊維の外部を他の絶縁繊維で被覆したもの等を挙げることができる。その他、絹、レーヨン繊維、キュプラ繊維、コットン紡績糸を用いることもできる。しかし、これらに限定されるものではなく、公知の絶縁繊維を任意に用いることができる。
さらに好ましくは、伝送線と逆方向に伝送線の内側(芯材側)と外側を交互に通って絶縁性糸状態を捲回し伝送線を拘束することである。伝送線の内側と外側を交互に通って、伝送線と逆方向に絶縁性糸状体を捲回することで、伸縮や屈曲によっても、伝送線間隔の変化が少なく、かつ繰り返しの伸縮や屈曲によって伝送線間隔の変化が少ない伸縮性伝送体を得ることができる。伝送線の内側と外側を交互に通す場合、伝送線1本ずつ交互に通してもよいし、複数の伝送線を纏めて交互に通してもよい。
当該絶縁性糸条体は、伝送線より細いものが好ましい。太い絶縁性糸状態を用いると、伝送線そのものが、変形せざるをえなくなり、伸縮性や伸縮寿命や屈曲寿命が低下する。
捲回する糸に荷重をかけることで、捲回張力を高めることができ、拘束力を増すことができる。
伝送線の捲回ピッチは0.05〜50mmが好ましい。0.05mm以下の場合は、捲回される伝送線の長さが長くなりすぎ、伝送性が低下する。50mm以上の場合は、伸縮性が乏しくなる。好ましくは、捲回ピッチが0.1〜20mmであり、特に好ましくは捲回ピッチが1〜10mmである。
伝送線のピッチ、捲回径、間隔を上記のような範囲にすると、伸縮性や屈曲性に優れた伸縮性伝送体を得やすくなる。
外部被覆層を有することにより、物理的な刺激や、化学的な刺激から保護され、耐久性が向上する。外部被覆層は絶縁繊維またはゴム弾性を持つ弾性樹脂により形成することが好ましい。
絶縁繊維は空気層を含む観点からバルキー性のあるものが好ましい。ウーリー加工されたナイロン、エステルなどを用いることができる。
また、撥水性の絶縁繊維は、水の浸入を防ぐ効果があり、好ましい。具体的には、フッ素繊維や、ポリプロピレン繊維などの撥水性の絶縁繊維を用いることも、ポリエステル繊維や、ナイロン繊維に撥水加工を施して用いることもできる。撥水加工剤は、公知の加工剤から任意に選定することができる。具体的にはフッ素系、シリコン系の撥水加工剤等を挙げることができる。
絶縁繊維は、絶縁繊維は生糸のままでも良いが、意匠性や劣化防止の観点から原着糸や先染め糸を用いることもできる。仕上げ加工により、柔軟性や摩擦性の向上を図ることもできる。さらに、難燃加工、撥油加工、防汚加工、抗菌加工、制菌加工および消臭加工など、公知の繊維の加工を施すことにより、実用時の取り扱い性を向上させることもできる。
弾性樹脂は、様々な弾性の絶縁樹脂から耐屈曲性、耐磨耗性、耐熱性および耐薬品性、伝送性などを考慮して選択することができる。
耐磨耗性、耐熱性、耐薬品性に優れるものとしては合成ゴム系弾性体が挙げられ、フッ素系ゴム、シリコーン系ゴム、エチレン・プロピレン系ゴム、クロロプレン系ゴムおよびブチル系ゴムが好ましい。
曲げやすいものとしては、所謂天然ゴム系の弾性樹脂、スチレンブタジエン系の弾性樹脂が挙げられる。
絶縁体からなる外部被覆層は、絶縁繊維により編組されたものと弾性樹脂とを組み合わせることもできる。耐屈曲ケーブルは曲げやすく、かつ長寿命を望むケースが多いが、弾性樹脂のみでの被覆の場合は、弾性樹脂の摩擦力が強いため屈曲時に劣化しやすくなるため、弾性樹脂層の外周に絶縁繊維による外部被覆層を組み合わせることもできる。
電気伝導性のある有機繊維とは、比抵抗1Ω・cm以下のものを言う。例えばメッキ繊維や、導電性フィラーを充填した繊維が上げられる。より具体的には銀メッキ繊維などが挙げられる。
上記機能を有する装置であれば、用いる装置は特に限定されない。
(1)芯材を供給する機構。
(2)芯材を把持し、一定速度でフィードする機構(好ましくはニップせずに把持して一定速度でフィードする機構、例えば複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、フィードする機構)。
(3)芯材を把持し、一定速度で巻き取る機構(好ましくはニップせずに把持して一定速度で巻き取る機構、例えば複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、巻き取る機構か、または、V溝を持った直径の大きなドラムのV溝に複数回巻き付けて巻き取る機構)。
本発明で用いた評価方法は以下の通りである。
伸縮性伝送体の外部被覆層端部間距離が300mm、伝送線端部間距離が380mmとなるように試料を準備し、この試料の伝送線両端各々20mmをデマッチャ試験機のチャック部に図8に示したように把持し、チャック間距離が340mm〜510mmとなるようにストローク長を調整し200rpmで伸縮を1万回繰り返した。
伸縮試験前と、伸縮試験終了後水平化で18時間以上放置した上で外部被覆層端部間の距離を求め、下記式に従ってタルミ率を求めた。
タルミ率:X(%)=(L2−L1)/L1×100
上式において、L1は伸縮試験前の外部被覆層端部間距離であり、L2は伸縮試験後の外部被覆層端部距離である。
得られたタルミ率を下記基準に従って判定した。
○:X<10(タルミが小さい)
×:X≧10(タルミが大きい)
試料の中央部に長さ20cmのマークを付けて垂直にたらし、300cNの荷重をかけてマークの長さを測定し、300cN伸張率を求め、下記式に従って伸縮性維持率を求めた。
伸縮性維持率:X(%)=(B/A)×100
上式において、Aは伸縮試験前の伸長率であり、Bは伸縮試験後の伸長率である。
得られた伸縮性維持率を下記基準に従って判定した。
○:X≧90(伸縮性が維持されている)
×:X<90(伸縮性が失われた)
940dtexのポリウレタン弾性長繊維(旭化成せんい(株)製、商品名:ロイカ)を芯にして、伸張倍率を4.2倍下で、230dtexのウーリーナイロン(黒染め糸)を700T/Mの下撚りおよび500T/Mの上撚りで捲回し、ダブルカバー糸を得た。得られたダブルカバー糸を製紐用ボビンに巻き取り、当該ボビン4本を、8本打ち製紐機((有)桜井鉄工製)のS方向に2本、Z方向に2本、均等に配置して組み紐を作製し、直径1.8mmの芯材を得た。当該芯材を、特殊製紐機((1)芯材を芯部として供給する機構、(2)芯材を、複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、フィードする機構、(3)芯材を、複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、巻き取る機構、(4)芯材を伸張した状態で、伝送線を芯材に並列に捲回する機構、および(5)芯材を伸張した状態で、伝送線の捲回方向と逆方向に伝送線の内側と外側を交互に通って絶縁性糸状体を捲回する機構を備えた製紐機)により、2.2倍に伸張しながら、芯材に所定の伝送線((住友電工製) AWM1571 AWG28:44/0.05)4本をZ方向に並列に等間隔で捲回し、ポリエステル繊維(56dtex(12f))4本をS方向に伝送線の内側と外側を交互に通して並列に等間隔で捲回して伸縮性伝送体を得た。
この伸縮性伝送体を用いて、上述の各種方法で端末加工を行い、伸縮試験を行った。
得られた伸縮性伝送体の評価結果を端末加工状態と共に表1に示す。
2 伝送線端部
3 外部被覆層端部
4 接着剤
5 接着剤付熱収縮チューブ
6 接着剤付熱収縮チューブ
7 接着剤付熱収縮チューブ
8 インシュロック
Claims (3)
- 伸縮性の芯材の周りに伝送線が螺旋状に捲回されている構造を有する伸縮性伝送体であって、芯材の端部が伝送線の端部に接合していることを特徴とする伸縮性伝送体。
- 伸縮性の芯材の周りに伝送線が螺旋状に捲回され、その外側に外部被覆層が設けられている構造を有する伸縮性伝送体であって、下記構造のいずれか1つ以上を有することを特徴とする伸縮性伝送体。
イ)芯部の端部が伝送線の端部に接合している、
ロ)芯部の端部が外部被覆層の端部に接合している。 - 前記芯材の端部の外径が螺旋状に捲回された伝送線の捲回内径よりも大きい、請求項1又は2に記載の伸縮性伝送体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014144319A JP6345521B2 (ja) | 2014-07-14 | 2014-07-14 | 端末加工された伸縮性伝送体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014144319A JP6345521B2 (ja) | 2014-07-14 | 2014-07-14 | 端末加工された伸縮性伝送体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016021312A JP2016021312A (ja) | 2016-02-04 |
| JP6345521B2 true JP6345521B2 (ja) | 2018-06-20 |
Family
ID=55266057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014144319A Active JP6345521B2 (ja) | 2014-07-14 | 2014-07-14 | 端末加工された伸縮性伝送体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6345521B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018220765A1 (ja) * | 2017-05-31 | 2018-12-06 | 旭化成株式会社 | 伸縮性伝送線付き電子機器及びその製造方法 |
| CN110459369A (zh) * | 2019-08-07 | 2019-11-15 | 东莞市依顿电子科技有限公司 | 一种可伸缩电线的生产工艺 |
| JP7608382B2 (ja) | 2022-02-14 | 2025-01-06 | エレコム株式会社 | ケーブルの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002117725A (ja) * | 2000-10-12 | 2002-04-19 | Mitsubishi Heavy Ind Ltd | スパイラル電線 |
| JP2012198992A (ja) * | 2011-03-18 | 2012-10-18 | Hara Doki Kk | カールコードのカール成型部に生じるカールの変形や絡まりの低減構造 |
-
2014
- 2014-07-14 JP JP2014144319A patent/JP6345521B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016021312A (ja) | 2016-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5576961B2 (ja) | 伸縮性光信号伝送ケーブル | |
| CA2674555C (en) | Expandable electric cord and production method thereof | |
| JPWO2009157070A1 (ja) | 伸縮性信号伝送ケーブル | |
| JP5354966B2 (ja) | 伸縮電線 | |
| JP2011082050A (ja) | 伸縮電線 | |
| JP2011089923A (ja) | センシング部材、及び当該センシング部材を具備するセンサ | |
| JP5828743B2 (ja) | 耐屈曲ケーブル | |
| JP6345521B2 (ja) | 端末加工された伸縮性伝送体 | |
| JP5872787B2 (ja) | 信号伝送用多芯型伸縮ケーブル | |
| JP2015026476A (ja) | 多層型伸縮伝送線 | |
| JP2010040337A (ja) | 高耐久性伸縮電線 | |
| JP6497927B2 (ja) | 伸縮伝送路 | |
| JP2009054312A (ja) | 伸縮性光ファイバー複合ケーブル及びその製造方法 | |
| JP5465856B2 (ja) | 伸縮性ワイヤーハーネス | |
| JP2014096262A (ja) | シールド付伸縮電線 | |
| JP5339798B2 (ja) | 伸縮電線 | |
| JP2017010612A (ja) | 耐捻回性に優れる伸縮ケーブル | |
| JP2010040339A (ja) | 伸縮電線 | |
| JP2017183238A (ja) | 伸縮電線 | |
| JP2012216469A (ja) | 電装用ケーブル | |
| JP2021111588A (ja) | 伸縮電線及びケーブル | |
| JP2019067709A (ja) | 伸縮電線 | |
| JP2014096378A (ja) | 伸縮性ワイヤーハーネス | |
| JP2011071075A (ja) | 繊維被膜細径電線コード |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160405 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180515 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6345521 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |