JP6567023B2 - テクスチャー化研磨物品及び関連方法 - Google Patents
テクスチャー化研磨物品及び関連方法 Download PDFInfo
- Publication number
- JP6567023B2 JP6567023B2 JP2017232711A JP2017232711A JP6567023B2 JP 6567023 B2 JP6567023 B2 JP 6567023B2 JP 2017232711 A JP2017232711 A JP 2017232711A JP 2017232711 A JP2017232711 A JP 2017232711A JP 6567023 B2 JP6567023 B2 JP 6567023B2
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- nonwoven web
- abrasive article
- carrier film
- foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
- B24D11/005—Making abrasive webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
- B24D3/002—Flexible supporting members, e.g. paper, woven, plastic materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
本明細書で使用する場合、
「圧縮可能な」とは、研磨作業において通常、発生する垂直圧縮力の適用時に、体積の減少を可能にすることを意味する。
「直径」とは、研磨物品の作業平面上に垂直に投影された、所与の形状又は物体の最長寸法を指す。
「弾力性」とは、屈曲又は圧縮後として、元の形状又は位置に戻ることが可能であることを意味する。
「三次元」とは、突出部分又はへこみ部分を有することを意味する。
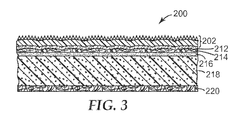
A.第1の主表面及び反対側の第2の主表面を有するキャリアフィルム、複数の形状特徴部を含む研磨用コンポジットであって、キャリアフィルムの第1の主表面に配置されている研磨用コンポジット、キャリアフィルムの第2の主表面に配置されている不織ウェブであって、この不織ウェブ及びこのキャリアフィルムが、互いに整列されている別々の三次元突出部の個々のパターンを有する不織ウェブ、並びにキャリアフィルムとは反対側の不織ウェブの主表面に延在している発泡体裏材であって、弾性的に圧縮可能な発泡体裏材を含む、研磨物品。
B.研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:50〜1:5の範囲の平均直径:平均直径比を有する、実施形態Aに記載の研磨物品。
C.研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:40〜1:10の範囲の平均直径:平均直径比を有する、実施形態Bに記載の研磨物品。
D.研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:30〜1:20の範囲の平均直径:平均直径比を有する、実施形態Cに記載の研磨物品。
E.第1の主表面及び反対側の第2の主表面を有するキャリアフィルム、複数の形状特徴部を含む研磨用コンポジットであって、キャリアフィルムの第1の主表面に配置されている研磨用コンポジット、並びにキャリアフィルムの第2の主表面に配置されている不織ウェブであって、この不織ウェブ及びこのキャリアフィルムが、互いに整列されている別々の三次元突出部の個々のパターンを有しており、研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:50〜1:5の範囲の平均直径:平均直径比を有する不織ウェブを含む、研磨物品。
F.研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:40〜1:10の範囲の平均直径:平均直径比を有する、実施形態Eに記載の研磨物品。
G.研磨用コンポジットの形状特徴部及び不織ウェブの三次元突出部が、1:20〜1:30の範囲の平均直径:平均直径比を有する、実施形態Fに記載の研磨物品。
H.キャリアフィルムとは反対側の不織ウェブの主表面に延在する取付け界面層を更に含む、実施形態E〜Gのいずれか1つに記載の研磨物品。
I.キャリアフィルムの第2の主表面に延在する第1の接着剤層であって、キャリアフィルムと不織ウェブとを互いに接合している第1の接着剤層を更に含む、実施形態A〜Hのいずれか1つに記載の研磨物品。
J.不織ウェブと発泡体裏材との間に配置されている第2の接着剤層であって、不織ウェブと発泡体裏材とを互いに接合している第2の接着剤層を更に含む、実施形態A〜Dのいずれか1つに記載の研磨物品。
K.不織ウェブと取付け界面層との間に配置されている第2の接着剤層であって、不織ウェブと取付け界面層とを互いに接合している第2の接着剤層を更に含む、実施形態Hに記載の研磨物品。
L.三次元突出部の個々のパターンが複製パターンである、実施形態A〜Kのいずれか1つに記載の研磨物品。
M.不織ウェブの三次元突出部が、半球型、ポスト型、ピラミッド型、プリズム型及びそれらの組合せからなる群から選択される、予め画定されている形状を有する、実施形態Lに記載の研磨物品。
N.不織ウェブが圧縮可能である、実施形態A〜Mのいずれか1つに記載の研磨物品。
O.不織ウェブが網目状の不織材料を含む、実施形態A〜Nのいずれか1つに記載の研磨物品。
P.三次元突出部が、1:200〜1:25の範囲の平均高さ:平均直径比を有する、実施形態A〜Oのいずれか1つに記載の研磨物品。
Q.三次元突出部が、1:150〜1:50の範囲の平均高さ:平均直径比を有する、実施形態Pに記載の研磨物品。
R.三次元突出部が、1:130〜1:100の範囲の平均高さ:平均直径比を有する、実施形態Qに記載の研磨物品。
S.キャリアフィルムが形状適合性である、実施形態A〜Rのいずれか1つに記載の研磨物品。
T.キャリアフィルムがポリウレタンフィルムを含む、実施形態Sに記載の研磨物品。
U.ポリウレタンフィルムが、10マイクロメートル〜200マイクロメートルの範囲の厚さを有する、実施形態Tに記載の研磨物品。
V.ポリウレタンキャリアフィルムが、15マイクロメートル〜100マイクロメートルの範囲の厚さを有する、実施形態Uに記載の研磨物品。
W.ポリウレタンキャリアフィルムが、20マイクロメートル〜50マイクロメートルの範囲の厚さを有する、実施形態Vに記載の研磨物品。
X.発泡体裏材が連続気泡ポリウレタン発泡体を含む、実施形態A〜Wのいずれか1つに記載の研磨物品。
Y.連続気泡ポリウレタン発泡体が、15個/センチメートル〜40個/センチメートルの範囲の数平均気泡数を有する、実施形態Xに記載の研磨物品。
Z.連続気泡ポリウレタン発泡体が、17個/センチメートル〜36個/センチメートルの範囲の数平均気泡数を有する、実施形態Yに記載の研磨物品。
AA.連続気泡ポリウレタン発泡体が、20個/センチメートル〜0個/センチメートルの範囲の数平均気泡数を有する、実施形態Zに記載の研磨物品。
AB.3,500パスカル〜138,000パスカルの範囲の一軸圧縮応力が施された場合、連続気泡ポリウレタン発泡体が25%の圧縮率を示す、実施形態X〜AAのいずれか1つに記載の研磨物品。
AC.10,000パスカル〜110,000パスカルの範囲の一軸圧縮応力が施された場合、連続気泡ポリウレタン発泡体が25%の圧縮率を示す、実施形態ABに記載の研磨物品。
AD.20,000パスカル〜82,000パスカルの範囲の一軸圧縮応力が施された場合、連続気泡ポリウレタン発泡体が25%の圧縮率を示す、実施形態ACに記載の研磨物品。
AE.キャリアフィルムとは反対側の不織ウェブの主表面に配置されている取付け界面層を更に含む、実施形態A〜ADのいずれか1つに記載の研磨物品。
AF.実施形態A〜AEのいずれか1つに記載の研磨物品を使用する、基材の研磨方法であって、研磨物品又は基材のいずれかに液体を適用すること、及び研磨物品を基材と摩擦接触させ、これにより、三次元突出部のパターンが、研磨用コンポジットと基材との間の境界面に沿って、液体を動的に分布させるチャネルを提供することを含む、方法。
AG.研磨物品を作製する方法であって、形状適合性キャリアフィルム上に研磨用コンポジットを配置して、塗布研磨層を提供すること、及び三次元突出部のパターンを有する不織ウェブ上に塗布研磨層を配置して、不織ウェブから見て外側を向いている塗布研磨層の主表面上に三次元突出部のパターンを転写することを含む、方法。
AH.塗布研磨層とは反対側の不織ウェブの主表面上に取付け界面層を配置して、研磨物品と電動工具との間の取り外し可能な接続を可能にすることを更に含む、実施形態AGに記載の方法。
℃: 摂氏度
ミル: 10−3インチ
μm: マイクロメートル
ft/min:フィート/分
m/min:メートル/分
mm: ミリメートル
cm: センチメートル
kPa: キロパスカル
psi: ポンド/平方インチ
s: 秒
UV: 紫外線
W/in:ワット/インチ
W/cm:ワット/センチメートル
以下の構成成分を20℃で30分間、均一に分散させることにより、樹脂のプレミックスを作製した:
TPO−L 33.6グラム
A−174 60.0グラム
SR339 403.0グラム
SR351 607.0グラム
S24000 96.0グラム
高速せん断ミキサーを使用し、上記の樹脂プレミックス600グラムに、21℃で15分間、958グラムのGC2500を均一に分散させ、その後、このスラリーを60℃まで加熱して、2時間、保持し、次に、冷却して21℃に戻した。
米国特許第6,200,840号の図4に見られる、微細複製された研磨パターンに対応する窪みを、ダイヤモンド旋盤によりニッケルめっきマスター(nickel-plated master)の平面30cmの区域に刻んだ。次に、刻みを入れた区域を、隣接区域の溝に隣接している各区域の溝と一緒に、逐次、溶接し、得られた単一マスターをドラムに取り付けた。次に、ポリプロピレン樹脂をこのマスター上でキャストし、ニップロールの間に押し出して冷却し、シート状の可撓性ポリマー製工具(polymeric production tool)とした。ポリマー製工具の表面に形成された一列の空洞が、微細複製された研磨パターンの反転パターンに相当した。
研磨材スラリーAS−1を、ナイフコーティングによって、コーティング剤重量約5.5mg/cm2で、微細複製されたポリプロピレン製工具MRT−1に適用した。次に、スラリーを充填したポリプロピレン製工具を、3M Company(St.Paul,Minnesota)から商標名TEGADERMで市販されているポリウレタンエラストマーフィルム上のニップロールに接触させ、Fusion Systems Inc.(Gaithersburg、Maryland)製の、2つの「D」型電球を有するUV加工器を使用して、600W/インチ(236W/cm)、70ft/分(21.3m/分)のライン速度、及び60psi(413.7kPa)のニップ圧でUV硬化させた。続いて、この工具を取り出し、キャリアフィルム上の微細複製された研磨材コーティングに曝露させた。
実施例2は、実施例1に由来する不織ウェブを、N.R.Spuntech Industries Ltd.(Hinckley,Leics.、英国)から市販されている製品番号「2SQ70V40P50M10」で、約5mm幅、5mm長さ及び50μm高さの寸法の突出部を有する不織材料に置き換えた以外、実施例1に記載されている通り調製した。
実施例3は、実施例1に由来する不織ウェブを、N.R.Spuntech Industries Ltd.(Hinckley,Leics.、英国)から市販されている製品番号「13SD50V50P40Y10」で、約3mm幅、3mm長さ及び30μm高さの寸法の突出部を有する不織材料に置き換えた以外、実施例1に記載されている通り調製した。
比較例Aは、ポリウレタンフィルムをRubberlite,Inc.(Huntington,West Virginia)から商標名「HYPUR−CEL S0601」で入手可能なポリウレタン発泡体により置き換えた以外、実施例1に記載されている通り調製した。
切削試験のために、直径6インチ(15.4cm)のディスクを実施例1、実施例2及び比較例Aからダイカットした。

本発明は、本明細書において、特定の実施形態を参照しながら記載されているが、これら
の実施形態は、本発明の原理及び適用の単なる説明にすぎないことを理解すべきである。
本発明の趣旨及び範囲から逸脱することなく、様々な修正及び改変を本発明の方法及び装
置に行うことができることが、当業者には明白であろう。したがって、本発明は、添付の
特許請求の範囲及びその均等物の範囲内にある、修正及び改変を含むことが意図される。
本発明の実施態様の一部を以下の項目[1]−[15]に記載する。
[項目1]
第1の主表面及び反対側の第2の主表面を有するキャリアフィルム、
複数の形状特徴部を含む研磨用コンポジットであって、前記キャリアフィルムの前記第1の主表面に配置されている研磨用コンポジット、
前記キャリアフィルムの前記第2の主表面に配置されている不織ウェブであって、前記不織ウェブ及び前記キャリアフィルムが、互いに整列されている別々の三次元突出部の個々のパターンを有する不織ウェブ、並びに
前記キャリアフィルムとは反対側の前記不織ウェブの主表面に延在している発泡体裏材であって、弾性的に圧縮可能な発泡体裏材を含む、研磨物品。
[項目2]
前記研磨用コンポジットの前記形状特徴部及び前記不織ウェブの三次元突出部が、1:50〜1:5の範囲の平均直径:平均直径比を有する、項目1に記載の研磨物品。
[項目3]
前記研磨用コンポジットの前記形状特徴部及び前記不織ウェブの三次元突出部が、1:20〜1:30の範囲の平均直径:平均直径比を有する、項目2に記載の研磨物品。
[項目4]
第1の主表面及び反対側の第2の主表面を有するキャリアフィルム、
複数の形状特徴部を含む研磨用コンポジットであって、前記キャリアフィルムの前記第1の主表面に配置されている研磨用コンポジット、並びに
前記キャリアフィルムの前記第2の主表面に配置されている不織ウェブであって、前記不織ウェブ及び前記キャリアフィルムが、互いに整列されている別々の三次元突出部の個々のパターンを有しており、前記研磨用コンポジットの前記形状特徴部及び前記不織ウェブの三次元突出部が、1:5〜1:50の範囲の平均直径:平均直径比を有する不織ウェブを含む、研磨物品。
[項目5]
前記研磨用コンポジットの前記形状特徴部及び前記不織ウェブの三次元突出部が、1:30〜1:20の範囲の平均直径:平均直径比を有する、項目4に記載の研磨物品。
[項目6]
前記キャリアフィルムとは反対側の前記不織ウェブの主表面に延在する取付け界面層を更に含む、項目4又は項目5に記載の研磨物品。
[項目7]
前記キャリアフィルムの前記第2の主表面に延在する第1の接着剤層であって、前記キャリアフィルムと前記不織ウェブとを互いに接合している第1の接着剤層を更に含む、項目1〜6のいずれか一項に記載の研磨物品。
[項目8]
前記不織ウェブと前記発泡体裏材との間に配置されている第2の接着剤層であって、前記不織ウェブと前記発泡体裏材とを互いに接合している第2の接着剤層を更に含む、項目1〜3のいずれか一項に記載の研磨物品。
[項目9]
前記不織ウェブと前記取付け界面層との間に配置されている第2の接着剤層であって、前記不織ウェブと前記取付け界面層とを互いに接合している第2の接着剤層を更に含む、項目6に記載の研磨物品。
[項目10]
前記三次元突出部が、1:200〜1:25の範囲の平均高さ:平均直径比を有する、項目1〜9のいずれか一項に記載の研磨物品。
[項目11]
前記三次元突出部が、1:130〜1:100の範囲の平均高さ:平均直径比を有する、項目10に記載の研磨物品。
[項目12]
前記キャリアフィルムとは反対側の前記不織ウェブの主表面に配置されている取付け界面層を更に含む、項目1〜11のいずれか一項に記載の研磨物品。
[項目13]
項目1〜12のいずれか一項に記載の研磨物品を使用する、基材の研磨方法であって、
前記研磨物品又は前記基材のいずれかに液体を適用すること、及び
前記研磨物品を前記基材と摩擦接触させ、これにより、三次元突出部の前記パターンが、前記研磨用コンポジットと前記基材との間の境界面に沿って、前記液体を動的に分布させるチャネルを提供することを含む、方法。
[項目14]
研磨物品を作製する方法であって、
形状適合性キャリアフィルム上に研磨用コンポジットを配置して、塗布研磨層を提供すること、及び
三次元突出部のパターンを有する不織ウェブ上に前記塗布研磨層を配置して、前記不織ウェブから見て外側を向いている前記塗布研磨層の主表面上に三次元突出部の前記パターンを転写することを含む、方法。
[項目15]
前記塗布研磨層とは反対側の前記不織ウェブの主表面上に取付け界面層を配置して、前記研磨物品と電動工具との間の取り外し可能な接続を可能にすることを更に含む、項目14に記載の方法。
Claims (2)
- 研磨物品の製造方法であって、
形状適合性キャリアフィルム上に成形された研磨用コンポジットを配置して、塗布研磨層を形成すること、及び
前記塗布研磨層を形成した後に、三次元突出部のパターンを有する不織ウェブ上に前記形成された塗布研磨層を配置して、前記不織ウェブから見て外側を向いている前記塗布研磨層の主表面上に三次元突出部の前記パターンを転写することを含む、
製造方法。 - 前記成形された研磨用コンポジットの形状特徴部の平均直径/前記不織ウェブの三次元突出部の平均直径が、1/5〜1/50の範囲にある、請求項1に記載の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462060677P | 2014-10-07 | 2014-10-07 | |
| US62/060,677 | 2014-10-07 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017518915A Division JP6280292B2 (ja) | 2014-10-07 | 2015-10-02 | テクスチャー化研磨物品及び関連方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018051761A JP2018051761A (ja) | 2018-04-05 |
| JP6567023B2 true JP6567023B2 (ja) | 2019-08-28 |
Family
ID=54293419
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017518915A Active JP6280292B2 (ja) | 2014-10-07 | 2015-10-02 | テクスチャー化研磨物品及び関連方法 |
| JP2017232711A Active JP6567023B2 (ja) | 2014-10-07 | 2017-12-04 | テクスチャー化研磨物品及び関連方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017518915A Active JP6280292B2 (ja) | 2014-10-07 | 2015-10-02 | テクスチャー化研磨物品及び関連方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9839991B2 (ja) |
| EP (1) | EP3204190B1 (ja) |
| JP (2) | JP6280292B2 (ja) |
| CN (1) | CN107107312B (ja) |
| BR (1) | BR112017007263A2 (ja) |
| PT (1) | PT3204190T (ja) |
| WO (1) | WO2016057319A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016057279A1 (en) * | 2014-10-07 | 2016-04-14 | 3M Innovative Properties Company | Abrasive article and related methods |
| EP3666461A1 (en) * | 2018-12-12 | 2020-06-17 | 3M Innovative Properties Company | Abrasive article |
| EP3924146A4 (en) * | 2019-02-13 | 2022-11-09 | 3M Innovative Properties Company | ABRASIVES WITH PRECISELY SHAPED FEATURES, ABRASIVES MADE THEREOF AND PROCESSES FOR THEIR MANUFACTURE |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1694594C3 (de) | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| DE1469865A1 (de) * | 1961-01-21 | 1969-03-27 | Carborundum Co | Schleifmittel und Verfahren zu seiner Herstellung |
| JPS62500442A (ja) * | 1984-10-09 | 1987-02-26 | ミネソタ マイニング アンド マニユフアクチユアリングコンパニ− | 優れた基材を有する被覆研磨シ−ト材料 |
| US4609581A (en) | 1985-04-15 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop attachment means |
| US5254194A (en) | 1988-05-13 | 1993-10-19 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop material for attachment incorporated therein |
| US4927431A (en) | 1988-09-08 | 1990-05-22 | Minnesota Mining And Manufacturing Company | Binder for coated abrasives |
| US5014468A (en) | 1989-05-05 | 1991-05-14 | Norton Company | Patterned coated abrasive for fine surface finishing |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5378251A (en) | 1991-02-06 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making and using same |
| US5201101A (en) | 1992-04-28 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Method of attaching articles and a pair of articles fastened by the method |
| US5611825A (en) | 1992-09-15 | 1997-03-18 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making same |
| WO1997006926A1 (en) | 1995-08-11 | 1997-02-27 | Minnesota Mining And Manufacturing Company | Method of making a coated abrasive article having multiple abrasive natures |
| US5942015A (en) | 1997-09-16 | 1999-08-24 | 3M Innovative Properties Company | Abrasive slurries and abrasive articles comprising multiple abrasive particle grades |
| US6261682B1 (en) | 1998-06-30 | 2001-07-17 | 3M Innovative Properties | Abrasive articles including an antiloading composition |
| US6200840B1 (en) | 1999-06-25 | 2001-03-13 | United Microelectronics Corp. | Method for producing PMOS devices |
| US20020090901A1 (en) * | 2000-11-03 | 2002-07-11 | 3M Innovative Properties Company | Flexible abrasive product and method of making and using the same |
| US20030207659A1 (en) | 2000-11-03 | 2003-11-06 | 3M Innovative Properties Company | Abrasive product and method of making and using the same |
| US20030022604A1 (en) | 2001-05-07 | 2003-01-30 | 3M Innovative Properties Company | Abrasive product and method of making and using the same |
| JP2003080465A (ja) * | 2001-09-10 | 2003-03-18 | Refuraito Kk | ラッピングフィルム及びその製造方法 |
| US6846232B2 (en) | 2001-12-28 | 2005-01-25 | 3M Innovative Properties Company | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product |
| US20050159088A1 (en) | 2004-01-15 | 2005-07-21 | Ecolab Inc. | Method for polishing hard surfaces |
| US7393371B2 (en) * | 2004-04-13 | 2008-07-01 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| US20070066186A1 (en) | 2005-09-22 | 2007-03-22 | 3M Innovative Properties Company | Flexible abrasive article and methods of making and using the same |
| US20070243798A1 (en) * | 2006-04-18 | 2007-10-18 | 3M Innovative Properties Company | Embossed structured abrasive article and method of making and using the same |
| US8038750B2 (en) * | 2007-07-13 | 2011-10-18 | 3M Innovative Properties Company | Structured abrasive with overlayer, and method of making and using the same |
| WO2010077826A2 (en) | 2008-12-30 | 2010-07-08 | Saint-Gobain Abrasives, Inc. | Multi-air aqua reservoir moist sanding system |
| US8348723B2 (en) * | 2009-09-16 | 2013-01-08 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
| US9950408B2 (en) * | 2009-11-02 | 2018-04-24 | Diamabrush Llc | Abrasive pad |
| WO2012141905A2 (en) * | 2011-04-14 | 2012-10-18 | 3M Innovative Properties Company | Nonwoven abrasive article containing elastomer bound agglomerates of shaped abrasive grain |
| WO2016057279A1 (en) | 2014-10-07 | 2016-04-14 | 3M Innovative Properties Company | Abrasive article and related methods |
-
2015
- 2015-10-02 EP EP15779157.5A patent/EP3204190B1/en active Active
- 2015-10-02 PT PT15779157T patent/PT3204190T/pt unknown
- 2015-10-02 JP JP2017518915A patent/JP6280292B2/ja active Active
- 2015-10-02 CN CN201580053608.3A patent/CN107107312B/zh active Active
- 2015-10-02 BR BR112017007263A patent/BR112017007263A2/pt not_active Application Discontinuation
- 2015-10-02 US US15/511,698 patent/US9839991B2/en active Active
- 2015-10-02 WO PCT/US2015/053649 patent/WO2016057319A1/en not_active Ceased
-
2017
- 2017-12-04 JP JP2017232711A patent/JP6567023B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017530023A (ja) | 2017-10-12 |
| PT3204190T (pt) | 2019-02-25 |
| BR112017007263A2 (pt) | 2017-12-19 |
| CN107107312A (zh) | 2017-08-29 |
| CN107107312B (zh) | 2019-03-29 |
| EP3204190A1 (en) | 2017-08-16 |
| WO2016057319A1 (en) | 2016-04-14 |
| JP6280292B2 (ja) | 2018-02-14 |
| US9839991B2 (en) | 2017-12-12 |
| EP3204190B1 (en) | 2018-11-28 |
| US20170282333A1 (en) | 2017-10-05 |
| JP2018051761A (ja) | 2018-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109789537B (zh) | 磨料制品及其制备方法 | |
| US9221152B2 (en) | Laminated flexible resilient abrasive article | |
| CA2644565C (en) | Flexible abrasive article | |
| US7497768B2 (en) | Flexible abrasive article and method of making | |
| EP1973702B1 (en) | Resilient abrasive article | |
| US20070066186A1 (en) | Flexible abrasive article and methods of making and using the same | |
| EP3204189B1 (en) | Abrasive article and related methods | |
| CN103781593B (zh) | 再磨光乙烯基组合物瓷砖的方法 | |
| JP6567023B2 (ja) | テクスチャー化研磨物品及び関連方法 | |
| WO2007124256A2 (en) | Abrasive article with a resilient dusting surface | |
| US20050020189A1 (en) | Flexible abrasive product and method of making and using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171204 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180928 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6567023 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |