JP6579217B2 - テンプレートの製造方法およびテンプレート - Google Patents
テンプレートの製造方法およびテンプレート Download PDFInfo
- Publication number
- JP6579217B2 JP6579217B2 JP2018083503A JP2018083503A JP6579217B2 JP 6579217 B2 JP6579217 B2 JP 6579217B2 JP 2018083503 A JP2018083503 A JP 2018083503A JP 2018083503 A JP2018083503 A JP 2018083503A JP 6579217 B2 JP6579217 B2 JP 6579217B2
- Authority
- JP
- Japan
- Prior art keywords
- alignment mark
- region
- template
- material film
- refractive material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Description
そして、このような状態になると、テンプレートのアライメントマークを構成する材料(一般的には、合成石英ガラス)の屈折率と、被転写樹脂の屈折率とがほとんど同じ値であることから、テンプレートのアライメントマークを光学的に識別することが困難になってしまうという問題がある。
さらに、その上からレジスト膜170(保護層に相当)を形成し、段差基板を押し付けて、アライメントマーク領域130の膜厚が転写パターン領域120の膜厚よりも厚くなるようにレジスト膜170を変形させる(図10(c))。
その後、レジスト膜170の所定の厚み分をドライエッチングして、アライメントマーク領域130の凹部内のみにレジスト膜170が残る状態にする(図10(d))。
次に、露出する視認性薄膜140を所定量ドライエッチングし、最後に、アライメントマーク領域130の凹部内のレジスト膜170を除去して、アライメントマーク領域130の凹部に視認性薄膜140を有するテンプレート110を得る(図10(e))。
まず、本発明に係るテンプレートの製造方法について説明する。
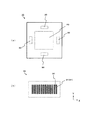
図1は、本発明に係るテンプレートの製造方法の第1の実施形態の一例を説明する図である。なお、図1は、本実施形態の各工程における転写パターン領域20とアライメントマーク領域30の関係を説明するために、転写パターン領域20とアライメントマーク領域30の断面を模式的に拡大したものである。
凹凸基板1aを構成する材料は、ナノインプリントリソグラフィに用いられるテンプレートとして適用できるものであれば特に限定されないが、一般的には合成石英ガラスが好適に用いられる。
なお、図1(a)においては、煩雑となるのを避けるため、アライメントマーク領域30に形成されるアライメントマークが2個の凹部31と1個の凸部32で構成されている形態を模式的に示しているが、実際には、アライメントマーク領域30に形成されるアライメントマークは、より多くの凹部31と凸部32の繰り返しパターンで構成されている。
なお、図2に示す例においては、理解を容易とするために、転写パターン領域20、及び、アライメントマーク領域30の各領域を破線で囲んで示しているが、実際の凹凸基板1aにおいては、このような破線は存在しない。
また、図2(b)に示す例においては、アライメントマーク領域30に形成されているアライメントマークは、一の種類の凹部31と凸部32の繰り返しパターンで構成されている形態が例示されているが、本実施形態はこれに限定されず、例えば、アライメントマーク領域30に形成されているアライメントマークは、複数種の凹部31と凸部32から構成される物であっても良い。
なお、図2(b)に示す例においては、アライメントマーク領域30に形成されているアライメントマークは、ラインアンドスペースパターンの形態を有しているが、本実施形態はこれに限定されず、例えば、アライメントマークは、ホールやドットのアレイパターンの形態を有していても良い。
言い換えれば、図2(b)に示す例においては、凹部31及び凸部32は平面視においてライン状の形態を有しているが、本実施形態はこれに限定されず、例えば、凹部31はホール形状であっても良く、また、凸部32はドット形状であっても良い。
アライメントマーク領域30に形成されるアライメントマークの凹部31の深さは、通常、転写パターン領域20に形成される転写パターンの深さと同程度になる。これは、通常、転写パターンとアライメントマークが同一工程のドライエッチングにより形成されるからである。凹部31の深さは、例えば、20nm〜100nmの範囲とすることができる。
また、上記のアライメントマークは例えば、30nm〜5μm幅の凹部31と凸部32の繰り返しパターンとすることができる。
上記のインク40をアライメントマーク領域30に局所的に配設する方法としては、ナノインプリントの技術分野で用いられているインクジェット方式によるものを好適に用いることができる。上記のインクジェット方式は、ナノインプリント分野で実績があり、インク40を所望の配設量で所望の位置に配設できるからである。
中でも、クロム(Cr)を含む材料を好適に用いることができる。クロム(Cr)は、フォトマスクのマスクパターンとしても用いられる材料であり、微細加工の分野において実績があるからである。
本実施形態においては、例えば、溶媒にトルエンを用い、クロム(Cr)を含む材料を10wt%〜60wt%の範囲で含有するインクを、上記のインク40として用いることができる。
インク40の濡れ性を高めて、より効率良くアライメントマークを構成する各凹部31にインク40を流入させるためである。
含有する界面活性剤としては、例えば、フッ素系界面活性剤を使用する事が出来る。その含有量としては、例えば、0.1wt%〜10wt%の範囲とすることができる。
ベーク(焼成)温度は、インク40に含まれる高屈折材料膜41を構成する材料等に依存するが、例えば、100℃〜300℃の範囲とすることができる。
それゆえ、凹部31の底面の上に形成される高屈折材料膜41(図1(c)に示す41b)の膜厚T2は、アライメントマーク領域30の主面2の上に形成される高屈折材料膜41(図1(c)に示す41a)の膜厚T1よりも厚くなる。
それゆえ、本実施形態においては、この膜厚差を利用して、アライメントマークの凹部31に形成された高屈折材料膜41(図1(d)に示す41b)を残しつつ、主面2から突出する高屈折材料膜41(図1(d)に示す41a)を除去することができる。
ここで、インク40に含まれる高屈折材料膜41を構成する材料としてクロムを含む材料を用いた場合には、エッチング用ガス61には塩素と酸素の混合ガスを用いることができる。
次に、本発明に係るテンプレートの製造方法の第2の実施形態について説明する。
なお、上記の図1に示す凹凸基板1aと同様に、図4に示す凹凸基板1bにおいても、アライメントマーク領域30に形成されるアライメントマークが2個の凹部31と1個の凸部32で構成されている形態を模式的に示しているが、実際には、アライメントマーク領域30に形成されるアライメントマークは、より多くの凹部31と凸部32の繰り返しパターンで構成されている。
例えば、溝構造33は、その外縁33a及び内縁33bが曲線から構成される平面形態を有していてもよく、また、多角形状や十字型の平面形態を有していてもよい。
それゆえ、本実施形態においては、転写パターン領域20に、インク40の付着やインク40に含まれる材料による高屈折材料膜41の形成が生じることを、より確実に防止でき、転写パターン領域20に異物の付着や欠陥を生じさせてしまうことを、より確実に防止することができる。
アライメントマーク領域30よりも外側の領域にインク40が濡れ広がっていくことを、より確実に防止できるからである。
アライメントマーク領域30よりも外側の領域にインク40が濡れ広がっていくことを、より確実に防止しつつ、各凹部31により多くのインク40を溜めることができるからである。
そして、本実施形態の製造方法により製造されたテンプレートを用いてインプリントを行えば、より良好にアライメントマークを光学的に識別することが可能になり、より容易に高精度な位置合わせを行うことが可能になる。
それゆえ、この膜厚差を利用して、アライメントマークの凹部31に形成された高屈折材料膜41(図4(d)に示す41b)を残しつつ、主面2から突出する高屈折材料膜41(図4(d)に示す41a)を除去することができる。
なお、最終的に、溝構造33の底面の上に形成される高屈折材料膜41(図4(e)に示す41c)の膜厚は、上記のエッチング用ガス61を用いたドライエッチングにより、図4(c)に示す高屈折材料膜41cの膜厚よりも薄くなる。
そして、アライメントマークの凹部31の底面の上には、高屈折材料膜41が形成されているが、溝構造33の底面の上には、高屈折材料膜41は形成されていない。
次に、本発明に係るテンプレートの製造方法の第3の実施形態について説明する。
本実施形態は、上記の第1の実施形態または第2の実施形態における、アライメントマークを構成する凹部31の底面の上に形成された高屈折材料膜41を残しつつ、主面2から突出する高屈折材料膜41を除去する工程が、高屈折材料膜41を形成したアライメントマークの凹部31に局所的にエッチング保護膜を形成する工程と、エッチング保護膜から露出する高屈折材料膜41をエッチングにより除去する工程と、エッチング保護膜を除去する工程と、を順に備えるものである。
それゆえ、本実施形態の製造方法により製造されたテンプレートを用いてインプリントを行えば、より良好にアライメントマークを光学的に識別することが可能になり、より容易に高精度な位置合わせが可能となる。
以下、本実施形態について、詳細を説明する。
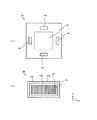
そして、上記の第1の実施形態と同様にして、すなわち、上述した図1(b)、(c)に示す工程を施して、図8(c)に示すように、アライメントマーク領域30の主面2の上、及び、凹部31の底面の上に高屈折材料膜41を形成する。
なお、図8(b)、(c)に示す工程は、それぞれ、上記の図1(b)、(c)に示す工程と同じである。
このような形態であれば、部材81と転写パターン領域20との接触を、より確実に回避することができ、転写パターン領域20に異物の付着や欠陥を生じさせてしまうことを、より確実に防止することができるからである。
部材81が紫外線透過性の材料から構成されていれば、硬化性樹脂71が紫外線硬化性樹脂である場合に、部材81側から(図8に示すZ方向側)から紫外線照射して、硬化性樹脂71を硬化させることができるからである。
紫外線透過性の材料としては、例えば、合成石英ガラス等、テンプレートを構成する材料として用いられるものを挙げることができる。
なお、エッチング用ガス62としては、硬化性樹脂71を除去できるものであれば用いることができ、例えば、酸素ガスを挙げることができる。
なお、上記の第1の実施形態と同様に、高屈折材料膜41を構成する材料としてクロムを含む材料を用いた場合には、エッチング用ガス61には塩素と酸素の混合ガスを用いることができる。
そして、この膜厚T2は、上記の第1の実施形態における図1(e)に示すテンプレート10において、凹部31の底面の上に形成されている高屈折材料膜41の膜厚T3よりも、厚いものである。
それゆえ、本実施形態の製造方法により製造されたテンプレートを用いてインプリントを行えば、より良好にアライメントマークを光学的に識別することが可能になり、より容易に高精度な位置合わせが可能となる。
また、本実施形態において、エッチング保護膜として形成する硬化性樹脂71も、アライメントマーク領域30に局所的に配設されるため、転写パターン領域20には硬化性樹脂71の付着は生じない。
それゆえ、転写パターン領域20に異物の付着や欠陥を生じさせてしまうことを防止することができる。
次に、本発明に係るテンプレートについて、説明する。
本発明に係るテンプレートは、溝構造で囲まれた領域に、凹部と凸部から構成されるアライメントマークを有し、アライメントマークを構成する凹部の底面の上に、高屈折材料膜が形成されていることを特徴とするものである。
また、本発明に係るテンプレートは、溝構造の底面の上にも高屈折材料膜が形成されている形態であってもよい。
そして、凹部31の底面の上には高屈折材料膜41が形成されているが、溝構造33の底面の上には高屈折材料膜41は形成されていない。
10、11a、11b、12 テンプレート
2 主面
20 転写パターン領域
30 アライメントマーク領域
31 凹部
32 凸部
33 溝構造
33a 外縁
33b 内縁
40 インク
41、41a、41b、41c 高屈折材料膜
61、62 エッチング用ガス
71 硬化性樹脂
81 部材
101 凹凸基板
102 主面
110 テンプレート
120 転写パターン領域
130 アライメントマーク領域
140 視認性薄膜
170 レジスト膜
Claims (4)
- 主面に、転写パターン領域とアライメントマーク領域を有し、前記アライメントマーク領域に凹部と凸部から構成されるアライメントマークが形成されている凹凸基板を準備する工程と、
高屈折材料膜を形成する材料を含有するインクをインクジェット方式によって前記アライメントマーク領域に局所的に配設する工程と、
前記インクの溶媒を揮発させて前記高屈折材料膜を形成する工程と、
前記アライメントマークを構成する凹部の底面の上に形成された前記高屈折材料膜を残しつつ、前記主面から突出する前記高屈折材料膜を除去する工程と、
を順に備え、
前記凹凸基板が、前記アライメントマーク領域の外縁に内接する溝構造を有しており、
前記溝構造で囲まれた領域の外側に、前記転写パターン領域が存在し、
前記アライメントマーク領域に局所的に配設される前記インクの配設量が、
前記アライメントマークを構成する凹部の全てを合わせた容積に前記溝構造の容積を加えた容積を満たす量以下であることを特徴とするテンプレートの製造方法。 - 前記アライメントマーク領域に局所的に配設される前記インクの配設量が、
前記アライメントマークを構成する凹部の全てを合わせた容積を満たす量以上であることを特徴とする請求項1に記載のテンプレートの製造方法。 - 主面に、転写パターン領域とアライメントマーク領域を有し、
前記アライメントマーク領域に凹部と凸部から構成され、被転写基板との位置合わせに用いられるアライメントマークが形成されており、
前記アライメントマークが溝構造で囲まれた領域に存在し、
前記溝構造で囲まれた領域の外側に、前記転写パターン領域が存在し、
前記アライメントマークを構成する凹部の底面の上に、前記アライメントマークの凸部を構成する材料よりも屈折率が高い材料から構成される高屈折材料膜が形成されていることを特徴とするテンプレート。 - 前記溝構造の底面の上に、前記高屈折材料膜が形成されていることを特徴とする請求項3に記載のテンプレート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018083503A JP6579217B2 (ja) | 2018-04-24 | 2018-04-24 | テンプレートの製造方法およびテンプレート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018083503A JP6579217B2 (ja) | 2018-04-24 | 2018-04-24 | テンプレートの製造方法およびテンプレート |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014132950A Division JP6394114B2 (ja) | 2014-06-27 | 2014-06-27 | テンプレートの製造方法およびテンプレート |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019155614A Division JP6835167B2 (ja) | 2019-08-28 | 2019-08-28 | テンプレートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018121081A JP2018121081A (ja) | 2018-08-02 |
| JP6579217B2 true JP6579217B2 (ja) | 2019-09-25 |
Family
ID=63045404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018083503A Active JP6579217B2 (ja) | 2018-04-24 | 2018-04-24 | テンプレートの製造方法およびテンプレート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6579217B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL2004932A (en) * | 2009-07-27 | 2011-01-31 | Asml Netherlands Bv | Imprint lithography template. |
| JP5451450B2 (ja) * | 2010-02-24 | 2014-03-26 | キヤノン株式会社 | インプリント装置及びそのテンプレート並びに物品の製造方法 |
| JP5581871B2 (ja) * | 2010-07-22 | 2014-09-03 | 大日本印刷株式会社 | インプリント方法およびインプリント装置 |
| JP2012099729A (ja) * | 2010-11-04 | 2012-05-24 | Toshiba Corp | テンプレート、テンプレートの形成方法及び半導体装置の製造方法 |
| JP2013168604A (ja) * | 2012-02-17 | 2013-08-29 | Fujifilm Corp | ナノインプリント用モールドの製造方法 |
-
2018
- 2018-04-24 JP JP2018083503A patent/JP6579217B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018121081A (ja) | 2018-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102336560B1 (ko) | 템플릿 및 템플릿 블랭크, 그리고 임프린트용 템플릿 기판의 제조 방법, 임프린트용 템플릿의 제조 방법 및 템플릿 | |
| CN1258120C (zh) | 光刻模板 | |
| JP4651390B2 (ja) | 多重浮彫要素スタンプを利用したuvナノインプリントリソグラフィ法 | |
| US8962081B2 (en) | Template forming method | |
| KR101970147B1 (ko) | 정렬 표시를 위한 광 흡수 재료 | |
| JP2014209509A (ja) | インプリントモールドの製造方法 | |
| JP6205825B2 (ja) | レプリカテンプレートの製造方法、レプリカテンプレート、レプリカテンプレートを用いたウエハの製造方法、およびマスターテンプレートの製造方法 | |
| JP6394114B2 (ja) | テンプレートの製造方法およびテンプレート | |
| JP2019114667A (ja) | インプリントモールドの製造方法 | |
| JP6281592B2 (ja) | レプリカテンプレートの製造方法 | |
| JP6579217B2 (ja) | テンプレートの製造方法およびテンプレート | |
| JP6835167B2 (ja) | テンプレートの製造方法 | |
| KR101118409B1 (ko) | 식별 마크를 갖는 템플릿 및 그 제조 방법 | |
| JP6015140B2 (ja) | ナノインプリントモールドおよびその製造方法 | |
| JP2018170365A (ja) | テンプレート、半導体装置の製造方法及びテンプレートの製造方法 | |
| JP2018046223A (ja) | 凹凸構造体の製造方法、インプリントモールド製造用基材、およびインプリントモールドの製造方法 | |
| JP6417728B2 (ja) | テンプレートの製造方法 | |
| JP2019009469A (ja) | 部材 | |
| JP6607293B2 (ja) | テンプレート | |
| JP6996333B2 (ja) | ブランクス基材、インプリントモールド、インプリントモールドの製造方法及びインプリント方法 | |
| JP6757241B2 (ja) | パターン形成方法及びレプリカモールドの製造方法 | |
| JP6972581B2 (ja) | インプリントモールド及びインプリントモールドの製造方法 | |
| JP2018163942A (ja) | インプリントモールド及びインプリントモールドの製造方法 | |
| JP6394112B2 (ja) | テンプレートの製造方法およびテンプレート | |
| CN120559789A (zh) | 一种光波导光栅制备方法、光波导光栅及光波导 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6579217 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |