JP6571304B2 - タンクおよび薬液供給システム - Google Patents
タンクおよび薬液供給システム Download PDFInfo
- Publication number
- JP6571304B2 JP6571304B2 JP2019522347A JP2019522347A JP6571304B2 JP 6571304 B2 JP6571304 B2 JP 6571304B2 JP 2019522347 A JP2019522347 A JP 2019522347A JP 2019522347 A JP2019522347 A JP 2019522347A JP 6571304 B2 JP6571304 B2 JP 6571304B2
- Authority
- JP
- Japan
- Prior art keywords
- composite resin
- tank
- fluororesin
- resin material
- tetrafluoroethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/14—Linings or internal coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/02—Wall construction
- B65D90/04—Linings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/22—Safety features
- B65D90/46—Arrangements for carrying off, or preventing the formation of electrostatic charges
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Description
本発明は、フッ素樹脂およびカーボンナノチューブを含む複合樹脂材料をライニング層の少なくとも一部において含むタンク、および、該タンクを用いる薬液供給システムに関する。
[1]タンク外缶と、
タンク外缶の内面に設けられたライニング層とを少なくとも有し、
ライニング層は、少なくとも一部において、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含み、
フッ素樹脂Aは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、タンク。
[2]投入された薬液がタンク外缶の内面と最初に接する部分に設けられたライニング層が、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含む、前記[1]に記載のタンク。
[3]タンクの内部と外部とに繋がる薬液管を備え、
薬液管は、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層を管の内面の少なくとも一部に有する、および/または、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であり、
フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、前記[1]または[2]に記載のタンク。
[4]タンクの内部と外部とに繋がる薬液管を備え、
薬液管は、薬液をタンクに入れる薬液投入管を含み、
薬液投入管は、その端部(又は先端)にノズルを有し、
ノズルは、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層をノズルの内面の少なくとも一部に有する、および/または、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であり、
フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、前記[1]〜[3]のいずれかに記載のタンク。
[5]ノズルは、スプレーノズル、回転ノズル、直進ノズル、シャワーノズルからなる群から選択される、前記[4]に記載のタンク。
[6]フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む中空球状の成形体をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、前記[1]〜[5]のいずれかに記載のタンク。
[7]フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む棒状の成形体をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、前記[1]〜[6]のいずれかに記載のタンク。
[8]フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む攪拌棒をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、前記[1]〜[7]のいずれかに記載のタンク。
[9]攪拌棒は、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含むプロペラを有する、前記[8]に記載のタンク。
[10]薬液は、有機溶剤、可燃性液体、酸性液体、塩基性液体、中性液体、水溶液、導電性液体から選択される少なくとも1種を含む、前記[1]〜[9]のいずれかに記載のタンク。
[11]薬液は、有機溶媒を含む、前記[1]〜[9]のいずれかに記載のタンク。
[12]薬液は、酸性液体、塩基性液体、導電性液体から選択される少なくとも1種を含む、前記[1]〜[9]のいずれかに記載のタンク。
[13]フッ素樹脂Aは変性ポリテトラフルオロエチレンである、前記[1]〜[12]のいずれかに記載のタンク。
[14]変性ポリテトラフルオロエチレンは、式(I):

で表されるパーフルオロビニルエーテル単位とを有する化合物であり、式(II)で表されるパーフルオロビニルエーテル単位の量は、変性ポリテトラフルオロエチレンの全質量に基づいて0.01〜1質量%である、前記[1]〜[13]のいずれかに記載のタンク。
[15]複合樹脂材料は、フッ素樹脂A〜Cのいずれかとカーボンナノチューブを含む、5μm以上500μm以下の平均粒子径を有する複合樹脂粒子の圧縮成形体である、前記[1]〜[14]のいずれかに記載のタンク。
[16]薬液供給タンク、薬液貯蔵タンク、および/または、薬液運搬タンクである、前記[1]〜[15]のいずれかに記載のタンク。
[17]前記[1]〜[16]のいずれかに記載のタンクを用いて薬液の供給を行うことを含む、薬液供給システム。
[18]前記[1]〜[16]のいずれか1に記載のタンクに使用される、フッ素樹脂A〜Cのいずれかとカーボンナノチューブを含む成形体。
[19]
ライニングシート、薬液管、中空形状の成形体、棒状の成形体、棒状成形体ホルダー、攪拌棒、攪拌羽根、及び攪拌棒アダプタから選択される、前記[18]に記載の成形体。
[20]フッ素樹脂A〜Cのいずれかとカーボンナノチューブを含む、5μm以上500μm以下の平均粒子径を有する複合樹脂粒子の圧縮成形体。
[21]ライニングシート、薬液管、中空形状の成形体、棒状の成形体、棒状成形体ホルダー、攪拌棒、攪拌羽根、及び攪拌棒アダプタから選択される、前記[20]に記載の圧縮成形体。
タンク外缶の材質は、耐腐食性、耐熱性および機械的強度が良好な材質であれば特に限定されないが、通常は金属であり、例えばステンレス、鉄、炭素鋼、チタンなどが挙げられる。タンク外缶の形状、大きさ、肉厚等は特に限定されず、本発明のタンクの用途に応じて、適宜選択してよい。
タンク外缶の内面にはライニング層が設けられている。ライニング層に含まれる樹脂としては、フッ素樹脂、塩化ビニル樹脂、ポリオレフィン樹脂等が挙げられる。耐薬品性および耐熱性の観点からは、ライニング層はフッ素樹脂を含むことが好ましい。フッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、ポリフッ化ビニル(PVF)が挙げられる。
本発明のタンクにおいて、ライニング層は、少なくとも一部において、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含む。フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料は、フッ素樹脂Aとカーボンナノチューブとを複合化させた複合樹脂粒子の成形体である。複合樹脂粒子は、フッ素樹脂Aの粒子とカーボンナノチューブとを複合化させた材料であり、フッ素樹脂Aの粒子の少なくとも表面および/または表層にカーボンナノチューブが存在する。例えば、フッ素樹脂Aの粒子表面にカーボンナノチューブの少なくとも一部が担持または埋没されている。カーボンナノチューブは、フッ素樹脂Aの粒子表面に付着して担持されていてもよいし、一部が埋没して担持されていてもよいし、フッ素樹脂Aの粒子の表層に完全に埋没していてもよい。このような複合樹脂粒子の成形体である複合樹脂材料においては、複合樹脂粒子の少なくとも一部が粒子形状を維持して含まれていてもよいし、複合樹脂粒子が一体となり複合樹脂材料を形成していてもよい。
複合樹脂材料がライニング層に含まれる場合には、複合樹脂材料を含む部分のライニング層が上記帯電防止性を有することが好ましい。なお、上記体積抵抗率は、後述するフッ素樹脂Bまたはフッ素樹脂Cを含有する複合樹脂材料についても同様にあてはまる。
X/Y-14≦4×10-12 (1)
を満たすことが好ましい。上記関係を満たす場合、複合樹脂材料の体積抵抗率を効率的に低下させることができる。また、少量のカーボンナノチューブで、体積抵抗率を十分に低下させることができるため、複合樹脂材料を含むライニング層のクリーン性を高めやすい。上記式(1)より算出される値(X/Y-14)は、複合樹脂材料の体積抵抗率を効率的に低下させやすい観点から、より好ましくは10-12以下であり、さらに好ましくは10-13以下である。なお、上記式(1)より算出される値(X/Y-14)の下限値は特に限定されないが、通常10-18以上、好ましくは10-16以上である。上記関係は、後述する製造方法で成形体を製造することや、体積抵抗率を効率的に低下させるに好ましい複合樹脂粒子を用いて複合樹脂材料を製造することで、達成することができる。なお、体積抵抗率の測定方法は上記に述べたとおりであり、複合樹脂材料に含まれるカーボンナノチューブの量は、炭素成分分析法により測定される。
複合樹脂材料に含まれるフッ素樹脂Aは、例えば、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される。
複合樹脂材料に含まれるフッ素樹脂Aは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)およびテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)からなる群から選択されることが好ましい。フッ素樹脂Aは、導電性を効率的に高めやすい観点から、より好ましくはポリテトラフルオロエチレン(PTFE)および変性ポリテトラフルオロエチレン(変性PTFE)からなる群から選択され、さらに、導電性を効率的に高めやすい観点ならびに屈曲性および溶接性の観点から、更により好ましくは変性ポリテトラフルオロエチレン(変性PTFE)である。
で表されるパーフルオロビニルエーテル単位を含有する化合物であり、式(II)で表されるパーフルオロビニルエーテル単位の量は、変性ポリテトラフルオロエチレンの全質量に基づいて0.01〜1質量%である変性ポリテトラフルオロエチレンが挙げられる。
で表されるパーフルオロビニルエーテル単位を含有する化合物であり、式(II)で表されるパーフルオロビニルエーテル単位の量が、PFAの全質量に基づいて1質量%より多い化合物が挙げられる。
複合樹脂材料に含まれるカーボンナノチューブ(以下において「CNT」とも称する)は、炭素原子の六員環で構成される1枚または複数枚のグラフェンシートが円筒状に巻かれた構造を有する。CNTは、1枚のグラフェンシートが同心円状に巻かれた単層CNT(シングルウォールカーボンナノチューブ)、または、2枚以上の複数のグラフェンシートが同心円状に巻かれた多層CNT(マルチウォールカーボンナノチューブ)である。上記のカーボンナノ材料を単独で用いてもよいし、これらを組み合わせて用いてもよい。変性PTFEの粒子と複合化させやすく、体積抵抗率を低くしやすい観点からは、カーボンナノチューブは多層カーボンナノチューブであることがより好ましい。
ライニング層に含まれる複合樹脂材料の製造方法を以下に説明する。なお、薬液管等に含まれ得るフッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料、中空球状の成形体等に含まれ得るフッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料についても、フッ素樹脂Aをフッ素樹脂Bまたはフッ素樹脂Cに置き換えることにより、下記の記載が同様にあてはまる。
本発明のタンクの内面に設けられたライニング層は、少なくとも一部において、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含む。複合樹脂材料を含むライニング層は、例えば、上記複合樹脂材料を含むライニングシートで構成されていてもよいし、上記複合樹脂材料を含むライニングシートと他のシート(例えばガラスクロス)との積層体であってもよい。複合樹脂材料を含むライニングシートは、例えば上記複合樹脂粒子を溶融し、シート状に成形することにより製造してもよいし、上記複合樹脂粒子を例えば圧縮成形(コンプレッション成形)してシート状の成形体を得てもよいし、該圧縮成形により得た成形体を例えばシート状に切り出して製造してもよい。ライニングシートの導電性を効率的に高めやすい観点からは、複合樹脂粒子を圧縮成形してシート状の成形体を得るか、該圧縮成形により得た成形体を例えばシート状に切り出して、複合樹脂材料を含むライニングシートを製造することが好ましい。上記好ましい製造方法により、ライニングシートの導電性を効率的に高めやすい理由は明らかではないが、以下のメカニズムによると考えられる。なお、本発明のタンクは後述するメカニズムに何ら限定されるものではない。複合樹脂粒子においては、上記に述べたように、フッ素樹脂の少なくとも表面および/または表層にカーボンナノチューブが存在し、これらカーボンナノチューブは導電性ネットワークを形成していると考えられる。カーボンナノチューブの導電性ネットワークは、複合樹脂粒子にかかる外力によりカーボンナノチューブが切断されたり、カーボンナノチューブが凝集したりすることにより、切断されやすいと考えられる。そのため、複合樹脂粒子からライニングシートを製造する際に、該ネットワークができる限り切断されないような方法を用いることにより、ライニングシートの導電性を効率的に高めやすいと考えられる。複合樹脂粒子を圧縮成形してシート状の成形体を得る方法、および、該圧縮成形により得た複合樹脂材料を例えばシート状に切り出してライニングシートを製造する方法は、複合樹脂粒子を溶融押出することによりライニングシートを製造する方法と比較して、カーボンナノチューブのネットワークの切断を抑制しやすく、その結果、ライニングシートの導電性を効率的に高めやすいと考えられる。
また、ライニング層の少なくとも一部に含まれる複合樹脂材料は、フッ素樹脂Aとカーボンナノチューブを含む複合樹脂粒子(例えば、5μm以上500μm以下の平均粒子径を有する複合樹脂粒子)を、圧縮成形して得られる圧縮成形体である、実施形態のタンクを提供することができる。
なお、複合樹脂材料からシートを製造する場合を例に上記製造方法を説明したが、薬液管、中空球状の成形体等を製造する際にも、複合樹脂粒子を溶融押出成形することによりこれらの成形体を製造してもよいし、複合樹脂粒子を圧縮成形してこれらの成形体を得てもよいし、該圧縮成形により得た成形体から切削加工によりこれらの成形体を製造してもよい。ここで、上記に述べたように、カーボンナノチューブのネットワークの切断を抑制しやすく、その結果、薬液管等の導電性を効率的に高めやすい観点から、複合樹脂粒子を圧縮成形することを経て、薬液管、中空球状の成形体を製造することが好ましい。
このような製造方法に適する観点から、複合樹脂材料に含まれるフッ素樹脂Bおよび/またはCは、例えば、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択できる。複合樹脂材料に含まれるフッ素樹脂Bおよび/またはCとして、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)及びテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)からなる群から選択されることが好ましい。
得られた成形体をそのままライニングシート等(例えば、後述する棒状の成形体、撹拌棒等)として用いてもよいし、該成形体から切削加工等を行いライニングシート等(例えば、後述するノズル、中空球状成形体、棒状の成形体、撹拌棒等)を作製してもよい。
得られた成形体をそのままライニングシート等(例えば、後述する棒状の成形体、撹拌棒等)として用いてもよいし、該成形体から切削加工等を行いライニングシート等(例えば、後述するノズル、中空球状成形体、棒状の成形体、撹拌棒等)を作製してもよい。
本発明のタンクは、タンクの内部と外部とに繋がる薬液管を備えることができる。薬液管としては、薬液を投入するための薬液投入管、薬液を排出するための薬液排出管が挙げられる。薬液管内を薬液が通過する際、薬液管の内面と薬液との間で摩擦が生じ、静電気が発生することにより薬液が帯電しやすい。そのため、薬液の帯電を効率的に防止する観点からは、薬液管が、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層を薬液管の内面の少なくとも一部に有する、および/または、薬液管がフッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であることが好ましい。ここで、フッ素樹脂Bは、例えば、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)から選択されることができる。フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)およびテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)からなる群から選択されることが好ましい。フッ素樹脂Bは、導電性を効率的に高めやすい観点から、更に好ましくはポリテトラフルオロエチレン(PTFE)および変性ポリテトラフルオロエチレン(変性PTFE)からなる群から選択され、さらに、導電性を効率的に高めやすい観点ならびに屈曲性および溶接性の観点から、更により好ましくは変性ポリテトラフルオロエチレン(変性PTFE)である。
本発明は、タンクの内部と外部とに繋がる薬液管を備え、
薬液管は、薬液をタンクに入れる薬液投入管を含み、
薬液投入管は、その端部(又は先端)にノズルを有し、
ノズルは、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層をノズルの内面の少なくとも一部に有する、および/または、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であり、
フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)およびテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、タンクを提供することができる。
ノズルは、例えば、スプレーノズル、回転ノズル、直進ノズル、シャワーノズルからなる群から選択されることができる。
ノズルのライニング層及びフッ素樹脂B等については、薬液管に関するそれらの記載を参照することができる。
本発明のタンクは、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む中空球状の成形体を有してもよい。かかる中空球状成形体は、通常、本発明のタンク内に投入された薬液の液面に浮遊し、薬液に帯電する静電気を液面から除去するために用いられる。特に薬液を本発明のタンクに貯蔵した状態で運搬等を行う場合には、薬液が振動することによりタンク内面との摩擦が生じ、静電気が発生し、薬液が帯電しやすい。複合樹脂材料を少なくとも部分的に含む中空球状の成形体を用いることにより、運搬等の際の摩擦に生じる静電気を効率的に除去することができる。フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択されることが好ましく、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)およびテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)からなる群から選択されることがより好ましい。フッ素樹脂Cは、成型加工性の観点からは、好ましくは変性PTFE、PTFE及びPFAからなる群から選択され、導電性を効率的に高めやすい観点から、より好ましくはPTFEおよび変性PTFEからなる群から選択され、導電性を効率的に高めやすい観点ならびに屈曲性および溶接性の観点から、さらに好ましくは変性PTFEである。
本発明の実施形態において、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む棒状の成形体をさらに有するタンクを提供する。
そのような棒状の成形体は、通常、本発明のタンク内に投入された薬液の液面から薬液の内部に入り、薬液に帯電する静電気を液から除去するために用いられる。特に薬液を本発明のタンクに貯蔵した状態で運搬等を行う場合には、薬液が振動することによりタンク内面との摩擦が生じ、静電気が発生し、薬液が帯電しやすい。複合樹脂材料を少なくとも部分的に含む棒状の成形体を用いることにより、運搬等の際の摩擦に生じる静電気を効率的に除去することができる。棒状の成形体の寸法(直径及び長さ)、横断面の形状(円形、六角形等)、導電性等は、適宜選択することができる。
「フッ素樹脂C」、「カーボンナノチューブ」及び「複合樹脂材料」等については、上述の記載を適宜参照することができる。
タンクに棒状の成形体を設けるためのホルダー(「棒状成形体ホルダー」ともいう)を用いることができる。棒状成形体ホルダーは、一般的に、円筒形であって、外形は、タンクの穴の大きさに対応し、内形は、棒状の成形体の外形に対応する。棒状成形体ホルダーの寸法は、棒状成形体の寸法と、タンクの穴の寸法に応じて、適宜選択することができる。
本発明の実施形態において、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む攪拌棒をさらに有するタンクを提供する。
そのような攪拌棒は、通常、本発明のタンク内に投入された薬液の液面から薬液の内部に入り、薬液を攪拌するために使用されるが、その攪拌の際に、薬液に生じ得る静電気を液から除去するために用いられる。攪拌棒の寸法(直径及び長さ)、横断面の形状(円形、六角形等)、導電性等は、適宜選択することができる。
「フッ素樹脂C」、「カーボンナノチューブ」及び「複合樹脂材料」等については、上述の記載を適宜参照することができる。
プロペラに関する「フッ素樹脂C」、「カーボンナノチューブ」及び「複合樹脂材料」について、上述の記載を適宜参照することができる。
攪拌棒がプロペラを有する場合、攪拌棒とプロペラの両者で目的とする除電性を示せばよい。
タンクに攪拌棒を設けるためのアダプタ(「攪拌棒アダプタ」ともいう)を用いることができる。攪拌棒アダプタは、一般的に、円筒形であって、外形は、タンクの穴の大きさに対応し、内形は、攪拌棒の外形に対応する。攪拌棒アダプタの寸法は、攪拌棒の寸法と、タンクの穴の寸法に応じて、適宜選択することができる。
本発明のタンクの用途は特に限定されないが、例えば薬液を内容物とするタンクが挙げられ、具体的には薬液供給タンク、薬液貯蔵タンクおよび/または薬液運搬タンクである。薬液供給タンクは、例えば後述する薬液を供給するためのシステムにおいて使用されるタンクである。薬液供給タンクは、薬液が該タンク内を通過し別の槽へと供給されるために使用される。そのため、薬液供給タンクは通常、薬液投入管と薬液排出管とを備え、薬液の投入と排出を同時に行うこともできる。薬液貯蔵タンクは、薬液を内部に貯蔵することを目的とするタンクである。そのため、薬液貯蔵タンクは少なくとも1つの開口部を有していればよい。薬液運搬タンクは、内容物として薬液を貯蔵した状態で運搬されるタンクである。薬液の運搬に際しては、薬液が振動することにより静電気が発生しやすいが、本発明のタンクを用いることにより、静電気を除去することができる。本発明のタンクは、薬液の供給、貯蔵または運搬等のいずれかを目的とするタンクであってもよいし、これらの2つ以上の目的を兼ね備えるタンクであってもよい。
本発明のタンクに収容される薬液としては、塩酸、硝酸、フッ酸、過酸化水素水、硫酸等の水溶液、イソプロピルアルコール(IPA)、エタノール、アセトン、テトラヒドロフラン(THF)、メチルエチルケトン(MEK)等の有機溶媒、および、水が挙げられる。タンクに含まれる薬液は、好ましくは有機溶媒である。有機溶媒は、例えば半導体製造等において使用される薬液であり、半導体製造の用途においては、薬液に帯電する静電気や微量の混入物による汚染であっても問題となるため、本発明のタンクの利点をより発揮しやすい。
本発明の実施形態のタンクに収容される薬液は、収容可能な薬液であれば、特に制限されることはない。薬液は、例えば、有機溶剤、可燃性液体、酸性液体、塩基性液体、中性液体、水溶液、導電性液体から選択される少なくとも1種を含むことができる。
有機溶媒は、例えば、イソプロピルアルコール(IPA)、エタノール、アセトン、テトラヒドロフラン(THF)、メチルエチルケトン(MEK)等を含む。
可燃性液体は、例えば、イソプロピルアルコール(IPA)、エタノール、アセトン、テトラヒドロフラン(THF)、メチルエチルケトン(MEK)等を含む。
酸性液体は、例えば、塩酸、硝酸、フッ酸、硫酸、過酸化水素水等を含む。
塩基性液体は、例えば、アンモニア水等を含む。
中性液体は、例えば、オゾン水、いわゆる水、超純水、純水、脱イオン水、イオン交換水、蒸留水等を含む。
水溶液は、例えば、塩酸、硝酸、フッ酸、硫酸、アンモニア水、過酸化水素水、オゾン水等を含む。
導電性液体は、例えば、塩酸、硝酸、フッ酸、硫酸、過酸化水素水、アンモニア水、いわゆる水、イオン交換水、脱イオン水、純水等を含む。
タンクに含まれる薬液は、例えば、有機溶媒であってよい。有機溶媒は、例えば半導体製造等において使用される薬液であり、半導体製造の用途においては、薬液に帯電する静電気や微量の混入物による汚染であっても問題となるため、本発明のタンクの利点をより発揮しやすい。
タンクに含まれる薬液は、導電性液体であっても使用することができる。
本発明は、本発明のタンクを用いて薬液の供給を行うことを含む、薬液供給システムも提供する。本発明の薬液供給システムの用途は特に限定されないが、内容物である薬液の汚染が低減されクリーン性が高いという本発明の薬液供給システムの利点を最大限に利用しやすい観点からは、半導体製造に使用される薬液供給システムであることが好ましい。本発明の好ましい一態様において、本発明の薬液供給システムは、薬液運搬タンク、半導体工場ラインの薬液貯蔵タンク、薬液運搬タンクから薬液貯蔵タンクへ薬液を圧送するためのポンプ、薬液貯蔵タンクから各ラインへ薬液を圧送するためのポンプを含み、ここで、該薬液運搬タンクおよび/または該薬液貯蔵タンクとして、本発明のタンクを用いてよい。この態様の本発明の好ましい薬液供給システムによれば、具体的には、薬液運搬タンク(例えばISOタンク)をタンクローリーで半導体工場まで運送し、薬液運搬タンクから半導体工場ライン内の薬液貯蔵タンクでポンプにより薬液を圧送し、薬液貯蔵タンクから各ラインへと薬液を送液するという一連の薬液供給を行うことができる。本発明の薬液供給システムは、本発明のタンクの他に、本発明のタンクの内容物を供給するための装置、例えば窒素ガス等の不活性ガスを高圧下で送るための圧縮ガス源または薬液供給ポンプを備えていてもよいし、薬液をろ過し不純物等を除去するためのフィルター等を備えていてもよい。
本発明は、成形体を提供することができ、
それは、薬液が取り扱われるタンクに使用することができる。
タンクは、ライニングシートの層を有していても良い。
成形体は、フッ素樹脂とカーボンナノチューブを含む複合樹脂粒子を圧縮成形して得ることができる圧縮成形体であり得る。フッ素樹脂は、例えば、本明細書で記載するフッ素樹脂A〜Cのいずれかであり得る。複合樹脂粒子、フッ素樹脂A〜Cのいずれか及びカーボンナノチューブに関する本明細書の記載は、成形体の複合樹脂粒子、フッ素樹脂A〜Cのいずれか及びカーボンナノチューブの各々について参照することができる。
タンクに使用できる成形体は、例えば、上述のライニングシート、薬液管、中空形状の成形体、棒状の成形体、棒状成形体ホルダー、攪拌棒、攪拌羽根、攪拌棒アダプタ等を含むことができる。
次に、本発明を以下の実施形態により詳細に説明する。なお、以下において、図面に表された構成を説明するうえで、「上」、「下」、「左」、「右」等の方向を示す用語、およびそれらを含む別の用語を使用するが、それらの用語を使用する目的は図面を通じて実施形態の理解を容易にすることである。したがって、それらの用語は本発明の実施形態が実際に使用されるときの方向を示すものとは限らないし、それらの用語によって特許請求の範囲に記載された発明の技術的範囲は何ら限定されない。
本発明の第1実施形態のタンクは、第1実施形態Aと第1実施形態Bのタンクを含む。
本発明の第1実施形態Aのタンクは、図1Aに示すように、タンク外缶1と、タンク外缶1の内面に設けられたライニング層2、タンク内に薬液を投入するための薬液投入管3、タンク外に薬液を排出するための薬液排出管4、薬液の液面に浮遊し薬液中に帯電する静電気を除去するための中空球状の成形体5を有し、タンク内には薬液6が貯蔵されている。タンク外缶1の内面にライニング層2を設ける方法としては、フッ素樹脂のシートの片面をエッチングしたライニングシート、または、フッ素樹脂のシートの片面にガラスクロスを積層させたライニングシートを、タンク外缶1の内面の形状に合わせて切り出し、切り出したシートをエポキシ接着剤等を用いてタンク内面に貼り合せる方法が挙げられる。タンク内面に貼り合せたシート間の隙間を、例えば直径2〜5mmの円形または三角形の断面を有する棒状の溶接材料、好ましくはPFA材料を用いて溶接してもよい。第1実施形態Aにおけるタンクは、薬液投入管3、薬液排出管4、中空球状の成形体5を有するが、これらは本発明のタンクに必須の構成ではなく、これらのうちの少なくとも1つを有していてもよいし、これらのいずれも有していなくてもよい。
タンク外缶1の内面にライニング層2を設ける方法は、第1実施形態Aのタンクで記載した方法と同様の方法を使用することができる。
第1実施形態Bのタンクは、薬液投入管3、薬液排出管4、棒状の成形体52及び攪拌棒56を有するが、これらは本発明のタンクに必須の構成ではなく、これらのうちの少なくとも1つを有していてもよいし、これらのいずれも有していなくてもよい。
第1実施形態Bのタンクも、図1Bには示されていないが、タンクに一般的なその他の構成、例えば上部、横部、下部等の任意の位置に設けられたさらなる薬液管、安全弁、通気口等をさらに有していてよい。
ノズル36は、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体を筒状に切り出すか、または、複合樹脂材料を筒状に押出成形することにより製造してよい。
棒状の成形体52は、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料の成形体を棒状に切り出すか、または、複合樹脂材料を棒状に押出成形することにより製造してよい。
本発明の実施形態Bのタンクは、棒状の成形体用ホルダー54(以下「棒状成形体ホルダー」ともいう)を有し、ホルダー54で棒状の成形体52を保持することが好ましいが、「棒状成形体ホルダー54」は必須ではない。棒状成形体ホルダー54の外側の寸法は、タンクに設けられた穴の寸法を考慮して、適宜選択することができる。
攪拌棒56は、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料の成形体を棒状に切り出すか、または、複合樹脂材料を棒状に押出成形することにより製造してよい。
プロペラ57は、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含み、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料の成形体をプロペラ状に切り出して製造することができる。
本発明の実施形態Bのタンクは、攪拌棒用アダプタ58(以下「攪拌棒アダプタ」ともいう)を有し、アダプタ58で攪拌棒56を保持すること好ましいが、「攪拌棒用アダプタ58」は必須ではない。攪拌棒用アダプタ58の外側の寸法は、タンクに設けられた穴の寸法を考慮して適宜選択することができる。
攪拌棒アダプタは、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料の成形体を筒状に切り出すか、または、複合樹脂材料を筒状に押出成形することにより製造してよい。更に、攪拌棒アダプタにアース線を接続してよい。
本発明の第2実施形態のタンクは、図2に示すように、タンク外缶1と、タンク外缶1の内面に設けられたライニング層2、タンク内に薬液を投入又は排出するための薬液管15、薬液の液面に浮遊し薬液中に帯電する静電気を除去するための中空球状の成形体5を有し、タンク内には薬液6が貯蔵されている。タンク外缶1の内面にライニング層2を設ける方法としては、フッ素樹脂のシートの片面をエッチングしたライニングシート、または、フッ素樹脂のシートの片面にガラスクロスを積層させたライニングシートを、タンク外缶1の内面の形状に合わせて切り出し、切り出したシートをエポキシ接着剤等を用いてタンク内面に貼り合せる方法が挙げられる。タンク内面に貼り合せたシート間の隙間を、例えば直径2〜5mmの円形または三角形の断面を有する棒状の溶接材料、好ましくはPFA材料を用いて溶接してもよい。本実施形態におけるタンクは、薬液管15および中空球状の成形体5を有するが、これらは本発明のタンクに必須の構成ではなく、これらのうちの少なくとも1つを有していてもよいし、これらのいずれもを有していなくてもよい。
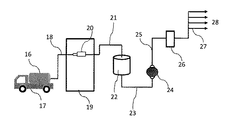
次に、本発明の供給システムの実施形態を第3実施形態として図3に示す。この実施形態における本発明の供給システムは、図3に示すように、薬液運搬タンク16および薬液供給タンク22を有し、各使用ポイント18(POU、ポイントオブユース)へ薬液を供給するためのシステムである。薬液運搬タンク16および薬液供給タンク22の少なくとも一方が本発明のタンクであればよく、いずれもが本発明のタンクであってもよい。薬液運搬タンク16は、例えば図2に示す実施形態のタンクであり得る。薬液運搬タンク16は薬液を内容物とし、運搬車両17に積載されて運搬される。薬液運搬タンク16にて運搬された薬液は、ポンプ24の動作によって、最終的に各使用ポイント28へと運ばれる。まず、薬液運搬タンク16は、例えば半導体製造工場において、パスボックス19内のカプラー20と接続管18および21を介して、薬液供給タンク22へと接続される。薬液運搬タンク16内の薬液は、接続管18を通り、カプラー20にて連結され、接続管21を介して、薬液供給タンク22へと運ばれる。薬液供給タンク22には、ポンプ24が接続されており、薬液供給タンク22から接続管23および25を介して運ばれた薬液は、フィルター26を通過することにより、薬液中に含まれ得る微細な汚染物質を除去され、接続管27を介して各使用ポイント28へと運ばれる。図3に示す第3実施形態においては、液の供給をポンプ24を用いて行っているが、ポンプ24の位置は図示される場所に限定されない。また、複数のポンプ24を使用してもよい。さらに、供給をポンプを用いずに、加圧システム等により薬液を供給してもよい。
複合樹脂粒子の製造に使用したフッ素樹脂粒子、および、複合樹脂粒子の平均粒子径は、レーザー回折散乱式粒度分布装置(日機装製「MT3300II」)により粒度分布を測定し、平均粒子径D50を得た。
複合樹脂粒子の製造に使用したフッ素樹脂粒子、および、複合樹脂粒子の比表面積の測定は、JIS Z8830に従い、比表面積/細孔分布測定装置(日本ベル製BELSORP−miniII)を用いて行った。
複合樹脂粒子の製造に使用したフッ素樹脂粒子の結晶化熱は、示差走査型熱量計(島津製作所製「DSC−50」)を用いて測定した。3mgの測定試料を、50℃/分の速度にて250℃まで昇温させ、一旦保持し、さらに10℃/分の速度にて380℃まで昇温させることにより結晶を融解させた後、10℃/分の速度で降温させた際に測定される結晶化点のピークから熱量に換算して測定した。
複合樹脂粒子の製造に使用したフッ素樹脂粒子の融点の測定は、ASTM−D4591に準拠し、示差走査熱量計(DSC)を用いて測定できる融解熱ピークの温度として求めた。
後述する製造例で得た複合樹脂粒子を、必要に応じて前処理(例えば、予備乾燥、造粒等)を行った後、成形用金型に一定量、均一に充填した。充填後の作製手順はフッ素樹脂の種類によって異なる。
フッ素樹脂が、PTFE樹脂及び変性PTFE樹脂の場合は、15MPaで加圧し一定時間保持することにより複合樹脂粒子を圧縮し、予備成形体を得た。得られた予備成形体を成形金型から取り出して、345℃以上に設定した熱風循環式電気炉で2時間以上焼成し、徐冷を行ったのち電気炉から取り出し、複合樹脂粒子の成形体(複合樹脂材料)を得た。
フッ素樹脂が、PCTFE樹脂、PFA樹脂、FEP樹脂、ETFE樹脂、ECTFE樹脂、PVDF樹脂及びPVF樹脂(PTFE樹脂及び変性PTFE樹脂以外)の場合は、金型を200℃以上に設定した熱風循環式電気炉で2時間以上加熱させて樹脂を溶融させる。所定時間加熱後、電気炉から金型を取り出し、油圧プレスを用いて25kg/cm2以上の面圧で加圧圧縮しながら常温付近まで金型を冷却したのち、複合樹脂粒子の成形体(樹脂材料)を得た。
複合樹脂粒子から上記のようにして得た複合樹脂材料(成形体)からφ110×10mmの試験片を作製し、測定試料とした。体積抵抗率の測定は、JIS K6911に従い、抵抗率計(三菱化学アナリテック製「ロレスタ」または「ハイレスタ」)を用いて行った。
複合樹脂粒子から上記のようにして得た複合樹脂材料(成形体)から、厚さ10mm×幅30mm×長さ100mmの試験片を作製し、この試験片に長さ50mm、深さ約1mmのV溝を切削した。次いで、直径3mmのPFA溶接棒を、熱風式溶接機を用いて、融着する部分の長さが50mmとなるように溝部分に溶接し、図4に示されるような溶接強度測定用試験片を作成した。次に、溶接強度測定用試験片を、図5に示すように、融着したPFA溶接棒の折り返し部分が下側となるように引張試験機にセットし、溶接棒の融着されずに残る部分を引張試験機の上チャックにセットする。10mm/分の速度にて引張試験機(株式会社エー・アンド・デイ製「テンシロン万能材料試験機」)を用いて引張を行い、最大応力を測定し、溶接強度とした。
カーボンナノチューブを添加したことによる、成形体における金属汚染の程度を、ICP質量分析装置(パーキンエルマー製「ELAN DRCII」)を用いて金属系17元素の金属溶出量を測定することにより評価した。具体的には、上記のようにして得た複合樹脂材料から切削取得した10mm×20mm×50mmの試験片を、3.6%塩酸(関東化学製EL-UMグレード)0.5Lに1時間程度浸漬し、1時間浸漬後に取出して超純水(比抵抗値:≧18.0MΩ・cm)で掛け流し洗浄を行い、3.6%塩酸0.1Lに試験片全体を浸漬して室温環境下で24時間および168時間保存した。規定時間経過後に浸漬液を全量回収し、浸漬液の金属不純物濃度を分析した。
複合樹脂材料からのカーボンナノチューブの脱離の程度を、全有機体炭素計(島津製作所製「TOCvwp」)を用いてTOCを測定することにより評価した。具体的には、上記のようにして得た複合樹脂材料から切削取得した10mm×20mm×50mmの試験片を、3.6%塩酸(関東化学製EL-UMグレード)0.5Lに1時間程度浸漬し、1時間浸漬後に取出して超純水(比抵抗値:≧18.0MΩ・cm)で掛け流し洗浄を行い、超純水に試験片全体を浸漬して室温環境下で24時間および168時間保存した。規定時間経過後に浸漬液を全量回収し、浸漬液について全有機体炭素分析をした。
上記のようにして得た複合樹脂材料から切削取得した10mm×20mm×50mmの試験片の重量を電子天秤(エイ・アンド・デイ製分析用電子天びん「BM-252」)を用いて測定した。次いで、該試験片を、SPM(H2SO4:H2O2=1:2(質量比))、FPM(HF:H2O2=1:2(質量比))、APM(SC−1)(NH4OH:H2O2:H2O=1:1:5(質量比))、オゾン水(50ppm)の各溶液中に168時間浸漬し、乾燥させて、浸漬後の試験片の重量を浸漬前度同様に電子天秤を用いて測定した。浸漬前後の重量変化を、次の式にて算出し、耐薬品性の指標とした。
重量変化(%)=[(浸漬後の重量−浸漬前の重量)/浸漬前の重量]×100
以下の実施例および比較例において、次の表1に示す変性PTFE粒子またはポリテトラフルオロエチレン(PTFE)粒子を使用した。なお、表1に示す変性PTFE粒子1および2における、上記式(II)中のXはパーフルオロプロピル基であり、パーフルオロビニルエーテル単位の量は、変性ポリテトラフルオロエチレンの全質量に基づいて、0.01〜1質量%であることを確認した。
水を溶媒としたカーボンナノチューブ分散液(分散剤=0.15質量%、カーボンナノチューブ=0.025質量%)500gにエタノールを3,500g加えて希釈した。さらに、変性PTFE粒子1を1,000g添加して混合スラリーを作製した。
次いで、作製した混合スラリーを耐圧容器に供給し、耐圧容器内の混合スラリーに含まれる分散剤1mgに対して0.03g/分の供給速度で液化二酸化炭素を供給し、耐圧容器内の圧力を20MPa、温度を50℃となるまで昇圧・昇温させた。上記圧力および温度を3時間保持しながら二酸化炭素を、二酸化炭素中に溶け込んだ溶媒(水、エタノール)および分散剤と共に耐圧容器から排出させた。
次いで、耐圧容器内の圧力、温度を大気圧、常温まで下げることにより耐圧容器内の二酸化炭素を除去し、CNT複合樹脂粒子1を得た。
CNTの量を得られる複合樹脂粒子の総量に基づいて0.05質量%としたこと以外は製造例1−1と同様にしてCNT複合樹脂粒子2を得た。
CNTの量を得られる複合樹脂粒子の総量に基づいて0.1質量%としたこと以外は製造例1−1と同様にしてCNT複合樹脂粒子3を得た。
変性PTFE1に代えて変性PTFE2を用いたこと以外は製造例1と同様にしてCNT複合樹脂粒子4を得た。
変性PTFE1に代えて変性PTFE2を用いたこと以外は製造例2と同様にしてCNT複合樹脂材料5を得た。
CNTを複合化させていない変性PTFE1を比較用樹脂粒子6とした。
CNTを複合化させていない変性PTFE2を比較用樹脂粒子7とした。
CNTを複合化させていないPTFE粒子を比較用樹脂粒子8とした
A=X/Y-14
により得た値Aも表2に示す。上記式中のXは、樹脂材料の体積抵抗率[Ω・cm]であり、Yは樹脂材料に含まれるCNTの量[質量%](樹脂材料の製造に使用したCNTの量に等しい)である。
なお、以下において、複合樹脂粒子1〜5から上記方法に従い作成した複合樹脂材料を、それぞれ、複合樹脂材料1〜5とも称し、比較用樹脂粒子6〜8から上記方法に従い作成した樹脂材料を、それぞれ、比較用樹脂材料6〜8とも称する。また、複合樹脂粒子または樹脂粒子におけるCNTの量は、これらから得た複合樹脂材料または樹脂材料におけるCNTの量と等しい。
変性PTFE1に代えてPCTFE(平均粒子径10μm、比表面積2.9、体積抵抗率102Ω・cm)を用いたこと以外は製造例2と同様にしてCNT複合樹脂粒子9を得た。得られたCNT複合樹脂粒子9を用いて、上記複合樹脂材料の作製方法にしたがい複合樹脂材料9を作製し、10mm×10mm×厚さ2mmの試験片を得た。該試験片についても同様に、表5に示す種々の薬液への浸漬試験を行った。得られた結果を表5に示す。
PTFEにグラファイトを15重量%添加した市販成形体を比較用樹脂材料10とし、PTFEにカーボンファイバーを15重量%添加した市販成形体を比較用樹脂材料11とした。また、市販の複合材料(PFA樹脂と炭素繊維の複合材料)を比較用樹脂材料12とした。これらの材料の上記サイズを有する試験片についても同様に、表5に示す種々の薬液への浸漬試験を行った。得られた結果を表5に示す。
次の表7に示すポリクロロテトラフルオロエチレン(PCTFE)粒子を使用し、複合樹脂粒子を製造した。
変性PTFE粒子1に代えてPCTFE粒子2を用いたこと以外は製造例1と同様にしてCNT複合樹脂粒子13を得た。
変性PTFE粒子1に代えてPCTFE粒子2を用いたこと以外は製造例2と同様にしてCNT複合樹脂粒子14を得た。
CNTの量を得られる複合樹脂粒子の総量に基づいて0.1質量%としたこと以外は製造例14と同様にしてCNT複合樹脂粒子15を得た。
CNTの量を得られる複合樹脂粒子の総量に基づいて0.125質量%としたこと以外は製造例14と同様にしてCNT複合樹脂粒子16を得た。
CNTの量を得られる複合樹脂粒子の総量に基づいて0.15質量%としたこと以外は製造例14と同様にしてCNT複合樹脂粒子17を得た。
PCTFE粒子2に代えてPCTFE粒子3を用いたこと以外は製造例15と同様にしてCNT複合樹脂粒子18を得た。
PCTFE粒子2に代えてPCTFE粒子1を用いたこと以外は製造例15と同様にしてCNT複合樹脂粒子19を得た。
CNTを複合化させていないPCTFE2を比較用の樹脂粒子20とした。
A=X/Y-14
により得た値Aも表8に示す。上記式中のXは、樹脂材料の体積抵抗率[Ω・cm]であり、Yは樹脂材料に含まれるCNTの量[質量%](樹脂材料の製造に使用したCNTの量に等しい)である。なお、複合樹脂粒子13〜19から上記方法に従い作成した複合樹脂材料を、それぞれ、複合樹脂材料13〜19とも称し、比較用樹脂粒子20から上記方法に従い作成した複合樹脂材料を、比較用樹脂材料20とも称する。
上記のようにして得た複合樹脂粒子から複合樹脂材料を含むライングシート1を製造するための方法を述べる。製造方法は用いたフッ素樹脂によって異なる。フッ素樹脂がポリテトラフルオロエチレン(PTFE)または変性ポリテトラフルオロエチレン(変性PTFE)の場合、製造例2で得た複合樹脂粒子を、必要に応じて前処理(例えば、予備乾燥、造粒等)を行った後、成形用金型に一定量、均一に充填し、15MPaで加圧し一定時間保持することにより複合樹脂材料を圧縮し、予備成形体を得た。得られた予備成形体を成形金型から取り出して、345℃以上に設定した熱風循環式電気炉で2時間以上焼成し、徐冷を行ったのち電気炉から取り出し、複合樹脂材料のブロック状の成形体を得た。(実施例、比較例には無いがふっ素樹脂がテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)の場合、圧縮成形法やコンプレッション成形法、シート押出成形法等あるが、圧縮成形法の場合、CNT複合樹脂粒子を、必要に応じて前処理(例えば、予備乾燥、造粒等)を行った後、成形用金型に一定量、均一に充填し、300℃以上に設定した電気炉で2時間以上焼成したのち、電気炉から取出し、油圧プレスで5MPa以上で加圧冷却して複合樹脂材料のブロック状の成形体を得る。)該成形体を、切削加工(鬘むき)し、厚み2.4mmのシートを作成した。得られたシートを厚み0.5mmのガラスクロスと積層させ、熱融着させ、ライニングシート1を得た。得られたライニングシート1の体積抵抗率は102Ω・cmであった。
製造例2で得た複合樹脂粒子に代えて比較用樹脂粒子6(製造例6)を用いたこと以外はライニングシート1の製造と同様にしてライニングシート2を得た。
上記のようにして得た複合樹脂粒子から複合樹脂材料を含む薬液管1を製造するための方法を述べる。製造例2で得た複合樹脂粒子を、必要に応じて前処理(例えば、予備乾燥、造粒等)を行った後、成形用金型に一定量、均一に充填し、15MPaで加圧し一定時間保持することにより複合樹脂材料を圧縮し、予備成形体を得た。得られた予備成形体を成形金型から取り出して、345℃以上に設定した熱風循環式電気炉で2時間以上焼成し、徐冷を行ったのち電気炉から取り出し、複合樹脂材料のブロック状の成形体を得た。得られた成形体を、CNC普通旋盤((株)滝澤鉄工所製「TAC−510」)を用いて切削加工し、直径2インチの薬液管を製造した。得られた薬液管1の体積抵抗率は5.0×102Ω・cmであった。
製造例2で得た複合樹脂粒子に代えて比較用樹脂粒子6(製造例6)を用いたこと以外は薬液管1の製造と同様にして薬液管2を得た。
上記のようにして得た複合樹脂粒子から複合樹脂材料を含む薬液管1を製造するための方法を述べる。製造例2で得た複合樹脂粒子を、必要に応じて前処理(例えば、予備乾燥、造粒等)を行った後、成形用金型に一定量、均一に充填し、15MPaで加圧し一定時間保持することにより複合樹脂材料を圧縮し、予備成形体を得た。得られた予備成形体を成形金型から取り出して、345℃以上に設定した熱風循環式電気炉で2時間以上焼成し、徐冷を行ったのち電気炉から取り出し、複合樹脂材料のブロック状の成形体を得た。得られた成形体を、マシニングセンタを用いた切削加工や溶接加工を行う事で、直径50mmの中空球状の成形体を製造した。得られた中空球状成形体の体積抵抗率は5.0×102Ω・cmであった。
製造例2で得た複合樹脂粒子に代えて比較用樹脂粒子6(製造例6)を用いたこと以外は中空球状1の製造と同様にして中空球状2を得た。
容量50Lのタンクの内側面に、接着剤(例えば、エポキシ系)を用いてライニングシート1を貼り合せた。シート間の継ぎ目を、φ5mmのPFAの溶接棒を用いて封止した。該タンクに、薬液管1を取り付け、タンク内部に中空球状1を複数個配置させた。
ライニングシート1、薬液管1、中空球状1に代えてライニングシート2、薬液管2、中空球状2を用いたこと以外は実施例1の製造と同様にして比較例1を得た。
実施例1、比較例1で製作したタンクに、シンナー(三協化学株式会社製NTXエコシンナー)を10L入れ、PTFE製の拡販羽根を有した撹拌機で285r.p.mの回転数で10分間撹拌を行い、電位計(SIMCO製FMX-003)を用いてライニングシートの帯電電位を測定する事で有機溶剤に対する帯電防止性の評価を行った。その結果、比較例1は撹拌により急激に帯電し、かつ時間経過と共に帯電電位が増加する傾向にあった(約5分で1.5kV程度)。これに対して、実施例1は測定限界以下(−0.01kV)の値であり、実施例1のタンクは、比較例1のタンクと比べ、帯電防止性に優れていることが確認された。
2 ライニング層
3 薬液投入管
31 ライニング層
4 薬液排出管
41 ライニング層
5 中空球状成形体
6 薬液
7 接液部
8 ライニングシート
9 タンク底部
10 ライニングシート
11 アース線
12 液面
13 アース線
14 蓋体
15 薬液管
151 ライニング層
16 薬液運搬タンク
17 運搬車両
18 接続管
19 パスボックス
20 カプラー
21 接続管
22 薬液供給タンク
24 循環ポンプ
25 接続管
26 フィルター
27 接続管
28 使用ポイント
29 PFA溶接棒
30 試験片
31 溝
32 下チャック
33 上チャック
36 ノズル
52 棒状成形体
53 アース線
54 ホルダー
56 攪拌棒
57 プロペラ
58 アダプタ
Claims (18)
- タンク外缶と、
タンク外缶の内面に設けられたライニング層とを少なくとも有し、
ライニング層は、少なくとも一部において、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含み、
フッ素樹脂Aは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択され、
ライニング層は、少なくとも一部において複合樹脂材料を含むライニングシートを用いて設けられ、ライニングシート間の隙間がPFA材料を用いて溶接されている、タンク。 - 投入された薬液がタンク外缶の内面と最初に接する部分に設けられたライニング層が、フッ素樹脂Aおよびカーボンナノチューブを含む複合樹脂材料を含む、請求項1に記載のタンク。
- タンクの内部と外部とに繋がる薬液管を備え、
薬液管は、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層を薬液管の内面の少なくとも一部に有する、および/または、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であり、
フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、請求項1または2に記載のタンク。 - タンクの内部と外部とに繋がる薬液管を備え、
薬液管は、薬液をタンクに入れる薬液投入管を含み、
薬液投入管は、その端部にノズルを有し、
ノズルは、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料を含むライニング層をノズルの内面の少なくとも一部に有する、および/または、フッ素樹脂Bおよびカーボンナノチューブを含む複合樹脂材料の成形体であり、
フッ素樹脂Bは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、請求項1〜3のいずれかに記載のタンク。 - ノズルは、スプレーノズル、回転ノズル、直進ノズル、シャワーノズルからなる群から選択される、請求項4に記載のタンク。
- フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む中空球状の成形体をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、請求項1〜5のいずれかに記載のタンク。
- フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む棒状の成形体をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、請求項1〜6のいずれかに記載のタンク。
- フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含む攪拌棒をさらに有し、フッ素樹脂Cは、ポリテトラフルオロエチレン(PTFE)、変性ポリテトラフルオロエチレン(変性PTFE)、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン/エチレン共重合体(ETFE)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)、及びポリフッ化ビニル(PVF)からなる群から選択される、請求項1〜7のいずれかに記載のタンク。
- 攪拌棒は、フッ素樹脂Cおよびカーボンナノチューブを含む複合樹脂材料を少なくとも部分的に含むプロペラを有する、請求項8に記載のタンク。
- 薬液は、有機溶剤、可燃性液体、酸性液体、塩基性液体、中性液体、水溶液、導電性液体から選択される少なくとも1種を含む、請求項1〜9のいずれかに記載のタンク。
- フッ素樹脂Aは変性ポリテトラフルオロエチレンである、請求項1〜10のいずれかに記載のタンク。
- 変性ポリテトラフルオロエチレンは、式(I):
で表されるパーフルオロビニルエーテル単位とを有する化合物であり、式(II)で表されるパーフルオロビニルエーテル単位の量は、変性ポリテトラフルオロエチレンの全質量に基づいて0.01〜1質量%である、請求項1〜11のいずれかに記載のタンク。 - 複合樹脂材料は、フッ素樹脂A〜Cのいずれかとカーボンナノチューブを含む、5μm以上500μm以下の平均粒子径を有する複合樹脂粒子の圧縮成形体である、請求項1〜12のいずれかに記載のタンク。
- 薬液供給タンク、薬液貯蔵タンク、および/または、薬液運搬タンクである、請求項1〜13のいずれかに記載のタンク。
- 更に、アース線を含む、請求項1〜14のいずれかに記載のタンク。
- 請求項1〜15のいずれかに記載のタンクを用いて薬液の供給を行うことを含む、薬液供給システム。
- 請求項1〜15のいずれか1項に記載のタンクに使用される、フッ素樹脂A〜Cのいずれかとカーボンナノチューブを含む成形体。
- ライニングシート、薬液管、中空形状の成形体、棒状の成形体、棒状成形体ホルダー、攪拌棒、攪拌羽根、及び攪拌棒アダプタから選択される、請求項17に記載の成形体。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017142264 | 2017-07-21 | ||
| JP2017142264 | 2017-07-21 | ||
| JP2018021649 | 2018-02-09 | ||
| JP2018021649 | 2018-02-09 | ||
| PCT/JP2018/027359 WO2019017488A1 (ja) | 2017-07-21 | 2018-07-20 | タンクおよび薬液供給システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6571304B2 true JP6571304B2 (ja) | 2019-09-04 |
| JPWO2019017488A1 JPWO2019017488A1 (ja) | 2019-11-07 |
Family
ID=65016472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019522347A Active JP6571304B2 (ja) | 2017-07-21 | 2018-07-20 | タンクおよび薬液供給システム |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6571304B2 (ja) |
| KR (1) | KR102616116B1 (ja) |
| CN (1) | CN110944920B (ja) |
| TW (1) | TWI772468B (ja) |
| WO (1) | WO2019017488A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020132792A (ja) * | 2019-02-22 | 2020-08-31 | 大陽日酸株式会社 | フッ素樹脂コーティング用組成物、コーティング膜、基材 |
| JPWO2021166743A1 (ja) * | 2020-02-17 | 2021-08-26 | ||
| CN113525943B (zh) * | 2020-04-15 | 2022-11-15 | 何建智 | 液体储存容器及其制造方法 |
| JP7780206B2 (ja) * | 2023-03-22 | 2025-12-04 | ニッシンコーポレーション株式会社 | 液体タンク |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5933331A (ja) * | 1982-08-17 | 1984-02-23 | Du Pont Mitsui Fluorochem Co Ltd | テトラフルオロエチレン樹脂成形体用の熔接前処理剤及びテトラフルオロエチレン樹脂成形体の熔接方法 |
| JPS59120417A (ja) * | 1982-12-27 | 1984-07-12 | Du Pont Mitsui Fluorochem Co Ltd | 熔接用前処理剤及び熔接方法 |
| CN86105130B (zh) * | 1986-08-15 | 1987-12-30 | 陈世杰 | 防腐、防静电龟甲衬里 |
| US6930142B2 (en) * | 2000-03-24 | 2005-08-16 | Daikin Industries, Ltd. | Seal ring |
| JP2003268567A (ja) * | 2002-03-19 | 2003-09-25 | Hitachi Cable Ltd | 導電材被覆耐食性金属材料 |
| JP2004116565A (ja) * | 2002-09-24 | 2004-04-15 | Toyota Motor Corp | 水素貯蔵タンク及び薄膜状水素吸蔵材料の製造法 |
| EP2363629B1 (en) * | 2007-11-30 | 2012-10-24 | Honda Motor Co., Ltd. | Warming system for fiber composite gas storage devices |
| MY173618A (en) * | 2010-05-11 | 2020-02-11 | Kek Hing Kow | Electrostatic discharge transparent sheeting |
| WO2012107991A1 (ja) * | 2011-02-07 | 2012-08-16 | 大陽日酸株式会社 | 複合樹脂材料粒子、複合樹脂材料粒子の製造方法、複合樹脂成形体及びその製造方法 |
| JP2013107283A (ja) * | 2011-11-21 | 2013-06-06 | Toho Kasei Kk | 樹脂成形品 |
| JP6375688B2 (ja) * | 2013-05-20 | 2018-08-22 | セントラル硝子株式会社 | 圧送容器、圧送容器を用いた保管方法、及び、圧送容器を用いた移液方法 |
| CN104877283A (zh) * | 2015-06-25 | 2015-09-02 | 河南泛锐复合材料研究院有限公司 | 抗静电碳纳米材料-聚四氟乙烯复合材料的制备方法 |
| JP5987100B1 (ja) * | 2015-10-16 | 2016-09-06 | サーパス工業株式会社 | 流体機器 |
| JP2018090323A (ja) * | 2016-12-01 | 2018-06-14 | サンフロロシステム株式会社 | 半導体製品の製造用の薬液を流動させる際に薬液と接触する部材 |
-
2018
- 2018-07-20 KR KR1020207005070A patent/KR102616116B1/ko active Active
- 2018-07-20 TW TW107125177A patent/TWI772468B/zh active
- 2018-07-20 JP JP2019522347A patent/JP6571304B2/ja active Active
- 2018-07-20 WO PCT/JP2018/027359 patent/WO2019017488A1/ja not_active Ceased
- 2018-07-20 CN CN201880048526.3A patent/CN110944920B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019017488A1 (ja) | 2019-01-24 |
| KR20200034761A (ko) | 2020-03-31 |
| CN110944920B (zh) | 2022-04-12 |
| CN110944920A (zh) | 2020-03-31 |
| KR102616116B1 (ko) | 2023-12-21 |
| JPWO2019017488A1 (ja) | 2019-11-07 |
| TWI772468B (zh) | 2022-08-01 |
| TW201908208A (zh) | 2019-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6571304B2 (ja) | タンクおよび薬液供給システム | |
| CN109844015B (zh) | 复合树脂材料和成型体 | |
| JP5968720B2 (ja) | 複合樹脂材料粒子の製造方法、及び複合樹脂成形体の製造方法 | |
| JP2019151111A (ja) | 半導体製品の製造用の薬液を流動させる際に薬液と接触する複合成形品 | |
| WO2019017489A1 (ja) | 半導体素子の製造装置および半導体素子の製造方法 | |
| TWI699397B (zh) | 複合樹脂材料及成形體 | |
| TW201936657A (zh) | 除電管及其製造方法 | |
| WO2019155977A1 (ja) | 導電性溶接材及びその製造方法 | |
| JP2000514487A (ja) | 輸送コンテナ製造用材料 | |
| JP6539426B1 (ja) | 導電性溶接材及びその製造方法 | |
| JP7528070B2 (ja) | フィルターハウジング及びそれを含むフィルター | |
| WO2018101423A1 (ja) | 半導体製品の製造用の薬液を流動させる際に薬液と接触する部材 | |
| KR20210116461A (ko) | 카본 나노 튜브를 포함하는 복합 2차 입자 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190424 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190424 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190807 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6571304 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |