以下の本発明における実施形態では、必要な場合に複数のセクションなどに分けて説明するが、原則、それらはお互いに無関係ではなく、一方は他方の一部または全部の変形例、詳細などの関係にある。このため、全図において、同一の機能を有する部材には同一の符号を付し、その繰り返しの説明は省略する。
また、構成要素の数(個数、数値、量、範囲などを含む)については、特に明示した場合や原理的に明らかに特定の数に限定される場合などを除き、その特定の数に限定されるものではなく、特定の数以上でも以下でも良い。また、構成要素などの形状に言及するときは、特に明示した場合および原理的に明らかにそうではないと考えられる場合などを除き、実質的にその形状などに近似または類似するものなどを含むものとする。
(実施形態1)
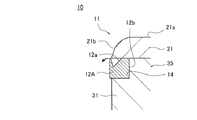
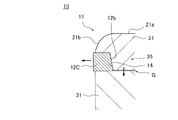
本発明の実施形態に係るプランジャ10について、主として図1〜図3を参照して説明する。図1は、プランジャ10の組み立てられる前の分解図である。また、図2はプランジャ10の組み立てられた後の側面図である。また、図3は、図2に示す一点鎖線による円Aで囲まれたプランジャ10(ヘッド部11)を拡大した断面図である。なお、説明を明解にするために、図1、図2では、プランジャ10の内部を破線で示し、特に、図2では、ロッド部24およびノックピン19にハッチングを付している。
プランジャ10は、筒状のポットP(図4、図5参照)内に進退動可能(摺動可能)に挿入され、ポットPに供給された樹脂Rを押圧する押圧面21aを有するヘッド部11(先端部)を備えている。ここで、プランジャ10は、樹脂Rを押圧する押圧面21aを有するため押圧部材となり、ポットPは、そのプランジャ10が挿入される貫通孔を有するため貫通部材となる。ヘッド部11は、樹脂Rを押圧する押圧面21a(ヘッド上面)を有するフランジ部21と、ヘッド本体部31とが分割可能に構成されている。具体的には、ヘッド部11は、フランジ部21を有する第1ホルダ20と、ヘッド本体部31を有する第2ホルダ30とが一体に組み付けられて構成されている。
第1ホルダ20は、図1に示すように、フランジ部21と、ロッド部24とを有している。フランジ部21は、所定の厚みを有し、ポットPの内径より若干小さい外径に形成されている。ロッド部24は、プランジャ軸10a(図2参照)方向に延在するようにフランジ部21の下面(押圧面21aとは反対の面)に連結されている。第1ホルダ20は、フランジ部21およびロッド部24が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
フランジ部21の押圧面21aでは、梨地面(図示せず)が形成されている。また、フランジ部21の外周側面では、押圧面21a側に向かって窄まるようにカーブ(曲面)の付いた、一例として垂直に対してθは15〜20度程度のテーパ面(傾斜面)が形成されている(図10参照)。すなわち、押圧面21aの外周縁部21bでは曲面が形成されている。このため、ヘッド部11(フランジ部21)がドーム状となる。また、ロッド部24には、その径方向に貫通するノックピン孔25が形成されている。このノックピン孔25には、ノックピン19が挿入される(図2参照)。
また、第2ホルダ30は、図1に示すように、ヘッド本体部31と、胴体部32(軸部)とを有している。ヘッド本体部31は、後述のプランジャリング12の受け部として所定の厚みを有し、ポットPの内径より若干小さい外径に形成されている。胴体部32は、プランジャ軸10a方向に延在するようにヘッド本体部31に連結され、ヘッド本体部31よりも縮径して形成されている。第2ホルダ30は、ヘッド本体部31および胴体部32が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
胴体部32には、第1ホルダ20のロッド部24が挿入される挿入部33がプランジャ軸10a方向に形成されている。また、胴体部32には、胴体部32の径方向に貫通するノックピン孔34が形成されている。このノックピン孔34には、ノックピン19が挿入される(図2参照)。
ここで、第1ホルダ20と第2ホルダ30の組み付け方法について説明する。まず、第1ホルダ20のロッド部24を、第2ホルダのヘッド本体部31の上端面から挿入部33へ挿入する(図1の矢印参照)。この際、胴体部32のノックピン孔34と、挿入部33に挿入されたロッド部24のノックピン孔25との孔位置を一致させる。次いで、ノックピン孔34およびノックピン孔25を通過するように、胴体部32の外周側面側からノックピン19を挿入する(図2参照)。したがって、ノックピン19により第1ホルダ20が抜け止めされて、第1ホルダ20と第2ホルダ30が組み付けられる。
このように、第1ホルダ20と第2ホルダ30とが組み付けられることで、プランジャ軸10aの周方向に、ヘッド部11の外周側面の全周に渡ってリング周溝14が形成される。なお、図1では、説明を明解にするために、ヘッド部11に形成されたリング周溝14を図示している。
本実施形態では、ヘッド本体部31の上端面(フランジ部21側端面)に、上端面から突き出る端面周凸部35を設けている。このため、第1ホルダ20と第2ホルダ30とが組み付けられることで、フランジ部21の下面と、ヘッド本体部31の上端面と、端面周凸部35の外周面とで囲まれた領域がリング周溝14として形成される。すなわち、ヘッド部11では、フランジ部21と、ヘッド本体部31の間であって、プランジャ軸10aの周方向に、ヘッド部11の外周側面の全周に渡ってリング周溝14が形成される。なお、端面周凸部35は、ヘッド本体部31の上端面に限らず、フランジ部21の下面に設けることもできる(図9参照)。
このように形成されるリング周溝14に環状のプランジャリング12が周設される(嵌め込まれる)。本実施形態では、端面周凸部35の外径に対して、プランジャリング12の貫通孔12bの内径を同一としている。したがって、第1ホルダ20と第2ホルダ30とを組み付ける際に、端面周凸部35に環状のプランジャリング12を嵌め込み、第1ホルダ20と第2ホルダ30とでプランジャリング12をホールドする(組み付ける)ことができる。
また、本実施形態では、ヘッド本体部31の厚みに対して、プランジャリング12の厚みを薄くしている。すなわち、ヘッド本体部31は、プランジャリング12の受け部(支持部)であるため、ヘッド本体部31の厚みをフランジ部21よりも肉厚としている。また、プランジャリング12をフランジ部21でホールドするため、プランジャリング12の厚みに対して、端面周凸部35の厚みをほぼ同一あるいは若干薄くしている。
そして、本実施形態では、ヘッド部11の外周側面から突き出るように環状のプランジャリング12をリング周溝14に周設している。図10に記載したように、このプランジャリング12の外径は、フランジ部21やヘッド本体部31の外径よりもa寸法分大きく、ポットPの内径とほぼ同一である。
このように、ヘッド部11の外周側面から突き出るプランジャリング12を設け、プランジャ10とポットPの隙間を小さくすることで、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。すなわち、樹脂漏れによるプランジャ10の進退動抵抗が増加してしまうのを防止することができる。ここで、プランジャリング12は、プランジャ10とポットPの隙間をシールするためシールリングとなる。
また、ヘッド部11とポットPの間の隙間を小さくし、樹脂漏れを防止することで、プランジャ後端部側(胴体部32側)へ樹脂かすが落下するのを防止し、メンテナンス回数を抑制することができる。また、プランジャリング12の厚みを薄くすることでも、プランジャ10の進退動抵抗が増加してしまうのを防止することができる。また、プランジャリング12に不具合があっても、フランジ部21とヘッド本体部31とを分割することで、容易にプランジャリング12を交換することができ、メンテナンス性を向上することができる。
また、本実施形態では、フランジ部21の押圧面21aを梨地面としている。梨地面の押圧面21aでは、樹脂ワックス分が保持されているので、熱硬化された樹脂Rとヘッド部11との離型を補助する(離型を容易にする)ことができる。すなわち、ヘッド部11に熱硬化した樹脂Rが付着するのを防止することができる。したがって、メンテナンス回数を抑制することができる。
ここで、プランジャリング12には、ポットP内で進退動しても摩耗量の少ない硬質な材質を用いることが好ましい。本実施形態では、金属(例えば、ステンレス鋼やバネ鋼などの鋼材)からなるプランジャリング12を用いている。金属からなるプランジャリング12を用いることで、樹脂からなるものと比較して硬質となり、その耐久性が向上する。したがって、プランジャリング12が破損する割合を極めて低くすることができ、メンテナンス回数を抑制することができる。また、プランジャ10の進退動不良の発生を防止することができる。
また、金属からなるプランジャリング12には、表面処理として例えばメッキ処理を施こすことが有効である。メッキ処理により、プランジャリング12の表面には、例えば、ハードCr膜、CrN膜、TiN膜が形成される。このため、プランジャリング12全体がより硬質となってプランジャ10の耐久性、進退動性を向上させることができる。また、プランジャリング12には、他の表面処理として例えば窒化処理を施して窒化層を形成することで進退動性を向上させることも可能である。
さらに、本実施形態では、図3に示すように、プランジャリング12のフランジ部21側の外周側面において、全周に渡って樹脂溜まり部12a(環状溝部)を形成している。フランジ部21下側においては、ストレート部b寸法(図10参照)があっても良いし、無くとも良い。そして、樹脂溜まり部12aのフランジ部21側の開口縁を面取りし、フランジ部21側で樹脂溜まり部12aの開口をa寸法分広くしている。また、前述したように、押圧面21aの外周縁部21bが曲面に形成されている。このため、ヘッド部11が樹脂Rを押圧する際に、樹脂溜まり部12aに樹脂Rが充填されて(入り込み)、プランジャリング12の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。プランジャリング12のフランジ部21との接触部分と樹脂溜りRLとの間には僅かなストレート部c(図10参照)があっても良いし、無くとも良い。
このように、押圧面21aの外周縁部21bを曲面とすることで、樹脂溜まり部12aで樹脂Rを溜めて樹脂リングRLを形成することができる。このように、プランジャリング12の外周側面に樹脂リングRLを付けることで、ヘッド部11とポットPの隙間を塞いで(小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのをより防止することができる。樹脂封止後にプランジャリング12とフランジ部21との狭い境で樹脂Rが分断される(千切られる)ことにより(図3参照)、一方は樹脂リングRLとなってプランジャ10側に残り、他方はカル側となる。
また、ヘッド部11から樹脂リングRLを取り除く際には、フランジ部21とヘッド本体部31とを分割することで、樹脂リングRLが付いたままでプランジャリング12を交換することができる。また、分割されたプランジャリング12から樹脂リングRLを取り外せばよいので、容易にプランジャリング12をクリーニングすることができる。
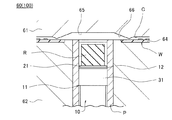
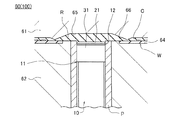
次に、前述のプランジャ10を、トランスファ機構を有する樹脂封止装置100に適用した場合について、図4、図5を参照して説明する。図4、図5は、プランジャ10を備えた樹脂封止装置100の要部(成形金型60)の断面図である。なお、説明を明解にするために、図4、図5では、プランジャ10を側面視で示している。
樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つのプレス部を備えて構成される。各プレス部には、型閉じの状態でキャビティCが形成される成形金型60が少なくとも1つ設けられて、キャビティCまでの樹脂路に溶融した樹脂Rを圧送するプランジャ10が設けられる。
供給部は、ローダ(搬送装置)を用いて被成形品であるワークWや封止するための樹脂Rをプレス部に供給する公知の機構で構成される。また、収納部は、プレス部からアンローダ(搬送装置)を用いて樹脂封止成形された成形品であるワークWを取り出し、収納する公知の機構で構成される。なお、樹脂封止装置100は、供給部および収納部を備えずに、プレス部(成形金型60)のみを備えたマニュアル式であってもよい。
ワークWは、例えば、基板(有機基板、セラミック基板等)やリードフレーム上に複数の電子部品(例えば、半導体チップに限らず、コンデンサ、抵抗等を含む電気、電子部品でも良い)が実装されたものである。樹脂Rは、例えば、タブレット状、液状、顆粒状、粉末状、シート状などの種々の封止用樹脂である。
成形金型60(プレス部)は、上型61(一方の金型)および下型62(他方の金型)と、下型62に設けられて樹脂Rが供給される円筒状のポットPと、ポットPに型開閉方向(上下方向)に進退動可能に収容されたプランジャ10とを備えている。下型62の中央部では、パーティング面で開口するポットPの両側に、ワークWをセットするセット部64が設けられている。
下型62の下方には、プランジャ10を型開閉方向に進退動する駆動機構(図示せず)が設けられている。例えば、駆動機構は、油圧あるいは電動モータによる駆動力を利用するものであり、この駆動機構とプランジャ10とは、駆動機構に設けられた押動ロッドの上端面とプランジャ10の後端部とがキー係合して、抜け止め状態で連結されている。
成形金型60を用いて成形品を製造するには、まず、型開きした状態において、ポットPに樹脂Rおよびセット部64にワークW(被成形品)が供給される。このとき、ポットP内のプランジャ10のヘッド部11は、パーティング面から後退した位置(待機位置)にある(図4参照)。その後、図4に示すように、型閉じすることによって、上型61と下型62とでワークWがクランプされる。このとき、成形金型60では、キャビティCが形成される。このキャビティCとポットPとは、カル65およびランナ・ゲート66を介して連通される。
続いて、図5に示すように、溶融している樹脂Rを押圧しながら、プランジャ10のヘッド部11が上死点位置まで前進させる。これにより、ポットPからカル65およびランナ・ゲート66を介してキャビティC内へ樹脂Rが圧送(注入)される。そして、キャビティC内を樹脂Rで充填し、これを熱硬化させることで、ワークWが成形品として略完成する。なお、本実施形態では、プランジャ10の先端(ヘッド部11の上死点位置)をカル65内まで前進させない(上げない)こととしている。
プランジャ10を備えた樹脂封止装置100によれば、ヘッド部11の周囲、すなわち、ヘッド部11とポットPの間の隙間(ポットPの内周面)での樹脂漏れを防止し、プランジャ10の進退動抵抗が増加するのを抑制して、キャビティC内で樹脂封止した際にボイドが発生するのを防止することができる。したがって、成形品の品質の低下を防止することができる。
また、樹脂漏れを防止することで、プランジャ後端部側(金型内部)へ樹脂かすが落下するのを防止し、メンテナンス回数を抑制することができる。また、プランジャリング12に不具合があっても、フランジ部21とヘッド本体部31とを分割することで、容易にプランジャリング12を交換することができ、メンテナンス性を向上することができる。したがって、成形品の生産性を向上することができる。
(実施形態2)
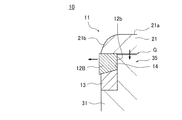
前記実施形態1では、プランジャリング12の外周側面に樹脂リングRLを形成し、ヘッド部11とポットPの隙間を塞ぐ(あるいは小さくする)場合について説明した。本実施形態では、プランジャリング12とは異なる形状のものを用いる場合について、図6を参照して説明する。図6は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
本実施形態に係るプランジャリング12Aは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Aのフランジ部21側の端面には、全周に渡って切り込まれた樹脂溜まり部12a(環状溝部)が形成されている。そして、この樹脂溜まり部12aの開口内に、押圧面21aの外周縁部21bの端がオーバーラップしている。
前述したように、押圧面21aの外周縁部21bが曲面に形成されている。このため、ヘッド部11がドーム状となる。このヘッド部11が樹脂Rを押圧する際に、樹脂溜まり部12aに樹脂Rが入り込み、プランジャリング12Aの外周部がポットP側(外側)へ拡径する(倒れる)ように変形する。
このように、押圧面21aの外周縁部21bを曲面とすることで、樹脂Rからの圧力を受けてプランジャリング12Aを変形することができる。プランジャリング12Aの外周部が拡径方向へ変形することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
(実施形態3)
前記実施形態1では、プランジャリング12の外周側面に樹脂リングRLを形成し、ヘッド部11とポットPの隙間を塞いだ(あるいは小さくする)場合について説明した。本実施形態では、プランジャリング12とは異なる形状のものを用いる場合について、図7を参照して説明する。図7は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
本実施形態に係るプランジャリング12Bは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。また、リング周溝14には、プランジャリング12Bの他に、ウエッジリング13がプランジャリング12Bと積層して周設されている。リング周溝14に周設されるプランジャリング12B(第1リング)とウエッジリング13(第2リング)とを合わせてプランジャリングとみなせば、これらは分割されて積層されていることとなる。
このウエッジリング13は、外径がポットPの内径より若干小さく、内径が端面周凸部35の外径とほぼ同一となるように形成されている。このウエッジリング13の材質は、プランジャリング12と同じ材質であってもよいし、異なる材質であってもよい。また、ウエッジリング13は、弾性体であってもよい。
プランジャリング12Bは、厚みが内径側で薄く、外径側で厚くなるように、ウエッジリング13側の下端面がテーパ面(傾斜面)に形成されている。一方、ウエッジリング13は、厚みが内径側で厚く、外径側で薄くなるように、プランジャリング12B側の上端面がテーパ面(傾斜面)に形成されている。
本実施形態では、プランジャリング12Bのテーパ面(下端面)と、ウエッジリング13のテーパ面(上端面)とを向かい合わせて、プランジャリング12Bとウエッジリング13とを一組としてウエッジ構造としている。すなわち、プランジャリング12Bとウエッジリング13との分割面がテーパ面に形成されている。後述するが、このウエッジ構造は、フランジ部21からの押圧力の反力によってプランジャリング12Bを拡径方向に移動させる。
また、本実施形態では、フランジ部21がヘッド本体部31(端面周凸部35)と接しないように組み付けられ、フランジ部21とヘッド本体部31(端面周凸部35)の間には隙間Gが形成されている。一方、フランジ部21がプランジャリング12Bの上端面と接するように組み付けられている。
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Bが拡径方向(ポットP側)に移動される(押し広げられる)。
プランジャリング12Bが拡径方向へ移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。なお、フランジ部21からの押圧力の反力によってプランジャリング12Bが拡径方向に移動されるのであれば、プランジャリング12Bとウエッジリング13を上下逆に重ねることもできる。
(実施形態4)
前記実施形態3では、プランジャリング12Bとウエッジリング13とを一組としたウエッジ構造を用い、プランジャリング12Bがフランジ部21からの押圧力の反力によって拡径方向に移動する場合について説明した。本実施形態では、ウエッジリング13の代わりに、リング周溝14の形状を変える場合について、図8を参照して説明する。図8は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
本実施形態に係るプランジャリング12Bは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Bは、厚みが内径側で薄く、外径側で厚くなるように、下端面がテーパ面に形成されている。そして、本実施形態では、このプランジャリング12Bが嵌め込まれる端面周凸部35の裾部が、プランジャリング12Bのテーパ面に対応したテーパ面に形成されている。
すなわち、プランジャリング12Bとリング周溝14(ヘッド部11)との当接面がテーパ面に形成されている。このように、本実施形態では、プランジャリング12Bのテーパ面(下端面)と、リング周溝14のテーパ面とを向かい合わせて、ウエッジ構造としている。
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Bが拡径方向(ポットP側)に移動する(押し広げられる)。プランジャリング12Bが拡径方向へ移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
(実施形態5)
前記実施形態4では、ヘッド本体部31側にリング周溝14を設け、そのリング周溝14にウエッジ構造を構成するテーパ面を形成した場合について説明した。本実施形態では、フランジ部21側にリング周溝14を設け、そのリング周溝14にウエッジ構造を構成するテーパ面を形成した場合について、図9を参照して説明する。図9は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
本実施形態に係るプランジャリング12Cは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Cは、厚み方向上部側で内径が大きく、厚み方向下部側で内径が小さくなるように、内周面(貫通孔12bの内壁面)がテーパ面となったウエッジ構造に形成されている。そして、本実施形態では、このプランジャリング12Cが嵌め込まれる端面周凸部35が、フランジ部21の下端面に設けられており、その端面周凸部35の外周側面が、プランジャリング12Cのテーパ面に対応したテーパ面に形成されている。
すなわち、プランジャリング12Cとリング周溝14(ヘッド部11)との当接面がテーパ面に形成されている。このように、本実施形態では、プランジャリング12Cのテーパ面(内周面)と、リング周溝14のテーパ面とを向かい合わせて、ウエッジ構造としている。
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Cが拡径方向(ポットP側)に移動する(押し広げられる)。プランジャリング12Cが拡径方向に移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
(実施形態6)
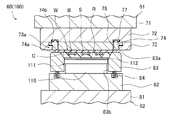
本発明の実施形態に係る樹脂封止装置100の要部である圧縮成形方式の成形金型60について図11を参照して説明する。図11は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。図11に示すプランジャ10(側面が示されている。)は、前記実施形態1〜5で説明したヘッド部11(端部)を有し、キャビティC(キャビティ凹部)の底面で開口(連通)する円筒状のポットP内に進退動可能に挿入して設けられている。図11に示す成形金型60は、公知の型開閉機構によって型開きしている(上型61と下型62とが離隔している)状態であり、上型61にワークW、下型62のキャビティCに樹脂Rがセット(配置)されている。図11に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)が表面実装されたものである。また、図11に示す樹脂Rは、顆粒状のものであるが、液状、粉状、タブレット状のものであってもよい。なお、プランジャ10の個数、大きさ、形状には、図11に示すものに限定されず、金型構成を上下逆にしてプランジャ10およびキャビティCを上型61に設けてもよい。
図11に示す上型61(成形金型10の一方の金型)は、ベース71と、チェイス72と、ガイド73と、インサート74とを備えている。これらは金型ブロックであり、組み付けられて上型61を構成するものである。ベース71は、図示しない固定プラテンに固定されている。このベース71には、チェイス72が固定されている。このチェイス72には、ベース71側とは反対側の外周部にガイド73が固定されている。このガイド73には、チェイス72と当接するように、インサート74が支持されている。
インサート74は、下方に凸となるように両側をガイド73で支持されており、下型62側にワークWを吸着保持する吸着面74a(金型クランプ面74aともいう)および外周側部に段差部74bが形成された断面凸状となっている。また、ガイド73は、内側に段部73aが形成され、断面L字状となっている。このため、インサート74の段部74bと、ガイド73の段部73aとが係合することによって、ガイド73には、インサート74が支持される。
また、インサート74には吸着面74aに通じるエア吸引路76が形成されている。このエア吸引路76は、チェイス72に形成されているエア吸引路(図示せず)と接続され、さらに、成形金型60外で設けられているエアを吸引する吸引装置(図示せず)と接続されている。また、インサート74とチェイス72との間にはリング状のシール部材77(例えば、Oリング)が挟み込まれており、エア吸引路76の気密性を確保するようになっている。このため、吸引装置が作動すると、エア吸引路76などを介してワークWがインサート74の吸着面74aに吸着保持されることとなる。
図11に示す下型62(成形金型10の他方の金型)は、ベース81と、チェイス82と、クランパ83と、ポットPと、プランジャ10とを備えている。これらは金型ブロックであり、組み付けられて下型62を構成するものである。ベース81は、図示しない可動プラテンに固定されている。このベース81には、チェイス82が固定されている。
このチェイス82では、クランパ83がチェイス82との間に弾装された弾性部材84により常時上方に付勢されている。クランパ83の中央部では、厚さ方向に貫通する貫通孔が形成されており、この貫通孔に筒状のポットPが抜け止めされて固定されている。下型62のクランパ83には、金型クランプ面83aから窪んで開口するキャビティCが形成されている。このキャビティCの底面にポットPが設けられており、このポットPには、その内部で型閉じ動作に応じて相対的に進退動(往復動)するプランジャリング12(シールリング)を有するプランジャ10が設けられている。
ここで、プランジャ10が、クランパ83に対して相対的に進退動する構成について具体的に説明する。キャビティC(キャビティ凹部)が形成されたクランパ83が、チェイス82に弾性部材84を介して組み付けられている。このクランパ83の貫通孔(ポットP)に挿入されるプランジャ10がチェイス82に固定して組み付けられている。このため、成形金型60の型閉じの際、弾性部材84を押し縮ませてクランパ83を動かすことにより、プランジャ10を相対的に上昇させることができる。すなわち、ポットP内でプランジャ10は、可動部材となって型閉じ動作に応じて相対的に進退動(往復動)することとなる。
本実施形態では、プランジャ10として、例えば、図3に示したような、平面視(クランプ面視)円形状のヘッド部11に設けられた周溝14にヘッド部11より外形が大きく、樹脂溜まり部12a(環状溝部)が形成された円形環状のプランジャリング12を有するものを用いている。このようなプランジャリング12を用いることで、プランジャ10によって樹脂Rを押圧する際に、プランジャ10(可動部材)の摺動箇所(プランジャ10とポットPとの隙間)から樹脂Rが漏れるのを防止することができる。また、プランジャリング12に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、プランジャリング12自体を容易に交換することができ、プランジャ10(可動部材)のメンテナンス性を向上させることができる。なお、図6、図7、図8、図9に示したようなプランジャリング12Bを用いることもでき、同様の作用効果を得ることができる。
このようなプランジャ10を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、ポットPおよびキャビティC(キャビティ凹部)内にセットされる(図11参照)。次いで、型開閉機構によって型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面74aと、下型62の金型クランプ面83aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
続いて、型開閉機構によって更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してプランジャ10を相対的に上昇させる。これにより、キャビティC内で溶融している樹脂Rがプランジャ10で押圧され、樹脂RがキャビティC内で充填される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。
(実施形態7)
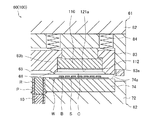
本発明の実施形態に係る樹脂封止装置100の要部である圧縮成形方式の成形金型60について図12を参照して説明する。図12は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。この樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つの成形金型60を有するプレス部を備えて構成される。図12に示す成形金型60は、下型62に設けられた平面視(クランプ面視)矩形状のキャビティC(キャビティ凹部)が閉塞されるよう型閉じしている(上型61と下型62とが近接し、ワークWをクランプしている)状態である。図12に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)がワイヤボンディング実装されたものであり、上型61にセット(配置)されている。また、図12に示す樹脂Rは、顆粒状、液状、粉状などの形状したものが溶融した状態となって、下型62のキャビティC内を充填している。なお、キャビティCを上型61に設けるように、金型構成を上下逆にしてもよい。
図12に示す上型61は、図11に示した上型61と同様の構成となっている。他方、図12に示す下型62は、ベース81と、チェイス82と、クランパ83と、キャビティ駒110とを備えている。これらは金型ブロックであり、組み付けられて下型62を構成するものである。ベース81は、図示しない可動プラテンに固定されている。このベース81には、チェイス82が固定されている。チェイス82では、クランパ83がチェイス82との間に弾装された弾性部材84により常時上方に付勢されている。クランパ83の中央部では、その厚さ方向に貫通する貫通孔83b(収納部)が形成されている。この金型クランパ83の貫通孔83bに挿入されるキャビティ駒110がチェイス82に固定して組み付けられている。このため、成形金型60の型閉じの際、弾性部材84を押し縮ませてクランパ83を動かすことにより、キャビティ駒110を相対的に上昇させることができる。すなわち、クランパ83の貫通孔83b内でキャビティ駒110は、可動部材となって型閉じ動作に応じて相対的に進退動(往復動)することとなる。このため、キャビティ駒110は、キャビティC内に充填された樹脂Rを押圧することができる。なお、キャビティ駒110の進退動によってキャビティC(キャビティ凹部)の深さ(容積)が変わるため、キャビティCが可動キャビティに構成されることとなる。
そして、下型62のクランパ83には、金型クランプ面83aから窪んで開口するキャビティC(キャビティ凹部)が設けられている。具体的には、キャビティCの底面がクランパ83の貫通孔83bに挿入されたキャビティ駒110の上端面で構成され、キャビティCの側面(内壁面)がクランパ83の貫通孔83bから金型クランプ面83aへ拡径するクランパ83のテーパ面で構成されている。本実施形態では、キャビティCは平面視(クランプ面視)矩形状であり、このキャビティCの底面を構成するキャビティ駒110の平面視形状も矩形状である。
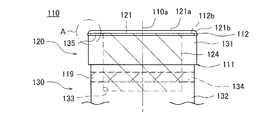
ここで、本実施形態に係るキャビティ駒110について、主として図13〜図18を参照して説明する。図13は、キャビティ駒110の組み付けられる前の分解図である。また、図14〜図16は、キャビティ駒110を構成する部材の説明図である。図14において、(a)は(b)および(c)中の矢印a視の平面図、(b)は(a)および(c)中の矢印b視の側面図、(c)は(a)および(b)中の矢印c視の正面図である。図15および図16のそれぞれについても同様である。また、図17は、キャビティ駒110の組み付けられた後の側面図である。また、図18は、図17に示す円A(一点鎖線)で囲まれたキャビティ駒110(ヘッド部111)を拡大した断面図である。なお、図13〜図17では、透視あるいは仮想視したものを破線で示している。
前述したように、クランパ83の貫通孔83b内に相対的に進退動可能に挿入されるキャビティ駒110(図12、図17参照)は、キャビティCの底面に供給された樹脂Rを押圧する押圧面121a(ヘッド上面)を有するヘッド部111(先端部)を備えている。このヘッド部111は、樹脂Rを押圧する押圧面121a(ヘッド上面)を有するフランジ部121を有する上ホルダ120と、ヘッド本体部131を有する下ホルダ130と、上ホルダ120と下ホルダ130との間で挟まれるキャビティリング112とが一体に組み付けられて構成されている。ここで、キャビティ駒110は、樹脂Rを押圧する押圧面121aを有するため押圧部材となり、クランパ83は、そのキャビティ駒110が挿入される貫通孔83bを有するため貫通部材となる。また、キャビティリング112は、キャビティ駒110とクランパ83の隙間をシールするためシールリングとなる。本実施形態では、キャビティCの底面形状として、キャビティ駒110のヘッド部111の端面が矩形状に構成されている。また、ヘッド部111に組み付けられるキャビティリング112(図13、図15参照)は、所定幅の平面視矩形環状であり、貫通孔112bを有している。
また、上ホルダ120(図13、図14参照)は、平面視矩形状のフランジ部121および突起部124(ロッド部)を有している。フランジ部121は、所定の厚みを有し、クランパ83の貫通孔83bの大きさより若干小さい大きさに形成されている。フランジ部121の外周縁部121b全体では、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている(例えば、図10に示すように、θが15〜20度程度)。突起部124は、中心軸110a(図17参照)方向に延在するようにフランジ部121の下面(押圧面121aとは反対の面)から突起(連結)している。また、突起部124には、その長手方向に貫通するノックピン孔125が形成されている。このノックピン孔125には、ノックピン119が挿入される(図17参照)。上ホルダ120は、フランジ部121および突起部124が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
また、下ホルダ130(図13、図16参照)は、平面視矩形状のヘッド本体部131および胴体部132(軸部)を有している。ヘッド本体部131は、キャビティリング112の受け部として所定の厚みを有し、貫通孔83bの大きさより若干小さく形成されている。胴体部132は、中心軸110a方向に延在するようにヘッド本体部131に連結され、ヘッド本体部131よりも若干小さく形成されている。下ホルダ130は、ヘッド本体部131および胴体部132が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。胴体部132には、上ホルダ120の突起部124が挿入される挿入部133が中心軸110a方向に形成されている。また、胴体部132には、胴体部132の長手方向に貫通するノックピン孔134が形成されている。このノックピン孔134には、ノックピン119が挿入される(図17参照)。
本実施形態では、ヘッド本体部131の上端面(フランジ部121側端面)に、上端面から突き出る端面周凸部135を設けている。このため、上ホルダ120と下ホルダ130とが組み付けられることで、フランジ部121の下面と、ヘッド本体部131の上端面と、端面周凸部135の外周面とで囲まれた領域がリング周溝114として形成される。すなわち、ヘッド部111の外周側面の全周に渡って平面視矩形状のリング周溝114が形成される(図13参照)。このように形成されるリング周溝114に矩形環状のキャビティリング112(図15参照)が周設される(嵌め込まれる)。具体的には、上ホルダ120と下ホルダ130とを組み付ける際に、平面視矩形状の端面周凸部135に矩形環状のキャビティリング112を嵌め込み、キャビティリング112が上ホルダ120と下ホルダ130とでホールド(接続)される。
また、本実施形態では、ヘッド本体部131の厚みに対して、キャビティリング112の厚みを薄くしている。すなわち、ヘッド本体部131は、キャビティリング112の受け部(支持部)であるため、ヘッド本体部131の厚みをフランジ部121よりも肉厚としている。また、キャビティリング112をフランジ部121でホールドするため、キャビティリング112の厚みに対して、端面周凸部135の厚みをほぼ同一あるいは若干薄くしている。そして、ヘッド部111の外周側面から突き出るように矩形環状のキャビティリング112をリング周溝114に周設している。
キャビティリング112には、貫通孔83b内で進退動(摺動)しても摩耗量の少ない硬質な材質を用いることが好ましい。本実施形態では、金属(例えば、ステンレス鋼やバネ鋼などの鋼材)からなるキャビティリング112を用いている。金属からなるキャビティリング112を用いることで、樹脂からなるものと比較して硬質となり、その耐久性が向上する。したがって、キャビティリング112が破損する割合を極めて低くすることができ、メンテナンス回数を抑制することができる。また、キャビティ駒110の進退動不良の発生を防止することができる。また、金属からなるキャビティリング112には、表面処理として例えばメッキ処理を施こすことが有効である。
また、キャビティリング112は、図18(a)に示すように、フランジ部121側の外周側面において、全周に渡って形成された樹脂溜まり部112a(円弧に窪む環状溝部)を有している。また、樹脂溜まり部112aのフランジ部121側の開口縁を面取りし、フランジ部121側で樹脂溜まり部112aの開口が広く形成されている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、図18(b)に示すように、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このように、キャビティリング112の外周側面に樹脂リングRLを形成することで、ヘッド部111と貫通孔83bの隙間を塞いで(小さくして)、キャビティ駒110を摺動させることができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのをより防止することができる。
ところで、図19に示すように、従来において成形金型60’(樹脂封止装置100’)の下型62に設けられたキャビティ駒110’を可動させて、樹脂Rを圧縮して成形する場合、樹脂漏れによる可動不良を防止するためにリリースフィルムFが設けられていた。特に、平面視(クランプ面視)矩形状のキャビティ駒110’の場合は、コーナー部でキャビティ駒110’と貫通孔83bの隙間ができやすく、可動不良になり易いため、リリースフィルムFが必要と考えられていた。
これに対して、本実施形態では、キャビティ駒110として、平面視(クランプ面視)矩形状のヘッド部111に設けられた周溝114にヘッド部111より外形が大きく、樹脂溜まり部112a(環状溝部)が形成された矩形環状のキャビティリング112を有するものを用いている。このようなキャビティリング112を用いることで、リリースフィルムを用いなくとも、キャビティ駒110によって樹脂Rを押圧する際に、キャビティ駒110(可動部材)の摺動箇所(キャビティ駒110と貫通孔83bとの隙間)から樹脂Rが漏れるのを防止することができる。また、キャビティリング112に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、キャビティリング112自体を容易に交換することができ、キャビティ駒110(可動部材)のメンテナンス性を向上させることができる。
このようなキャビティ駒110を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、キャビティC(キャビティ凹部)内にセットされる。次いで、型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面74aと、下型62の金型クランプ面83aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
続いて、更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してキャビティ駒110を相対的に上昇させる。これにより、キャビティC内で溶融している樹脂Rがキャビティ駒110で押圧され、樹脂RがキャビティC内で充填される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。
型開きの際は、図18(b)に示すように、キャビティリング112とフランジ部121との狭い境で樹脂Rが分断される(千切られる)ことにより、一方は樹脂リングRLとなってキャビティ駒110側に残り、他方はカル側となる。また、ヘッド部111から樹脂リングRLを取り除く際には、フランジ部121とヘッド本体部131とを分割することで、樹脂リングRLが付いたままでキャビティリング112を交換することができる。また、分割されたキャビティリング112から樹脂リングRLを取り外せばよいので、容易にキャビティリング112をクリーニングすることができる。
(実施形態8)
前記実施形態7では、キャビティリング112の外周側面に樹脂リングRLを形成し、ヘッド部111と貫通孔83b(図12参照)の隙間を塞ぐ(あるいは小さくする)場合について説明した。本実施形態では、キャビティリング112とは異なる形状のものを用いる場合について、図20を参照して説明する。図20は、キャビティ駒110(ヘッド部111)を拡大した断面図であり、キャビティ駒110の変形例を(a)、(b)、(c)、(d)、(e)、(f)のそれぞれに示す。
図20(a)に示すキャビティリング112Aは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Aのフランジ部121側の端面には、全周に渡って切り込まれた樹脂溜まり部112a(環状溝部)が形成されている。そして、この樹脂溜まり部112aの開口内に、外周縁部121b(テーパ面)の端がオーバーラップ(連通)している。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂溜まり部112aに樹脂Rが入り込み、キャビティリング112Aの外周部が外側方向(貫通孔83b側)へ倒れるように変形する。すなわち、樹脂Rからの圧力を受けてキャビティリング112Aを変形させることができる。これにより、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、キャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
図20(b)に示すキャビティリング112Bは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。また、リング周溝114には、キャビティリング112Bの他に、キャビティリング112Bと同様の平面視矩形環状のウエッジリング113がキャビティリング112Bと積層して周設されている。キャビティリング112Bは、厚みが内側で薄く、外側で厚くなるように、ウエッジリング113側の下端面がテーパ面(傾斜面)に形成されている。一方、ウエッジリング113は、厚みが内側で厚く、外側で薄くなるように、キャビティリング112B側の上端面がテーパ面(傾斜面)に形成されている。そして、キャビティリング112Bのテーパ面(下端面)と、ウエッジリング113のテーパ面(上端面)とを向かい合わせて、キャビティリング112Bとウエッジリング113とを一組としてウエッジ構造としている。
リング周溝114に周設されるキャビティリング112B(第1リング)とウエッジリング113(第2リング)とを合わせてプランジャリングとみなせば、これらは分割されて積層されていることとなる。ウエッジリング113は、外側の大きさが貫通孔83bより若干小さく、内側の大きさが端面周凸部135の外形とほぼ同一となるように形成されている。ウエッジリング113の材質は、キャビティリング112と同じ材質であってもよいし、異なる材質であってもよい。また、ウエッジリング113は、弾性体であってもよい。
このように図20(b)に示すキャビティリング112Bでは、フランジ部121がヘッド本体部131(端面周凸部135)と接しないように組み付けられ、フランジ部121とヘッド本体部131(端面周凸部135)の間には隙間Gが形成されている。一方、フランジ部121がキャビティリング112Bの上端面と接するように組み付けられている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Bが外側(貫通孔83b側)に移動される(押し広げられる)。キャビティリング112Bが外側方向へ移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。なお、フランジ部121からの押圧力の反力によってキャビティリング112Bが外側方向に移動されるのであれば、キャビティリング112Bとウエッジリング113を上下逆に重ねることもできる。
図20(c)に示すキャビティリング112Bは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Bは、厚みが内側で薄く、外側で厚くなるように、下端面がテーパ面に形成されている。そして、図20(c)では、キャビティリング112Bが嵌め込まれる端面周凸部135の裾部が、キャビティリング112Bのテーパ面に対応したテーパ面に形成されている。すなわち、キャビティリング112Bとリング周溝114(ヘッド部111)との当接面がテーパ面に形成されている。そして、キャビティリング112Bのテーパ面(下端面)と、リング周溝114のテーパ面とを向かい合わせて、ウエッジ構造としている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Bが外側方向(貫通孔83b側)に移動する(押し広げられる)。キャビティリング112Bが外側方向へ移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
図20(d)に示すキャビティリング112Cは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Cは、厚み方向上部側で広く、厚み方向下部側で狭くなるように、内周面(貫通孔112bの内壁面)がテーパ面となったウエッジ構造に形成されている。そして、図20(d)では、キャビティリング112Cが嵌め込まれる端面周凸部135が、フランジ部121の下端面に設けられており、その端面周凸部135の外周側面が、キャビティリング112Cのテーパ面に対応したテーパ面に形成されている。すなわち、キャビティリング112Cとリング周溝114(ヘッド部111)との当接面がテーパ面に形成されている。そして、キャビティリング112Cのテーパ面(内周面)と、リング周溝114のテーパ面とを向かい合わせて、ウエッジ構造としている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Cが外側方向(貫通孔83b側)に移動する(押し広げられる)。キャビティリング112Cが外側方向に移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
図20(e)に示すキャビティリング112Dは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Dのフランジ部121側の端面には全周に渡って環状溝部112aが形成され、この環状溝部112aにフランジ部121側に開くY字状のパッキン112cが設けられている。なお、Y字状のパッキンは耐熱性シリコーン製が一例である。そして、このパッキン112cの開口内に、押圧面121aの外周縁部121b(テーパ面)の端がオーバーラップしている。このため、ヘッド部111が樹脂Rを押圧する際にパッキン112cに樹脂Rが入り込み、パッキン112cの開口が外側方向(貫通孔83b側)へ拡がるように変形する。すなわち、樹脂Rからの圧力を受けてキャビティリング112Dを変形させることができる。これにより、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、キャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
図20(f)に示すキャビティリング112Eは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Eのフランジ部121側の端面には全周に渡って環状溝部112aが形成され、この環状溝部112aに樹脂吸収部材112dが設けられている。この樹脂吸収部材112dは、例えば、金属またはセラミックスのポーラス材、あるいは平織りや綾織りなどの耐熱布(ガラスクロス)である。このため、ヘッド部111が樹脂Rを押圧する際に樹脂吸収部材112d(例えば、ポーラス材または耐熱布の隙間)に樹脂Rが入り込み、硬化することで、その樹脂Rが抜け落ちずにキャビティリング112Eの一部となる。このキャビティリング112Eによれば、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、樹脂吸収剤112dに樹脂Rが溜まるためキャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
なお、本実施形態では、種々のキャビティリング112A、112B、112C、112D、112Eをシールリングとしてキャビティ駒110に適用した場合について説明したが、同様のシールリングを例えば前記実施形態1で説明したプランジャリング12としてプランジャ10に適用することもできる。
(実施形態9)
前記実施形態7では、上ホルダ120、キャビティリング112および下ホルダ130に三分割されるキャビティ駒110(図13および図17参照)の接続構造について説明した。本実施形態では、上ホルダ120、キャビティリング112、中ホルダ130Aおよび下ホルダ130Bに四分割されるキャビティ駒110A、110B、110Cの接続構造について、図21〜図26を参照して説明する。図21および図22はキャビティ駒110Aを構成する部材の説明図、図23および図24はキャビティ駒110Bを構成する部材の説明図、図25および図26はキャビティ駒110Cを構成する部材の説明図である。図21に示す組み付け後のキャビティ駒110Aにおいて、(a)は(b)および(c)中の矢印a視の平面図、(b)は(a)および(c)中の矢印b視の側面図、(c)は(a)および(b)中の矢印c視の正面図である。図23に示す組み付け後のキャビティ駒110Bおよび図25に示す組み付け後のキャビティ駒110Cのそれぞれについても同様である。また、図22に示す組み付け前のキャビティ駒110Aにおいて、(a)は図21(b)に対応する側面図、(b)は図21(c)に対応する正面図である。図24に示す組み付け前のキャビティ駒110Bおよび図26に示す組み付け前のキャビティ駒110Cのそれぞれについても同様である。なお、図21〜図26では、透視したものを破線で示している。
まず、キャビティ駒110A、110B、110Cの概略構成について説明する。ヘッド部111を有するキャビティ駒110A、110B、110Cは、成形金型60(図12参照)において、キャビティ駒110に置き換わってキャビティCの底面を構成し、クランパ83の貫通孔83b内に相対的に進退動可能に挿入されるものである。キャビティ駒110A、110B、110Cは、樹脂Rを押圧する押圧面121aを有するフランジ部121を有する上ホルダ120と、キャビティリング112と、ヘッド本体部131を有する中ホルダ130Aと、胴体部132を有する下ホルダ130Bとが、ノックピン119を用いて一体に組み付けられて構成されている。四分割されるキャビティ駒110A、110B、110Cでは、三分割されるキャビティ駒110と比べて上型61と下型62とを離隔させる距離を大きく取る必要がなくなり、キャビティリング112をクリーニングする際には、側面側または正面側からノックピン119を抜き取ることで容易に分割してキャビティリング112を取り外すことができる。
キャビティ駒110A、110Bでは平面視(クランプ面視)で短手方向に延在する2本のノックピン119が用いられ、キャビティ駒110Cでは長手方向に延在する1本のノックピン119が用いられる。また、キャビティ駒110A、110Cでは、ノックピン119が胴体部132側のヘッド本体部131に挿入して設けられ、キャビティ駒110Bでは、ノックピン119がフランジ部121側のヘッド本体部131に挿入して設けられる。例えば、キャビティリング112を取り外す際には、ノックピン119を抜き取ってから分割することとなるが、成形金型60の構造によってノックピン119を抜き差しし易いキャビティ駒110A、110B、110Cを選択することができる。
次に、キャビティ駒110Aの具体的構成について図21および図22を参照して説明する。キャビティ駒110Aの上ホルダ120は、平面視矩形状のフランジ部121および突起部124Aを有している。フランジ部121は、所定の厚みを有し、クランパ83の貫通孔83b(図12参照)の大きさより若干小さい大きさに形成されている。フランジ部121の外周縁部121bでは、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている。突起部124Aは、フランジ部121の下面(押圧面121aとは反対の面)からL形鋼状(正面視L字状)に突起するよう形成されている。この突起部124A(一段と突起している箇所)には、短手方向に貫通するノックピン孔125Aが形成されている。
また、キャビティ駒110Aの下ホルダ130Bは、平面視矩形状の胴体部132および突起部124Bを有している。突起部124Bは、胴体部132の上面から角柱状(正面視矩形状)に突起するよう形成されている(角柱状の突起部124Bが横たわっている)。また、突起部124Bには、短手方向に貫通するノックピン孔125Bが形成されている。キャビティ駒110Aの組み付けの際には、上ホルダ120の突起部124A(L形鋼状)と下ホルダ130Bの突起部124B(角柱状)とが嵌め合わされ、突起部124Aのノックピン孔125Aと突起部124Bのノックピン125Bとが連通される。
また、キャビティ駒110Aの中ホルダ130Aは、平面視矩形状のヘッド本体部131を有している。ヘッド本体部131は、キャビティリング112の受け部として所定の厚みを有し、クランパ83の貫通孔83b(図12参照)の大きさより若干小さく形成され、胴体部132よりも若干大きく形成されている。また、ヘッド本体部131は、上ホルダ120の突起部124Aと下ホルダ130Bの突起部124Bが嵌め合わさって挿入される挿入部133(貫通孔)を有している。ヘッド本体部131には、胴体部132の短手方向に貫通するノックピン孔134が形成されている。キャビティ駒110Aの組み付けの際には、ノックピン孔134と、突起部124Aのノックピン孔125Aと、突起部124Bのノックピン125Bとが連通して、これらにノックピン119が挿入される。
ヘッド本体部131の上面(フランジ部121側端面)には、上端面から突き出る端面周凸部135が設けられている。上ホルダ120と中ホルダ130Aとが組み付けられることで、フランジ部121の下面と、ヘッド本体部131の上面と、端面周凸部135の外周面とで囲まれた領域がリング周溝114として形成される。すなわち、ヘッド部111の外周側面の全周に渡って平面視矩形状のリング周溝114が形成される。このリング周溝114に矩形環状のキャビティリング112が周設される(嵌め込まれる)。具体的には、上ホルダ120と中ホルダ130Aとを組み付ける際に、平面視矩形状の端面周凸部135に矩形環状のキャビティリング112を嵌め込み、キャビティリング112が上ホルダ120と中ホルダ130Aとでホールド(接続)される。
また、キャビティ駒110Bの具体的構成について、図23、図24に示すように、上ホルダ120に角柱状の突起部124Aと、下ホルダ130BにL形鋼状の突起部124Bとが設けられ、短手方向にノックピン119が設けられる他はキャビティ駒110Aと同様の構成である。また、キャビティ駒110Bの具体的構成について、図25、図26に示すように、上ホルダ120に二股状の突起部124Aと、下ホルダ130Bに角柱状の突起部124Bとが設けられ、長手方向にノックピン119が設けられる他はキャビティ駒110Aと同様の構成である。
(実施形態10)
前記実施形態7では、フランジ部121の外周縁部121b全体がテーパ面の場合について説明した。本実施形態では、外周縁部121bの一部分にテーパ面を有する連通溝136が形成される場合について、図27および図28を参照して説明する。図27は、キャビティ駒110を構成する部材の説明図であり、(a)は上ホルダ120の平面図、(b)は上ホルダ120の側面図、(c)はキャビティ駒110の要部(ヘッド部111)の断面図である。図28は、図27に示すキャビティ駒110の変形例の説明図であり、(a)、(b)、(c)はそれぞれ異なるキャビティ駒110の要部(ヘッド部111)の断面図である。
図27(c)に示すように、キャビティ駒110の外周側面には周溝114が形成され、周溝114には樹脂溜まり部112a(環状溝部)を有するキャビティリング112が嵌め込まれている。図27(a)、(b)に示すように、平面視矩形状のフランジ部121では、外周縁部121bが厚み方向にストレート状(鉛直面状)となっている。この外周縁部121b(キャビティ駒110の外周側面)の所定箇所(コーナー部や辺部)には、周溝114と交差するように、押圧面121a(キャビティCの底面)から樹脂溜まり部112aに連通する連通溝113(縦溝)が複数形成されている。この連通溝136では、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている。また、キャビティリング112のフランジ部121側の端面には、全周に渡って円弧状に窪む樹脂溜まり部112a(環状溝部)が形成されている。そして、樹脂溜まり部112a側で狭くなるような連通溝136の端が樹脂溜まり部112aの開口内にオーバーラップ(連通)している。このため、ヘッド部111が押圧面121aで樹脂Rを押圧する際に、連通溝136を介して樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このように、キャビティリング112の外周側面に樹脂リングRLを形成することで、ヘッド部111と貫通孔83b(図12参照)の隙間を塞いで(小さくして)、キャビティ駒110を摺動させることができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
また、図28(a)に示すように、フランジ部121側の端面において全周に渡って矩形状に窪む樹脂溜まり部112a(環状溝部)が形成されたキャビティリング112を用いる場合であってもよい。また、図28(b)に示すように、連通溝136がテーパ面(傾斜面)ではなく、フランジ部121の厚み方向にストレート状(鉛直面状)の場合であってもよい。また、図28(c)に示すように、連通溝136が樹脂溜まり部112a側で広くなるテーパ面を有する場合であってもよい。図28に示すようなキャビティ駒110においても、ヘッド部111が押圧面121aで樹脂Rを押圧する際に、連通溝136を介して樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このため、キャビティ駒110が摺動したとしても、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
(実施形態11)
本発明の実施形態に係る樹脂封止装置100の要部であるトランスファ成形方式と圧縮成形方式とを組み合わせた成形金型60について図29を参照して説明する。図29は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。この樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つの成形金型60を有するプレス部を備えて構成される。図29に示す成形金型60は、公知の型開閉機構によって型開きしている(上型61と下型62とが離隔している)状態である。この成形金型60は、平面視(クランプ面視)矩形状のキャビティC(キャビティ凹部)が上型61に設けられ、下型62にワークW、ポットPに樹脂Rがセット(配置)されている。図29に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)が表面実装されたものである。また、図29に示す樹脂Rは、タブレット状のものであるが、液状、粉状、顆粒状、シート状のものであってもよい。なお、キャビティCを上型61に設けるように、金型構成を上下逆にしてもよい。
本実施形態においても、キャビティ駒110として、前記実施形態7で説明したように、キャビティリング112を有するものを用いている。キャビティリング112を用いることで、キャビティ駒110によって樹脂Rを押圧する際に、キャビティ駒110(可動部材)の摺動箇所(キャビティ駒110と貫通孔83bとの隙間)から樹脂Rが漏れるのを防止している。また、キャビティリング112に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、キャビティリング112自体を容易に交換することができ、キャビティ駒110(可動部材)のメンテナンス性を向上させることができる。
このようなキャビティ駒110を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、ポットP内にセットされる。ポットP内にセットされた樹脂Rは、金型内に組み込まれたヒーターによって加熱されて溶融された状態となる。次いで、型開閉機構によって型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面83aと、下型62の金型クランプ面74aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
次いで、図示しない駆動部によってプランジャ10を駆動し、溶融した樹脂Rを押圧して、カル65、ランナ・ゲート66を介してキャビティC内に注入する。この段階では、電子部品Bの上面とキャビティCの底面との間には充分な隙間があり、溶融した樹脂RはキャビティC内の隅々まで良好に充填される。次いで、型開閉機構によって更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してプランジャ10を相対的に下降させる。これにより、クランパ83が下型62に接近し、キャビティC内の空間(容積)が狭められるから、キャビティC内の溶融した樹脂RがポットP内に押し戻される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。本実施形態に係る成形金型60によれば、薄型の成形品であっても樹脂Rの未充填を防止することができる。
以上、本発明を実施形態に基づき具体的に説明したが、本発明は前記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。
例えば、前記実施形態1では、金属からなるプランジャリング12を用いた場合について説明した。これに限らず、プラスチック(例えば、フッ素系樹脂)やゴム(例えば、合成ゴムやYパッキンあるいはシリコーンゴム)のような樹脂材からなるプランジャリング12を用いることもできる。また、成形温度において熱膨張によってプランジャリング12が拡径するような、熱膨張係数(または線膨張係数)の大きい弾性材料からなるプランジャリング12を用いることもできる。
また、例えば、前記実施形態1では、押圧面21aの外周縁部21bが曲面(R面状のテーパ面)の場合について説明した。これに限らず、押圧面21aの外周縁部21bが、単なる平坦状のテーパ面(傾斜面)であったり、C面状のテーパ面であったりしてもよい。
また、例えば、前記実施形態1では、樹脂封止装置100にプランジャ10を用いた場合について説明した。これに限らず、樹脂などの液体を押圧して所定箇所まで液体を圧送する装置に本発明に係るプランジャを用いることもできる。