JP6470542B2 - 積層鋳型の造型方法 - Google Patents
積層鋳型の造型方法 Download PDFInfo
- Publication number
- JP6470542B2 JP6470542B2 JP2014216014A JP2014216014A JP6470542B2 JP 6470542 B2 JP6470542 B2 JP 6470542B2 JP 2014216014 A JP2014216014 A JP 2014216014A JP 2014216014 A JP2014216014 A JP 2014216014A JP 6470542 B2 JP6470542 B2 JP 6470542B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sand
- water
- laminated
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Mold Materials And Core Materials (AREA)
Description
(2)前記選択的散布手段がインクジェット方式の散布装置であり、前記第二工程が、該散布装置から、インクジェット方式により、前記砂層の前記鋳型層の一つを与える部分上のみを選択して、前記水性媒体が噴射されることを特徴とする上記態様(1)に記載の積層鋳型の造型方法。
(3)前記立体形状の積層鋳型を得た後、かかる積層鋳型を、100℃〜250℃の温度で焼成することを特徴とする上記態様(1)又は上記態様(2)に記載の積層鋳型の製造方法。
(4)前記水溶性バインダーとして、熱硬化性樹脂、糖類、タンパク質、合成高分子、塩類及び無機高分子のうちの単独又は二つ以上が選択されて用られることを特徴とする上記態様(1)乃至上記態様(3)の何れか1つに記載の積層鋳型の造型方法。
(5)前記石膏粉末が、前記耐火骨材の100質量部に対して、1〜20質量部の割合で配合されてなることを特徴とする上記態様(1)乃至上記態様(4)の何れか1つに記載の積層鋳型の造型方法。
(6)前記水溶性バインダーが、前記耐火骨材の100質量部に対して、固形分換算で、0.1〜5質量部の割合で配合されてなることを特徴とする上記態様(1)乃至上記態様(5)の何れか1つに記載の積層鋳型の造型方法。
(i)コーテッドサンドと石膏とを混合してなる鋳物砂組成物を用いていることにより、 石膏の量を少なくすることが出来、またコーテッドサンドの存在によって、得られ た積層鋳型の通気性が向上せしめられることにより、そのような積層鋳型を用いた 金属溶湯の鋳造操作において、得られる鋳造品におけるガス欠陥の発生を、効果的 に低減せしめることが出来る。
(ii)コーテッドサンドの水溶性バインダーに基づくところの固着作用と、石膏に基づく ところの固着作用とが、相互に作用することによって、得られる積層鋳型の強度が 有利に向上せしめられ得る。
(iii )砂層の固化乃至硬化のために、臭気を発生させるような高い熱エネルギーを加え る必要がないところから、臭気の発生を低減することが出来る。
(iv)レーザー照射による加熱を行う必要がないために、高価なレーザー照射装置が不要 となり、積層鋳型の製造コストの低減に寄与し得ることとなると共に、積層鋳型の 製造における省エネルギー化にも、大きく寄与することが出来る。
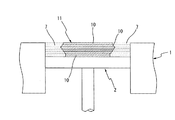
先ず、製造前の段階においては、造型装置の枠1の上面とテーブル2の上面が同一平面上に位置せしめられている。そして、造型工程が始まると、テーブル2が砂層7の一層の高さ分、下方へスライドさせられる。次いで、貯留タンク4に蓄えられた鋳物砂組成物3が、吐出口5からの供給量をコントロールされながら、テーブル2上にほぼ均一な厚さで満遍なく撒かれるように、供給される(図1(a)の状態)。このとき、砂層7の一層あたりの高さは、テーブル2が下方へスライドした距離に対応した段差、例えば0.5mmの段差として形成される。なお、この段差は、積層される層ごとに、常に均一な高さとなるように形成され、一般に、0.1mm〜3mm程度の段差とされることが望ましい。
次いで、図2に示されるように、砂層7に向かって、インクジェット散布装置8のノズル9から、液滴、液状または霧状の水性媒体12が、予め定められた平面形状において微小領域ごとに噴霧される。ここで、かかる定められた平面形状とは、製造される鋳型の形状を砂層の肉厚分ほどの等間隔で複数の領域に水平方向に分割したものであって、製造される鋳型に応じて、砂層ごとに、下の方から順番に、各層の平面形状に基づいて、水性媒体12が噴霧されるのである。これは、例えば、製品形状のCADデータから砂型の形状データを得て、これを砂層の肉厚毎の断面形状データにすることで、各層の予め定められた平面形状を設定することが出来る。なお、このインクジェット散布装置8において、水性媒体12を噴射するノズル9のノズル径は、例えば20〜100μm程度と、極めて小径とされているが、噴出せしめられる液体は水性媒体であるところから、ノズル詰まり等の問題が惹起されるようなこともないのである。
そして、上記した第一工程及び第二工程からなる一連の鋳型層10形成工程を1つのターン(サイクル)として、引き続き、テーブル2を更に砂層1層分の高さ分、下方へスライドさせた後(図3の状態)、かかる鋳型層10の形成工程のターンが繰り返されることにより、既に形成されている一つの鋳型層10の上に、新たな鋳型層10が一体的に形成されて、積層構造が実現されるのである。更に、このような鋳型層10の形成を何度か繰り返すことで、鋳型層10が順次積層一体化せしめられ(図4の状態)、以て適数層の鋳型層10にて構成される、所望の形状の鋳型を与える造形物11が製造されるのである。その後、造型装置(枠1)から固化乃至硬化せしめられていない砂を取り除くことにより、目的とする鋳型(11)が取り出されることとなる(図5の状態)。
それぞれの実施例や比較例で得られた積層鋳型(11)から、幅30mm×高さ10mm×長さ85mmの大きさの試験片を作製して、その破壊荷重を、測定器(高千穂精機株式会社製:デジタル鋳物砂強度試験機)を用いて、測定する。そして、この測定により得られた破壊荷重を用いて、抗折強度を、下記の式により、算出する。
抗折強度=1.5×LW/ab2
[但し、L:支点間距離(cm)、W:破壊荷重(kgf)、a:試験片の幅(cm) 、b:試験片の厚み(cm)]
本実施例においては、抗折強度が200N/cm2 以上であることを合格とする。
耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュより粗い砂が取り除かれている)を準備すると共に、水溶性バインダーとして、アルカリレゾール樹脂水溶液の市販品:HPR830(商品名:旭有機材工業株式会社製)を準備した。
そして、上記のエスパール砂を140℃に予熱して、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入せしめ、次いで、前記アルカリレゾール樹脂水溶液を、かかるエスパール砂の100質量部に対して、固形分換算で0.15質量部の割合で添加して、10分間の混練を行ない、水分を蒸発させる一方、砂粒塊が崩壊するまで攪拌混合せしめた後に、市販の焼き石膏粉末を、エスパール砂の100質量部に対して、6質量部の割合で添加して、撹拌混合し、これを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物1を得た。
耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュより粗い砂が取り除かれたもの)を準備した。
そして、かかるエスパール砂を、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入した後、市販の焼き石膏粉末を、エスパール砂100質量部に対して、6質量部の割合において添加し、撹拌混合せしめ、そしてこれを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物2(耐火骨材に水溶性バインダーの被覆なし)を得た。
積層鋳型製造装置:Z Printer 310 Plus(商品名:株式会社Zコーポレーション製)を用いて、先に準備した鋳物砂組成物1から、図1〜図5に示される実施形態に従って、所定の積層鋳型の造型を行った。即ち、先ず、第一工程でテーブル(2)を0.5mm下方へスライドさせた後、かかるテーブル(2)上に薄く平面展開した砂層(7)を形成し、次いで第二工程において、203mm×254mmの予め定められた平面形状において、微小領域ごとに、霧状の水性媒体(12)を、インクジェット方式にて噴霧することにより、そのような水性媒体(12)の噴霧された所定の平面形状部位の硬化乃至は固化を行い、かかる部位に対応した形状の鋳型層(10)を得た。なお、そこで用いた水性媒体(12)は、保湿剤としてグリセロール、流動度増進剤としてPVP及びエチルブチレート、促進剤として硫酸カリウム、及び溶解度増進剤としてイソプロピルアルコールを含む、水含有量が約86質量%である市販品:zb56(商品名:Zコーポレーション製)であり、25℃の温度で用いられた。
鋳物砂組成物1を用いて、実施例1と同様に鋳型の積層造形を行い、その得られた造形物を、150℃の温度で3時間の焼成処理に付すことにより、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度を測定し、その結果を、下記表1に示した。
鋳物砂組成物1を用いて、実施例1と同様にして鋳型の積層造形を行い、その得られた造形物(11)を、200℃の温度で1.5時間の焼成処理(実施例3)又は3時間の焼成処理(実施例4)を施し、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度をそれぞれ測定し、その結果を、下記表1に示した。
鋳物砂組成物1を用いて、実施例1と同様にして鋳型の積層造形を行い、その得られた造形物(11)を、220℃の温度で1.5時間の焼成処理(実施例5)又は3時間の焼成処理(実施例6)を実施して、目的とする積層鋳型(11)を製造した。そして、その得られた積層鋳型(11)の抗折強度をそれぞれ測定し、その結果を、下記表1に示した。
実施例1〜6において用いた鋳物砂組成物1を、前述の如く準備された鋳物砂組成物2に変更すること以外は、それら実施例と同様の手順に従って、それぞれ、積層鋳型(11)を製造した。そして、その得られた各種の積層鋳型(11)について、それらの抗折強度を測定し、その結果を、下記表2に示した。

耐火骨材として、市販の鋳造用球状人工砂であるエスパール#120(商品名:山川産業株式会社製、100メッシュよりも粗い砂が取り除かれてなるもの)を準備すると共に、水溶性バインダーとして、アルカリレゾール樹脂水溶液の市販品:HPR830(商品名:旭有機材工業株式会社製)を準備した。
次いで、上記のエスパール砂を140℃に予熱して、品川式万能攪拌機:5DM−r型(株式会社ダルトン製)に投入した後、更に、前記アルカリレゾール樹脂水溶液を、エスパール砂の100質量部に対して、固形分換算で0.15質量部の割合で添加して、10分間の混練を行ない、水分を蒸発せしめる一方、砂粒塊が崩壊するまで攪拌混合せしめ、次いで、それを取り出すことにより、常温で自由流動性のある乾態の鋳物砂組成物3(石膏なし)を得た。
鋳物砂組成物1を上記の鋳物砂組成物3に変えたこと以外は、実施例1と同様な手順に従って、積層鋳型の製造を行った。その結果、積層鋳型製造装置の製造条件では、鋳物砂組成物3が固化乃至硬化せず、良好な積層鋳型を取り出すことが出来なかった。
3 鋳物砂組成物 4 貯留タンク
5 吐出口 6 伸展部材
7 砂層 8 インクジェット散布装置
9 ノズル 10 鋳型層
11 造形体 12 水性媒体
Claims (6)
- 鋳物砂組成物にて形成された鋳型層の複数にて一体的に積層形成されてなる積層鋳型を造型する方法にして、
耐火骨材を水溶性のバインダーで被覆してなるコーテッドサンドに、石膏粉末を混合せしめたものを、前記鋳物砂組成物として用いて、それを薄く平面展開して、一定厚さの砂層を形成する第一工程と、該形成された砂層の前記鋳型層の一つを与える部分に、選択的散布手段を用いて水性媒体を選択的に散布して、固化乃至硬化せしめる第二工程とを含む鋳型層形成工程によって、前記鋳型層の一つを形成し、そして該鋳型層形成工程を所要回数繰り返して、順次形成される鋳型層の積層一体化を行うことにより、目的とする立体形状の積層鋳型を得ることを特徴とする積層鋳型の造型方法。 - 前記選択的散布手段がインクジェット方式の散布装置であり、前記第二工程が、該散布装置から、インクジェット方式により、前記砂層の前記鋳型層の一つを与える部分上のみを選択して、前記水性媒体が噴射されることを特徴とする請求項1に記載の積層鋳型の造型方法。
- 前記立体形状の積層鋳型を得た後、かかる積層鋳型を、100℃〜250℃の温度で焼成することを特徴とする請求項1又は請求項2に記載の積層鋳型の製造方法。
- 前記水溶性バインダーとして、熱硬化性樹脂、糖類、タンパク質、合成高分子、塩類及び無機高分子のうちの単独又は二つ以上が選択されて用られることを特徴とする請求項1乃至請求項3の何れか1項に記載の積層鋳型の造型方法。
- 前記石膏粉末が、前記耐火骨材の100質量部に対して、1〜20質量部の割合で配合されてなることを特徴とする請求項1乃至請求項4の何れか1項に記載の積層鋳型の造型方法。
- 前記水溶性バインダーが、前記耐火骨材の100質量部に対し、固形分換算で、0.1〜5質量部の割合で配合されてなることを特徴とする請求項1乃至請求項5の何れか1項に記載の積層鋳型の造型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216014A JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216014A JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016083664A JP2016083664A (ja) | 2016-05-19 |
| JP6470542B2 true JP6470542B2 (ja) | 2019-02-13 |
Family
ID=55971658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014216014A Active JP6470542B2 (ja) | 2014-10-23 | 2014-10-23 | 積層鋳型の造型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6470542B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111730028A (zh) * | 2020-05-06 | 2020-10-02 | 铜车马动力科技(宁波)有限公司 | 用于新能源汽车动力总成的砂型3d打印机 |
| KR20210070428A (ko) * | 2019-12-04 | 2021-06-15 | 한국재료연구원 | 강도 및 통기성이 우수한 사형 주조용 주형의 제조방법 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6762663B2 (ja) * | 2016-07-19 | 2020-09-30 | 太平洋セメント株式会社 | 付加製造装置用組成物および鋳型の製造方法 |
| CN106513577A (zh) * | 2016-10-28 | 2017-03-22 | 宁夏共享模具有限公司 | 3d打印装置 |
| JP7061925B2 (ja) * | 2017-05-16 | 2022-05-02 | 株式会社木村鋳造所 | 鋳造用砂型の製造方法 |
| JP7222676B2 (ja) * | 2018-11-22 | 2023-02-15 | 群栄化学工業株式会社 | 被覆砂およびその製造方法と、鋳型の製造方法 |
| CN110076289B (zh) * | 2019-05-08 | 2020-01-31 | 同济大学 | 一种砂型制造的3d打印工艺 |
| EP3747634B1 (de) * | 2019-06-07 | 2022-05-04 | ExOne GmbH | Verfahren zum herstellen mindestens eines bauteils im 3d-druck und 3d-drucker |
| JP2023028369A (ja) * | 2021-08-19 | 2023-03-03 | 清水建設株式会社 | 構造体の製作方法 |
| JP2025163316A (ja) * | 2022-09-14 | 2025-10-29 | 株式会社Sun Metalon | 金属固体の製造方法 |
| CN115556212B (zh) * | 2022-11-03 | 2025-07-04 | 中建三局科创产业发展有限公司 | 一种利用3d打印技术生产装配式建筑叠合板的方法 |
| CN116673433A (zh) * | 2023-06-02 | 2023-09-01 | 北京隆源自动成型系统有限公司 | 一种精密铸造石膏型3dp成型方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141386A (ja) * | 1995-11-15 | 1997-06-03 | Toyota Motor Corp | 砂鋳型の積層造形方法及びこれを用いた鋳物製造方法 |
| CA2338617A1 (en) * | 1998-10-29 | 2000-05-11 | Z Corporation | Three dimensional printing material system and method |
| DE10327272A1 (de) * | 2003-06-17 | 2005-03-03 | Generis Gmbh | Verfahren zum schichtweisen Aufbau von Modellen |
| WO2007077731A1 (ja) * | 2005-12-27 | 2007-07-12 | Tomita Pharmaceutical Co., Ltd. | 型の製造方法 |
| JP2011051010A (ja) * | 2009-11-20 | 2011-03-17 | Hokkaido Research Organization | インクジェット式粉末積層鋳型成形用高耐熱粉末 |
| US20110139309A1 (en) * | 2009-12-16 | 2011-06-16 | Showman Ralph E | Foundry mixes contaiing carbonate salts and their uses |
| JP5249447B1 (ja) * | 2012-05-17 | 2013-07-31 | 株式会社木村鋳造所 | 三次元積層造型用の鋳物砂 |
-
2014
- 2014-10-23 JP JP2014216014A patent/JP6470542B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210070428A (ko) * | 2019-12-04 | 2021-06-15 | 한국재료연구원 | 강도 및 통기성이 우수한 사형 주조용 주형의 제조방법 |
| KR102660208B1 (ko) | 2019-12-04 | 2024-04-25 | 한국재료연구원 | 강도 및 통기성이 우수한 사형 주조용 주형의 제조방법 |
| CN111730028A (zh) * | 2020-05-06 | 2020-10-02 | 铜车马动力科技(宁波)有限公司 | 用于新能源汽车动力总成的砂型3d打印机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016083664A (ja) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6470542B2 (ja) | 積層鋳型の造型方法 | |
| JP6576244B2 (ja) | 積層鋳型の造型方法 | |
| CN106470780B (zh) | 逐层地构建包括耐火的模制基础材料和甲阶酚醛树脂的体部的方法 | |
| US9358701B2 (en) | Method for the layerwise construction of models | |
| JP6027263B1 (ja) | 有機バインダ、粒状材料、3次元積層造形鋳型の製造装置および3次元積層造形鋳型の製造方法 | |
| KR101590234B1 (ko) | 조형용 재료, 기능제, 조형 제품 및 제품 | |
| CN110719838B (zh) | 生产三维分层模具体的方法 | |
| JP6289648B1 (ja) | 粒状材料、粒状材料の製造方法および3次元積層造形鋳型の製造方法 | |
| JP7122977B2 (ja) | 鋳型材料組成物及びこれを用いた鋳型の製造方法 | |
| WO2018159616A1 (ja) | 鋳物砂の製造方法および鋳物砂 | |
| WO2018043412A1 (ja) | 鋳型の製造方法 | |
| JP2015193035A (ja) | 三次元積層造形物の製造方法 | |
| JP6595327B2 (ja) | 鋳型の積層造型方法 | |
| JP7175822B2 (ja) | 砂組成物およびその製造方法と、鋳型の製造方法 | |
| JP7222676B2 (ja) | 被覆砂およびその製造方法と、鋳型の製造方法 | |
| JP5350065B2 (ja) | かき型造型用組成物 | |
| JP7575327B2 (ja) | 鋳型の製造方法 | |
| JP2020022981A (ja) | 鋳型の製造方法 | |
| JP2025516063A (ja) | 粘度調整バインダーを用いた構築物品のレイヤーバイレイヤー構築のためのプロセス | |
| JP7046752B2 (ja) | 砂組成物およびその製造方法と、3次元積層造形鋳型の製造方法 | |
| JP2004188491A (ja) | コーテッドサンド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |