JP6470549B2 - 排ガス浄化装置 - Google Patents
排ガス浄化装置 Download PDFInfo
- Publication number
- JP6470549B2 JP6470549B2 JP2014225511A JP2014225511A JP6470549B2 JP 6470549 B2 JP6470549 B2 JP 6470549B2 JP 2014225511 A JP2014225511 A JP 2014225511A JP 2014225511 A JP2014225511 A JP 2014225511A JP 6470549 B2 JP6470549 B2 JP 6470549B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing material
- exhaust gas
- holding sealing
- sheet
- inorganic fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Exhaust Gas After Treatment (AREA)
- Processes For Solid Components From Exhaust (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
Description
排ガス浄化装置は、内燃機関の排気通路にケーシングを設け、ケーシングの中に排ガス処理体を配置した構造となっている。排ガス処理体の一例としては、触媒担体又はディーゼルパティキュレートフィルタ(DPF)が挙げられる。
また、特許文献2には、繊維集塊を、繊維の配向方向を触媒担体の外周面及びケーシングの内周面と交叉方向に配向させたことを特徴とする触媒コンバータの組み立て構造が開示されている。
また、金網は重量が重いため、軽量化が求められる車両の部品としては適さない。
また、このような構造であると無機繊維の配向方向が、面圧特性の発揮に適した方向となる。そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
つづら折り構造を構成する蛇行体が互いに積層、一体化されていると、ハンドリングが容易となる。
また、つづら折り構造を構成する蛇行体が長手方向に傾斜しているということは、保持シール材を排ガス処理体に巻き付けた際に無機繊維の配向方向が排ガス処理体の外周面に沿う方向ではなく、排ガス処理体の外周面に対して傾斜する方向になることを意味する。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に特に優れた保持シール材となる。
また、上記形状保持シートは、不織布、織布、フィルム、紙、又は、有機バインダ固形物からなることが望ましい。
また、上記第2の主面側において、上記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置、及び、上記第2の主面となる位置で交互に繰り返されていることが望ましい。
無機繊維前駆体は柔軟性を有するので、無機繊維前駆体を破断させることはなく、つづら折りに折り畳んだ形状のシート状物とすることができる。そして、このシート状物を焼成しても折り畳んだ形状がほぼ維持されるので、この手順により本発明の保持シール材とすることができる。
上記保持シール材は本発明の保持シール材であることを特徴とする。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体が高い面圧で保持された排ガス浄化装置となる。
保持シール材の第1の主面側においては、上記つづら折り構造を構成する蛇行体の折り返しの位置が上記第1の主面となる位置で一定であり、上記保持シール材の上記第1の主面と反対側の主面である第2の主面側においては、上記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する保持シール材であり、
上記保持シール材の上記第1の主面が上記排ガス処理体側に、上記第2の主面が上記金属ケーシング側に、それぞれ配設されてなることが望ましい。
以下、本発明の保持シール材及び排ガス浄化装置について具体的に説明する。しかしながら、本発明は、以下の構成に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。なお、以下において記載する本発明の個々の望ましい構成を2つ以上組み合わせたものもまた本発明である。
本発明の保持シール材は、長尺状の保持シール材であって、該保持シール材は、無機繊維シートが長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有してなることを特徴とする。
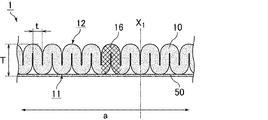
図1に示す保持シール材1は、全体としては、所定の長手方向(図1において両矢印aで示す方向)の長さ(以下、図1中、両矢印Lで示す)、幅(図1中、両矢印Wで示す)及び厚さ(図1中、両矢印Tで示す)を有する長尺状の保持シール材である。
そして、保持シール材1は、無機繊維シート10が長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有する。
保持シール材1は、第1の主面11及び第1の主面と反対側の主面である第2の主面12を有しており、図1では第2の主面12が紙面の表側に表れている。
図1に示す保持シール材1では、第1の主面11に形状保持シート50が設けられており、第1の主面11は形状保持シート50により隠れた形態となっている。
図2に示す向きで無機繊維シート10の形を見ると、無機繊維シートがヘアピンカーブと直線の繰り返しのように蛇行しており、直線部分とカーブ部分を有する蛇行体となっていることがわかる。
蛇行体は繰り返し構造であって、例えば図2にハッチングで示した蛇行体16を構成単位と考え、この構成単位が図面横方向に積層された構成であると考えることができる。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
本発明の保持シール材において、蛇行体のヘアピンカーブの形状は特に限定されるものではない。図2に示すように曲げた外周面がU字の曲面状でも良く、図3(a)に示す蛇行体16aのようにV字の先端が丸みを帯びた曲面状(尖塔状)でもよく、図3(b)に示す蛇行体16bのようにコの字の角が丸みを帯びた曲面状でもよく、図3(c)に示す蛇行体16cのように、コの字の角に隙間が無い形状でもよい。
なお、保持シール材の厚さには形状保持シートの厚さを含む。
但し、無機繊維シートの厚さは、常に一定である必要はなく、保持シール材とした際に部分的に無機繊維シートの厚さが変化していてもよい。
図3(d)に示すように、折り曲げることで内周面にシワが発生したり、外周面の形状により、部分的に厚みが変化することがある。このような場合の無機繊維シートの厚さを図3(d)には両矢印t2として示しているが、このような場合の無機繊維シートの厚さt2も2〜15mmであることが望ましい。
図4(a)はその表面の一部に接着剤が塗布された無機繊維シートの一例を模式的に示す一部正面図であり、図4(b)は図4(a)に示す無機繊維シートをつづら折りに折り畳んでなる保持シール材を模式的に示す一部正面図である。
図4(a)では、無機繊維シート10の表面の一部に接着剤17a〜17fが塗布されている。そして、図4(b)に示すように、接着剤17a〜17fが塗布された部分が無機繊維シートの表面が接触する部分になるようにつづら折りに折り畳むことで、折り曲げられた無機繊維シートの表面が接触している部分が接着材で接合された保持シール材となる。
接着剤は、粘着剤のような材料であってもよく、また、加熱により接着力が発揮されるフィルム、不織布、ホットメルト材等であってもよい。
図5(a)では、無機繊維シート10の表面の全体に接着剤18a、18bが塗布されている。そして、図5(b)に示すように、無機繊維シート10をつづら折りに折り畳むことで、折り曲げられた無機繊維シートの表面が接触している部分が接着材で接合された保持シール材となる。
この場合、無機繊維シートの表面が接触していない部分にも接着剤18a、18bが塗布された状態となっている。
この場合も、接着剤は、粘着剤のような材料であってもよく、また、加熱により接着力が発揮されるフィルム、不織布、ホットメルト材等であってもよい。
なお、蛇行体の向きは、蛇行体の直線部分における無機繊維シートの向きとすればよい。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
無機繊維が、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、及び、ムライト繊維の少なくとも1種である場合には、耐熱性に優れているので、排ガス処理体が充分な高温に晒された場合であっても、変質等が発生することはなく、保持シール材としての機能を充分に維持することができる。また、無機繊維が生体溶解性繊維である場合には、保持シール材を用いて排ガス浄化装置を作製する際に、飛散した無機繊維を吸入等しても、生体内で溶解するため、作業員の健康に害を及ぼすことがない。
ニードリング法の場合、無機繊維積層体をニードリングして繊維を交絡させてシート状物を作製し、その後つづら折り構造の蛇行体に折り畳んでシート化することにより無機繊維シートが得られる。
抄造法の場合、無機繊維のシート状物を作製し、その後つづら折り構造の蛇行体に折り畳んでシート化することにより無機繊維シートが得られる。
また、前駆体シート成型法の場合、好ましくは、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることにより無機繊維シートが得られる。
これらの方法の中では、前駆体繊維シート成型法が望ましい。
無機繊維の平均繊維長が1mm未満であると、無機繊維の繊維長が短すぎるため、無機繊維同士の交絡が不充分となり、排ガス処理体への巻き付け性が低下し、保持シール材が割れやすくなる。また、無機繊維の平均繊維長が150mmを超えると、無機繊維の繊維長が長すぎるため、保持シール材を構成する繊維本数が減少するため、無機繊維シートの緻密性が低下する。その結果、保持シール材のせん断強度が低くなる。
無機繊維の平均繊維長が0.1mm未満であると、無機繊維の繊維長が短すぎるため、もはや繊維としての特徴を実質上示さなくなり、シート状の繊維集合体にしたときに繊維同士に好適な絡み合いが起こらず、充分な面圧を得ることが困難になる。また、無機繊維の平均繊維長が20mmを超えると、無機繊維の繊維長が長すぎるため、抄造工程で水に繊維を分散したスラリー溶液中の繊維同士の絡み合いが強くなりすぎるため、シート状の繊維集合体としたときに繊維が不均一に集積しやすくなる。
本発明の保持シール材の場合、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることが望ましい。
無機繊維前駆体を紡糸して積層したシート状物には、つづら折りに折り畳み易くするために、また、適度な繊維交絡を確保するためにニードリング処理を加えることができる。
前駆体繊維シート成型法により得られる無機繊維シートを構成する無機繊維の平均繊維長は10〜300mmであることが望ましい。
図2に示すように、形状保持シート50は、保持シール材の第1の主面11に設けられており、無機繊維シート10の表面のうち第1の主面11を構成する部分と接着剤や糸縫い等の接合手段により接合されている。
形状保持シートが設けられた側の主面については、無機繊維シートの折り畳みが伸びてしまうことが防止されるので、折り畳まれた形状を維持させたまま、排ガス処理体への巻き付けを行うことができ、巻き付け時の作業性の高い保持シール材とすることができる。
不織布の材質としては、シリカ繊維、アルミナ繊維、アルミナ−シリカ繊維等の無機繊維、あるいは、PP、PE、PET、レーヨン、ナイロン等の合成繊維、綿、パルプ等の天然繊維からなる群から選択される少なくとも1種の繊維材料からなることが望ましい。
形状保持シートが織布の場合はその材質はPP、PE、PET、ナイロン等の合成繊維であることが望ましい。
形状保持シートがフィルムの場合はその材質はPP、PE、PET等の合成樹脂であることが望ましい。
形状保持シートが有機バインダ固形物の場合はその材質はアクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース若しくはポリビニルアルコール等の水溶性有機重合体を固形化したもの、スチレン樹脂等の熱可塑性樹脂、又は、エポキシ樹脂等の熱硬化性樹脂であることが望ましい。
また、形状保持シートの厚さは0.05〜1mmであることが望ましい。
また、形状保持シートに熱接着可能な素材が含まれていたり、ホットメルト等の熱接着可能な接着剤を使用することにより、加熱板、ホットエアー等の熱接着加工での接着も可能である。その他、縫製糸、ステプラー等により部分的接合を効果的な場所に固定することも可能である。
有機結合剤としては、アクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等が挙げられる。
無機結合剤としては、無機ゾル分散溶液等の無機粒子溶液から溶媒を取り除いた固形成分としての無機粒子が挙げられる。
上記無機ゾル分散溶液(無機粒子溶液)としては特に限定されず、アルミナゾル、シリカゾル等が挙げられる。
上記無機粒子としては、アルミナゾルに由来するアルミナ粒子、シリカゾルに由来するシリカ粒子が好ましい。
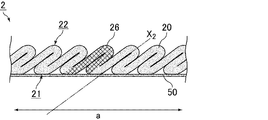
図6に示す保持シール材2では、無機繊維シート20がプリーツ形状に折り畳まれてつづら折り構造を構成している。
無機繊維シート20は、図6に示す方向で見た際にヘアピンカーブと直線の繰り返しのように蛇行しており、直線部分とカーブ部分を有する蛇行体となっていることは図2に示す無機繊維シート10と同様である。蛇行体の構成単位は図6にハッチングで示した蛇行体26と考えることができ、この構成単位が図面横方向に積層されている。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
言い換えると、図2に示す無機繊維シートの蛇行体の向きが保持シール材の長手方向に対して垂直に立っているのに対し、図6に示す無機繊維シートでは蛇行体を倒して積層したともいえる。
蛇行体が倒れた場合の角度、すなわち無機シート10が保持シール材の長手方向に対して傾斜する角度は、5°〜80°であることが好ましく、20°〜60°であることがより好ましい。
図6に示す保持シール材2では第1の主面21と第2の主面22に実質的な違いはないので、形状保持シートはどちらか一方の主面に設けられていてもよいし、また、両方の主面に設けられていてもよい。また、形状保持シートが設けられていなくてもよい。
図7に示す保持シール材3では、無機繊維シート30の折り返し構造が、第1の主面31側と第2の主面32側で異なる。
具体的には、第1の主面31側においては、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図7中34a、34b、34c、34dで示している。
一方、第2の主面32側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図7中35a、35cで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図7中35b、35dで示す位置である。
このように、図7に示す保持シール材3では、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置、及び、第2の主面となる位置で交互に繰り返されている。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
形状保持シート50は通常は排ガス処理体側に配設される主面に設けられて巻き付けが行われる。第1の主面に形状保持シート50を設けることによって、第2の主面側では保持シール材が伸びやすいので、内外周差の影響が緩和され、排ガス処理体への巻き付けの作業性が向上する。
図8(a)に示す保持シール材4及び図8(b)に示す保持シール材5は、図7に示す保持シール材3と同様に、無機繊維シートの折り返し構造が、第1の主面側と第2の主面側で異なる。
図8(a)に示す保持シール材4では、第1の主面41側において、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図8(a)中44a、44bで示している。
一方、第2の主面42側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図8(a)中45aで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図8(a)中45bで示す位置である。
第2の主面となる位置での折り返し部45aが連続的に配置され、厚さ方向の途中となる位置での折り返し部45bが連続的に配置されることで、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることができる。
また、図8(b)に示す保持シール材5では、第1の主面51側において、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図8(b)中54a、54b、54c、54d、54e、54fで示している。
一方、第2の主面52側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図8(b)中55aで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図8(b)中55b、55c、55d、55e、55fでそれぞれ示す位置である。すなわち、折り返し部の高さが、図8中55aで示す位置から55fで示す位置に向かって段階的に低くなっている。
このような保持シール材においても、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることができる。
図8(a)及び図8(b)に示す保持シール材のように、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることによって、円形断面以外の断面、すなわち楕円型断面、略四角断面を有する排ガス処理体(触媒担体)に保持シール材を巻き付ける場合にも、排ガス処理体の外周面全体にわたり安定した面圧を発生させることができる保持シール材とすることができる。
図8(c)には、図8(a)に示す保持シール材と同様の蛇行体の折り返し部の位置を有する保持シール材4´を楕円型断面を有する排ガス処理体220に巻き付けた場合の様子を模式的に示している。
まず、無機繊維シートを作製する。無機繊維シートは、種々の方法により得ることができるが、例えば、ニードリング法、抄造法又は前駆体繊維シート成型法により製造することができる。
ニートリング法及び抄造法では、平板状の無機繊維シートを作製し、その後無機繊維シートをつづら折りに折り畳んでつづら折り構造を構成する。
一方、前駆体繊維シート成型法では無機繊維前駆体を折り畳み、その形状のまま焼成して、無機繊維シートがつづら折りに折り畳まれてなる無機繊維シートを作製する。
本発明の保持シール材の場合、無機繊維前駆体を紡糸して積層してシート状物を作製し、必要に応じてニードリング処理により繊維を交絡させても良く、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることが望ましい。
更に、折り畳んだ形状を維持するため、無機繊維前駆体に低融点樹脂を含む熱溶融接着繊維、ホットメルト等の熱融着性バインダ成分を混入してもよい。熱融着性バインダ成分を混入した無機繊維前駆体をつづら折りに折り畳んだシート状物に、熱風エアーを通気して、室温に冷却することで折り畳んだ形状が維持され易くなる。
焼成温度は1150〜1300℃とすることが望ましい。
無機繊維前駆体からなるシート状物を焼成した場合、焼成の前後でシート状物の形状はほとんど変わらずに維持される。
有機結合剤としては、アクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等が挙げられる。
有機結合剤の含有量は、保持シール材100重量%に対して0.5〜12重量%であることが望ましい。
保持シール材中の有機結合剤の含有量は、保持シール材を600℃/1時間加熱した前後での重量減少率として求めることができる。
また、無機結合剤としては、無機ゾル分散溶液等の無機粒子溶液から溶媒を取り除いた固形成分としての無機粒子が挙げられる。
上記無機ゾル分散溶液(無機粒子溶液)としては特に限定されず、アルミナゾル、シリカゾル等が挙げられる。
上記無機粒子としては、アルミナゾルに由来するアルミナ粒子、シリカゾルに由来するシリカ粒子が好ましい。
無機結合剤の添着量は、無機繊維100重量部に対して0.5〜12重量部であることが好ましい。
乾燥処理としては、通気乾燥、熱版による圧縮乾燥等の方法を用いることができる。
もし、熱板による乾燥を行うと無機繊維シート内に含浸されたバインダの分布が厚み方向に均一となるため、厚みの成形性が悪い抄造法の無機繊維シートには有利となる。
前駆体繊維シート成型法では、上述した通り、焼成後につづら折り構造を有する無機繊維シートが得られる。
保持シール材の裁断は、トムソン刃、ギロチン刃、レーザー、ウォータジェット等により行うことができる。適宜、状況に応じて上記裁断方法を用いればよいが、大量加工を重視するのではあればトムソン刃やギロチン刃が好ましく、裁断精度を重視するのであればレーザーやウォータジェットが好ましい。
なお、つづら折りに折り畳まれた無機繊維シートを作製した後、形状保持シートを接合させて、その後に形状保持シートごと保持シール材の形状に裁断するようにしても良いし、保持シール材の形状に裁断した形状保持シートを接合させるようにしてもよい。
図9は、図1に示す保持シール材を排ガス処理体に巻き付けた例を模式的に示す斜視図である。
図9に示す巻付体60は、排ガス処理体120の側面に、図1に示す保持シール材1を巻きつけてなり、巻き付けられた保持シール材1の凸部13と凹部14が互いに嵌合するようになっている。排ガス処理体120の詳細については後で説明する。
保持シール材1は、形状保持シート50が設けられた第1の主面11側を排ガス処理体に、形状保持シートが設けられていない第2の主面12側を外側にして巻き付けられている。
形状保持シートが設けられているため、第1の主面側では蛇行体の折り返し部の位置が形状保持シートによって保持されているが、第2の主面側では折り返し部同士の間隔が広がる。
巻き付けた際に外側になる折り返し部同士の間隔が適度に広がることができると、保持シール材を排ガス処理体に巻き付ける際に保持シール材が突っ張ることがなく、巻き付け作業が容易になる。
上記保持シール材は本発明の保持シール材であることを特徴とする。
図10に示すように、本発明の排ガス浄化装置100は、金属ケーシング130と、金属ケーシング130に収容された排ガス処理体120と、排ガス処理体120及び金属ケーシング130の間に配設された保持シール材1とを備えている。
図10に示す金属ケーシング130は、円筒型形状の金属部材であり、巻付体60は、保持シール材1の第2の主面12が金属ケーシング130の側になるように配設されている。
金属ケーシング130は、耐熱性を有する金属であれば特に限定されず、具体的には、ステンレス、鉄等の金属類が挙げられる。
また、金属ケーシングの形状は、略円筒型形状の他、クラムシェル型形状、ケーシング断面において略楕円型形状、略多角形型形状等を好適に用いることができる。
上述した構成を有する排ガス浄化装置100を排ガスが通過する場合について、図11を参照して以下に説明する。
図11に示すように、内燃機関から排出され、排ガス浄化装置100に流入した排ガス(図11中、排ガスをGで示し、排ガスの流れを矢印で示す)は、排ガス処理体(ハニカムフィルタ)120の排ガス流入側端面120aに開口した一のセル125に流入し、セル125を隔てるセル壁126を通過する。この際、排ガス中のPMがセル壁126で捕集され、排ガスが浄化されることとなる。浄化された排ガスは、排ガス流出側端面120bに開口した他のセル125から流出し、外部に排出される。
図11に示す排ガス浄化装置100では、保持シール材1は本発明の保持シール材である。
図12に示す排ガス処理体120は、多数のセル125がセル壁126を隔てて長手方向に併設される柱状のセラミック質からなるハニカム構造体である。また、セル125のいずれかの端部は、封止材128で封止されている。また、ハニカム構造体の外周には、ハニカム構造体の外周部を補強したり、形状を整えたり、ハニカム構造体の断熱性を向上させたりする目的で、外周コート層127が設けられている。
これら多孔質焼成体は、脆性材料であるので、機械的な衝撃等により破壊されやすい。しかし、排ガス処理体の側面の周囲に保持シール材を巻き付けることにより、衝撃が吸収されやすくなるので、機械的な衝撃や熱衝撃により排ガス処理体にクラック等が発生するのを防止することができる。
圧入方式によって巻付体を金属ケーシングに収容する場合、金属ケーシングの内径(排ガス処理体を収容する部分の内径)は、上記巻付体の外径より若干小さくなっていることが好ましい。
また、このような構造であると無機繊維の配向方向が、面圧特性の発揮に適した方向となる。そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
この場合、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体が高い面圧で保持された排ガス浄化装置となる。
以下、本発明をより具体的に開示した実施例を示す。なお、本発明はこれらの実施例のみに限定されるものではない。
(無機繊維シートの作製)
まず、以下の手順により、前駆体繊維シート成型法によって無機繊維シートを作製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製した。
折り畳んだシート状物を最高温度1250℃で連続して焼成し、アルミナとシリカとを72重量部:28重量部で含む無機繊維からなる無機繊維シートを得た。
得られた無機繊維シートの嵩密度は0.12g/cm3であり、坪量は1400g/m2であった。無機繊維の平均繊維径は、5.1μmであり、無機繊維径の最小値は、3.2μmであった。
焼成の前後でシート状物の面積、厚みが若干収縮することが観察されたが、シート状物の形状はほとんど変わらずに維持されており、折り畳んだ状態での無機繊維シートの高さ(図2において両矢印Tで示す保持シール材の厚さから、形状保持シートの厚さを引いた、無機繊維シートの高さに相当する高さ)は11mmであった。
このようにして作製した、つづら折り構造を有する無機繊維シートについて、面圧測定試験を行った。
無機繊維シートの面圧を、面圧測定装置を用いて、以下の方法により測定した。
面圧の測定には、マットを圧縮する板の部分に加熱ヒーターを備えた熱間面圧測定装置を使用し、室温状態で、サンプルの嵩密度(GBD)が0.3g/cm3となるまで圧縮する。そのときの面圧を焼成前面圧とし、その後、10分間保持した。なお、サンプルの嵩密度は、「嵩密度=サンプル重量/(サンプルの面積×サンプルの厚さ)」で求められる値である。
次に、サンプルを圧縮した状態で40℃/minの昇温速度で片面900℃、片面650℃まで昇温しながら、嵩密度が0.273g/cm3となるまで圧縮を開放し、そして、サンプルを温度片面900℃、片面650℃、嵩密度0.273g/cm3の状態で5分間保持した。
その後、1inch(25.4mm)/minの速度で嵩密度が0.3g/cm3となるまで圧縮し、嵩密度0.273g/cm3となるまでの圧縮の開放と、嵩密度0.3g/cm3となるまでの圧縮を1000回繰り返した後の嵩密度0.273g/cm3時の荷重を測定した。
得られた荷重をサンプルの面積で除算することにより、面圧(kPa)を求め、焼成後面圧とした。この試験において焼成後面圧が低いことは、保持シール材がヘタって保持力が低下することを示す。実施例1で作製した無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は32kPaであった。
実施例1と同様に無機繊維前駆体を積層してシート状物を作製した後、つづら折りに折り畳む形状を図6に示すようなプリーツ形状とした他は、実施例1と同様にしてつづら折り構造を有する無機繊維シートを作製した。
折り畳んだ状態での無機繊維シートの高さは10mmであった。
実施例1と同様に無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は31kPaであった。
実施例1と同様に無機繊維前駆体を積層してシート状物を作製した後、つづら折りに折り畳む形状を図7に示すような形状とした他は実施例1と同様にしてつづら折り構造を有する無機繊維シートを作製した。
折り畳んだ状態での無機繊維シートの高さは実施例1と同じ11mmであったが、第2の主面側における折り返し部の位置が、無機繊維シートの高さ方向の半分となる位置、及び、第2の主面となる位置で交互に繰り返されているようにした。
実施例1と同様に無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は29kPaであった。
面圧測定試験の比較対象として、折り畳み構造を有しないニードルマットを作製した。
(a)圧縮工程
実施例1と同様にして得られた無機繊維前駆体を積層して長さ600mm、幅200mm、厚さ40mmのシート状にした後、圧縮してシート状物を作製した。
上記工程(a)で得られたシート状物に対して、以下に示す条件を用いて連続的にニードルパンチング処理を行ってニードルパンチング処理体を作製した。
まず、ニードルが21個/cm2の密度で取り付けられたニードルボードを準備した。次に、このニードルボードをシート状物の一方の表面の上方に配設し、ニードルボードをシート状物の厚さ方向に沿って一回上下させることによりニードルパンチング処理を行い、ニードルパンチング処理体を作製した。この際、ニードルの先端部分に形成されたバーブがシート状物の反対側の表面に完全に貫出するまでニードルを貫通させた。
上記工程(b)で得られたニードルパンチング処理体を最高温度1250℃で連続して焼成し、アルミナとシリカとを72重量部:28重量部で含む無機繊維からなる焼成シート状物を製造した。無機繊維の平均繊維径は、5.1μmであり、無機繊維径の最小値は、3.2μmであった。このようにして得られた焼成シート状物は、嵩密度が0.15g/cm3であり、坪量が1400g/m2であった。
この焼成シート状物の厚さは9mmであり、この焼成シート状物について面圧測定試験を行ったところ、焼成後面圧は18kPaであった。
10、20、30 無機繊維シート
11、21、31、41、51 第1の主面
12、22、32、42、52 第2の主面
16、16a、16b、16c、26、36 蛇行体
50 形状保持シート
100 排ガス浄化装置
120、220 排ガス処理体
130 金属ケーシング
Claims (2)
- 排ガス処理体と、前記排ガス処理体を収容する金属ケーシングと、前記排ガス処理体と前記金属ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とを備える排ガス浄化装置であって、
前記保持シール材は、長尺状の保持シール材であって、該保持シール材は、無機繊維シートが長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有してなり、
前記保持シール材の第1の主面側においては、前記つづら折り構造を構成する蛇行体の折り返し部の位置が前記第1の主面となる位置で一定であり、
前記保持シール材の前記第1の主面と反対側の主面である第2の主面側においては、前記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在しており、
前記保持シール材の前記第1の主面が前記排ガス処理体側に、前記第2の主面が前記金属ケーシング側に、それぞれ配設されてなることを特徴とする排ガス浄化装置。 - 前記第2の主面側において、前記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置、及び、前記第2の主面となる位置で交互に繰り返されている請求項1に記載の排ガス浄化装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014225511A JP6470549B2 (ja) | 2014-11-05 | 2014-11-05 | 排ガス浄化装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014225511A JP6470549B2 (ja) | 2014-11-05 | 2014-11-05 | 排ガス浄化装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016089723A JP2016089723A (ja) | 2016-05-23 |
| JP6470549B2 true JP6470549B2 (ja) | 2019-02-13 |
Family
ID=56017424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014225511A Expired - Fee Related JP6470549B2 (ja) | 2014-11-05 | 2014-11-05 | 排ガス浄化装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6470549B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7404588B1 (ja) | 2022-12-09 | 2023-12-25 | イビデン株式会社 | 無機繊維マットの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2946194B2 (ja) * | 1996-03-29 | 1999-09-06 | ニチアス株式会社 | ガスケットおよびその製造方法 |
| JP4688599B2 (ja) * | 2005-07-27 | 2011-05-25 | イビデン株式会社 | 保持シール材および排気ガス浄化装置 |
| JP2009138791A (ja) * | 2007-12-04 | 2009-06-25 | Eiwa:Kk | シール材 |
-
2014
- 2014-11-05 JP JP2014225511A patent/JP6470549B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016089723A (ja) | 2016-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5183296B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP5971894B2 (ja) | 汚染コントロール要素用保持材、その製造方法及び汚染コントロール装置 | |
| US8945269B2 (en) | Holding sealing material, method for producing holding sealing material, and exhaust gas purifying apparatus | |
| JP6463884B2 (ja) | 排ガス浄化装置、断熱材及び断熱材の製造方法 | |
| JP6419556B2 (ja) | 保持シール材及び排ガス浄化装置 | |
| CN104279024B (zh) | 无机纤维、制造方法、保持密封材料以及废气净化装置 | |
| JP2014092150A (ja) | 保持シール材、及び保持シール材の製造方法、排ガス浄化装置 | |
| US7678345B2 (en) | Holding sealing material, exhaust gas purifying apparatus and method for manufacturing exhaust gas purifying apparatus | |
| JP2013170338A (ja) | マット材、マット材の製造方法、及び、排ガス浄化装置 | |
| JP7848205B2 (ja) | マット材、排ガス浄化装置及びマット材の製造方法 | |
| US20140356242A1 (en) | Holding sealing material, exhaust gas purifying apparatus, and method for manufacturing exhaust gas purifying apparatus | |
| JP6470549B2 (ja) | 排ガス浄化装置 | |
| JP7488981B1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP7514408B1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP6333632B2 (ja) | 保持シール材の製造方法 | |
| JP6472211B2 (ja) | 排ガス浄化装置 | |
| JP6294147B2 (ja) | 保持シール材、保持シール材の製造方法及び排ガス浄化装置 | |
| JP2016055231A (ja) | ハニカム焼成体及びハニカムフィルタ | |
| JP6161485B2 (ja) | 保持シール材、保持シール材の製造方法、排ガス浄化装置の製造方法、及び、排ガス浄化装置 | |
| JP2015140678A (ja) | 排ガス浄化装置及び保持シール材 | |
| JP2020033899A (ja) | マット材及び巻付体 | |
| JP6245926B2 (ja) | 排ガス浄化装置、保持シール材及び保持シール材の製造方法 | |
| JP7329977B2 (ja) | マット材、排ガス浄化装置及びマット材付き排気管 | |
| JP7847280B1 (ja) | 抄造マット及び積層シート付抄造マット | |
| JP2020112093A (ja) | マット材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470549 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |