以下、本発明に係るスカイビング加工用カッタの各種実施形態について、図面を用いて説明する。
「第一実施形態」
図1〜図11を参照して、スカイビング加工用カッタの第一実施形態について説明する。
まず、スカイビング加工用カッタが装着されるスカイビング加工機について説明する。
スカイビング加工機は、図1に示すように、ベッド1、コラム2、サドル3、ヘッド4、スライダ5、主軸ユニット6、及び、回転テーブル7を備える。
コラム2は、鉛直方向に延びている。ここで、鉛直方向をZ方向、Z方向に垂直な方向をY方向、Z方向及びY方向に垂直な方向をX方向とする。このコラム2は、X方向に移動可能にベッド1に取り付けられている。サドル3は、Z方向に移動可能にコラム2に取り付けられている。ヘッド4は、X方向に延びるヘッド軸線Ah回りに回転可能に、サドル3に取り付けられている。スライダ5は、このヘッド軸線Ahに対して垂直な方向に移動可能に、ヘッド4に取り付けられている。主軸ユニット6は、スライダ5に固定されている。主軸ユニット6は、カッタアーバ10を介して、スカイビング加工用カッタ100を保持し、このスカイビング加工用カッタ100を主軸線Am回りに回転させる。スカイビング加工用カッタ100の回転中心軸線であるカッタ軸線Acは、主軸ユニット6に保持された状態で、この主軸ユニット6の主軸線Amの延長線上に位置する。
回転テーブル7は、ベッド1上で、コラム2からX方向に離れた位置に配置されている。この回転テーブル7は、Z方向に延びるテーブル軸線Atを中心として回転可能にベッド1に設けられている。この回転テーブル7上には、内歯車素材である円筒状のワークWを保持するワーク保持器19が取り付けられる。
スカイビング加工用カッタ100は、図2及び図3に示すように、カッタ軸線Acを中心として樽形の基体110と、基体110の外周面から突出している複数の刃部120と、を有する。なお、以下では、カッタ軸線Acが延びる方向を軸線方向Da、カッタ軸線Acに対する周方向を単に周方向Dcとする。また、軸線方向Daの一方側を先端側Daa、他方側を取付側Dabとする。
基体110は、前述したように、カッタ軸線Acを中心として樽形を成している。このため、基体110は、軸線方向Daのいずれの位置でも、カッタ軸線Acに対して垂直な断面形状が円形である。この基体110は、軸線方向Daの中央位置で外径が最大で、この中央位置から先端側Daa及び取付側Dabに向かうに連れて漸次外径が小さくなる。この基体110には、軸線方向Daに貫通する取付孔112が形成されている。この取付孔112は、カッタ軸線Acを中心として円柱状である。この基体110には、さらに、取付孔112の内周面からカッタ軸線Acに対する径方向外側に凹むキー溝113が形成されている。このキー溝113は、基体110の取付側Dabの端面から先端側Daaの端面まで軸線方向Daに延びている。
カッタアーバ10は、スカイビング加工用カッタ100の取付孔112に挿入可能なカッタ取付部12と、主軸ユニット6に保持される被保持部15と、を有する。カッタ取付部12及び被保持部15は、いずれも、アーバ軸線Aaを中心として円柱状である。このアーバ軸線Aaは、スカイビング加工用カッタ100の取付孔112にカッタ取付部12が挿入された状態で、カッタ軸線Acと一致する。そこで、以下では、便宜的に、アーバ軸線Aaが延びる方向もカッタ軸線Acが延びる方向である軸線方向Daとし、アーバ軸線Aaが延びる方向の一方側を先端側Daa、他方側を取付側Dabとする。
被保持部15の外径は、カッタ取付部12の外径よりも大きい。カッタ取付部12は、被保持部15の先端側Daaに設けられている。カッタ取付部12には、このカッタ取付部12の外周面からアーバ軸線Aaに対する径方向内側に凹むキー溝13が形成されている。このキー溝13は、軸線方向Daに延びている。カッタ取付部12の先端側Daaの部分には、雄ネジ14が形成されている。
スカイビング加工用カッタ100をカッタアーバ10に取り付ける際には、まず、カッタアーバ10のカッタ取付部12をスカイビング加工用カッタ100の取付孔112に挿入する。次に、スカイビング加工用カッタ100のキー溝113及びカッタアーバ10のキー溝13で形成されるキー空間にキー17を挿入する。そして、カッタアーバ10の雄ネジ14に、固定ナット18を捻じ込む。以上で、カッタアーバ10に対するスカイビング加工用カッタ100の取り付けが完了する。
複数の刃部120は、周方向Dcでお互いに離れている。各刃部120の刃すじLは、カッタ軸線Acに対して傾斜した方向に延びている。また、刃部120は、刃すじLに対して交差する方向に延びる切れ刃溝121により、複数の分断刃122に分断されている。本実施形態において、1つの刃部120は、4又は5つの分断刃122を有する。なお、図3では、便宜的に、1つの刃部120を構成する複数の分断刃122を、カッタ軸線Acを含む仮想平面内で軸線方向Daに並べて描いている。
分断刃122は、図4〜図6に示すように、外周切れ刃123、一対の側切れ刃124、すくい面125、外周逃げ面126、背面127、及び、一対の側逃げ面128を有する。すくい面125、一対の側逃げ面128、及び背面127は、いずれも、基体110の外周面からカッタ軸線Acに対する径方向外側に向かって広がっている。すくい面125は、刃すじLが延びる方向の先端側Daaを向いている。一対の側逃げ面128は、刃すじLに対して垂直な方向成分を有する方向を向いている。一対の側逃げ面128は、互いに背合わせの関係である。背面127は、すくい面125よりも刃すじLが延びる方向の取付側Dabに位置し、且つ刃すじLが延びる方向の取付側Dabを向いている。背面127は、すくい面125と背合わせの関係にある。外周逃げ面126は、すくい面125の径方向外側の縁から背面127の径方向外側の縁まで刃すじLに沿った方向に広がっている。外周切れ刃123は、すくい面125と外周逃げ面126との角であるエッジで形成される。よって、すくい面125は、外周切れ刃123から基体110に近づく側に広がっている。また、背面127は、外周逃げ面126で外周切れ刃123とは反対側の端から基体110側に広がっている。外周切れ刃123は、分断刃122の形成部分のうちで最も基体110から離れている。側切れ刃124は、すくい面125と側逃げ面128との角であるエッジで形成される。
図5に示すように、刃すじLに対して垂直な仮想平面Paに対するすくい面125の角度であるすくい角θ1は、0°以上で20°以下である。すくい角θ1が0°未満であると、切削負荷が大きくなって、加工面の面性状が悪化すると共に、摩耗量が大きくなるおそれがある。また、すくい角θ1が20°を超えると、刃先強度が低下して、チッピング等を引き起こすおそれがある。このため、すくい角θ1は、以上の角度範囲であることが好ましい。
刃すじLに対する外周逃げ面126の角度である外周逃げ角θ2は、0°より大きく12°以下である。外周逃げ角θ2が、0°以下であると、外周逃げ面126で内歯車の歯底部を擦ってしまい、内歯車の歯底部の面性状が悪化すると共に、外周逃げ面126の摩耗量が大きくなる。また、外周逃げ角θ2が12°を超えると、カッタの有効歯幅を大きくして製作することが難しく、カッタの長寿命化が困難になる。このため、外周逃げ角θ2は、以上の角度範囲であることが好ましい。なお、この外周逃げ角θ2は、5°以上であることが特に好ましい。外周逃げ角θ2が5°以上であると、切削時の分断刃122の弾性変形に伴うスプリングバックによる外周逃げ面126の擦りを確実に回避できるからである。
刃すじLに対して垂直な仮想平面Paに対する背面127の角度である背面角θ3は、10°以上で50°以下である。背面角θ3が10°未満であると、この分断刃122よりも取付側Dabに位置する分断刃122の外周切れ刃123からの切り屑の排出が円滑に行われないおそれがある。また、背面角θ3が50°より大きくなると、仮に、刃すじLが延びる方向の外周逃げ面126の長さを一定にすると、刃すじLが延びる方向の分断刃122の長さが無用に長くなる。また、背面角θ3が50°より大きくなると、仮に、刃すじLが延びる方向の分断刃122の長さを一定にすると、刃すじLが延びる方向の外周逃げ面126の長さが必要以上に短くなる。このため、背面角θ3は、以上の角度範囲であることが好ましい。
図6に示すように、刃すじLに対する側逃げ面128の角度である側面逃げ角θ4は、0°より大きく5°以下である。側面逃げ角θ4が0°以下であると、切削負荷が大きくなって、加工面の面性状が悪化すると共に、摩耗量が大きくなるおそれがある。また、側面逃げ角θ4が20°を超えると、刃先強度が低下して、チッピング等を引き起こすおそれがある。このため、側面逃げ角θ4は、以上の角度範囲であることが好ましい。なお、側面逃げ角θ4は、2°以上であることが特に好ましい。
図4に示すように、切れ刃溝121を形成する一対の溝側面のうち、一方の側面は分断刃122の背面127を形成し、他方の側面は分断刃122のすくい面125を成す。
ここで、図3に示すように、刃部120を構成する複数の分断刃122のうち、基体110における軸線方向Daの中央部に形成されている分断刃122を仕上刃(基準刃)122aとし、残りの分断刃122を荒刃122b,122cとする。また、カッタ軸線Acから外周切れ刃123までの距離を軸線−切れ刃距離Dとする。刃部120を構成する複数の分断刃122の各軸線−切れ刃距離Dのうち、仕上刃122aの軸線−切れ刃距離D0が最も大きい。複数の荒刃122b,122cは、仕上刃122aからの距離が大きくなるに連れて、漸次、軸線−切れ刃距離Dが小さくなる。言い換えると、刃すじLが延びる方向で、仕上刃122aに隣接する第一荒刃122bの軸線−切れ刃距離D1は、仕上刃122aの軸線−切れ刃距離D0の次に大きい。刃すじLが延びる方向で、この第一荒刃122bに仕上刃122aとは反対側で隣接するに第二荒刃122cの軸線−切れ刃距離D2は、第一荒刃122bの軸線−切り刃距離D1の次に大きい。すなわち、軸線−切れ刃距離Dは、仕上刃122a、第一荒刃122b、第二荒刃122cの順で小さくなる。
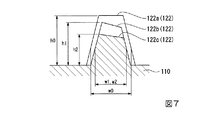
図7に示すように、刃部120を構成する複数の分断刃122の各刃たけhのうち、仕上刃122aの刃たけh0が最も大きい。刃部120を構成する複数の分断刃122のうち、刃すじLが延びる刃すじ方向で隣り合う二つの分断刃122のうち、仕上刃122aから遠い一方の分断刃122の刃たけhは、他方の分断刃122の刃たけh以下である。つまり、第一荒刃122bの刃たけh1は、仕上刃122aの刃たけh0以下であり、第二荒刃122cの刃たけh2は、第一荒刃122bの刃たけh1以下である。よって、本実施形態では、分断刃122の各刃たけhは、先端側Daaの分断刃122が最も小さく、仕上刃122aに至るまで、取付側Dabに位置するほどに分断刃122の刃たけが大きくなる。
また、刃部120を構成する複数の分断刃122の各刃幅wのうち、仕上刃122aの刃幅w0が最も広い。刃部120を構成する複数の分断刃122のうち、刃すじ方向で隣り合う二つの分断刃122のうち、仕上刃122aから遠い一方の分断刃122の刃幅wは、他方の分断刃122の刃幅w以下である。つまり、第一荒刃122bの刃幅w1は、仕上刃122aの刃幅w0以下であり、第二荒刃122cの刃幅w2は、第一荒刃122bの刃幅w2以下である。よって、本実施形態では、分断刃122の各刃幅は、先端側Daaの分断刃122が最も狭く、仕上刃122aに至るまで、取付側Dabに位置するほどに分断刃122の刃幅が広くなる。
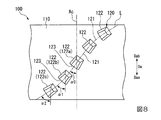
図8に示すように、カッタ軸線Acに対する刃すじLの角度である捩じれ角αは、刃すじLの軸線方向Daの位置に応じて異なっている。よって、刃部120を構成する複数の分断刃122毎の捩じれ角αは、各分断刃122の軸線方向Daの位置に応じて異なる。言い換えると、複数の荒刃122b,122c毎の捩じれ角αは、仕上刃122aから各荒刃122b,122cまでの距離に応じて異なる。また、刃すじLの捩じれ角αは、刃すじLの軸線方向Daの位置に応じて異なっている関係で、捩じれ角αが軸線方向Daの各位置で一定の場合に対して、周方向Dcにおける複数の分断刃122の位置が異なる。なお、図8は、基体110の外周面を平面上に展開した状態を示している。
仕上刃122aの捩じれ角α0に対する各荒刃122b,122cの捩じれ角αの変化量Δ1,Δ2は、図9に示すように、仕上刃122aからの距離が大きくなるに連れて大きくなっている。つまり、第二荒刃122cの捩じれ角αの変化量Δ2は、第一荒刃122bの捩じれ角αの変化量Δ1より大きい。
しかも、図8に示すように、刃部120を構成する複数の分断刃122のうちで仕上刃122aを除く複数の分断刃122b,122cの捩じれ角α1,α2は、仕上刃122aから当該分断刃122b,122cまでの距離が大きくなるに連れて大きくなっている。なお、図8中、α0は仕上刃122aの捩じれ角であり、α1は第一荒刃122bの捩じれ角であり、α2は第二荒刃122cの捩じれ角である。
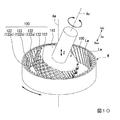
内歯車を製造する際には、図1に示すように、内歯車素材である円筒状のワークWを回転テーブル7上のワーク保持器19に保持させる。この際、回転テーブル7のテーブル軸線Atと円筒状のワークWの中心軸線であるワーク軸線Awとが一致する。さらに、以上で説明したスカイビング加工用カッタ100をスカイビング加工機の主軸ユニット6に装着する。次に、サドル3に対してヘッド4をヘッド軸線Ah回りに回転させて、主軸ユニット6の主軸線Amをワーク軸線Awに対して傾ける。なお、以上の工程を実行する順番は、以上で説明した順番に限定されない。この結果、図10及び図11に示すように、ワーク軸線Awに対してカッタ軸線Acが傾斜する。この状態で、ワークWをワーク軸線Aw回りに回転させ、スカイビング加工用カッタ100をカッタ軸線Ac回りに回転させつつ、Z方向に往復移動させる。スカイビング加工法とは、このように、ワーク軸線Awに対してカッタ軸線Acが傾斜させた状態で、ワークWを加工する方法である。
このスカイビング加工法では、図10及び図11に示すように、刃部120を構成する複数の分断刃122のうち、仕上刃122aよりも取付側Dabの分断刃122は、ワークWに接触しない。つまり、刃部120を構成する複数の分断刃122のうち、仕上刃122aよりも取付側Dabの分断刃122は、スカイビング加工に寄与しない。
刃部120を構成する複数の分断刃122のうち、最も先端側Daaの分断刃122cが最初にワークWに接し、次に、この分断刃122cよりも1つだけ取付側Dabの分断刃122bがワークWに接し、次に、さらに取付側Dabの分断刃122aがワークWに接すする。すなわち、本実施形態では、第二荒刃122cが最初にワークWに接し、次に、第一荒刃122bがワークWに接し、最後に、仕上刃122aがワークWに接する。
仮に、刃部120を構成する複数の分断刃122の各刃たけが相互に同じで、各刃幅が相互に同じである場合、最も先端側Daaの分断刃122cにかかる切削負荷が残りの分断刃122にかかる切削負荷に比べて著しく大きくなり、最も先端側Daaの分断刃122cが摩耗量が残りの分断刃122の摩耗量に比べて著しく大きくなる。一方、本実施形態では、最も先端側Daaから取付側Dabに位置するほどに分断刃122の刃たけが大きくなっていると共に、最も先端側Daaから取付側Dabに位置するほどに分断刃122の刃幅が広くなっているため、複数の分断刃122の摩耗量の均一化を図ることができ、スカイビング加工用カッタ100の寿命を長くすることができる。
ここで、図10に示すように、歯すじLwがワーク軸線Awに対して傾斜し、しかも、この歯すじLwの捩じれ角がワーク軸線Awが延びる方向のいずれの位置でも一定の内歯車をスカイビング加工法で加工するとする。さらに、スカイビング加工用カッタ100の刃部120を構成する複数の分断刃122の各軸線−切れ刃距離Dが一定である、言い換えると、スカイビング加工用カッタ100の外形状が円筒状であるとする。この場合、ワーク軸線Awに対するカッタ軸線Acの傾斜角によっては、複数の刃部120のうち、1つの刃部120によりワークWの刃溝を切削している際に、他の刃部120がワークW中で本来切削すべきではない領域を切削してしまうことがある。本実施形態では、刃部120を構成する複数の分断刃122の各軸線−切れ刃距離Dに関して、仕上刃122aが最も大きく、この仕上刃122aから該当荒刃122b,122cまでの距離が大きくなれる連れて漸次小さくなっている。このため、本実施形態のスカイビング加工用カッタ100では、複数の刃部120のうち、1つの刃部120によりワークWの歯溝を切削している際に、他の刃部120がワークW中で本来切削すべきではない領域を切削してしまうことを回避することができる。
発明者は、複数の分断刃122の各軸線−切れ刃距離Dに関して、仕上刃122aが最も大きく、この仕上刃122aから該当荒刃122b,122cまでの距離が大きくなれる連れて漸次小さくなっているスカイビング加工用カッタ100で、ワークWをスカイビング加工法で加工したところ、この加工で形成された内歯車の各歯の加工精度が当初予定していた加工精度よりも低いことに気付いた。そこで、発明者は、刃部120を構成する複数の分断刃122の各捩じれ角αが一定のスカイビング加工用カッタ100よるワークWの加工をコンピュータ上でシミュレートしてみた。この結果、1つの刃部120がワークW中の1つの歯溝を加工している際、図11に示すように、この刃部120を構成する1つの分断刃122、例えば、仕上刃122aが歯溝に対して正確な箇所に位置していても、この刃部120を構成する他の分断刃122、例えば、第二荒刃122cc(図11中、二点破線で示す)が歯溝に対して正確な箇所に位置していないことが分かった。この現象について詳細に検討したところ、ワーク軸線Awと仕上刃122aがワークWに接している位置とを含む仮想平面Pwからの距離dに応じて、ワークWの歯溝に対する各荒刃122b,122cのズレ量に変化があることが分かった。そこで、仕上刃122aの捩じれ角α0に対して、荒刃122b,122cの捩じれ角α1,α2を前述したように変えることで、刃部120を構成する全ての分断刃122をワークWの歯溝に対して正確な箇所に位置させることができるようになった。なお、前述したように、刃すじLの捩じれ角αを刃すじLの軸線方向Daの位置に応じて変えると、捩じれ角αが軸線方向Daの各位置で一定の場合に対して、周方向Dcにおける複数の分断刃122の位置が異なる。
本実施形態のスカイビング加工用カッタ100は、仕上刃122aの捩じれ角α0に対して、各荒刃122b,122cの捩じれ角α1,α2を前述したように変えているため、以上で説明したように、刃部120を構成する全ての分断刃122をワークWの歯溝に対して正確な箇所に位置させることができる。よって、本実施形態のスカイビング加工用カッタ100では、ワークWの加工精度を高めることができる。また、本実施形態のスカイビング加工用カッタ100では、刃部120を構成する全ての分断刃122をワークWの歯溝に対して正確な箇所に位置させることができるため、刃部120を構成する各分断刃122にかかる負荷を抑えることができ、このスカイビング加工用カッタ100の寿命を長くすることができる。
本実施形態では、1つの刃部120が4又は5つの分断刃122を有し、そのうち3つの分断刃122がスカイビング加工に寄与する。しかしながら、1つの刃部120が3つの分断刃122を有し、そのうち2つの分断刃122がスカイビング加工に寄与するようにしてもよいし、1つの刃部120が5つより多い分断刃122を有し、そのうち4つ以上の分断刃122がスカイビング加工に寄与するようにしてもよい。
「第二実施形態」
図12を参照して、スカイビング加工用カッタの第二実施形態について説明する。
本実施形態のスカイビング加工用カッタ200も、第一実施形態のスカイビング加工用カッタ100と同様、基体210と、基体210の外周面から突出している複数の刃部220とを有する。本実施形態の基体210は、上記第一実施形態における樽形の基体110の先端側Daaの部分の形状、又はカッタ軸線Acを中心として円錐台形を成している。このため、この基体210は、軸線方向Daのいずれの位置でも、カッタ軸線Acに対して垂直な断面形状が円形である。この基体210は、取付側Dabの端の外径が最も大きく、先端側Daaに向かうに連れて次第に外径が小さくなる。
複数の刃部220は、周方向Dcでお互いに離れている。各刃部220の刃すじLは、カッタ軸線Acに対して傾斜した方向に延びている。また、刃部220は、刃すじLに対して交差する方向に延びる切れ刃溝221により、複数の分断刃222に分断されている。本実施形態では、刃部220を構成する複数の分断刃222の各軸線−切れ刃距離Dのうち、最も取付側Dabの分断刃222の軸線−切れ刃距離D0が最も大きく、先端側Daaの分断刃222になるに連れて、漸次、軸線−切れ刃距離Dが小さくなる。言い換えると、本実施形態では、刃部220を構成する複数の分断刃222のうち、最も取付側Dabに位置している分断刃222が仕上刃(基準刃)222aを成し、その他の分断刃222が荒刃222b〜222eを成す。
各分断刃222は、第一実施形態の分断刃122と同様に、外周切れ刃、一対の側切れ刃、すくい面、外周逃げ面、背面、及び、一対の側逃げ面を有する。すくい面のすくい角、外周逃げ面の外周逃げ角、背面の背面角、側逃げ面の側面逃げ角は、いずれも、第一実施形態で説明した角度範囲内である。刃部220を構成する複数の分断刃222の各刃たけの寸法関係は、第一実施形態で説明した関係である。また、刃部220を構成する複数の分断刃222の各刃幅の寸法関係は、第一実施形態で説明した関係である。刃部220を構成する複数の分断刃222の各捩じれ角の関係は、第一実施形態で説明した関係である。
本実施形態のスカイビング加工用カッタ200も、第一実施形態のスカイビング加工用カッタ100と同様、仕上刃222aの捩じれ角αに対して、各荒刃222b〜222eの捩じれ角αを変えているため、ワークWの加工精度を高めることができると共に、このスカイビング加工用カッタ200の寿命を長くすることができる。
また、本実施形態のスカイビング加工用カッタ200は、前述したように、最も取付側Dabに位置している分断刃222が仕上刃(基準刃)222aを成し、その他の分断刃222が荒刃222b〜222eを成すため、全ての分断刃222をワークWの加工に寄与させることができる。
本実施形態では、1つの刃部220が4又は5つの分断刃222を有している。しかしながら、1つの刃部220が有する分断刃222の数は、これより少なくても、逆に、これより多くてもよい。
「第三実施形態」
図13〜図15を参照して、スカイビング加工用カッタの第三実施形態について説明する。
図13及び図14に示すように、本実施形態のスカイビング加工用カッタ300も、第一実施形態のスカイビング加工用カッタ100と同様、基体310と、基体310の外周面から突出している複数の刃部320とを有する。本実施形態の基体310も、軸線方向Daのいずれの位置でも、カッタ軸線Acに対して垂直な断面形状が円形である。
本実施形態の基体310は、図15に示すように、軸線方向Daに並び、互いに離間可能な複数の分断基体311と、位置決めピン319と、を有する。本実施形態の分断基体311の数は、3つである。複数の分断基体311のうち、最も取付側Dabの分断基体311aの外径が最も大きく、先端側Daaの分断基体311b,311cになるに連れて、外径が小さくなる。
複数の刃部320は、基体310の外周面上で周方向でお互いに離れている。各刃部320の刃すじLは、カッタ軸線Acに対して傾斜した方向に延びている。また、刃部320は、刃すじLに対して交差する方向に延びる切れ刃溝321により、複数の分断刃322に分断されている。本実施形態において、1つの刃部320を構成する分断刃322の数は、分断基体311の数と同じ3つである。1つの刃部320を構成する各分断刃322は、それぞれ、互いに異なる分断基体311に形成されている。よって、1つの分断基体311には、複数の刃部320のそれぞれを構成する複数の分断刃322のうち、軸線方向Daの位置が互いに一致し、且つ周方向に並んでいる複数の分断刃322の集まりある分断刃列が形成されている。
複数の分断基体311には、図15に示すように、それぞれ、軸線方向Daに貫通する取付孔312が形成されている。複数の分断基体311の各取付孔312の内径は、互いに同じである。分断基体311には、さらに、取付孔312の内周面からカッタ軸線Acに対する径方向外側に凹むキー溝313が形成されている。このキー溝313は、分断基体311の取付側Dabの端面から先端側Daaの端面まで軸線方向Daに延びている。複数の分断基体311には、さらに、カッタ軸線Acに対して平行で且つ軸線方向Daに貫通するピン孔318が形成されている。
刃部320を構成する複数の分断刃322の各軸線−切れ刃距離Dのうち、最も取付側Dabの分断刃322、つまり最も取付側Dabの分断基体311に形成されている分断刃322の軸線−切れ刃距離Dが最も大きく、先端側Daaの分断刃322になるに連れて、漸次、軸線−切れ刃距離Dが小さくなる。言い換えると、本実施形態でも、第二実施形態と同様、刃部320を構成する複数の分断刃322のうち、最も取付側Dabに位置している分断刃322が仕上刃(基準刃)322aを成し、その他の分断刃322が荒刃322b,322cを成す。よって、複数の分断基体311のうち、最も取付側Dabの分断基体311aには、複数の仕上刃322aのみが形成されている。本実施形態では、この分断基体311aと複数の仕上刃322aとで、仕上刃カッタピース301aを構成する。複数の分断基体311のうち、仕上刃322aが形成されている分断基体311aに隣接する分断基体311bには、複数の第一荒刃322bのみが形成されている。本実施形態では、この分断基体311bと複数の第一荒刃322bとで、第一荒刃カッタピース301bを構成する。複数の分断基体311のうち、残りの分断基体311cには、複数の第二荒刃322cのみが形成されている。本実施形態では、この分断基体311cと複数の第二荒刃322cとで、第二荒刃カッタピース301cを構成する。
各分断刃322は、第一実施形態の分断刃122と同様に、外周切れ刃、一対の側切れ刃、すくい面、外周逃げ面、背面、及び、一対の側逃げ面を有する。すくい面のすくい角、外周逃げ面の外周逃げ角、背面の背面角、側逃げ面の側面逃げ角は、いずれも、第一実施形態で説明した角度範囲内である。刃部320を構成する複数の分断刃322の各刃たけの寸法関係は、第一実施形態で説明した関係である。また、刃部320を構成する複数の分断刃322の各刃幅の寸法関係は、第一実施形態で説明した関係である。刃部320を構成する複数の分断刃322の各捩じれ角αの関係は、第一実施形態で説明した関係である。
本実施形態の基体310は、前述したように、互いに分離可能な複数の分断基体311を有して構成されている。このため、複数の分断基体311は、軸線方向Daで相互の位置関係を変えることができると共に、カッタ軸線Acに対する周方向でも相互の位置関係を変えることができる。本実施形態では、スカイビング加工用カッタ300の刃部320を構成する複数の分断刃322における周方向Dcの相互の位置関係を正確に定めることは極めて重要である。
スカイビング加工用カッタ300をカッタアーバ10に取り付ける際には、まず、カッタアーバ10のカッタ取付部12を複数の分断基体311の各取付孔312に挿入する。次に、複数の分断基体311の各ピン孔318が直線的に連なるよう、複数の分断基体311の周方向の相互の位置関係を調節する。そして、位置決め部材としての位置決めピン319を複数の分断基体311の各ピン孔318に挿入する。この結果、本実施形態では、刃部320を構成する複数の分断刃322における周方向の相互の位置関係を正確に定めることができる。その後、複数の分断基体311の各キー溝313及びカッタアーバ10のキー溝13で形成されるキー空間にキー17を挿入する。そして、カッタアーバ10の雄ネジ14に、固定ナット18を捻じ込む。この結果、複数の分断基体311は、カッタアーバ10の被保持部15と固定ナット18との間に挟まれて、軸線方向Daで相互の位置関係が定まると共に、複数の分断基体311がカッタアーバ10に固定される。以上で、カッタアーバ10に対する本実施形態のスカイビング加工用カッタ100の取り付けが完了する。
本実施形態のスカイビング加工用カッタ300も、第一実施形態のスカイビング加工用カッタ100と同様、仕上刃322aの捩じれ角αに対して、各荒刃322b,322cの捩じれ角αを変えているため、ワークWの加工精度を高めることができると共に、このスカイビング加工用カッタ300の寿命を長くすることができる。
また、本実施形態のスカイビング加工用カッタ300は、第二実施形態のスカイビング加工用カッタ200と同様、最も取付側Dabに位置している分断刃322が仕上刃(基準刃)322aを成し、その他の分断刃322が荒刃322b,322cを成すため、全ての分断刃322をワークWの加工に寄与させることができる。
また、本実施形態のスカイビング加工用カッタ300の基体310は、互いに分離可能な分断基体311で構成され、しかも、1つの分断基体311には、1つの刃部320を構成する複数の分断刃322のうち、1つの分断刃322のみが形成されている。このため、1つの刃部320を構成する複数の分断刃322のうち、1つの分断刃322を、この刃部320を構成する他の分断刃322に干渉させることなく加工することができる。よって、本実施形態では、分断刃322を容易に加工することができる。
「第四実施形態」
図16を参照して、スカイビング加工用カッタの第四実施形態について説明する。
本実施形態のスカイビング加工用カッタ400は、第三実施形態のスカイビング加工用カッタ300と基本的に同じである。すなわち、本実施形態のスカイビング加工用カッタ400は、仕上カッタピース401aと、第一荒刃カッタピース401bと、第二荒刃カッタピース401cと、位置決めピン419と、を有する。各カッタピース401a,401b,401cは、いずれも、1つの分断基体411と、複数の分断刃422と、を有する。基体410は、3つの分断基体411により構成される。1つの刃部420は、仕上カッタピース401aの1つの分断刃422と、第一荒刃カッタピース401bの1つの分断刃422と、第二荒刃カッタピース401cの1つの分断刃422とにより構成される。刃部420を構成する複数の分断刃422の各種緒元は、基本的に以上の実施形態における分断刃の各種諸元と同様である。但し、本実施形態の各分断刃422の捩じれ角αは、10°以下であり、且つ各分断刃422の外周切れ刃423がカッタ軸線Acに対して垂直な仮想平面Pb内にある。
先に説明した各実施形態では、分断刃の捩じれ角αが10°よりも大きい例である。この場合、分断刃の外周切れ刃は、刃すじLに対して垂直な仮想平面内にある。スカイビング加工用カッタの分断刃では、刃すじLが延びている方向が切削方向になる。このため、外周切れ刃が刃すじLに対して垂直な仮想平面内にある、つまり刃すじLに対して垂直な方向に延びていると、外周切れ刃の両側の部分での切削負荷が等しくなり、外周切れ刃の各位置での摩耗量を均一化できる。
本実施形態の外周切れ刃423は、刃すじLに対して垂直な仮想平面内にない。但し、本実施形態のように、分断刃422の捩じれ角αが10°以下の場合、外周切れ刃423がカッタ軸線Acに対して垂直な仮想平面内になくても、この外周切れ刃423は、刃すじLに対してほぼ垂直な仮想平面内にあることになる。このため、本実施形態でも、外周切れ刃423の両側の部分での切削負荷がほぼ等しくなり、外周切れ刃423の各位置での摩耗量をほぼ均一化できる。また、本実施形態では、1つのカッタピース401a,401b,401cに形成されている複数の分断刃422は、いずれも、軸線方向Daの位置が互いに同じで、且つ外周切れ刃423がカッタ軸線Acに対して垂直な仮想平面Pb内にある。よって、1つのカッタピース401a,401b,401cに形成されている複数の分断刃422における各外周切れ刃423は、カッタ軸線Acに対してい垂直な1つの仮想平面Pb内にあることなる。このため、本実施形態では、1つのカッタピース401a,401b,401cに形成されている複数の分断刃422の各外周切れ刃423、及びこの外周切れ刃423に連なるすくい面を、周方向で隣接する分断刃422相互で一緒に加工することができる。
本実施形態及び第三実施形態では、1つの刃部が3つの分断刃を有している。言い換えると、本実施形態及び第三実施形態では、3つのカッタピースを有する。しかしながら、カッタピースの数は、2つでも、4つ以上であってもよい。また、本実施形態及び第三実施形態では、互いに分離可能な複数のカッタピースを有する。しかしながら、本実施形態及び第三実施形態において、複数のカッタピースが一体物であり、第一実施形態及び第二実施形態と同様の態様であってもよい。