JP6501812B2 - 三次元物体を層ごとに製造するために、粉末粒子を溶融/焼結する方法 - Google Patents
三次元物体を層ごとに製造するために、粉末粒子を溶融/焼結する方法 Download PDFInfo
- Publication number
- JP6501812B2 JP6501812B2 JP2017058621A JP2017058621A JP6501812B2 JP 6501812 B2 JP6501812 B2 JP 6501812B2 JP 2017058621 A JP2017058621 A JP 2017058621A JP 2017058621 A JP2017058621 A JP 2017058621A JP 6501812 B2 JP6501812 B2 JP 6501812B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- powder
- powder bed
- radiation
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/57—Metering means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
Description
例1(本発明によるものではない)
表1に記載した特性値を有するポリアミド12からの粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に室温(23℃)で載せ、高さ100mmの粉末床を作る。放射加熱器(この放射加熱器の熱放射要素は、1400nmの波長で最大強度を有する放射を発する)が、粉末床を加熱する。ここで最大放射強度の波長は30%超、変動する。ここで熱放射要素の面積は、224cm2である。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表4に示されている。
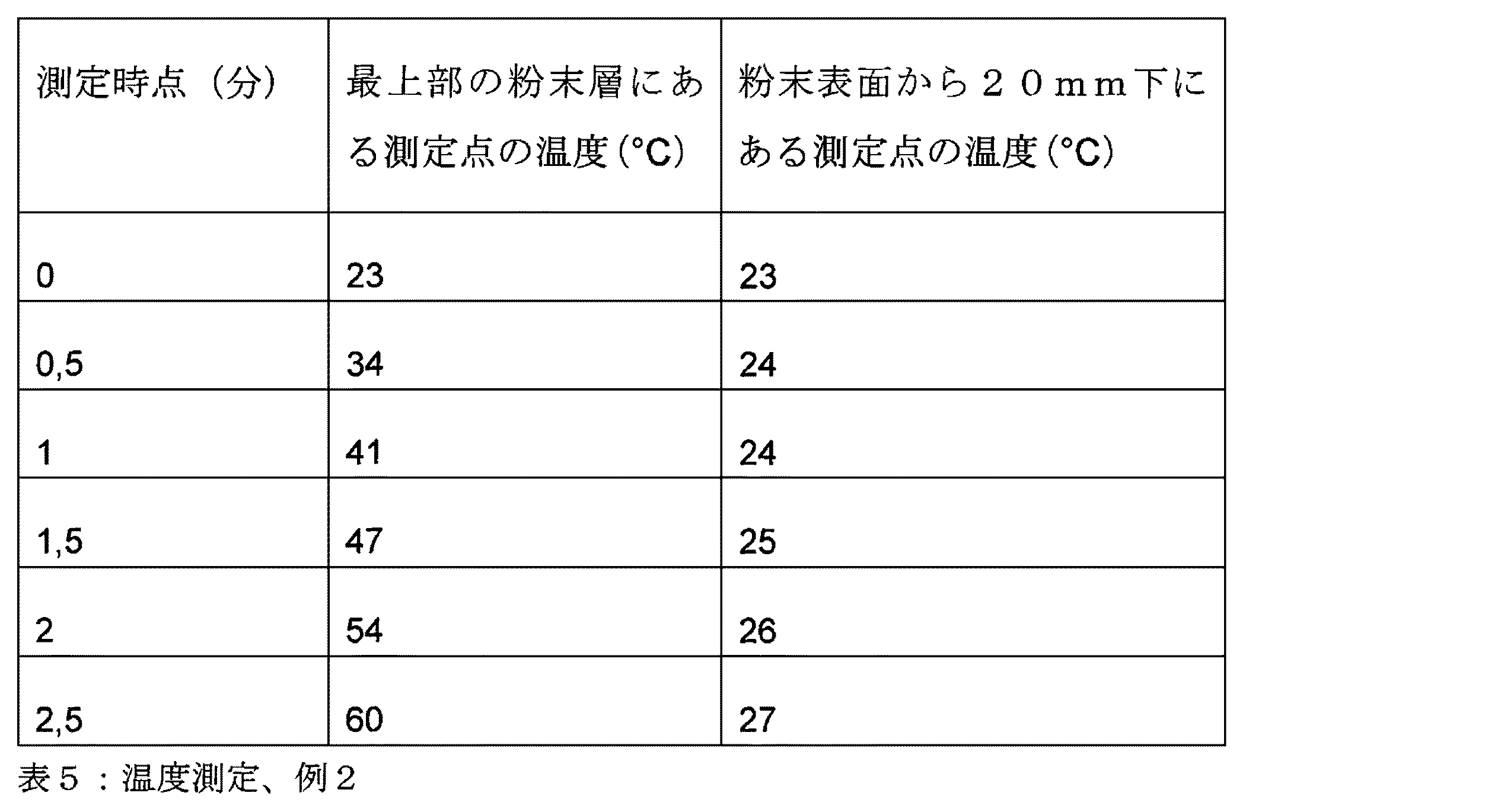
表1に記載した特性値を有するポリマー粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に載せ、高さ100mmの粉末床を作る。黒鉛シートから成る熱放射要素を有する放射加熱器(この要素は、2000nmの波長で最大強度を有する放射を発する)が、粉末床を加熱する。ここで熱放射要素の面積は、775cm2である。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表5に示されている。
表1に記載した特性値を有するポリマー粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に載せ、高さ100mmの粉末床を作る。この粉末床を、放射加熱器により加熱する。この放射加熱器の熱放射要素は、6200nmの波長で最大強度を有する放射を発する。ここで最大放射強度の波長は10%未満、変動する。ここで熱放射要素の面積は、1852cm2である。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表6に示されている。ここで表面における温度は、本発明によらない例と比較して、明らかにより迅速に上昇する。これに対して深さ20mmにおける温度は、非常にゆっくりとしか上昇しない。これはつまり、比較的深い粉末層内にある粉末を過度に加熱することなく、このため熱によって不必要な負荷をかけることなく、粉末床の表面における温度を高められるということである。
表2に記載した特性値を有するポリマー粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に載せ、高さ100mmの粉末床を作る。この粉末床を、放射加熱器により加熱する。この放射加熱器の熱放射要素は、5700nmの波長で最大強度を有する放射を発する。ここで最大放射強度の波長は10%未満、変動する。ここで熱放射要素の面積は、2466cm2である。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表7に示されている。ここで表面における温度は、本発明によらない例と比較して、明らかにより迅速に上昇する。これに対して深さ20mmにおける温度は、非常にゆっくりとしか上昇しない。これはつまり、比較的深い粉末層内にある粉末を過度に加熱することなく、このため熱によって不必要な負荷をかけることなく、粉末床の表面における温度を高められるということである。
表3に記載した特性値を有するポリマー粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に載せ、高さ100mmの粉末床を作る。この粉末床を、放射加熱器により加熱する。この放射加熱器の熱放射要素は、5000nmの波長で最大強度を有する放射を発する。ここで最大放射強度の波長は10%未満、変動する。ここで熱放射要素の面積は、2466cm2である。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表8に示されている。ここで表面における温度は、本発明によらない例と比較して、明らかにより迅速に上昇する。これに対して深さ20mmにおける温度は、非常にゆっくりとしか上昇しない。これはつまり、比較的深い粉末層内にある粉末を過度に加熱することなく、このため熱によって不必要な負荷をかけることなく、粉末床の表面における温度を高められるということである。
表1に記載した特性値を有するポリマー粉末を、製造領域(寸法は35cm×35cm、面積は1225cm2)内に載せ、高さ100mmの粉末床を作る。この粉末床を、放射加熱器により加熱する。この放射加熱器の熱放射要素は、7050nmの波長で最大強度を有する放射を発する。ここで熱放射要素の面積は、1852cm2である。ここで最大放射強度の波長は5%未満、変動する。粉末床の表面における温度と、粉末床内で深さ20mmの温度を測定し、記録する。その結果が、表9に示されている。ここで表面における温度は、本発明によらない例と比較して、明らかにより迅速に上昇する。これに対して深さ20mmにおける温度は、非常にゆっくりとしか上昇しない。これはつまり、比較的深い粉末層内にある粉末を過度に加熱することなく、このため熱によって不必要な負荷をかけることなく、粉末床の表面における温度を高められるということである。
Claims (5)
- 三次元物体を層ごとに製造する方法であって、
以下の工程:
a)電磁線の作用によって固化可能な粉末材料の層を載せる工程、
b)熱放射要素の放射によって、最大温度がDIN 53765に従う融点を10K下回る温度に、粉末材料を加熱する工程、前記熱放射要素の最大放射強度は、5000nmの波長、又はそれよりも長い波長にあり、ここで、前記熱放射要素の面積が、加熱すべき粉末床の垂直投影面積の少なくとも100%であり、かつ、前記最大放射強度の波長変動は10%未満であり、
c)三次元物体の断面に相当する前記粉末材料の少なくとも1つの領域を、選択的に溶融及び/又は焼結させる工程、
d)三次元物体が得られるまで、前記工程a)〜c)を繰り返す工程、
が含まれている、前記方法。 - 請求項1に記載の方法において、
前記熱放射要素の放射照度が、加熱すべき粉末床の垂直投影面積に対して少なくとも2000W/m2であることを特徴とする、前記方法。 - 三次元物体を層ごとに製造するための装置において、
熱放射要素が含まれており、電磁線を粉末床の表面に放つ前記熱放射要素の面積が、製造フレームによって区切られている粉末床の垂直投影面積の少なくとも100%であり、ここで、前記熱放射要素の最大放射強度は、少なくとも5000nmの波長にあるように構成されており、かつ、前記最大放射強度の波長変動は10%未満であることを特徴とする、前記装置。 - 請求項3に記載の装置において、
前記熱放射要素は、該熱放射要素の面法線の方向への合計放射率が、少なくとも0.2であるように構成されていることを特徴とする、前記装置。 - 請求項1又は2に記載の方法で使用される粉末材料において、
5000nmを超える波長における吸収率が、少なくとも0.8であることを特徴とする、前記粉末材料。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016205053.2A DE102016205053A1 (de) | 2016-03-24 | 2016-03-24 | Verfahren zum Aufschmelzen/Sintern von Pulverpartikeln zur schichtweisen Herstellung von dreidimensionalen Objekten |
| DE102016205053.2 | 2016-03-24 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017170899A JP2017170899A (ja) | 2017-09-28 |
| JP2017170899A5 JP2017170899A5 (ja) | 2018-11-01 |
| JP6501812B2 true JP6501812B2 (ja) | 2019-04-17 |
Family
ID=58387698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017058621A Active JP6501812B2 (ja) | 2016-03-24 | 2017-03-24 | 三次元物体を層ごとに製造するために、粉末粒子を溶融/焼結する方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10632730B2 (ja) |
| EP (1) | EP3222410B1 (ja) |
| JP (1) | JP6501812B2 (ja) |
| CN (1) | CN107225758B (ja) |
| DE (1) | DE102016205053A1 (ja) |
| ES (1) | ES2785600T3 (ja) |
| PL (1) | PL3222410T3 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016219080A1 (de) | 2016-09-30 | 2018-04-05 | Evonik Degussa Gmbh | Polyamidpulver für selektive Sinterverfahren |
| DE102017203523A1 (de) | 2016-10-04 | 2017-06-29 | Evonik Degussa Gmbh | Vorrichtung zum Erwärmen polymerer Pulver mittels Strahlung bei Pulverbeschichtungsverfahren |
| DE102018100508A1 (de) * | 2017-10-18 | 2019-04-18 | Value & Intellectual Properties Management Gmbh | 3D-Schmelzdruckverfahren |
| EP3501695A1 (de) | 2017-12-22 | 2019-06-26 | Evonik Degussa GmbH | Vorrichtung zur schichtweisen herstellung von dreidimensionalen objekten sowie herstellungsverfahren dazu |
| CN108480625A (zh) * | 2018-03-12 | 2018-09-04 | 北京工业大学 | 一种基于选区激光熔化技术的碳化硅颗粒增强铝基复合材料成形方法 |
| EP3698956A1 (de) | 2019-02-21 | 2020-08-26 | Evonik Operations GmbH | Verfahren zur oberflächenbearbeitung von polymeren dreidimensionalen objekten |
| JP2023078601A (ja) * | 2021-11-26 | 2023-06-07 | セイコーエプソン株式会社 | 三次元造形装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5155321A (en) | 1990-11-09 | 1992-10-13 | Dtm Corporation | Radiant heating apparatus for providing uniform surface temperature useful in selective laser sintering |
| US5342919A (en) | 1992-11-23 | 1994-08-30 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| US5527877A (en) | 1992-11-23 | 1996-06-18 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| US5648450A (en) | 1992-11-23 | 1997-07-15 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therein |
| US5990268A (en) | 1992-11-23 | 1999-11-23 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| SE509088C2 (sv) | 1997-04-30 | 1998-12-07 | Ralf Larsson | Sätt och anordning för framställning av volymkroppar |
| US6007764A (en) | 1998-03-27 | 1999-12-28 | United Technologies Corporation | Absorption tailored laser sintering |
| JP2003080604A (ja) * | 2001-09-10 | 2003-03-19 | Fuji Photo Film Co Ltd | 積層造形装置 |
| DE10236697A1 (de) * | 2002-08-09 | 2004-02-26 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Objekts mittels Sintern |
| US7159535B2 (en) * | 2003-05-21 | 2007-01-09 | Mdf Powder Coat Systems L.L.C. | Apparatus for heating and curing powder coatings on porous wood products |
| DE102004020452A1 (de) * | 2004-04-27 | 2005-12-01 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels elektromagnetischer Strahlung und Auftragen eines Absorbers per Inkjet-Verfahren |
| US7521652B2 (en) * | 2004-12-07 | 2009-04-21 | 3D Systems, Inc. | Controlled cooling methods and apparatus for laser sintering part-cake |
| DE102005022308B4 (de) * | 2005-05-13 | 2007-03-22 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objekts mit einem beheizten Beschichter für pulverförmiges Aufbaumaterial |
| DE102005024790A1 (de) | 2005-05-26 | 2006-12-07 | Eos Gmbh Electro Optical Systems | Strahlungsheizung zum Heizen des Aufbaumaterials in einer Lasersintervorrichtung |
| DE102007016656B4 (de) * | 2007-04-05 | 2018-10-11 | Eos Gmbh Electro Optical Systems | PAEK-Pulver, insbesondere zur Verwendung in einem Verfahren zum schichtweisen Herstellen eines dreidimensionalen Objektes, sowie Verfahren zu dessen Herstellung |
| DE102007024469B4 (de) * | 2007-05-25 | 2009-04-23 | Eos Gmbh Electro Optical Systems | Verfahren zum schichtweisen Herstellen eines dreidimensionalen Objekts |
| JP5467714B2 (ja) * | 2007-08-08 | 2014-04-09 | テクノポリマー株式会社 | レーザー焼結性粉体およびその造形物 |
| CN102380711B (zh) * | 2010-09-01 | 2014-08-06 | 中国科学院光电研究院 | 选择性烧结激光加工系统 |
| GB2493398B (en) | 2011-08-05 | 2016-07-27 | Univ Loughborough | Methods and apparatus for selectively combining particulate material |
| DE102011085154A1 (de) | 2011-10-25 | 2013-04-25 | Evonik Industries Ag | Vorrichtung zur Vermeidung von Ablagerungen an optischen Komponenten im Laser-Sintern |
| JP5995202B2 (ja) * | 2012-07-31 | 2016-09-21 | 株式会社アスペクト | 粉末積層造形装置及び粉末積層造形方法 |
| DE102013109162A1 (de) * | 2013-08-23 | 2015-02-26 | Fit Fruth Innovative Technologien Gmbh | Vorrichtung zum Herstellen dreidimensionaler Objekte |
-
2016
- 2016-03-24 DE DE102016205053.2A patent/DE102016205053A1/de not_active Withdrawn
-
2017
- 2017-03-17 PL PL17161624T patent/PL3222410T3/pl unknown
- 2017-03-17 ES ES17161624T patent/ES2785600T3/es active Active
- 2017-03-17 EP EP17161624.6A patent/EP3222410B1/de active Active
- 2017-03-23 CN CN201710177152.2A patent/CN107225758B/zh active Active
- 2017-03-24 JP JP2017058621A patent/JP6501812B2/ja active Active
- 2017-03-24 US US15/468,465 patent/US10632730B2/en active Active
-
2020
- 2020-02-27 US US16/803,464 patent/US11285662B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170274591A1 (en) | 2017-09-28 |
| ES2785600T3 (es) | 2020-10-07 |
| JP2017170899A (ja) | 2017-09-28 |
| US20200230937A1 (en) | 2020-07-23 |
| US11285662B2 (en) | 2022-03-29 |
| EP3222410B1 (de) | 2020-02-12 |
| US10632730B2 (en) | 2020-04-28 |
| CN107225758A (zh) | 2017-10-03 |
| CN107225758B (zh) | 2020-03-03 |
| DE102016205053A1 (de) | 2017-09-28 |
| PL3222410T3 (pl) | 2020-07-13 |
| EP3222410A1 (de) | 2017-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6501812B2 (ja) | 三次元物体を層ごとに製造するために、粉末粒子を溶融/焼結する方法 | |
| US11731361B2 (en) | Process and apparatus for producing 3D moldings comprising a spectrum converter | |
| US12330368B2 (en) | Method and device for lithography-based additive production of three-dimensional shaped bodies | |
| US11752697B2 (en) | Device and method for making a three-dimensional object | |
| JP6626033B2 (ja) | 空隙を有する物体を選択的レーザ焼結する装置及び方法 | |
| US20180326662A1 (en) | Method and device for 3d printing with a narrow wavelength spectrum | |
| JP2017170899A5 (ja) | ||
| JP6496406B2 (ja) | 表面の加熱制御 | |
| KR102393703B1 (ko) | 적층에 의한 3d 형상 물품의 제조 방법 및 장치 | |
| CN104010749B (zh) | 用于制备三维物体的方法和装置 | |
| US9327450B2 (en) | Device and method for manufacturing a three-dimensional object by means of an application device for building material in powder form | |
| CN105939839B (zh) | 用于改进地控制在生成式层构建过程中的能量输入的方法和设备 | |
| EP2851180A1 (en) | Method and apparatus for forming three-dimensional articles | |
| US11273600B2 (en) | Method and device for a generative manufacturing of a three-dimensional object | |
| US10981322B2 (en) | Process for the accelerated production of objects by means of generative manufacturing | |
| US10967575B2 (en) | Method and device for the generative manufacturing of a three-dimensional object | |
| KR20160091329A (ko) | 슬립을 이용하는 3d 프린팅 방법 | |
| CN107073824A (zh) | 制作三维对象 | |
| US20200079009A1 (en) | Method and device for producing a three-dimensional object | |
| JP2017165998A (ja) | 三次元造形方法 | |
| JP7462185B2 (ja) | 3次元焼成物の製作方法 | |
| CN117561149A (zh) | 含有碳化硅作为主要成分的制品及其制造方法 | |
| Medvedeva et al. | Advanced laser irradiation strategies for tailoring temperature profiles for laser-based powder bed fusion (PBF-LB/P) of highly absorbing polymers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180625 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20180918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190319 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6501812 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |