JP6519045B2 - ガラスパネル製造方法および液晶パネル製造方法 - Google Patents
ガラスパネル製造方法および液晶パネル製造方法 Download PDFInfo
- Publication number
- JP6519045B2 JP6519045B2 JP2017102308A JP2017102308A JP6519045B2 JP 6519045 B2 JP6519045 B2 JP 6519045B2 JP 2017102308 A JP2017102308 A JP 2017102308A JP 2017102308 A JP2017102308 A JP 2017102308A JP 6519045 B2 JP6519045 B2 JP 6519045B2
- Authority
- JP
- Japan
- Prior art keywords
- etching
- glass
- liquid crystal
- line
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Liquid Crystal (AREA)
- Surface Treatment Of Glass (AREA)
Description
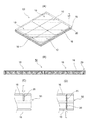
4−多面取り用ガラス母材
6,16−耐エッチングフィルム
10−液晶パネル
12−アレイ基板
14−カラーフィルタ基板
20−改質ライン
30−端子部切断溝
50−多面取り用ガラス母材
100−スマートフォン
122−電極端子部
250−スクライブホイール
300−エッチング装置
302,304−エッチングチャンバ
306−エッチング槽
Claims (4)
- ガラスパネルを多面取りするための多面取り用ガラス母材から所望形状のガラスパネルを複数得るためのガラスパネル製造方法であって、
前記多面取り用ガラス母材の表面に対して、耐エッチング性を備えた透明の耐エッチング層を形成するステップと、
取り出すべきガラスパネルの形状に対応する形状切断予定線に沿ってレーザを走査することによって、前記形状切断予定線に沿って、前記透明の耐エッチング層を除去しかつ前記多面取り用ガラス母材にエッチングされ易い性質の改質ラインを形成するレーザ走査ステップと、
前記レーザ走査ステップ後に、前記多面取り用ガラス母材をエッチング液に接触させることによって前記改質ラインをエッチングするエッチングステップと、
を少なくとも含み、
前記透明の耐エッチング層が、50μm〜100μmの薄型透明フィルムであることを特徴とするガラスパネル製造方法。 - アレイ基板およびカラーフィルタ基板を貼り合せてなる液晶パネルを多面取りするための多面取り用ガラス母材から所定形状の液晶パネルを複数得るための液晶パネル製造方法であって、
前記アレイ基板および前記カラーフィルタ基板に対して、耐エッチング性を備えた透明の耐エッチング層を形成するステップと、
液晶パネルの形状に対応する形状切断予定線に沿ってレーザを走査することによって、前記形状切断予定線に沿って、前記透明の耐エッチング層を除去しかつ前記多面取り用ガラス母材にエッチングされ易い性質の改質ラインを形成するレーザ走査ステップと、
前記レーザ走査ステップ後に、前記多面取り用ガラス母材をエッチング液に接触させることによって前記改質ラインをエッチングするエッチングステップと、
を少なくとも含み、
前記透明の耐エッチング層が、50μm〜100μmの薄型透明フィルムであることを特徴とする液晶パネル製造方法。 - 前記レーザ走査ステップにおいて、前記形状切断予定線に沿って、前記透明の耐エッチング層を除去しかつ前記改質ラインを前記アレイ基板または前記カラーフィルタ基板のいずれか一方にのみ形成することを特徴とする請求項2に記載の液晶パネル製造方法。
- 前記レーザ走査ステップにおいて、前記形状切断予定線に沿って、前記透明の耐エッチング層を除去しかつ前記改質ラインを前記アレイ基板または前記カラーフィルタ基板のいずれか一方にのみ形成し、その後に反対側からレーザを走査することによって前記透明の耐エッチング層を除去しかつ前記改質ラインを前記アレイ基板または前記カラーフィルタ基板のいずれか他方にも形成することを特徴とする請求項2に記載の液晶パネル製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017102308A JP6519045B2 (ja) | 2017-05-24 | 2017-05-24 | ガラスパネル製造方法および液晶パネル製造方法 |
| PCT/JP2018/019773 WO2018216712A1 (ja) | 2017-05-24 | 2018-05-23 | 透明性薄膜付ガラスパネル製造方法、透明性薄膜付液晶パネル製造方法、ガラスパネル製造方法、および液晶パネル製造方法 |
| CN201880039445.7A CN110770640A (zh) | 2017-05-24 | 2018-05-23 | 带透明薄膜的玻璃面板的制造方法、带透明薄膜的液晶面板的制造方法、玻璃面板制造方法以及液晶面板制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017102308A JP6519045B2 (ja) | 2017-05-24 | 2017-05-24 | ガラスパネル製造方法および液晶パネル製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018197800A JP2018197800A (ja) | 2018-12-13 |
| JP6519045B2 true JP6519045B2 (ja) | 2019-05-29 |
Family
ID=64663072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017102308A Active JP6519045B2 (ja) | 2017-05-24 | 2017-05-24 | ガラスパネル製造方法および液晶パネル製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6519045B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6803018B2 (ja) * | 2019-03-05 | 2020-12-23 | 株式会社Nsc | ガラス用エッチング液およびガラス基板製造方法 |
| CN112479582A (zh) * | 2020-12-11 | 2021-03-12 | 深圳市杰普特光电股份有限公司 | 一种玻璃倒角方法和装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4910746B2 (ja) * | 2007-02-13 | 2012-04-04 | セイコーエプソン株式会社 | 基材の分割方法、及び液滴吐出ヘッドの製造方法。 |
| JP2010026041A (ja) * | 2008-07-16 | 2010-02-04 | Seiko Epson Corp | 表示パネルの製造方法 |
| JP2010126398A (ja) * | 2008-11-27 | 2010-06-10 | Seiko Epson Corp | 表示パネルの製造方法 |
| JP5451443B2 (ja) * | 2010-02-15 | 2014-03-26 | 株式会社ジャパンディスプレイ | 電気的固体装置の製造方法 |
| JP2016534008A (ja) * | 2013-08-07 | 2016-11-04 | トルンプフ レーザー− ウント ジュステームテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツングTRUMPF Laser− und Systemtechnik GmbH | 透明の、ガラス状の、ガラス質の、セラミックのかつ/又は結晶質の層を有する板状のワークピースを加工する方法、並びにこのようなワークピース用の分離装置、並びにこのようなワークピースから成る製品 |
-
2017
- 2017-05-24 JP JP2017102308A patent/JP6519045B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018197800A (ja) | 2018-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6803018B2 (ja) | ガラス用エッチング液およびガラス基板製造方法 | |
| JP2005219960A (ja) | ガラスの切断分離方法、フラットパネルディスプレイ用ガラス基板、フラットパネルディスプレイ | |
| KR20210048000A (ko) | 크랙 프리 유리기판 절단 및 박형화 방법 | |
| JP7176695B2 (ja) | ガラス基板製造方法 | |
| WO2018216712A1 (ja) | 透明性薄膜付ガラスパネル製造方法、透明性薄膜付液晶パネル製造方法、ガラスパネル製造方法、および液晶パネル製造方法 | |
| CN112105984B (zh) | 液晶面板制造方法 | |
| JP6519045B2 (ja) | ガラスパネル製造方法および液晶パネル製造方法 | |
| JP2014069981A (ja) | 基板加工装置及び基板加工方法 | |
| JP2019109411A (ja) | 液晶パネル製造方法 | |
| JP2019156651A (ja) | ガラス基板切断装置およびこれを用いた液晶パネルの製造方法 | |
| JP6501093B1 (ja) | 透明性薄膜付ガラスパネル製造方法および透明性薄膜付液晶パネル製造方法 | |
| JP6519044B2 (ja) | 液晶パネル製造方法 | |
| JP7251704B2 (ja) | ガラス用エッチング液およびガラス基板製造方法 | |
| JP2019066783A (ja) | 基板製造方法 | |
| JP7759091B2 (ja) | ガラス基板製造方法 | |
| WO2018135565A1 (ja) | 液晶パネル製造方法 | |
| JP6534105B2 (ja) | 液晶パネル製造方法 | |
| JP2017031024A (ja) | 孔を有するガラス基板の製造方法 | |
| JP2019120738A (ja) | 液晶パネル製造方法 | |
| JP2019028202A (ja) | 液晶パネル製造方法 | |
| JP7058870B2 (ja) | 液晶パネル製造方法 | |
| JP2018136492A (ja) | 液晶パネル製造方法およびこれに用いられる保護ガラスプレート | |
| JP2019078838A (ja) | 液晶パネル製造方法 | |
| KR102512078B1 (ko) | 셀단위 유리기판 제조방법 | |
| KR102421155B1 (ko) | 셀단위 기판 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6519045 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |