JP6443348B2 - 複合ガスバリア積層体及びその製造方法 - Google Patents
複合ガスバリア積層体及びその製造方法 Download PDFInfo
- Publication number
- JP6443348B2 JP6443348B2 JP2015559916A JP2015559916A JP6443348B2 JP 6443348 B2 JP6443348 B2 JP 6443348B2 JP 2015559916 A JP2015559916 A JP 2015559916A JP 2015559916 A JP2015559916 A JP 2015559916A JP 6443348 B2 JP6443348 B2 JP 6443348B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- gas barrier
- barrier laminate
- layer
- composite gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/84—Passivation; Containers; Encapsulations
- H10K50/844—Encapsulations
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/86—Arrangements for improving contrast, e.g. preventing reflection of ambient light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/544—Torsion strength; Torsion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/206—Organic displays, e.g. OLED
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Laminated Bodies (AREA)
- Electroluminescent Light Sources (AREA)
Description
特に、ガスバリア積層体の使用において、アウトガス(ガスバリア積層体から発生するガス)は、素子の製造における製造効率を低減させ、且つ、素子の製造及び使用に際して、素子にダークスポット等の不良を発生させる。したがって、そのようなアウトガスは、十分に低減することが望まれる。
さらに、ガスバリア積層体には、高温環境においてガスバリア性が低下したり、容易にクラックが生じてガスバリア性が損なわれたりすることを防止することが望まれる。これは、例えば使用時、保存時、運搬時においてガスバリア積層体のガスバリア性が低下することを抑制して、ガスバリア性を良好に維持するためである。このため、可撓性に優れ、曲げられた際のガスバリア性能の低下が少ないガスバリア積層体が求められる。
すなわち、本発明は以下の通りである。
前記フィルム(a)の厚さ以下の厚さを有する脂環式ポリオレフィン樹脂のフィルム(b)と、
前記無機バリア層(a)及び前記フィルム(b)の間に介在し、前記無機バリア層及び前記フィルム(b)を貼合する熱溶融層とを備え、
前記熱溶融層のガラス転移温度TgAと、前記フィルム(a)及び前記フィルム(b)を構成する脂環式ポリオレフィン樹脂のガラス転移温度TgBとの差(TgB−TgA)が、25℃以上である有機エレクトロルミネッセンス発光素子用の複合ガスバリア積層体。
〔2〕 前記熱溶融層が、スチレン系熱可塑性エラストマー樹脂の層である、〔1〕に記載の複合ガスバリア積層体。
〔3〕 前記スチレン系熱可塑性エラストマー樹脂が、スチレン−共役ジエンブロック共重合体水素化物を含む、〔2〕に記載の複合ガスバリア積層体。
〔4〕 前記フィルム(a)及び前記フィルム(b)のいずれか一方の、波長550nmにおける面内方向のリターデーションが115〜160nmであって、もう一方の波長550nmにおける面内方向のリターデーションが0〜25nmである、〔1〕〜〔3〕のいずれか1項に記載の複合ガスバリア積層体。
〔5〕 前記フィルム(b)の厚さが30μm以下であり、前記複合ガスバリア積層体の厚さが100μm以下である、〔1〕〜〔4〕のいずれか1項に記載の複合ガスバリア積層体。
〔6〕 脂環式ポリオレフィン樹脂のフィルム(a)の少なくとも一方の面上に、無機バリア層(a)を直接形成して、ガスバリア積層体(A)を得る工程と、
前記ガスバリア積層体(A)、前記フィルム(a)の厚さ以下の厚さを有する脂環式ポリオレフィン樹脂のフィルム(b)、及び熱溶融樹脂のフィルム(c)を、前記フィルム(a)、前記無機バリア層(a)、前記フィルム(c)、及び前記フィルム(b)がこの順になるように重ね、加熱圧着させる工程と
を含み、
前記熱溶融樹脂のガラス転移温度TgAと、前記フィルム(a)及び前記フィルム(b)を構成する脂環式ポリオレフィン樹脂のガラス転移温度TgBとの差(TgB−TgA)が、25℃以上である、複合ガスバリア積層体の製造方法。
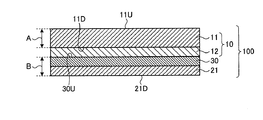
図1は、本発明の一実施形態に係る複合ガスバリア積層体100をその主面に垂直な平面で切った断面を模式的に示す断面図である。図1に示す例では、複合ガスバリア積層体100は、フィルム(a)11及び無機バリア層(a)12を備えるガスバリア積層体(A)10と、フィルム(b)21とが、無機バリア層(a)12とフィルム(b)21とが対向するように熱溶融層30を介して加熱圧着された積層体である。したがって、複合ガスバリア積層体100は、フィルム(a)11、無機バリア層(a)12、熱溶融層30、及びフィルム(b)21を、この順に備える。
本発明の複合ガスバリア積層体は、脂環式ポリオレフィン樹脂のフィルム(a)、及びフィルム(a)の少なくとも一方の面上に直接設けられた、1層以上の無機バリア層(a)を備えるガスバリア積層体(A)を備える。図1に示す例では、ガスバリア積層体(A)10は、フィルム(a)11と、フィルム(a)11の一方の面11Dに形成された無機バリア層(a)12とを備え、フィルム(a)11と無機バリア層(a)12とは、直接に接している。
フィルム(a)は、脂環式ポリオレフィン樹脂のフィルムである。ここで、脂環式ポリオレフィン樹脂とは、脂環式オレフィン重合体と、必要に応じてその他の任意の成分とを含有する樹脂である。脂環式ポリオレフェン樹脂は、水蒸気透過率が低く、且つ、アウトガスの発生が少ない。従って、無機バリア層(a)を形成する、系内の減圧を含む工程(例えば、蒸着、スパッタリング等)における、フィルムから減圧系内へのアウトガスの放出量が少ない。そのため、フィルム(a)として脂環式ポリオレフィン樹脂のフィルムを採用することにより、良好な無機バリア層(a)を形成することができ、その結果、複合ガスバリア積層体のガスバリア性を高めることができる。また、本発明の複合ガスバリア積層体を素子の製造に用いる際の減圧に際してのアウトガスの放出量も少なく、且つ、素子の使用に際しての素子内へのアウトガスの放出量も少ないため、高品質な素子を、容易に製造することができる。さらに、脂環式ポリオレフィン樹脂を溶融押し出しして製造したフィルムは、表面の平滑性が良好で、無機層のクラックの原因となる表面の凸が小さいため、結果として表面平滑性の悪いフィルムに比べて薄い無機層で水蒸気透過率を小さくすることができるため、生産性および可撓性に優れている。また、フィルム(a)は、通常、無機バリア層(a)を支持する基材となり、ガスバリア積層体(A)の強度を維持する効果も奏する。
また、フィルム(a)は、湿度膨張率が、30ppm/%RH以下であることが好ましく、10ppm/%RH以下であることがより好ましく、1.0ppm/%RH以下であることが更に好ましい。かかる湿度膨張率は、フィルムを20mm×5mmの試料片とし、荷重5.0g、窒素100cc/分、温度25℃、速度5.0%RH/分の条件で、30%RHから80%RHにわたり湿度を上昇した際の試料片の長さの伸びを測定することにより測定しうる。
また、フィルム(a)のガラス転移温度は110℃以上であることが好ましく、130℃以上であることがさらに好ましく、160℃以上であることが特に好ましい。高いガラス転移温度を有することにより、高温環境などの熱履歴前後におけるフィルム(a)の熱収縮を抑えることができる。また、高いガラス転移温度を有することにより、複合ガスバリア積層体の製造において、Reの不所望の変動を伴わずに加熱圧着を行なうことができる。
かかる好ましい熱膨張率、湿度膨張率及びガラス転移温度を得ることにより、高温高湿の環境下におけるガスバリア性の低下が抑制された複合ガスバリア積層体を得ることができる。
通常、垂直な2つの方向は、それぞれ、長尺の原反フィルムのMD方向(原反フィルムの流れ方向、即ち長尺の原反フィルムの長さ方向)及びTD方向(MD方向に垂直な、原反フィルムの幅方向)とされるが、これに限られず、MD方向及びTD方向に対して斜めの、互いに垂直な2方向であってもよい。
無機バリア層(a)は、無機材料で形成された層であり、例えば水分及び酸素等の、外気中に存在する成分であって表示装置及び発光装置等の装置の内部の構成要素(例えば、有機EL素子の発光層等)を劣化させうる成分をバリアする能力を有する層である。この無機バリア層(a)は、ガスバリア積層体(A)の表裏の一方の面から他方の面への、水分及び酸素等の成分の透過をバリアする効果を発揮する。
珪素の窒化物としては、例えば、SiNyが挙げられる。ここでyは、無機バリア層(a)の透明性及び水蒸気バリア性を両立させる観点から、0.5<y<1.5が好ましい。
珪素の窒化酸化物としては、例えば、SiOpNqが挙げられる。ここで、無機バリア層(a)の密着性の向上を重視する場合には、1<p<2.0、0<q<1.0として、無機バリア層(a)を酸素リッチの膜とすることが好ましい。また、無機バリア層(a)の水蒸気バリア性の向上を重視する場合には、0<p<0.8、0.8<q<1.3として、無機バリア層(a)を窒素リッチの膜とすることが好ましい。
中でも、無機バリア性の観点からは、SiOpNq及びAlOx、並びにそれらの混合物を、より好ましい材料として用いることができる。
本発明の複合ガスバリア積層体は、フィルム(a)の厚さ以下の厚さを有する脂環式ポリオレフィン樹脂のフィルム(b)を備える。
フィルム(b)は、脂環式ポリオレフィン樹脂のフィルムである。フィルム(b)を構成する材料の例としては、フィルム(a)を構成する材料の例として挙げたものと同様のものが挙げられる。従って、フィルム(b)の好ましい物性(透明性、ある厚みにおける熱膨張率及び湿度膨張率、並びにガラス転移温度等)の範囲も、フィルム(a)の好ましい物性の範囲と同様としうる。また、フィルム(b)の製造方法の好ましい例としては、フィルム(a)の製造方法の好ましい例と同様のものが挙げられる。
このように、フィルム(b)がフィルム(a)の厚さ以下の厚さを有するフィルムであり、それにより領域A及び領域Bの厚みが均等に近い状態となることにより、複合ガスバリア積層体が様々な方向に曲げられたときに、無機バリア層(a)にかかる負荷を低減することができ、ひいては、無機バリア層の割れを低減し、ガスバリア性能の低下を抑制することができる。また、領域Aのカールを生じさせる応力と、領域Bのカールを生じさせる応力とが互いに打ち消されるため、複合ガスバリア積層体のカールを安定して防止することができる。
本発明の複合ガスバリア積層体は、無機バリア層(a)及びフィルム(b)の間に介在し、無機バリア層及びフィルム(b)を貼合する熱溶融層を備える。図1に示す例では、複合ガスバリア積層体100においては、ガスバリア積層体(A)10とフィルム(b)21とが、無機バリア層(a)12とフィルム(b)21とが対向するように、熱溶融層30を介して加熱圧着されている。フィルム(b)21及び熱溶融層30を含む領域Bと、フィルム(a)を含む領域Aとが、無機バリア層(a)12が両側に存在し、これらの厚みが均等に近い状態になるため、ガスバリア性能の低下の抑制、及びカールの防止の効果を得ることができる。
リビングアニオン重合の場合は、重合開始剤として、例えば、n−ブチルリチウム、sec−ブチルリチウム、t−ブチルリチウム、ヘキシルリチウム等のモノ有機リチウム;ジリチオメタン、1,4−ジリチオブタン、1,4−ジリチオ−2−エチルシクロヘキサン等の多官能性有機リチウム化合物;などが使用可能である。また、これらは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
溶液重合を行う場合、溶媒としては、各工程で得られる重合体が溶解しうる不活性溶媒を用いる。不活性溶媒としては、例えば、n−ペンタン、イソペンタン、n−ヘキサン、n−ヘプタン、イソオクタン等の脂肪族炭化水素類;シクロペンタン、シクロヘキサン、メチルシクロペンタン、メチルシクロヘキサン、デカリン等の脂環式炭化水素類;ベンゼン、トルエン等の芳香族炭化水素類;などが挙げられる。これらは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。中でも、溶媒として脂環式炭化水素類を用いると、水素化反応にも不活性な溶媒としてそのまま使用でき、芳香族ビニル化合物−共役ジエンブロック共重合体の溶解性も良好であるため、好ましい。溶媒の使用量は、全使用モノマー100重量部に対して、通常200重量部〜2000重量部である。
また、芳香環の炭素−炭素不飽和結合の水素化率は、好ましくは90%以上、より好ましくは93%以上、特に好ましくは95%以上である。芳香環の炭素−炭素不飽和結合の水素化率を高めることにより、重合体ブロック[A]を水素化して得られる重合体ブロックのガラス転移温度が高くなるので、複合ガスバリア積層体の耐熱性を効果的に高めることができる。
ニッケル、コバルト、チタン又は鉄の化合物としては、例えば、各金属のアセチルアセトナト化合物、カルボン酸塩、シクロペンタジエニル化合物等が挙げられる。
また、有機金属化合物としては、例えば、トリエチルアルミニウム、トリイソブチルアルミニウム等のアルキルアルミニウム、ジエチルアルミニウムクロリド、エチルアルミニウムジクロリド等のハロゲン化アルミニウム、ジイソブチルアルミニウムハイドライド等の水素化アルキルアルミニウムなどの有機アルミニウム化合物;並びに有機リチウム化合物などが挙げられる。
有機金属錯体触媒としては、例えば、ジヒドリド−テトラキス(トリフェニルホスフィン)ルテニウム、ジヒドリド−テトラキス(トリフェニルホスフィン)鉄、ビス(シクロオクタジエン)ニッケル、ビス(シクロペンタジエニル)ニッケル等の遷移金属錯体が挙げられる。
水素化触媒の使用量は、芳香族ビニル化合物−共役ジエンブロック共重合体100重量部に対して、通常0.01重量部以上、好ましくは0.05重量部以上、より好ましくは0.1重量部以上であり、通常100重量部以下、好ましくは50重量部以下、より好ましくは30重量部以下である。
アルコキシシリル基は、上記芳香族ビニル化合物−共役ジエンブロック共重合体の水素化物に直接結合していても、アルキレン基などの2価の有機基を介して結合していても良い。アルコキシシリル基の導入方法としては、通常、上記の芳香族ビニル化合物−共役ジエンブロック共重合体の水素化物とエチレン性不飽和シラン化合物とを過酸化物の存在下で反応させる方法を採用しうる。アルコキシシリル基の導入量が多すぎると、微量の水分等で分解されたアルコキシシリル基同士の架橋度が高くなり、封止対象との接着性が低下し易くなるという問題を生じる。この観点から、アルコキシシリル基を有する芳香族ビニル化合物−共役ジエンブロック共重合体の水素化物を芳香族ビニル化合物−共役ジエンブロック共重合体の水素化物として用いる場合、アルコキシシリル基の導入量は、かかる基の導入前の芳香族ビニル化合物−共役ジエンブロック共重合体の水素化物の重量に対し、通常0.1〜10g/100g、好ましくは0.2〜5g/100g、より好ましくは0.3〜3g/100gである。アルコキシシリル基の導入量は、1H−NMRスペクトル(導入量が少ない場合は積算回数を増やす)にて算出される。
ベンゾフェノン系紫外線吸収剤としては、例えば、2,4−ジヒドロキシベンゾフェノン、2−ヒドロキシ−4−メトキシベンゾフェノン、2−ヒドロキシ−4−メトキシベンゾフェノン−5−スルホン酸3水和物、2−ヒドロキシ−4−オクチロキシベンゾフェノン、4−ドデカロキシ−2−ヒドロキシベンゾフェノン、4−ベンジルオキシ−2−ヒドロキシベンゾフェノン、2,2’,4,4’−テトラヒドロキシベンゾフェノン、2,2’−ジヒドロキシ−4,4’−ジメトキシベンゾフェノンなどが挙げられる。
リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルイソデシルホスファイト、フェニルジイソデシルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(ジノニルフェニル)ホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、10−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキサイドなどのモノホスファイト系化合物;4,4’−ブチリデン−ビス(3−メチル−6−t−ブチルフェニル−ジ−トリデシルホスファイト)、4,4’−イソプロピリデン−ビス(フェニル−ジ−アルキル(C12〜C15)ホスファイト)などのジホスファイト系化合物;6−〔3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロポキシ〕−2,4,8,10−テトラキス−t−ブチルジベンゾ〔d,f〕〔1.3.2〕ジオキサフォスフェピン、6−〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロポキシ〕−2,4,8,10−テトラキス−t−ブチルジベンゾ〔d,f〕〔1.3.2〕ジオキサフォスフェピンなどの化合物を挙げることができる。
複合ガスバリア積層体は、上述した以外にも、必要に応じて任意の構成要素を備えていてもよい。
例えば、複合ガスバリア積層体の一方の外側の面に、ブロッキング防止層が形成されていてもよい。ブロッキング防止層を形成することにより、複合ガスバリア積層体のブロッキングを防止することができる。また、複合ガスバリア積層体の保存時及び運搬時に、複合ガスバリア積層体の表面を保護することもできる。ブロッキング防止層は、例えば、シリコーン系剥離剤、長鎖アルキル系剥離剤、フッ素系剥離剤、硫化モリブデン等の剥離剤をコートする方法;不活性粒子等の滑剤を含む樹脂層を形成する方法;などにより、形成しうる。
複合ガスバリア積層体の全体としての水蒸気透過率は、好ましくは5×10−2g/m2・day以下であり、より好ましくは2×10−3g/m2以下である。また、下限は理想的にはゼロであるが、現実的には1×10−6g/m2・day以上である。このような水蒸気透過率は、無機層及びその他の層の材質及び厚みを適切に選択することにより、達成しうる。
ここで、カール量は、次の方法により測定しうる。まず、サンプルを5cm角に打ち抜く。打ち抜かれたサンプル片を水平な台の上に配置する。この際、鉛直上方に凹状のカールが生じる向きで、サンプル片を配置する。配置されたサンプル片のコーナー部4点の、台からの距離を測定する。測定された4点における距離の平均値を計算し、この平均値をカール量とする。
複合ガスバリア積層体は、任意の方法で製造しうる。通常、複合ガスバリア積層体は、ガスバリア積層体(A)及びフィルム(b)を調製した後に、これを、熱溶融樹脂を介して一体化させることにより製造しうる。具体的には、下記製造方法(i)、製造方法(ii)及び製造方法(iii)が挙げられる。製造方法(ii)は熱溶融樹脂のフィルム(C)を押出成形法で形成し、製造方法(i)の加熱圧着させる工程を2段階に分ける方法であり、薄い熱溶融樹脂を形成できる。
製造方法(i):フィルム(a)の少なくとも一方の面上に、無機バリア層(a)を直接形成して、ガスバリア積層体(A)を得る工程と、
ガスバリア積層体(A)、フィルム(b)、及び熱溶融樹脂のフィルム(c)を、フィルム(a)、無機バリア層(a)、フィルム(c)、及びフィルム(b)がこの順になるように重ね、加熱圧着させる工程と
を含む製造方法。
製造方法(ii):フィルム(a)の少なくとも一方の面上に、無機バリア層(a)を直接形成して、ガスバリア積層体(A)を得る工程と、
熱溶融樹脂が押出成形された直後のニップロールで、前記熱溶融樹脂層とガスバリア積層体(A)の無機バリア層(a)側の面またはフィルム(b)を加熱圧着する工程と、
前記熱溶融層を加熱圧着したガスバリア積層体(A)またはフィルム(b)と、熱溶融層を形成していないフィルム(b)またはガスバリア積層体(A)またはフィルム(b)を、フィルム(a)、無機バリア層(a)、熱溶融層、及びフィルム(b)がこの順になるように重ね、加熱圧着させる工程とを含む製造方法。
製造方法(iii):フィルム(a)の少なくとも一方の面上に、無機バリア層(a)を直接形成して、ガスバリア積層体(A)を得る工程と、
ガスバリア積層体(A)の無機バリア層(a)側の面、フィルム(b)の一方の面、又はこれらの面の両方に、液体状の熱溶融樹脂を塗布し、必要に応じて乾燥させ、熱溶融層を形成する工程と、
ガスバリア積層体(A)及びフィルム(b)(その一方又は両方が、熱溶融層をさらに有する)を、フィルム(a)、無機バリア層(a)、熱溶融層、及びフィルム(b)がこの順になるように重ね、加熱圧着させる工程と
を含む製造方法。
本発明の複合ガスバリア積層体は、有機EL素子の構成要素として用いられる。具体的には、有機EL素子を構成する他の構成要素を、水分及び酸素から保護するために封止するためのフィルムとして用いうる。さらに、複合ガスバリア積層体が、ガスバリアの機能に加えて、1/4λ波長板としての機能を有するものである場合、有機EL素子において、1/4λ波長板としての複合ガスバリア積層体と、他の光学部材とを組み合わせて、光学的な機能を発現する層を構成してもよい。例えば、1/4λ波長板としての複合ガスバリア積層体と、直線偏光板とを組み合わせて、反射防止フィルムを構成することができる。
以下の説明において、量を表す「%」及び「部」は、別に断らない限り重量基準である。また、以下に説明する操作は、別に断らない限り、常温及び常圧の条件において行った。
(1.カール量の測定方法)
サンプルを5cm角に打ち抜いた。打ち抜かれたサンプル片を水平な台の上に配置した。この際、鉛直上方に凹状のカールが生じる向きで、サンプル片を配置した。配置されたサンプル片のコーナー部4点の、台からの距離を測定した。測定された4点における距離の平均値を計算し、この平均値をカール量とした。
8cm直径の円形の測定領域を有する差圧式測定装置を用い、40℃90%RH相当の水蒸気による圧力をサンプルの両側で形成して、水蒸気透過率を測定した。
(1−1.積層体(A1)及びフィルム(b1))
ロール状の脂環式ポリオレフィン樹脂のフィルム(a1)(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZF16、厚み100μm、Re=5nm、Tg163℃)を引き出し、その一方の表面に、プラズマCVD装置にて、厚み1μmのSiOC膜を形成し、ガスバリア積層体(A1)を得た。得られたガスバリア積層体(A1)は、カール量14mmのカールを有していた。
別途、ロール状のフィルム(b1)(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZD16、厚み40μm、Re=140nm、Tg163℃)を用意した。
また、厚み50μmのスチレンイソプレンスチレン共重合体からなるTg120℃のフィルムを、熱溶融樹脂のフィルム(c)として用意した。
前記のスチレンイソプレンスチレン共重合体は、芳香族ビニル化合物としてスチレンを用い、鎖状共役ジエン化合物としてイソプレンを用いて製造した芳香族ビニル化合物−共役ジエンブロック共重合体を水素化し、更にビニルトリメトキシシランで変性した重合体であり、重合体ブロック[B]の両端に重合体ブロック[A]が結合したトリブロック構造を有する。また、このスチレンイソプレンスチレン共重合体は、重量平均分子量(Mw)が48,000であり、重合体ブロックの重量分率の比「wA/wB」が50/50であり、重合体ブロック[A]の重量平均分子量の比「Mw(A1)/Mw(A2)」が1.1であり、水素化率が99.9%であった。
工程(1−1)で得たガスバリア積層体(A1)及びフィルム(b1)を、SiOC膜がフィルム(b1)側を向いて対向するように配置し、その間隙に、工程(1−2)で得た熱溶融樹脂のフィルム(c)を挟持させた。こうして重なったガスバリア積層体(A1)、フィルム(c)及びフィルム(b1)を、対向した一対の樹脂ロールで両側から加圧しながら長尺方向に搬送した。この際、樹脂ロールの温度は140℃に調節した。また、搬送時のラインスピードは0.3m/minにした。また、樹脂ロールによる加圧の強さは0.1MPaにした。これにより、ガスバリア積層体(A1)、フィルム(c)及びフィルム(b1)は加熱圧着されて、脂環式ポリオレフィン樹脂のフィルム(a1)−SiOC膜−熱溶融層−脂環式ポリオレフィン樹脂のフィルム(b1)の層構成を有する複合ガスバリア積層体が得られた。
工程(1−3)で得られた複合ガスバリア積層体のカール量及び水蒸気透過率を測定したところ、カール量は1mm以下、水蒸気透過率は1.1×10−2g/m2・dayであった。
また、複合ガスバリア積層体を曲げ直径25.4mmΦで折り曲げ、曲げた箇所の状態を目視で観察したところ、亀裂の発生等は観察されなかった。
さらに、得られた複合ガスバリア積層体を容積100cm3のチャンバ中に配置し、真空ポンプ(ULVAC社製「GHD−030」)によりチャンバから空気を排気したところ、約18時間後にはチャンバ内圧力が1×10−4torrに到達した。
さらに、得られた複合ガスバリア積層体に、曲げ直径25.4mmΦで250回屈曲させる屈曲試験を行った後水蒸気透過率を測定したところ、水溶気透過率は1.3×10−2g/m2・dayであり、屈曲試験前と大きく変化しなかった。
さらに、Reを観察したところ全体に均一であった。
(2−1.積層体(A2)及びフィルム(b2))
ロール状の脂環式ポリオレフィン樹脂のフィルム(a2)(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZD16、厚み40μm、Re=140nm、Tg163℃)を引き出し、その一方の表面に、プラズマCVD装置にて、厚み1μmのSiOC膜を形成し、ガスバリア積層体(A2)を得た。得られたガスバリア積層体(A2)は、カール量16mmのカールを有していた。
別途、ロール状のフィルム(b2)(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZF16、厚み25μm、Re=20nm、Tg163℃)を用意した。
実施例1の工程(1−2)と同様にして、厚み35μmスチレンイソプレンスチレン共重合体からなるTg120℃のフィルムを、熱溶融のフィルム(c)として用意した。
工程(1−1)で得たガスバリア積層体(A2)及びフィルム(b2)を、SiOC膜がフィルム(b2)側を向いて対向するように配置し、その間隙に、工程(2−2)で得た熱溶融樹脂のフィルム(c)を挟持させた。こうして重なったガスバリア積層体(A2)、フィルム(c)及びフィルム(b2)を、実施例1の工程(1−3)の加熱圧着の条件と同様の条件で、対向した一対の樹脂ロールで両側から加圧しながら長尺方向に搬送した。これにより、ガスバリア積層体(A2)、フィルム(c)、及びフィルム(b2)は加熱圧着されて、脂環式ポリオレフィン樹脂のフィルム(a2)−SiOC膜−熱溶融層−脂環式ポリオレフィン樹脂のフィルム(b2)の層構成を有する複合ガスバリア積層体が得られた。
工程(2−3)で得られた複合ガスバリア積層体のカール量及び水蒸気透過率を測定したところ、カール量は1mm以下、水蒸気透過率は1.0×10−2g/m2・dayであった。
また、実施例1の工程(1−4)で行なったのと同様に曲げ直径25.4mmΦで複合ガスバリア積層体を折り曲げたところ、実施例1よりも容易に折り曲げることができ、高い可撓性が確認できた。また曲げた箇所の状態を目視で観察したところ、亀裂の発生等は観察されなかった。
さらに、得られた複合ガスバリア積層体を容積100cm3のチャンバ中に配置し、真空ポンプ(ULVAC社製「GHD−030」)によりチャンバから空気を排気したところ、約18時間後にはチャンバ内圧力が1×10−4torrに到達した。
さらに、得られた複合ガスバリア積層体に、曲げ直径25.4mmΦで250回屈曲させる屈曲試験を行った後水蒸気透過率を測定したところ、水溶気透過率は1.3g/m2・dayであり、屈曲試験前と大きく変化しなかった。
さらに、Reを観察したところ全体に均一であった。
実施例1の工程(1−1)で用意したものと同じフィルム(b1)の一方の面に、無溶媒のアクリル系UV硬化樹脂(大同化成社製、商品名「ダイオレットPS3A」)を塗布し、UV硬化樹脂の層を50μm形成した。これに、実施例1の工程(1−1)で用意したものと同じガスバリア積層体(A1)を、SiOC膜がUV硬化樹脂の層側を向いて対向するように重ね合わせた。こうして重なったガスバリア積層体(A1)、UV硬化樹脂の層及びフィルム(b1)に紫外線を500mJ照射することにより、ガスバリア積層体(A1)、UV硬化樹脂の層、及びフィルム(b1)は接着され、脂環式ポリオレフィン樹脂のフィルム(a1)−SiOC膜−UV硬化樹脂の層−脂環式ポリオレフィン樹脂のフィルム(b1)の層構成を有する複合ガスバリア積層体が得られた。得られた複合ガスバリア積層体を、実施例1と同様に曲げ直径25.4mmΦで折り曲げたところ、容易に亀裂が生じた。
実施例1の工程(1−1)で用意したものと同じフィルム(b1)の一方の面に、アクリル系粘着剤のシート(日東電工社製「CS9621」、厚み25μm)を貼付する操作を2回行い、厚さ50μmの粘着シートの層を形成した。これに、実施例1の工程(1−1)で用意したものと同じガスバリア積層体(A1)を、SiOC膜が粘着シートの層側を向いて対向するように重ね合わせた。こうして重なったガスバリア積層体(A1)、粘着シートの層及びフィルム(b1)を、実施例1の工程(1−3)の加熱圧着の条件と同様の条件で、対向した一対の樹脂ロールで両側から加圧しながら長尺方向に搬送した。これにより、ガスバリア積層体(A1)、粘着シートの層、及びフィルム(b1)は加熱圧着されて、脂環式ポリオレフィン樹脂のフィルム(a1)−SiOC膜−粘着シートの層−脂環式ポリオレフィン樹脂のフィルム(b1)の層構成を有する複合ガスバリア積層体が得られた。
得られた複合ガスバリア積層体のカール量及び水蒸気透過率を測定したところ、カール量は1mm以下、水蒸気透過率は1.1×10−2g/m2・dayであった。しかし、この複合ガスバリア積層体について、実施例1の工程(1−4)で行なった操作と同様に、チャンバ中に配置し真空ポンプによりチャンバから空気を排気したところ、約18時間後でもチャンバ内圧力は3×10−4torrであり、真空排気に時間がかかった。
工程(1−1)において、脂環式ポリオレフィン樹脂のフィルム(a1)としてTgが136℃のフィルム(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZF14、厚み100μm、Re=3nm)を用い、フィルム(b1)としてTgが136℃のフィルム(ノルボルネン重合体を含むフィルム、日本ゼオン社製ゼオノアフィルムZD14、厚み40μm、Re=140nm)を用いた他は、実施例1の工程(1−1)〜(1−3)と同様にして、複合ガスバリア積層体を製造した。
出来上がった複合ガスバリア積層体のReを観察したところ、工程(1−3)で加熱圧着する際にReのムラが発生した。ムラの部分のReを測定したところ、値が3nm以上低下していた。
工程(1−3)において、樹脂ロールの設定温度を120℃にした以外は比較例3と同様にして、複合ガスバリア積層体を製造した。
得られた複合ガスバリア積層体を観察したところ、SiOC層と熱溶融層、およびフィルム(b)と熱溶融層の間の密着が不十分で白濁した状態となっていた。
実施例1及び2で得られた複合ガスバリア積層体は、カール量が小さい。また実施例2は可撓性に優れている。このことから、本発明により、カールを生じ難い複合ガスバリア積層体を実現できることが分かる。
比較例1は、折り曲げにより容易にクラックが生じてガスバリア性が損なわれた。また、比較例2では、低圧環境においては複合ガスバリア積層体からガスが生じ、結果的にガスバリア性が低くなった。また比較例3及び4ではReの値が変わったり密着性が損なわれたりした。これに対し、実施例1及び2で得られた複合ガスバリア積層体は、高温環境でのガスバリア性の低下、折り曲げによるクラックの発生、及び複合ガスバリア積層体自体からのガスの発生が抑制されている。このことから、本発明により、柔軟で可撓性に優れ、ガスバリア性を良好に維持し易い複合ガスバリア積層体を実現できることが分かる。
11 フィルム(a)
12 無機バリア層(a)
21 フィルム(b)
30 熱溶融層、又は熱溶融樹脂のフィルム(フィルム(c))
40 直線偏光板
100 複合ガスバリア積層体
210,220 加圧ロール
300 反射防止フィルム
Claims (6)
- 脂環式ポリオレフィン樹脂のフィルム(a)、及び前記フィルム(a)の少なくとも一方の面上に直接設けられた、1層以上の無機バリア層(a)を備えるガスバリア積層体(A)と、
前記フィルム(a)の厚さ以下の厚さを有する脂環式ポリオレフィン樹脂のフィルム(b)と、
前記無機バリア層(a)及び前記フィルム(b)の間に介在し、前記無機バリア層及び前記フィルム(b)を貼合する熱溶融層とを備え、
前記熱溶融層のガラス転移温度TgAと、前記フィルム(a)及び前記フィルム(b)を構成する脂環式ポリオレフィン樹脂のガラス転移温度TgBとの差(TgB−TgA)が、25℃以上である有機エレクトロルミネッセンス発光素子用の複合ガスバリア積層体。 - 前記熱溶融層が、スチレン系熱可塑性エラストマー樹脂の層である、請求項1に記載の複合ガスバリア積層体。
- 前記スチレン系熱可塑性エラストマー樹脂が、スチレン−共役ジエンブロック共重合体水素化物を含む、請求項2に記載の複合ガスバリア積層体。
- 前記フィルム(a)及び前記フィルム(b)のいずれか一方の、波長550nmにおける面内方向のリターデーションが115〜160nmであって、もう一方の波長550nmにおける面内方向のリターデーションが0〜25nmである、請求項1〜3のいずれか1項に記載の複合ガスバリア積層体。
- 前記フィルム(b)の厚さが30μm以下であり、前記複合ガスバリア積層体の厚さが100μm以下である、請求項1〜4のいずれか1項に記載の複合ガスバリア積層体。
- 脂環式ポリオレフィン樹脂のフィルム(a)の少なくとも一方の面上に、無機バリア層(a)を直接形成して、ガスバリア積層体(A)を得る工程と、
前記ガスバリア積層体(A)、前記フィルム(a)の厚さ以下の厚さを有する脂環式ポリオレフィン樹脂のフィルム(b)、及び熱溶融樹脂のフィルム(c)を、前記フィルム(a)、前記無機バリア層(a)、前記フィルム(c)、及び前記フィルム(b)がこの順になるように重ね、加熱圧着させる工程と
を含み、
前記熱溶融樹脂のガラス転移温度TgAと、前記フィルム(a)及び前記フィルム(b)を構成する脂環式ポリオレフィン樹脂のガラス転移温度TgBとの差(TgB−TgA)が、25℃以上である、複合ガスバリア積層体の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014014678 | 2014-01-29 | ||
| JP2014014678 | 2014-01-29 | ||
| PCT/JP2015/051920 WO2015115337A1 (ja) | 2014-01-29 | 2015-01-23 | 複合ガスバリア積層体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015115337A1 JPWO2015115337A1 (ja) | 2017-03-23 |
| JP6443348B2 true JP6443348B2 (ja) | 2018-12-26 |
Family
ID=53756911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015559916A Active JP6443348B2 (ja) | 2014-01-29 | 2015-01-23 | 複合ガスバリア積層体及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10559778B2 (ja) |
| EP (1) | EP3102002A4 (ja) |
| JP (1) | JP6443348B2 (ja) |
| KR (1) | KR102391417B1 (ja) |
| CN (1) | CN105917737B (ja) |
| TW (1) | TWI664080B (ja) |
| WO (1) | WO2015115337A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6735554B2 (ja) * | 2015-12-10 | 2020-08-05 | エルジー ディスプレイ カンパニー リミテッド | フレキシブル有機el表示装置及びその製造方法 |
| JPWO2017149735A1 (ja) * | 2016-03-03 | 2018-12-27 | パイオニア株式会社 | 発光装置及び発光システム |
| CN105702624A (zh) * | 2016-03-30 | 2016-06-22 | 武汉华星光电技术有限公司 | 叠层柔性基板及制作方法 |
| TWI789351B (zh) * | 2016-05-20 | 2023-01-11 | 日商住友化學股份有限公司 | 氣體阻障性膜、光學膜及可撓性顯示器 |
| EP3480634A4 (en) * | 2016-06-30 | 2020-02-26 | Zeon Corporation | POLARIZING PLATE PROTECTIVE FILM, POLARIZING PLATE AND DISPLAY DEVICE |
| KR101989870B1 (ko) | 2017-08-02 | 2019-06-17 | 도레이첨단소재 주식회사 | 디스플레이용 플라스틱 필름 |
| JP7279392B2 (ja) * | 2019-02-14 | 2023-05-23 | 日本ゼオン株式会社 | 積層体 |
| JP7528625B2 (ja) * | 2020-08-19 | 2024-08-06 | Toppanホールディングス株式会社 | 包装袋用ガスバリア積層体及び包装袋 |
| CN114641104B (zh) * | 2022-03-23 | 2024-12-17 | 苏州汉纳材料科技有限公司 | 一种适用于柔性加热产品的柔性面状发热体及水性导电碳浆 |
| WO2025012183A1 (en) * | 2023-07-10 | 2025-01-16 | Merck Patent Gmbh | Composition |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2892695B2 (ja) | 1989-08-02 | 1999-05-17 | 尾池工業株式会社 | 透明ハイバリヤープラスチックフイルム |
| US5700874A (en) * | 1994-08-25 | 1997-12-23 | Bridgestone Corporation | Alkoxysilane-modified polymer and adhesive composition using said polymer |
| DE19615533A1 (de) * | 1996-04-19 | 1997-10-23 | Basf Ag | Thermoplastische Formmasse |
| WO1998003334A1 (en) * | 1996-07-19 | 1998-01-29 | Kureha Kagaku Kogyo K.K. | Gas-barrier composite film |
| ATE396207T1 (de) * | 2001-03-26 | 2008-06-15 | Jsr Corp | Hydriertes modifiziertes polymer, verfahren zu seiner herstellung und dieses enthaltende zusammensetzung |
| JP2003195271A (ja) * | 2001-12-25 | 2003-07-09 | Fuji Photo Film Co Ltd | 表示装置用基板及びその製造方法 |
| JP2004330623A (ja) * | 2003-05-08 | 2004-11-25 | Teijin Ltd | ディスプレイ用に適したガスバリア性高分子積層フィルム |
| US7535017B2 (en) * | 2003-05-30 | 2009-05-19 | Osram Opto Semiconductors Gmbh | Flexible multilayer packaging material and electronic devices with the packaging material |
| DE112004000938B4 (de) * | 2003-05-30 | 2011-12-15 | Osram Opto Semiconductors Gmbh | Flexibles mehrschichtiges Verpackungsmaterial und elektronische Bauelemente mit dem Verpackungsmaterial |
| DE10361475B4 (de) * | 2003-12-23 | 2011-06-09 | Lohmann Gmbh & Co Kg | Selbstklebendes Dichtungsband zur Klebung von Dampfsperren- und Dampfbremsfolien sowie Verfahren zur Herstellung und dessen Verwendung |
| WO2005112514A1 (ja) | 2004-05-17 | 2005-11-24 | Zeon Corporation | エレクトロルミネッセンス素子、照明装置、および表示装置 |
| JP2005327687A (ja) | 2004-05-17 | 2005-11-24 | Nippon Zeon Co Ltd | エレクトロルミネッセンス素子、並びにこれを用いた照明装置および表示装置 |
| JP2008515392A (ja) * | 2004-08-31 | 2008-05-15 | ジョンズ ホプキンズ ユニヴァーシティー | グルタミン酸トランスポーターモジュレーター同定のためのトランスジェニック哺乳動物および細胞 |
| KR20070101373A (ko) * | 2005-02-04 | 2007-10-16 | 니폰 제온 가부시키가이샤 | 다층 필름 및 이것을 이용한 적층체 및 적층체의 제조방법 |
| WO2009009372A1 (en) * | 2007-07-06 | 2009-01-15 | West Pharmaceutical Services, Inc. | Tpe composition having good clarity and low hardness and articles formed therefrom |
| JP2010006039A (ja) | 2007-09-05 | 2010-01-14 | Fujifilm Corp | ガスバリアフィルムおよびガスバリアフィルムを用いて表示素子を封止する方法。 |
| JP5350642B2 (ja) | 2008-02-12 | 2013-11-27 | グンゼ株式会社 | ガスバリア層付フィルム |
| JP5213522B2 (ja) * | 2008-05-16 | 2013-06-19 | 三菱樹脂株式会社 | 有機デバイス用ガスバリア性積層フィルム |
| DE102009018518A1 (de) | 2009-04-24 | 2010-10-28 | Tesa Se | Transparente Barrierelaminate |
| EP2471760A4 (en) * | 2009-08-24 | 2013-11-27 | Sekisui Chemical Co Ltd | INTERFACE FOR COMPOSITE GLASS AND COMPOSITE GLASS |
| JP5418351B2 (ja) * | 2010-03-24 | 2014-02-19 | 日本ゼオン株式会社 | ガスバリア積層体及び面光源装置 |
| JP5729377B2 (ja) * | 2010-03-25 | 2015-06-03 | 日本ゼオン株式会社 | ガスバリア積層体及び円偏光板 |
| EP2610013A4 (en) * | 2010-08-25 | 2016-12-21 | Konica Minolta Holdings Inc | METHOD FOR PRODUCING A GAS BRAKE PACK AND ORGANIC PHOTOELECTRIC CONVERTER ELEMENT |
-
2015
- 2015-01-23 WO PCT/JP2015/051920 patent/WO2015115337A1/ja not_active Ceased
- 2015-01-23 US US15/112,746 patent/US10559778B2/en active Active
- 2015-01-23 CN CN201580004945.3A patent/CN105917737B/zh active Active
- 2015-01-23 EP EP15743500.9A patent/EP3102002A4/en not_active Withdrawn
- 2015-01-23 KR KR1020167019442A patent/KR102391417B1/ko active Active
- 2015-01-23 JP JP2015559916A patent/JP6443348B2/ja active Active
- 2015-01-27 TW TW104102641A patent/TWI664080B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TW201540508A (zh) | 2015-11-01 |
| TWI664080B (zh) | 2019-07-01 |
| CN105917737A (zh) | 2016-08-31 |
| WO2015115337A1 (ja) | 2015-08-06 |
| US10559778B2 (en) | 2020-02-11 |
| JPWO2015115337A1 (ja) | 2017-03-23 |
| CN105917737B (zh) | 2017-11-17 |
| KR102391417B1 (ko) | 2022-04-26 |
| KR20160114064A (ko) | 2016-10-04 |
| EP3102002A1 (en) | 2016-12-07 |
| US20160343986A1 (en) | 2016-11-24 |
| EP3102002A4 (en) | 2017-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6443348B2 (ja) | 複合ガスバリア積層体及びその製造方法 | |
| JP6086123B2 (ja) | 複合ガスバリア積層体及びその製造方法、並びに複合電極 | |
| JP6524915B2 (ja) | 封止フィルム、有機エレクトロルミネッセンス表示装置及び有機半導体デバイス | |
| US20190006623A1 (en) | Composite laminate and method for storing resin layer | |
| JP6825557B2 (ja) | 発光装置の製造方法 | |
| WO2016152871A1 (ja) | 光学フィルム | |
| US10816697B2 (en) | Polarizing plate protective film, polarizing plate and display device | |
| JP7264056B2 (ja) | 光学積層フィルム及びタッチパネル | |
| CN111465878B (zh) | 偏振片保护膜、偏振片及显示装置 | |
| JP6638350B2 (ja) | 複合ガスバリア積層体及び有機エレクトロルミネッセンス発光体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6443348 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |