JP6513464B2 - ポリアミド樹脂組成物およびその成形体 - Google Patents
ポリアミド樹脂組成物およびその成形体 Download PDFInfo
- Publication number
- JP6513464B2 JP6513464B2 JP2015088568A JP2015088568A JP6513464B2 JP 6513464 B2 JP6513464 B2 JP 6513464B2 JP 2015088568 A JP2015088568 A JP 2015088568A JP 2015088568 A JP2015088568 A JP 2015088568A JP 6513464 B2 JP6513464 B2 JP 6513464B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- polyamide
- polyamide resin
- parts
- resin composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
ポリアミド樹脂(A)90〜40質量部;
発泡核剤(B)0.5〜10質量部;
ガラス繊維(C)5〜50質量部;および
ガラス繊維(C)以外の繊維状充填材(D)3〜30質量部
を全ポリアミド樹脂組成物100質量部に対して含み、
繊維状充填材(D)の発泡核剤(B)に対する質量比((D)/(B))が2〜30であるポリアミド樹脂組成物に関する。
本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)、発泡核剤(B)、ガラス繊維(C)およびガラス繊維以外の繊維状充填材(D)を含有する。
ペレット:
繊維長:通常0.1〜1mm、好ましくは0.2〜0.8mm;
L/d比:通常10〜150、好ましくは15〜100。
製品:
繊維長:通常0.1〜0.8mm、好ましくは0.15〜0.5mm;
L/d比:通常10〜80、好ましくは15〜50。
ペレット:
繊維長L:通常0.1〜1000μm、好ましくは0.5〜500μm;
L/d比およびL/d’比:通常1〜500、好ましくは2〜100。
製品:
繊維長L:通常0.05〜600μm、好ましくは0.1〜400μm;
L/d比およびL/d’比:通常1〜300、好ましくは2〜50。
(I)ポリアミド樹脂組成物を用いた発泡成形体の製造
本発明のポリアミド樹脂組成物は、発泡剤を配合することで、常法により発泡成形し、発泡成形体を得ることができる。一例において、本発明のポリアミド樹脂組成物を発泡剤と混合し、この混合物を成形機中に供給して溶融および混練し、例えば、後述する射出コアバック式の射出成形方法で射出成形して所望の製品等の発泡成形体を得ることができる。発泡剤が後述の物理発泡剤であるときには、溶融樹脂中に物理発泡剤を直接加えて均一分散液を得、次いで射出成形により発泡成形体とすることができる。
本発明のポリアミド樹脂組成物は、発泡剤を配合することなく、常法により単に成形してペレット等の予備成形体とすることもできる。一例において、本発明のポリアミド樹脂組成物を発泡剤と混合することなく、成形機中に供給して溶融および混練し、常法により単に成形して、ペレット状または粒状の予備成形体を得ることができる。次いで、予備成形体を前記と同様の発泡剤と混合(ドライブレンド)し、この混合物を成形機中に供給して溶融および混練し、例えば、後述する射出コアバック式の射出成形方法で射出成形して所望の製品などの発泡成形体を得ることができる。発泡剤が後述する物理発泡剤であるときには、前記と同様に、溶融樹脂中に発泡剤を直接加えることができる。
本発明の発泡成形体は、機械的強度および表面外観の観点から、発泡セルが存在するコア部を、発泡セルが存在しないスキン層で包括した形態とすることが好ましい。このような発泡成形体は、例えば、射出コアバック式の射出成形方法で得ることができる。詳しくは射出成形機において、溶融したポリアミド樹脂組成物を金型キャビティ内に射出し、保圧をかけないか、または、溶融樹脂が流動末端付近に到達した時点で0.2〜2.0秒の間、20〜100MPaの保圧をかける。次いで金型キャビティを構成する金型コア部(可動型)を1〜100mm/sの速度で、金型キャビティの厚みが拡張する方向へ後退させる。ここで、ダイプレートの後退距離と金型キャビティの初期深さより、次式を用いて求められる値を設定発泡倍率(X)と定義する。
設定発泡倍率(X)=(初期深さ+ダイプレートの後退距離)/(初期深さ)
本発明のポリアミド樹脂組成物を用いて得られた発泡成形体は、電気・電子機器分野、自動車分野、あるいは機械分野などに好適に用いられる。
自動車部品用途においては、エンジンカバー、エアインテークマニホールド、スロットルボディ、エアインテークパイプ、ラジエタータンク、ラジエターサポート、ラジエターホース、ラジエターグリル、タイミングベルトカバー、ウォーターポンプレンレット、ウォーターポンプアウトレット、クーリングファン、ファンシュラウド、エンジンマウント等のエンジン周辺部品、プロペラシャフト、スタビライザーバーリンケージロッド、アクセルペダル、ペダルモジュール、シールリング、ベアリングリテーナー、ギア等の機構部品、オイルパン、オイルフィルターハウジング、オイルフィルターキャップ、オイルレベルゲージ、燃料タンク、燃料チューブ、フューエルカットオフバルブ、キャニスター、フューエルデリバリーパイプ、フューエルフィラーネック、フューエルセンダーモジュール、燃料配管用継手等の燃料・配管系部品、ワイヤーハーネス、リレーブロック、センサーハウジング、エンキャプシュレーション、イグニッションコイル、ディストリビューター、サーモスタットハウジング、クイックコネクター、ランプリフレクタ、ランプハウジング、ランプエクステンション、ランプソケット等の電装系部品、リアスポイラー、ホイールカバー、ホイールキャップ、カウルベントグリル、エアアウトレットルーバー、エアスクープ、フードバルジ、フェンダー、バックドア、シフトレバーハウジング、ウインドーレギュレータ、ドアロック、ドアハンドル、アウトサイドドアミラーステー等の各種内外装部品等で好適に用いることができる。
1.原料
(A)ポリアミド樹脂
・A−1:ポリアミド6樹脂(ユニチカ社製A1030BRF−BA)、相対粘度3.1。
・A−2:ポリアミド66樹脂(ユニチカ社製E2000)、相対粘度2.8。
・A−3:非晶性ポリアミド樹脂、イソフタル酸/テレフタル酸/1,6−ヘキサンジアミンの重縮合体(EMS社製G21)、相対粘度2.0。
・B−1:タルク(日本タルク社製 K−1)、平均径8μm。
・B−2:炭酸カルシウム(白石工業社製 ホワイトンP−10)、平均径3μm。
・B−3:マイカ(イメリス社製325HK)、平均径65μm。
・C−1:ガラス繊維(日本電気硝子社製T−289)、繊維長L3mm、繊維径d13μm、L/d比231。
・C−2:ガラス繊維(オーウェンスコーニング社製DEFT2A)、繊維長L3mm、繊維径d7μm、L/d比429。
・D−1:ワラストナイト(キンセイマテック社製FPW#400)、繊維長L32μm、繊維径d8μm、L/d比4。
・D−2:セピオライト(TOLSA社製PANGEL HV)、繊維長L:0.2〜2μm、繊維幅:0.1〜0.3μm、繊維厚さd’:0.05〜0.1μm、L/d’比2〜40。
・E−1:3−グリシドキシプロピルトリメトキシシラン(信越シリコーン社製KBM−403)、エポキシ系
・E−2:3−メタクリロキシプロピルトリメトキシシラン(信越シリコーン社製KBM−503)、メタクリル系
・EB−106:永和化成工業社製、ABS(アクリロニトリル−ブタジエン−スチレン共重合体樹脂)をキャリアレジンとするADCA(アゾジカルボンアミド)のマスターバッチ。
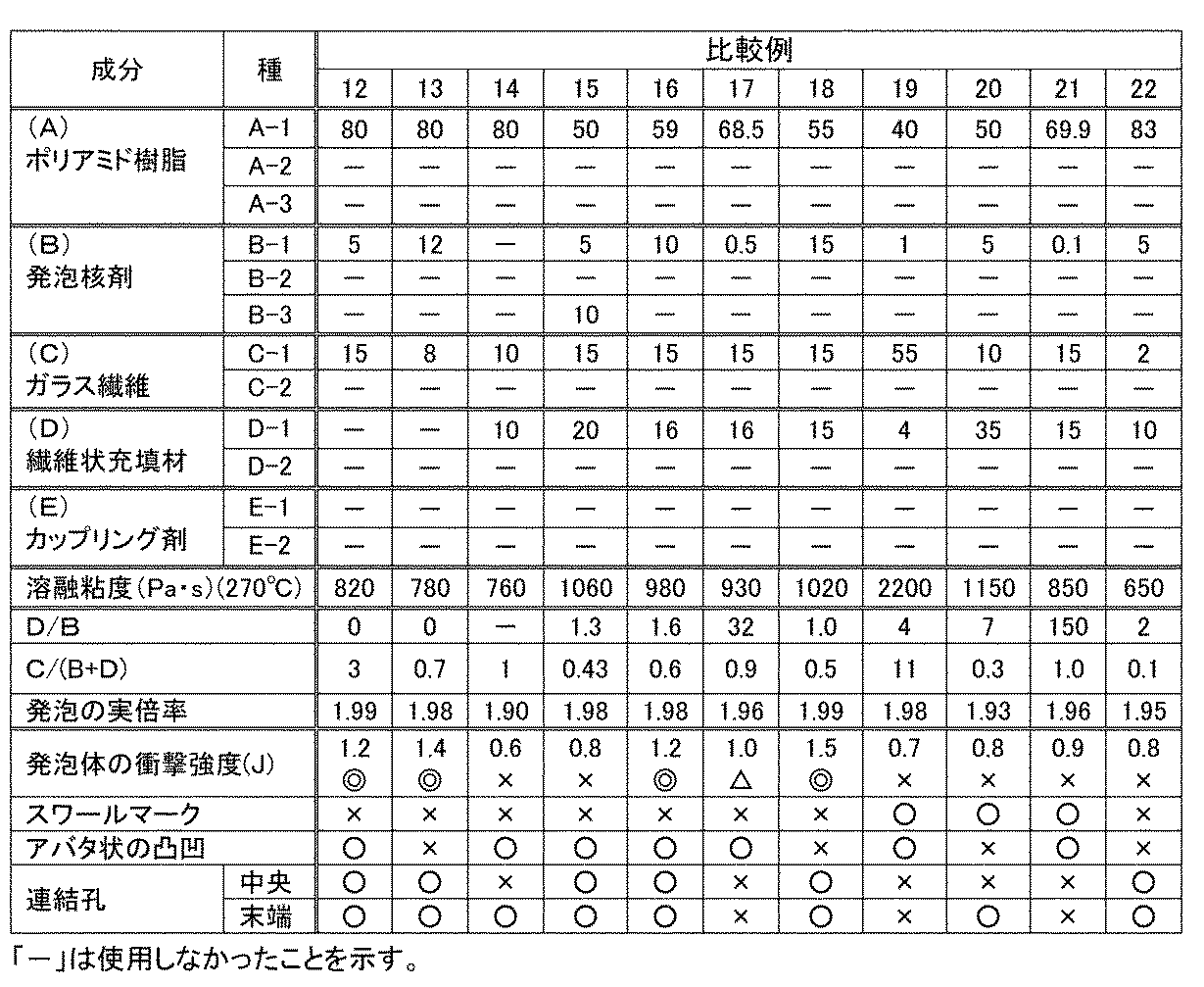
1)発泡体の衝撃強度
射出コアバック方式で発泡前厚み2mmが発泡後厚み4mm(設定発泡倍率2倍)となるように発泡成形して得られた100mm×100mmの板状の発泡成形体を用い、グラフィックインパクトテスター(東洋精機製作所社製)で破壊時の衝撃吸収エネルギーを計測した。得られた衝撃吸収エネルギーの値を衝撃強度とした。
◎◎:衝撃強度が1.8J以上である;
◎:衝撃強度が1.2J以上である;
○:衝撃強度が1.1J以上である;
△:衝撃強度が1.0J以上である(実用上問題なし);
×:衝撃強度が1.0J未満である(実用上問題あり);
前述の発泡成形体について、その表面外観を目視観察した。
2)−1:スワールマークの有無
スワールマークの有無を判断した。発泡体表面にスワールマークがないものを○、あるものを×とした。スワールマークのないものの中で、特に発泡成形体表面の光沢に優れたものを◎とした。○と◎を合格とした。
アバタ状凸凹の有無を判断した。発泡成形体表面にアバタ状凸凹がないものを○、アバタ状凸凹があるものを×とした。○を合格とした。
前述の発泡成形体について、中央部と流動末端部の断面を目視観察した。連結孔がないものを○、連結孔があるものを×とした。○を合格とした。ここで、連結孔は直径が1mm以上の孔であり、周囲の発泡セルとは大きさが明らかに異なるものである。連結孔の直径は当該孔の寸法における最大長のことである。
ポリアミド樹脂(A−1)70質量部をクボタ製ロスインウェイト式連続定量供給装置CE−W−1を用いて計量し、スクリュー径37mm、L/D40の同方向二軸押出機(東芝機械社製TEM37BS)の主供給口に供給した。押出機のバレル温度設定は、270℃〜290℃、スクリュー回転数250rpm、吐出量35kg/hとして溶融混練を行い、サイドフィーダーより繊維状充填材(D−1)を14質量部と発泡核剤(B−1)を1質量部、ガラス繊維(C−1)を15質量部供給しさらに混練を行った。最後にダイスからストランド状に引き取った後、水槽に通して冷却固化し、それをペレタイザーでカッティングしてポリアミド樹脂組成物ペレットを得た。
(A)〜(E)成分として表1〜表4に示す所定の材料を所定の量で用いたこと以外、実施例1と同様の方法により、発泡成形体を得た。
Claims (6)
- ポリアミド樹脂(A)90〜40質量部;
発泡核剤(B)0.5〜10質量部;
ガラス繊維(C)5〜50質量部;および
ガラス繊維(C)以外の繊維状充填材(D)3〜30質量部
を全ポリアミド樹脂組成物100質量部に対して含み、
発泡核剤(B)が、タルク、カオリン、マイカ、クレイ、セリサイト、シリカ、および炭酸カルシウムからなる群から選択されるいずれか1種以上であり、
繊維状充填材(D)の発泡核剤(B)に対する質量比((D)/(B))が2〜30であるポリアミド樹脂組成物を発泡の実倍率1.4以上で成形してなる成形体。 - ガラス繊維(C)の発泡核剤(B)と繊維状充填材(D)との合計量に対する質量比((C)/((B)+(D))が0.5以上である請求項1に記載の成形体。
- ガラス繊維以外の繊維状充填材(D)が、ワラストナイト、セピオライト、およびチタン酸カリウムウイスカーからなる群から選択されるいずれか1種以上である請求項1または2に記載の成形体。
- ポリアミド樹脂(A)がポリアミド6、ポリアミド66、および非晶性ポリアミドからなる群から選択されるいずれか1種以上である請求項1〜3のいずれかに記載の成形体。
- ポリアミド樹脂組成物がカップリング剤(E)をさらに含有する請求項1〜4のいずれかに記載の成形体。
- 自動車部品として用いられる請求項1〜5のいずれかに記載の成形体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015088568A JP6513464B2 (ja) | 2014-05-23 | 2015-04-23 | ポリアミド樹脂組成物およびその成形体 |
| CN201510264997.6A CN105086430B (zh) | 2014-05-23 | 2015-05-22 | 聚酰胺树脂组合物及其成型体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014106734 | 2014-05-23 | ||
| JP2014106734 | 2014-05-23 | ||
| JP2015088568A JP6513464B2 (ja) | 2014-05-23 | 2015-04-23 | ポリアミド樹脂組成物およびその成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016000802A JP2016000802A (ja) | 2016-01-07 |
| JP6513464B2 true JP6513464B2 (ja) | 2019-05-15 |
Family
ID=55076562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015088568A Expired - Fee Related JP6513464B2 (ja) | 2014-05-23 | 2015-04-23 | ポリアミド樹脂組成物およびその成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6513464B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102865549B1 (ko) * | 2019-04-04 | 2025-09-29 | 현대모비스 주식회사 | 내구성 및 내마모성이 우수한 웜휠용 조성물 및 이를 이용하여 제조된 웜휠 |
| TWI858084B (zh) * | 2019-06-28 | 2024-10-11 | 日商東洋紡Mc股份有限公司 | 發泡成形用聚醯胺樹脂組成物及發泡成形體 |
| CH717556A1 (de) * | 2020-06-22 | 2021-12-30 | Ems Chemie Ag | Polyamid-Formmasse mit niedrigem dielektrischem Verlustfaktor. |
| KR102321899B1 (ko) * | 2021-05-28 | 2021-11-04 | 덕양산업 주식회사 | 발포사출용 유리 장섬유 강화 열가소성 수지 조성물 및 이를 이용하여 제조된 배터리팩 하우징 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2777762B2 (ja) * | 1992-05-28 | 1998-07-23 | 東洋紡績 株式会社 | ポリアミド樹脂組成物 |
| JP2006206672A (ja) * | 2005-01-26 | 2006-08-10 | Mitsubishi Engineering Plastics Corp | ポリアミド樹脂組成物および導電性軸状成形品 |
| JP2007332308A (ja) * | 2006-06-16 | 2007-12-27 | Unitika Ltd | 難燃性ポリアミド樹脂組成物 |
| JP5503379B2 (ja) * | 2009-03-31 | 2014-05-28 | ユニチカ株式会社 | 繊維強化ポリアミド樹脂組成物 |
| JP5286322B2 (ja) * | 2009-04-20 | 2013-09-11 | 旭化成ケミカルズ株式会社 | 樹脂組成物 |
| CN102985490B (zh) * | 2010-09-30 | 2014-10-22 | 尤尼吉可株式会社 | 聚酰胺树脂组合物以及由它得到的成型体 |
| JP5797494B2 (ja) * | 2011-08-22 | 2015-10-21 | ユニチカ株式会社 | 発泡成形用ポリアミド樹脂組成物、およびこれより得られる発泡成形体 |
| JP5859898B2 (ja) * | 2012-03-30 | 2016-02-16 | ユニチカ株式会社 | 発泡成形用ポリアミド樹脂組成物およびこれを用いた発泡成形体 |
| JP6113017B2 (ja) * | 2012-08-20 | 2017-04-12 | ユニチカ株式会社 | 発泡剤組成物ペレットおよびその製造方法 |
-
2015
- 2015-04-23 JP JP2015088568A patent/JP6513464B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016000802A (ja) | 2016-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019038994A (ja) | 発泡成形用ポリアミド樹脂組成物、発泡用ポリアミド樹脂ペレット混合物および発泡成形体 | |
| JP6394394B2 (ja) | 発泡成形体用ポリアミド樹脂組成物、及びそれからなるポリアミド樹脂発泡成形体 | |
| JP5560056B2 (ja) | ポリアミド樹脂成形品の製造方法 | |
| JP6513464B2 (ja) | ポリアミド樹脂組成物およびその成形体 | |
| CN109423043A (zh) | 发泡成型用聚酰胺树脂组合物、发泡用聚酰胺树脂颗粒混合物和发泡成型体 | |
| JP5818021B2 (ja) | 扁平ガラス繊維強化樹脂発泡成形方法 | |
| CN105143350A (zh) | 玻璃纤维强化聚酰胺树脂组合物 | |
| JP6498966B2 (ja) | 射出発泡用ポリアミド系樹脂組成物及び射出発泡成形体 | |
| CN100592976C (zh) | 长纤维增强热塑性树脂制外部安装成形体 | |
| CN105086430B (zh) | 聚酰胺树脂组合物及其成型体 | |
| JP2014177560A (ja) | 液体アシスト成形用ポリアミド樹脂組成物およびそれを用いた中空成形品の製造方法 | |
| JP5859898B2 (ja) | 発泡成形用ポリアミド樹脂組成物およびこれを用いた発泡成形体 | |
| JP5797494B2 (ja) | 発泡成形用ポリアミド樹脂組成物、およびこれより得られる発泡成形体 | |
| JP2008508399A (ja) | 無機充填ポリアミド組成物のメッキ方法およびそれによって形成された物品 | |
| JP2007119669A (ja) | ポリアミド樹脂組成物 | |
| JP4535772B2 (ja) | 長繊維強化ポリアミド樹脂製自動車車体前部構造体 | |
| JP6155661B2 (ja) | 半芳香族ポリアミド樹脂組成物 | |
| JP2018002755A (ja) | ポリアミド樹脂組成物及びそれを用いた自転車部品 | |
| JP6250339B2 (ja) | ポリアミド樹脂組成物を成形して得られ、かつ、中空部分がある成形体の、内面平滑性を向上させる方法 | |
| JP2002363326A (ja) | ポリアミド樹脂発泡成形品 | |
| JP2006056938A (ja) | ポリアミド樹脂組成物 | |
| JP2006282943A (ja) | 成形性が改良されたポリアミド樹脂組成物 | |
| JP2013170249A (ja) | ポリアミド樹脂成形品およびその製造方法 | |
| JP2019035042A (ja) | 振動溶着用ポリアミド樹脂組成物 | |
| JP2002284991A (ja) | 自動車用燃料タンク部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6513464 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |