JP6563674B2 - コーティング基板及びコーティング基板のカッティング方法 - Google Patents
コーティング基板及びコーティング基板のカッティング方法 Download PDFInfo
- Publication number
- JP6563674B2 JP6563674B2 JP2015084703A JP2015084703A JP6563674B2 JP 6563674 B2 JP6563674 B2 JP 6563674B2 JP 2015084703 A JP2015084703 A JP 2015084703A JP 2015084703 A JP2015084703 A JP 2015084703A JP 6563674 B2 JP6563674 B2 JP 6563674B2
- Authority
- JP
- Japan
- Prior art keywords
- absorption
- barrier layer
- sapphire
- sapphire substrate
- molten
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/009—Working by laser beam, e.g. welding, cutting or boring using a non-absorbing, e.g. transparent, reflective or refractive, layer on the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/18—Working by laser beam, e.g. welding, cutting or boring using absorbing layers on the workpiece, e.g. for marking or protecting purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/147—Features outside the nozzle for feeding the fluid stream towards the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/34—Coated articles ; Surface treated articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/54—Glass
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Description
本願は、2014年4月18日に出願された“Coated Substrate and Process for Cutting a Coated Substrate”と題する米国プロビジョナル特許出願第61/981,637号の、35U.S.C.§119(e)のもとでの利益を主張するもので、ここに完全に開示されるかのように参考として援用される。
11:保護カバーシート
12:ボタンシート
13:バックシート
20:ディスプレイスクリーン
22:コントロールボタン
24:カメラレンズ
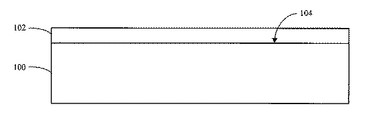
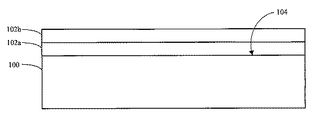
100:サファイア基板
102:吸収・バリア層
104:第1表面
106:カット部
108:レーザビーム
110:融合レーザ
112:ガス供給ノズル
114:熱エネルギーの局部領域
116:ガス流
118:溶融サファイア
Claims (20)
- サファイアコンポーネントを形成する方法において、
レーザビームに対して透過性を有するサファイア基板の研磨面に、ポリマー材料を含む吸収・バリア層を付着し;
前記吸収・バリア層に前記レーザビームが入射する融合カッティングプロセスを使用して前記サファイア基板をカッティングして貫通し;
カッティングの間にガス流を使用してカット部から溶融サファイアを除去し;
前記カット部に隣接する第1表面の領域を、前記吸収・バリア層を使用して前記溶融サファイアからシールドし;及び
前記サファイア基板の第1表面から前記吸収・バリア層を除去する;
ことを含む方法。 - 前記第1表面に対して吸収・バリア層を配置することは、前記サファイア基板の第1表面に吸収・バリア層を付着することを含む、請求項1に記載の方法。
- 前記吸収・バリア層を付着することは、
前記サファイア基板の表面に吸収・バリア層を噴霧し;
前記サファイア基板の表面に吸収・バリア層を印刷し;
前記サファイア基板の表面に吸収・バリア層を塗布し;
前記サファイア基板の表面に吸収・バリア層をディスペンスし;及び
前記サファイア基板の表面に吸収・バリア層を接着する;
のうちの1つ以上を含む、請求項2に記載の方法。 - 前記吸収・バリア層は、サファイア基板内のレーザビーム放射の吸収量を増加して、サファイア基板の第1表面に熱エネルギーの局部領域を生成するように構成された、請求項1に記載の方法。
- 前記熱エネルギーの局部領域を使用して前記サファイアのカッティングを開始し、溶融サファイアを生成することを更に含む、請求項4に記載の方法。
- 前記吸収・バリア層に対して第2の吸収・バリア層が配置される、請求項1に記載の方法。
- 前記吸収・バリア層に対して別の層が配置される、請求項1に記載の方法。
- 保護シートを形成する方法において、
透明なサファイアシートの研磨面に、ポリマー材料を含む吸収・バリア層を付着し;
前記吸収・バリア層に入射するレーザビームを使用して前記透明なサファイアシートを照射して、前記透明なサファイアシートを貫通する融合カットを開始し;
前記カット部から溶融サファイアを除去するために前記カット部にガス流を向け;及び
前記吸収・バリア層に溶融サファイアを堆積してサファイア小滴を形成する;
ことを含み、前記溶融サファイアは、前記カット部からの溶融サファイアの形成及び除去により吸収・バリア層に堆積される、方法。 - 前記サファイアシートの第1表面に配置された吸収・バリア層を除去して、研磨面を露出することを更に含む、請求項8に記載の方法。
- 溶融温度が前記サファイアシートの溶融温度より低く且つ200℃以上である材料から前記吸収・バリア層が形成される、請求項8に記載の方法。
- 前記吸収・バリア層は、不透明のポリマー材料のフィルムから形成される、請求項8に記載の方法。
- 前記吸収・バリア層は、物理的蒸着(PVD)プロセスを使用して前記サファイアシートの第1表面を塗布することにより形成される、請求項8に記載の方法。
- 前記吸収・バリア層は、前記サファイアシートの第1表面にインクを堆積することにより形成される、請求項8に記載の方法。
- 前記吸収・バリア層は、拡散表面仕上げの不透明材料を含む、請求項8に記載の方法。
- サファイアコンポーネントをカッティングする方法において、
透明なサファイア基板の研磨面に、ポリマー材料を含む吸収・バリア層を付着し;
前記吸収・バリア層に入射するレーザビームを使用して前記透明なサファイア基板を照射し;
前記吸収・バリア層を使用して熱エネルギーの局部領域を形成することにより前記透明なサファイア基板の融合カットを開始し;
レーザを使用して前記透明なサファイア基板にプロフィール形状をカッティングするために、ガス流を使用してカット部から溶融物質を除去し;及び
前記吸収・バリア層を使用して前記透明なサファイア基板の研磨面を前記溶融物質からシールドする、
ことを含む方法。 - 前記吸収・バリア層は、前記サファイア基板内のレーザビーム放射の吸収を増加して、前記サファイア基板の第1エリア内に熱エネルギーの局部領域を生成し、そして該熱エネルギーの局部領域を使用して、溶融サファイアを形成するように構成される、請求項15に記載の方法。
- 前記吸収・バリア層に対して配置されていないサファイア基板の第2エリアへ前記レーザカットを続けることを更に含む、請求項16に記載の方法。
- 前記サファイア基板にプロフィール形状をカッティングすることは、
前記サファイア基板にレーザを照射して溶融サファイアの一部分を形成し;及び
ガス流を使用して前記サファイア基板から前記溶融サファイアを除去する;
ことを含む融合レーザカッティングプロセスを含む、請求項15に記載の方法。 - 透明なサファイア基板と、
前記透明なサファイア基板の研磨面に対して配置された、ポリマー材料を含む吸収・バリア層と、
を備え、
前記吸収・バリア層は、レーザビームを使用する融合レーザカッティング動作中に前記透明なサファイア基板の領域を溶融サファイアからシールドするように構成され、及び
前記吸収・バリア層は、レーザビームの放射にさらされたときに、前記透明なサファイア基板内のレーザビーム放射の吸収を増加して、熱エネルギーの局部領域を生成し、前記透明なサファイア基板のカッティングが開始されるように構成されている、コンポーネント。 - 前記吸収・バリア層とサファイア基板との間に別の層が形成されている、請求項19に記載のコンポーネント。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461981637P | 2014-04-18 | 2014-04-18 | |
| US61/981,637 | 2014-04-18 | ||
| US14/575,754 | 2014-12-18 | ||
| US14/575,754 US10537963B2 (en) | 2014-04-18 | 2014-12-18 | Coated substrate and process for cutting a coated substrate |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017048598A Division JP2017114761A (ja) | 2014-04-18 | 2017-03-14 | コーティング基板及びコーティング基板のカッティング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015205344A JP2015205344A (ja) | 2015-11-19 |
| JP6563674B2 true JP6563674B2 (ja) | 2019-08-21 |
Family
ID=54321205
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015084703A Expired - Fee Related JP6563674B2 (ja) | 2014-04-18 | 2015-04-17 | コーティング基板及びコーティング基板のカッティング方法 |
| JP2017048598A Pending JP2017114761A (ja) | 2014-04-18 | 2017-03-14 | コーティング基板及びコーティング基板のカッティング方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017048598A Pending JP2017114761A (ja) | 2014-04-18 | 2017-03-14 | コーティング基板及びコーティング基板のカッティング方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10537963B2 (ja) |
| JP (2) | JP6563674B2 (ja) |
| CN (1) | CN105033456B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106808091B (zh) * | 2015-11-27 | 2018-12-07 | 南京魔迪多维数码科技有限公司 | 针对二维和三维脆性材料基板进行加工的激光系统 |
| EP3606309B1 (en) * | 2017-03-30 | 2023-09-06 | FUJIFILM Corporation | Electromagnetic wave absorber and method for producing electromagnetic wave absorber |
| CN110560923A (zh) * | 2019-08-23 | 2019-12-13 | 福建华清电子材料科技有限公司 | 一种氮化铝陶瓷激光加工工艺 |
| CN113031325B (zh) * | 2021-03-09 | 2022-10-11 | 厦门天马微电子有限公司 | 异形显示面板及显示装置 |
| CN114131182A (zh) * | 2021-12-21 | 2022-03-04 | 苏州沃特维自动化系统有限公司 | 一种散热膜辅助激光切割电池片结构及其工艺 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52111097A (en) * | 1976-03-13 | 1977-09-17 | Toshiba Corp | Laser processing method |
| JPS55151351A (en) | 1979-05-16 | 1980-11-25 | Mitsubishi Electric Corp | Cutting method of semiconductor chip |
| JPS62183984A (ja) * | 1986-02-07 | 1987-08-12 | Nippon Kokan Kk <Nkk> | レ−ザ−クラツデイング方法 |
| US5178725A (en) * | 1990-04-04 | 1993-01-12 | Mitsubishi Denki Kabushiki Kaisha | Method for working ceramic material |
| JP2682230B2 (ja) | 1990-11-14 | 1997-11-26 | 三菱電機株式会社 | レーザ加工方法 |
| US20020072252A1 (en) * | 2000-09-05 | 2002-06-13 | Hideharu Nakajima | Process for production of thin film semiconductor thin film, semiconductor device, process for production of semiconductor thin film, and apparatus for production of semiconductor thin film |
| JP2004042140A (ja) * | 2002-07-12 | 2004-02-12 | Hitachi Zosen Corp | 薄膜除去方法及び装置 |
| JP4471632B2 (ja) * | 2003-11-18 | 2010-06-02 | 株式会社ディスコ | ウエーハの加工方法 |
| US20050156353A1 (en) * | 2004-01-15 | 2005-07-21 | Watts Michael P. | Method to improve the flow rate of imprinting material |
| JP4683989B2 (ja) | 2004-04-20 | 2011-05-18 | 昭和電工株式会社 | 化合物半導体発光素子ウェハーの製造方法 |
| US7700413B2 (en) * | 2004-04-20 | 2010-04-20 | Showa Denko K.K. | Production method of compound semiconductor light-emitting device wafer |
| US20060032841A1 (en) * | 2004-08-10 | 2006-02-16 | Tan Kee C | Forming features in printhead components |
| JP4854061B2 (ja) * | 2005-01-14 | 2012-01-11 | 日東電工株式会社 | レーザー加工品の製造方法及びレーザー加工用保護シート |
| JP2006231628A (ja) * | 2005-02-23 | 2006-09-07 | Murata Mfg Co Ltd | セラミックグリーンシートの加工方法 |
| WO2008114470A1 (ja) * | 2007-03-16 | 2008-09-25 | Sharp Kabushiki Kaisha | プラスチック基板の切断方法、及びプラスチック基板の切断装置 |
| FR2935916B1 (fr) * | 2008-09-12 | 2011-08-26 | Air Liquide | Procede et installation de coupage laser avec modification du facteur de qualite du faisceau laser |
| JP2013006200A (ja) | 2011-06-27 | 2013-01-10 | Disco Corp | レーザ加工装置 |
| EP2564999A1 (en) * | 2011-08-31 | 2013-03-06 | Asahi Glass Company, Limited | A method of generating a high quality hole or recess or well in a substrate |
| CN103645818A (zh) * | 2013-11-26 | 2014-03-19 | 浙江上城科技有限公司 | 一种蓝宝石触摸屏及其制备方法 |
-
2014
- 2014-12-18 US US14/575,754 patent/US10537963B2/en active Active
-
2015
- 2015-04-17 JP JP2015084703A patent/JP6563674B2/ja not_active Expired - Fee Related
- 2015-04-17 CN CN201510181898.1A patent/CN105033456B/zh not_active Expired - Fee Related
-
2017
- 2017-03-14 JP JP2017048598A patent/JP2017114761A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN105033456A (zh) | 2015-11-11 |
| JP2015205344A (ja) | 2015-11-19 |
| US20150298251A1 (en) | 2015-10-22 |
| CN105033456B (zh) | 2018-04-27 |
| JP2017114761A (ja) | 2017-06-29 |
| US10537963B2 (en) | 2020-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10406634B2 (en) | Enhancing strength in laser cutting of ceramic components | |
| JP6563674B2 (ja) | コーティング基板及びコーティング基板のカッティング方法 | |
| EP3126089B1 (en) | Laser welding of transparent and opaque materials | |
| TWI730945B (zh) | 用於雷射處理材料的方法與設備 | |
| JP6585050B2 (ja) | 超高速レーザビーム光学系、破壊層および他の層を用いたスタック透明材料の切断 | |
| TWI593649B (zh) | Cutting method of composite board, glass plate cutting method | |
| US20080050888A1 (en) | Laser separation of thin laminated glass substrates for flexible display applications | |
| US9844833B2 (en) | System and method for laser cutting sapphire using multiple gas media | |
| TW200303296A (en) | Method and apparatus for cutting apart a glass substrate, liquid crystal panel, and apparatus for fabricating a liquid crystal panel | |
| JP2017502901A5 (ja) | ||
| JP2016513024A (ja) | フラット基板のレーザベースの機械加工方法および装置 | |
| CN105705468B (zh) | 激光加工方法以及激光加工装置 | |
| WO2017181860A1 (zh) | 柔性基板的剥离方法 | |
| WO2016143522A1 (ja) | 防曇防汚積層体、及びその製造方法、物品、及びその製造方法、並びに防汚方法 | |
| CN102815861B (zh) | 触摸屏切割加工方法 | |
| JP5737134B2 (ja) | 粘着シート、表示器用部品および粘着シート製造方法 | |
| JP4399170B2 (ja) | 接着用の表面の処理方法 | |
| JP2017114761A5 (ja) | ||
| TWI656937B (zh) | 用於為沈積於一透明基板之各自相對第一表面及第二表面上之第一透明導電層及第二透明導電層雷射劃線之方法 | |
| US10494739B2 (en) | Laser polishing ceramic material | |
| JP7191320B2 (ja) | カバーガラス | |
| JP7561089B2 (ja) | 複合材の分断方法 | |
| JP2010090344A (ja) | 両面粘着テープ、表示装置、貼り合わせ基板の製造方法及び表示装置の製造方法 | |
| WO2018216600A1 (ja) | 加工対象物切断方法 | |
| JP7013279B2 (ja) | 偏光板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160302 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160704 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170314 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170502 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190418 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6563674 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |