JP6519100B2 - 焼結造形方法、液状結合剤、および焼結造形物 - Google Patents
焼結造形方法、液状結合剤、および焼結造形物 Download PDFInfo
- Publication number
- JP6519100B2 JP6519100B2 JP2014088895A JP2014088895A JP6519100B2 JP 6519100 B2 JP6519100 B2 JP 6519100B2 JP 2014088895 A JP2014088895 A JP 2014088895A JP 2014088895 A JP2014088895 A JP 2014088895A JP 6519100 B2 JP6519100 B2 JP 6519100B2
- Authority
- JP
- Japan
- Prior art keywords
- inorganic particles
- shaped
- layer
- sintered
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/40—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material
- B28B7/46—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material for humidifying or dehumidifying
- B28B7/465—Applying setting liquid to dry mixtures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Civil Engineering (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Powder Metallurgy (AREA)
- Producing Shaped Articles From Materials (AREA)
Description
まず、セラミックや金属等を含む粉末材料を層状に沈積する。次いで、粉末材料同士を結合させる結合剤材料を、粉末材料の層の選択された領域に塗布する。すると、粉末材料間の空隙に浸透した結合剤材料が、粉末材料同士を接合することによって、三次元造形物の二次元断面層に対応する造形物が形成される。こうした粉末材料の沈積と、結合剤材料の塗布とを交互に繰り返すことによって二次元断面層が積層され、三次元構造を有した造形物が形成(造形)される。
実施形態1として、3次元形状の立体モデル(焼結造形物)を造形する一つの手法としての積層造形における焼結造形材料、焼結造形装置、「焼結造形方法」、焼結造形に用いる「液状結合剤」、およびこれらによって造形された「焼結造形物」を説明する。
積層造形の方法としては、三次元造形物の断面形状を形成すべく焼結造形材料で構成された薄い層にインクジェット法により選択的に液状結合剤を付与し、液状結合剤を付与した部分を硬化させながら次々と積層することにより三次元造形物を形成する方法を用いている。
以下、それぞれについて具体的に説明する。
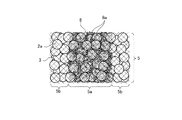
図1は、焼結造形材料1の常温(15〜25℃)における状態を示す概念図である。
焼結造形材料1は、積層造形法により3次元形状の立体モデル(焼結造形物)を造形する際に使用する材料(主材)であり、焼結造形材料1によって焼結造形物の基本となる各層、つまり焼結造形物の各断面形状を形成するための層(以下造形層という)を形成する。
焼結造形材料1は、粉末の「第1の無機粒子」から成る粉末材料2および「熱可塑性バインダー」としてのバインダー材料3などによって構成される。
粉末材料2は、「第1の無機粒子」としての無機粒子2aの集合体として構成される。
無機粒子2aには、金属粒子やセラミック粒子を用いることができる。無機粒子2aは、平均粒子径が0.1μm以上30μm以下の略球形である。平均粒子径は、1μm以上15μm以下であることが更に好ましい。また、真球形状に近いほどより好ましい。これにより、焼結造形物の形状に係る制御性、特に焼結造形物の外形を規定する辺や角部における形状の制御性が向上する。
なお、バインダー材料3は、ポリカプロラクトンジオールに限定するものではなく、常温で固体の熱可塑性を有し、その熱分解開始温度が50℃以上で無機粒子2aの焼結温度より低いものを用いる。例えば、融点が50〜100℃、熱分解開始温度が約250℃のエチレン酢酸ビニル共重合体や、融点が約120℃、熱分解開始温度が約400℃のポリエチレンなどであっても良い。
それぞれ、常温では、ろう状、ワセリン状、フレーク状などの固体で、融点を超えると融解し液状となる。
図2は、焼結造形装置100を説明する模式図である。
図2において、Z軸方向が上下方向、−Z方向が鉛直方向、Y軸方向が前後方向、+Y方向が手前方向、X軸方向が左右方向、+X方向が左方向、X−Y平面が、焼結造形装置100が設置される平面と平行な面としている。
焼結造形装置100は、材料供給部10、加熱部20、展延部30、造形部40、描画部50、硬化部60、現出部70、脱脂焼結部80、およびそれぞれを制御する制御部(図示省略)などを備えている。
なお、材料供給部10は、この構成に限定するものではなく、例えば、焼結造形材料1を収容したカートリッジを装填し加熱する装填部を備え、装填されたカートリッジをバインダー材料3の融点以上に加熱することで焼結造形材料1に流動性を持たせて加熱部20に供給する構成(図示省略)などであっても良い。
スクイージ31は、X軸方向に移動可能に設けられたY軸方向に延在する細長い板状体であり、X―Y平面上で流動性造形材料4を−X方向にすり押すように移動させることで、流動性造形材料4を薄く展延させることができる。
展延部30は、造形部40が備えるステージ41上に流動性造形材料4を展延し造形層5を形成する。
なお、流動性造形材料4を薄く展延させる方法は、スクイージ31により展延する方法に限定するものでない。例えば、エアにより押圧して展延する方法や、加熱部を備えたステージを回転させて遠心力により展延する方法などであっても良い。
吐出ヘッド51は、インクジェット法により液状結合剤8をステージ41上の造形層5に吐出するノズル(図示省略)を備えている。
カートリッジ装填部52は、液状結合剤8を収容したインクカートリッジを装填し、液状結合剤8を吐出ヘッド51に供給する。
キャリッジ53は、吐出ヘッド51、カートリッジ装填部52(つまりはインクカートリッジ)を搭載し、キャリッジ移動機構54によって、ステージ41の上面を移動する。
キャリッジ移動機構54は、X−Y軸直動搬送機構を有し、キャリッジ53をX―Y平面で移動(走査)させる。
なお、現出処理は、バインダー材料3が水溶性の場合において、水洗などにより非造形部5bを洗い流し除去する方法であってもよいため、不要部除去手段として、水洗槽などを備える構成であっても良い。
図3は、実施形態1に係る「液状結合剤」としての液状結合剤8の概念図である。
液状結合剤8は、液状の液体部9に「第2の無機粒子」としての無機粒子8aを含んでいることを特徴としている。また、液体部9には、硬化剤8bを含んでいる。
次に、上述した焼結造形材料1および液状結合剤8を用い、焼結造形装置100を使用して「焼結造形物」を造形する「焼結造形方法」について説明する。
本実施形態に係る焼結造形方法は、以下の工程を含んでいる。
(1)無機粒子2aが含まれる焼結造形材料1を用いて造形層5を形成する造形層形成工程
(2)造形層5の所望の領域に無機粒子8aが含まれる液状結合剤8を付与する工程
(3)付与された液状結合剤8を硬化させて造形断面層6を形成する工程
(4)造形層5の液状結合剤8が付与されていない領域を除去する工程
(5)積層された造形断面層6を加熱して焼結処理する工程
なお、焼結造形装置100に焼結造形材料1を供給した後の工程から造形物7の焼結処理を行う工程までは、焼結造形装置100が備える制御部の制御によって行われる。
無機粒子8aには、好適例として、無機粒子2aと同じ素材の無機粒子を用いるが、これに限定するものではない。また、液状結合剤8に含む無機粒子8aの量は、形成された造形断面層6に含まれる無機粒子2aの重量と無機粒子8aの重量との比率が400:1〜3:1の範囲となるように調整する。具体的には、好適例として、焼結造形材料1において体積充填率が約70%となるように調整された無機粒子2aに対して、無機粒子2aの重量と無機粒子8aの重量との比率が9.5:1となるように無機粒子8aの含有量を調整する。
硬化剤8bには、好適例として紫外線硬化性樹脂を使用する。
加熱部20は、ホットプレート21により焼結造形材料1をバインダー材料3の融点以上の温度に加熱し、バインダー材料3を融解することで、流動性造形材料4を形成する。
造形層5の層厚みは、スクイージ31による展延の仕様によって制御される。具体的には、造形層5の層厚みは、スクイージ31の下端とX−Y平面(例えば初期位置におけるステージ41の表面)との間隙の大きさ、スクイージ31の移動速度、流動性造形材料4の粘度などによって変化するため、所望の厚みになるように適宜設定を行うことが望ましい。
図1においてフレーク状に分散していたバインダー材料3は、一旦融解し凝固することで、無機粒子2aの体積充填率を高め、無機粒子2aの表面を覆うようにして造形層5の全体に略均一に分布する。所望の位置に選択的に付与された液状結合剤8は、図4に示すように、無機粒子2a、バインダー材料3を含む領域(バインダー材料3に覆われた無機粒子2aの空隙部)に浸透し、造形部5aが形成される。また、無機粒子2aに比較して粒径の小さい無機粒子8aは、液状結合剤8(液体部9)が造形層5の内部に浸透するのに伴って無機粒子2aの隙間に入り込んでいく。
なお、液状結合剤8の硬化は、次に積層される造形層5に付与される液状結合剤8との界面の接合強度を保つために、硬化が完了しない程度に硬化させることが好ましい。
なお、流動性造形材料4を展延して造形層5を形成する工程をステージ41上以外の場所で行い、造形層5を順次ステージ41に移送することで積層する方法であっても良い。
主材(無機粒子2a)は、バインダー材料および付与し硬化した液状結合剤によって支えられているが、脱脂工程(図5に示すAのゾーン)では、バインダー材料および付与し硬化した液状結合剤が徐々に加熱分解されるため、主材(無機粒子2a)を結び付ける力は徐々に弱くなる。これは、従来技術においても、本実施例においても同様である。
従来技術では、脱脂が完了し、無機粒子同士の焼結が開始するまでの範囲(図5に示すBのゾーン)では、主材(無機粒子2a)を結び付ける力が極小となる。そのため、無機粒子の体積充填率が本実施形態と比較して低い(無機粒子2aのみのため)ことの影響も合わせて、造形物7の寸法変化が起こりやすい。
これに対し、本実施形態では、同様のBのゾーンにおいて無機粒子8aと無機粒子2aとの融着が開始するため、また無機粒子の体積充填率が従来技術と比較して高いため(無機粒子2aの空隙に無機粒子8aが入り込んでいるため)、造形物7の寸法変化が起こりにくい。
本実施形態の焼結造形方法は、無機粒子2aが含まれる焼結造形材料1を用いて造形層5を形成する造形層形成工程と、造形層5の所望の領域に無機粒子8aが含まれる液状結合剤8を付与する工程と、付与された液状結合剤8を硬化させて造形断面層6を形成する工程とを含む。これらの工程を含むことにより、造形断面層6には、無機粒子2aに加え、更に無機粒子8aを含ませることができる。また、造形層5の液状結合剤8が付与されていない領域を除去する工程と、積層された造形断面層6を加熱して焼結処理する工程と、を含む。これらの工程を含むことにより、積層された造形断面層6によって三次元造形物(焼結造形物)が造形され、また焼結処理をすることによって、その強度を高めることができる。
Claims (4)
- 第1の無機粒子およびバインダー材料が含まれる焼結造形材料を用いて造形層を形成する造形層形成工程と、
前記造形層の所望の領域に第2の無機粒子が含まれる液状結合剤を付与する工程と、
付与された前記液状結合剤を硬化させて前記第1の無機粒子の重量と前記第2の無機粒子の重量との比率が400:1〜3:1の範囲となる造形断面層を形成する工程と、
前記造形層の前記液状結合剤が付与されていない領域を除去する工程と、
前記造形断面層を前記第1の無機粒子の焼結開始温度より低い温度且つ、前記第2の無機粒子の焼結開始温度で加熱することで、前記造形断面層の前記液状結合剤および前記バインダー材料を除去しつつ、前記第2の無機粒子を前記第1の無機粒子に融着させ、前記第1の無機粒子同士を結着させる脱脂工程と、
前記造形断面層を加熱して焼結処理する工程と、を含むことを特徴とする焼結造形方法。 - 前記第1の無機粒子の平均粒子径と前記第2の無機粒子の平均粒子径との比率が50000:1〜10:1の範囲であることを特徴とする請求項1に記載の焼結造形方法。
- 前記第2の無機粒子の平均粒子径が0.001μm以上10μm以下であることを特徴とする請求項1または請求項2に記載の焼結造形方法。
- 前記第1の無機粒子および前記第2の無機粒子が、セラミック粒子または金属粒子であることを特徴とする請求項1ないし請求項3のいずれか一項に記載の焼結造形方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014088895A JP6519100B2 (ja) | 2014-04-23 | 2014-04-23 | 焼結造形方法、液状結合剤、および焼結造形物 |
| US15/108,388 US10183332B2 (en) | 2014-04-23 | 2015-04-20 | Sintering and shaping method |
| TW104112599A TWI659940B (zh) | 2014-04-23 | 2015-04-20 | 燒結造形方法及燒結造形物 |
| PCT/JP2015/002153 WO2015162905A1 (en) | 2014-04-23 | 2015-04-20 | Sintering and shaping method, liquid binding agent, and sintered shaped article |
| US16/217,468 US10780500B2 (en) | 2014-04-23 | 2018-12-12 | Sintering and shaping method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014088895A JP6519100B2 (ja) | 2014-04-23 | 2014-04-23 | 焼結造形方法、液状結合剤、および焼結造形物 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018239668A Division JP6724974B2 (ja) | 2018-12-21 | 2018-12-21 | 焼結造形方法、液状結合剤、および焼結造形物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015205485A JP2015205485A (ja) | 2015-11-19 |
| JP6519100B2 true JP6519100B2 (ja) | 2019-05-29 |
Family
ID=54332083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014088895A Expired - Fee Related JP6519100B2 (ja) | 2014-04-23 | 2014-04-23 | 焼結造形方法、液状結合剤、および焼結造形物 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US10183332B2 (ja) |
| JP (1) | JP6519100B2 (ja) |
| TW (1) | TWI659940B (ja) |
| WO (1) | WO2015162905A1 (ja) |
Families Citing this family (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101806252B1 (ko) * | 2015-10-02 | 2017-12-07 | 주식회사 쓰리디컨트롤즈 | 금속 분말 함유 조성물을 원료로 하는 3차원 프린팅 방법 |
| EP3184211A1 (fr) * | 2015-12-21 | 2017-06-28 | ETA SA Manufacture Horlogère Suisse | Matériau obtenu par compaction et densification de poudre(s) métallique(s) |
| JP6764228B2 (ja) * | 2015-12-22 | 2020-09-30 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための造形用材料 |
| EP3408427A4 (en) * | 2016-01-29 | 2019-11-06 | Hewlett-Packard Development Company, L.P. | ARTICLES OF METAL-LINKED PARTICLES |
| EP3412642B1 (en) | 2016-02-05 | 2023-08-30 | Japan Fine Ceramics Center | Production method of a ceramic compact |
| JP6720608B2 (ja) * | 2016-03-18 | 2020-07-08 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| US10946584B2 (en) | 2016-04-11 | 2021-03-16 | Hewlett-Packard Development Company, L.P. | Particulate build material |
| US11084210B2 (en) | 2016-05-17 | 2021-08-10 | Hewlett-Packard Development Company, L.P. | 3D printer with tuned coolant droplets |
| US10148206B2 (en) | 2016-06-27 | 2018-12-04 | General Electric Company | Controlling operation of a power converter based on grid conditions |
| US9987682B2 (en) | 2016-08-03 | 2018-06-05 | 3Deo, Inc. | Devices and methods for three-dimensional printing |
| KR102376234B1 (ko) | 2016-08-03 | 2022-03-21 | 3데오, 인크. | 3차원 인쇄를 위한 디바이스 및 방법 |
| CN106380206B (zh) * | 2016-09-07 | 2019-02-22 | 济南大学 | 一种用于3dp成型氮化锆粉体材料的制备 |
| JP2018066049A (ja) * | 2016-10-20 | 2018-04-26 | 株式会社リコー | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 |
| US20180236539A1 (en) * | 2017-02-21 | 2018-08-23 | Desktop Metal, Inc. | Jetting ceramic nanoparticles for fabrication of metal parts |
| BR112019010426A2 (pt) * | 2017-02-24 | 2019-09-03 | Hewlett-Packard Development Company, L.P. | impressão tridimensional (3d) |
| WO2018156933A1 (en) | 2017-02-24 | 2018-08-30 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| JP7191550B2 (ja) | 2017-05-31 | 2022-12-19 | キヤノン株式会社 | 物品の製造方法 |
| WO2018221563A1 (ja) * | 2017-05-31 | 2018-12-06 | キヤノン株式会社 | 造形方法及び造形装置 |
| EP3621757A4 (en) * | 2017-06-28 | 2021-01-13 | Hewlett-Packard Development Company, L.P. | THREE-DIMENSIONAL PRINTING |
| WO2019022757A1 (en) | 2017-07-28 | 2019-01-31 | Hewlett-Packard Development Company, L.P. | THREE DIMENSIONAL PRINTER |
| GB201712384D0 (en) * | 2017-08-01 | 2017-09-13 | Univ Liverpool | Additive manufacturing components and methods |
| US10639852B2 (en) * | 2017-09-07 | 2020-05-05 | Xyzprinting, Inc. | Stereolithography 3D printer |
| WO2019054320A1 (ja) * | 2017-09-12 | 2019-03-21 | キヤノン株式会社 | 立体物の製造方法及びこれに用いる製造装置 |
| JP6935279B2 (ja) * | 2017-09-12 | 2021-09-15 | キヤノン株式会社 | 立体物の製造方法及びこれに用いる製造装置 |
| JP6935278B2 (ja) * | 2017-09-12 | 2021-09-15 | キヤノン株式会社 | 立体物の製造方法及びこれに用いる前駆体組成物 |
| JP2020007584A (ja) * | 2018-07-04 | 2020-01-16 | キヤノン株式会社 | 造形方法及び造形装置 |
| JP6839423B2 (ja) * | 2018-08-06 | 2021-03-10 | 株式会社写真化学 | 光造形用スラリー及びそれを用いた光造形物の製造方法 |
| JP6748181B2 (ja) * | 2018-12-14 | 2020-08-26 | 株式会社ソディック | 積層造形装置 |
| JP2020104290A (ja) | 2018-12-26 | 2020-07-09 | キヤノン株式会社 | 造形装置および造形方法 |
| JP7185828B2 (ja) * | 2019-02-20 | 2022-12-08 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| JP7185829B2 (ja) * | 2019-02-20 | 2022-12-08 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| KR102146039B1 (ko) * | 2019-04-08 | 2020-08-20 | 한국세라믹기술원 | 3d 프린팅용 고점도 광경화성 세라믹 복합수지 조성물 및 그 제조 방법 |
| KR102129392B1 (ko) * | 2019-04-08 | 2020-07-03 | 한국세라믹기술원 | 모노머 네트워크 구조에 의한 고점도 3d 프린팅용 세라믹 복합수지 조성물 및 그 제조 방법 |
| US20220362850A1 (en) * | 2020-01-29 | 2022-11-17 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| GB202006473D0 (en) * | 2020-05-01 | 2020-06-17 | Univ Liverpool | Additive manufacturing components and methods |
| JP7451388B2 (ja) * | 2020-12-08 | 2024-03-18 | 株式会社東芝 | ろう付け補修方法 |
| US20240058865A1 (en) * | 2021-01-04 | 2024-02-22 | Exone Operating, Llc | High density aluminum parts from additive manufacturing |
| CN112974836B (zh) * | 2021-02-09 | 2023-04-25 | 重庆大学 | 一种镁合金3d增材制造高粘全液相烧结方法 |
| CN117300152A (zh) * | 2022-06-29 | 2023-12-29 | 日本活塞环株式会社 | 立体造型物及其制造方法、含钛中间立体造型物、含钛立体造型物 |
| CN116000310A (zh) * | 2023-01-18 | 2023-04-25 | 上海交通大学包头材料研究院 | 基于3d打印的锆钒铁吸气剂的制备方法及锆钒铁吸气剂 |
| WO2025084798A1 (ko) * | 2023-10-17 | 2025-04-24 | 한국재료연구원 | 점멸 광경화를 이용한 3d 프린팅 방법 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4793968A (en) * | 1982-12-29 | 1988-12-27 | Sermatech International, Inc. | Surface modified powder metal parts and methods for making same |
| US5204055A (en) | 1989-12-08 | 1993-04-20 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| JPH08192468A (ja) * | 1995-01-19 | 1996-07-30 | Hitachi Ltd | 立体モデルの製造方法及び装置 |
| US6989115B2 (en) | 1996-12-20 | 2006-01-24 | Z Corporation | Method and apparatus for prototyping a three-dimensional object |
| US7037382B2 (en) | 1996-12-20 | 2006-05-02 | Z Corporation | Three-dimensional printer |
| JP3433219B2 (ja) | 1998-11-17 | 2003-08-04 | 独立行政法人産業技術総合研究所 | 金属或いはセラミックス製品の製造方法 |
| US6746506B2 (en) * | 2002-07-12 | 2004-06-08 | Extrude Hone Corporation | Blended powder solid-supersolidus liquid phase sintering |
| US7220380B2 (en) | 2003-10-14 | 2007-05-22 | Hewlett-Packard Development Company, L.P. | System and method for fabricating a three-dimensional metal object using solid free-form fabrication |
| JP2005144870A (ja) * | 2003-11-14 | 2005-06-09 | Noritake Co Ltd | 三次元造形体の製造方法および製造装置 |
| WO2009017648A1 (en) * | 2007-07-26 | 2009-02-05 | The Ex One Company, Llc | Nanoparticle suspensions for use in the three-dimensional printing process |
| JP4330086B1 (ja) | 2009-02-09 | 2009-09-09 | 株式会社テクネス | 非酸化物セラミックス製品の製造方法 |
| WO2015100085A2 (en) * | 2013-12-23 | 2015-07-02 | The Exone Company | Methods and systems for three-dimensional printing utilizing a jetted-particle binder fluid |
| JP6390108B2 (ja) | 2014-02-07 | 2018-09-19 | セイコーエプソン株式会社 | 焼結造形材料、焼結造形方法、焼結造形物および焼結造形装置 |
-
2014
- 2014-04-23 JP JP2014088895A patent/JP6519100B2/ja not_active Expired - Fee Related
-
2015
- 2015-04-20 US US15/108,388 patent/US10183332B2/en active Active
- 2015-04-20 WO PCT/JP2015/002153 patent/WO2015162905A1/en not_active Ceased
- 2015-04-20 TW TW104112599A patent/TWI659940B/zh not_active IP Right Cessation
-
2018
- 2018-12-12 US US16/217,468 patent/US10780500B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US10183332B2 (en) | 2019-01-22 |
| TWI659940B (zh) | 2019-05-21 |
| WO2015162905A1 (en) | 2015-10-29 |
| US20190111487A1 (en) | 2019-04-18 |
| US20160325356A1 (en) | 2016-11-10 |
| TW201609606A (zh) | 2016-03-16 |
| JP2015205485A (ja) | 2015-11-19 |
| US10780500B2 (en) | 2020-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6519100B2 (ja) | 焼結造形方法、液状結合剤、および焼結造形物 | |
| JP7547050B2 (ja) | 特に金属および/またはセラミックに適用可能な成形方法および成形装置 | |
| JP6000342B2 (ja) | 成形体の製造方法、および装置 | |
| JP6390108B2 (ja) | 焼結造形材料、焼結造形方法、焼結造形物および焼結造形装置 | |
| KR102310916B1 (ko) | 슬립을 이용하는 3d 프린팅 방법 | |
| Zhang et al. | Additive manufacturing processes and equipment | |
| US6147138A (en) | Method for manufacturing of parts by a deposition technique | |
| US20150125334A1 (en) | Materials and Process Using a Three Dimensional Printer to Fabricate Sintered Powder Metal Components | |
| US10625337B2 (en) | Adhesion to build plate in 3D printer | |
| US20100047557A1 (en) | Ceramic and/or powder-metallurgical composite shaped body and method for the production thereof | |
| KR20180122643A (ko) | 인 시추 인퓨전을 활용하여 물체들의 솔리드 프리폼 제조를 위한 방법 및 장치 | |
| JP2020529516A (ja) | 付加製造構成部品及び方法 | |
| CN106862570A (zh) | 一种多喷头协同控制金属粉末3d成型方法 | |
| US10343217B2 (en) | Nanoparticle enhancement for additive manufacturing | |
| US20230182385A1 (en) | Additive manufacturing components and methods | |
| JP2019081958A (ja) | 焼結造形方法、液状結合剤、および焼結造形物 | |
| HK40024447A (en) | Molding method and apparatus, particularly applicable to metal and/or ceramics |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160617 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180622 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180914 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181023 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181221 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6519100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |