JP6589886B2 - ガラス板の製造装置 - Google Patents
ガラス板の製造装置 Download PDFInfo
- Publication number
- JP6589886B2 JP6589886B2 JP2016566328A JP2016566328A JP6589886B2 JP 6589886 B2 JP6589886 B2 JP 6589886B2 JP 2016566328 A JP2016566328 A JP 2016566328A JP 2016566328 A JP2016566328 A JP 2016566328A JP 6589886 B2 JP6589886 B2 JP 6589886B2
- Authority
- JP
- Japan
- Prior art keywords
- glass ribbon
- glass plate
- glass
- roller
- scribe line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 313
- 238000004519 manufacturing process Methods 0.000 title claims description 51
- 230000007246 mechanism Effects 0.000 claims description 201
- 238000005520 cutting process Methods 0.000 claims description 59
- 238000005452 bending Methods 0.000 claims description 34
- 230000015572 biosynthetic process Effects 0.000 claims description 20
- 238000003280 down draw process Methods 0.000 claims description 11
- 238000009751 slip forming Methods 0.000 claims description 8
- 238000002347 injection Methods 0.000 description 29
- 239000007924 injection Substances 0.000 description 29
- 230000033228 biological regulation Effects 0.000 description 10
- 230000001105 regulatory effect Effects 0.000 description 10
- 239000000843 powder Substances 0.000 description 9
- 230000001360 synchronised effect Effects 0.000 description 8
- 230000008859 change Effects 0.000 description 6
- 230000010355 oscillation Effects 0.000 description 6
- 238000013459 approach Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000000470 constituent Substances 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 238000011143 downstream manufacturing Methods 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 206010016275 Fear Diseases 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images
















Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/033—Apparatus for opening score lines in glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/105—Details of cutting or scoring means, e.g. tips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Description
本発明は、ダウンドロー法によって連続成形されたガラスリボンにスクライブ線を形成すると共に、スクライブ線が形成された部位に曲げ応力を付与することでガラスリボンを折割切断するガラス板の製造装置に関する。
周知のように、ガラス板は、液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイ、フィールドエミッションディスプレイ等のフラットパネルディスプレイ用のガラス基板として使用されたり、スマートホン、タブレット型PC等のカバーガラスとして使用される等、多種多様な電子デバイスに組み込まれている。
このガラス板の製造方法の一つとしては、オーバーフローダウンドロー法、スロットダウンドロー法、リドロー法等に代表されるダウンドロー法によって連続成形されたガラスリボンを所定長さ毎に切断することにより、ガラス板を切り出す方法を挙げることができる。そして、このような製造方法に使用される装置の一例が特許文献1に開示されている。
同文献に開示されたガラス板の製造装置は、成形後に下方へと搬送されるガラスリボンに対し、幅方向に沿ってスクライブ線(同文献では、スコアライン)を形成するスクライブ機構(同文献では、スコアリング装置)を備えている。また、スクライブ線が形成された部位に曲げ応力を付与することにより、ガラスリボンを折割切断する折割機構(同文献では、ガラス板係合装置)を備えている。そして、同装置は、スクライブ機構によるスクライブ線の形成と、折割機構による折割切断とを繰り返し実行する構成とされている。
さらに、このガラス板の製造装置は、スクライブ線の形成、及び折割切断を実行するにあたって、スクライブ機構と折割機構とが一体となってガラスリボンに追従降下する構成となっている。すなわち、スクライブ線の形成を開始してから折割切断が完了するまでの間、スクライブ機構と折割機構とが共にガラスリボンに追従降下し、折割切断が完了する高さ位置まで移動する構成となっている。また、折割切断の完了後には、スクライブ機構と折割機構とが一体となって上方へと帰還し、スクライブ線の形成を開始する高さ位置まで移動することで、次回のスクライブ線の形成、及び折割切断の実行に備える構成となっている。
しかしながら、上記のガラス板の製造装置を使用してガラス板を製造する場合には、下記のような解決すべき問題があった。
すなわち、上記のガラス板の製造装置においては、スクライブ機構は、スクライブ線の形成が完了した後においても、折割切断が完了するまでの間、折割機構と共にガラスリボンに追従降下し続ける。さらに、折割機構は、折割切断が完了した後、スクライブ機構と共に次回の折割切断を開始する高さ位置を通過し、より上方に位置するスクライブ線の形成を開始する高さ位置まで帰還する。つまり、スクライブ機構と折割機構との両者は、いずれも自身の機能が必要とされる範囲外を余分に上下動していることになる。従って、両者が余分に上下動している分だけ、必然的にガラス板の製造効率が悪化してしまうという問題があった。
このような事情に鑑みなされた本発明は、ダウンドロー法によって連続成形されたガラスリボンを折割切断することでガラス板を製造する場合に、当該ガラス板の製造効率を向上させることを技術的課題とする。
上記の技術的課題を解決するために創案された本発明は、ダウンドロー法によって連続成形されて下方へと搬送されるガラスリボンに対し、一方面側への幅方向に沿ったスクライブ線の形成と、スクライブ線が形成されたスクライブ線形成部への曲げ応力の付与によるガラスリボンの折割切断とを繰り返し実行するように構成されると共に、ガラスリボンに追従降下しつつスクライブ線を形成する形成動作、及び、上方に帰還する帰還動作を行うスクライブ機構と、ガラスリボンに追従降下しつつ折割切断を実行することで、ガラスリボンからスクライブ線の下方に存する切出し部の切出しを実行する折割動作、及び、上方に復帰する復帰動作を行う折割機構とを備えたガラス板の製造装置であって、スクライブ機構と折割機構とが相互に独立して動作可能に構成されていることに特徴付けられる。
このような構成によれば、スクライブ機構と折割機構とが相互に独立して動作可能に構成されていることから、スクライブ機構と折割機構との各々は、自身の機能が必要とされる範囲のみを上下動すればよい。すなわち、スクライブ機構は、スクライブ線の形成が完了した後、折割切断を実行するための範囲をガラスリボンに追従降下する必要がなくなる。さらに、折割機構は、折割切断が完了した後、スクライブ線の形成を実行するための範囲を上方へと移動する必要がない。その結果、ガラス板の製造効率を向上させることが可能となる。
上記の構成において、折割機構が折割動作を完了する前に、スクライブ機構が帰還動作を開始するように構成されていることが好ましい。
このようにすれば、折割機構によるガラスリボンの折割切断が完了する前に、スクライブ機構が次回のスクライブ線の形成の準備を開始することができる。
上記の構成において、スクライブ機構が形成動作を完了する前に、折割機構が復帰動作を完了するように構成されていることが好ましい。
このようにすれば、スクライブ機構によるスクライブ線の形成が完了する前に、折割機構によるガラスリボンの折割切断を開始するための準備を完了することが可能となる。
上記の構成において、スクライブ機構が形成動作を完了した後、スクライブ機構が連続して帰還動作を開始するように構成されていることが好ましい。
このようにすれば、スクライブ機構によるスクライブ線の形成が完了した後、連続してスクライブ機構が次回のスクライブ線の形成の準備を開始することが可能となる。
上記の構成において、折割機構が折割動作を完了した後、折割機構が連続して復帰動作を開始するように構成されていることが好ましい。
このようにすれば、折割機構によるガラスリボンの折割切断が完了した後、連続して折割機構が次回のガラスリボンの折割切断の準備を開始することができる。
上記の構成において、スクライブ機構が、ガラスリボンの一方面上を幅方向に沿って走行することでスクライブ線を形成するカッターホイールを備えることが好ましい。
このようにすれば、カッターホイールによってスクライブ線が形成されるため、当該スクライブ線の形成を高速で行うことが可能となる。
上記の構成において、折割機構が、切出し部を支持した状態で一方面側から他方面側に向かって回動することで、スクライブ線形成部を一方面側が凸となるように湾曲させる曲げ応力付与部材を有し、この曲げ応力付与部材が、幅方向に延びる中心軸線を中心として自転可能に構成されていることが好ましい。
このようにすれば、ガラスリボンから切り出された切出し部は、折割切断時の曲げ応力付与部材の回動に伴って切出し前よりも一方面側から他方面側に移動した状態となる。ここで、折割切断後に切出し部を下流工程に搬送する場合、折割切断時の切出し部の移動方向である一方面側から他方面側に向かう方向に、切出し部を引き続き移動させて下流工程に搬送するようにすれば効率的な搬送を行うことができる。加えて、切出し部を切出し直後の姿勢から起き上がらせて縦置き姿勢にすれば、搬送に適した姿勢とすることができる。そして、上記の構成によれば、切出し部を支持する曲げ応力付与部材が中心軸線を中心に自転することが可能であるため、折割切断後に曲げ応力付与部材を自転させることで、これに伴って切出し部を縦置き姿勢とすることができる。つまり、折割切断時に一方面側から他方面側に移動させた切出し部を、折割切断後には移動後の位置で縦置き姿勢に変化させることが可能になる。これにより、上記の搬送形態を実現させることができ、ガラス板の製造効率を更に向上させることが可能となる。
上記の構成において、折割機構が、折割切断後におけるガラスリボンの厚み方向の揺動を規制する揺動規制手段を、ガラスリボンの一方面側及び他方面側のそれぞれに備えることが好ましい。
ガラス板の製造装置によりスクライブ線の形成、及び折割切断がなされるガラスリボンは、当該ガラスリボンの成形領域に配置され、且つガラスリボンを厚み方向に挟持するローラー対によって吊るされた状態に置かれている。そして、本発明に係るガラス板の製造装置のように、スクライブ機構と折割機構とが相互に独立して動作可能に構成されている場合には、両機構が一体となって動作する構成とされている場合と比較して、上記のローラー対からガラスリボンの下端部までの距離(ガラスリボンにおいてローラー対によって吊るされた部位の長さ)が長くなりやすい。そのため、この距離が長くなった分だけ、ガラスリボンの折割切断を実行した後、折割切断後のガラスリボンが厚み方向に揺動しやすくなっている。そして、ガラスリボンが揺動した場合には、ガラスリボンと、ガラスリボンの搬送経路に沿って配置された機械等が接触して、ガラスリボンが損傷するおそれがある。しかしながら、上記の構成によれば、折割機構が備えた揺動規制手段によってガラスリボンの厚み方向における揺動が規制されることから、上記のようなおそれを的確に排除することが可能である。
上記の構成において、揺動規制手段がローラーであることが好ましい。
このようにすれば、揺動規制手段がローラーであるため、揺動規制手段とガラスリボンとの摺動によってガラスリボンが傷付いてしまうような事態の発生を回避することが可能である。
以上のように、本発明によれば、ダウンドロー法によって連続成形されたガラスリボンを折割切断することでガラス板を製造する場合に、当該ガラス板の製造効率を向上させることができる。
以下、本発明の実施形態に係るガラス板の製造装置について、添付の図面を参照して説明する。なお、添付の図面には、ガラスリボンの幅方向を「X‐X方向」で表し、ガラスリボンの長手方向を「Y‐Y方向」で表し、ガラスリボンの厚み方向を「Z‐Z方向」で表している。
まず、本発明の第一実施形態に係るガラス板の製造装置の概要について説明する。
<第一実施形態>
図1及び図2に示すように、本発明の第一実施形態に係るガラス板の製造装置1は、ダウンドロー法によって連続成形されて下方へと搬送される可撓性を有するガラスリボンG(例えば、厚みが700μm以下)を所定長さ毎に切断することにより、当該ガラスリボンGから切出し部としてのガラス板Gxを連続的に切り出すための装置である。ガラス板の製造装置1は、ガラスリボンGの表面Ga(ガラスリボンGの表裏面Ga,Gbのうちの表面Ga)に対する幅方向(X‐X方向)に沿ったスクライブ線Sの形成と、スクライブ線Sが形成されたスクライブ線形成部Gsへの曲げ応力の付与によるガラスリボンGの折割切断とを繰り返し実行するように構成されている。なお、図1及び図2においては、ガラス板の製造装置1の一部の構成要素の図示を省略しており、図1及び図2で図示を省略した構成要素は図3以降に図示している。
図1及び図2に示すように、本発明の第一実施形態に係るガラス板の製造装置1は、ダウンドロー法によって連続成形されて下方へと搬送される可撓性を有するガラスリボンG(例えば、厚みが700μm以下)を所定長さ毎に切断することにより、当該ガラスリボンGから切出し部としてのガラス板Gxを連続的に切り出すための装置である。ガラス板の製造装置1は、ガラスリボンGの表面Ga(ガラスリボンGの表裏面Ga,Gbのうちの表面Ga)に対する幅方向(X‐X方向)に沿ったスクライブ線Sの形成と、スクライブ線Sが形成されたスクライブ線形成部Gsへの曲げ応力の付与によるガラスリボンGの折割切断とを繰り返し実行するように構成されている。なお、図1及び図2においては、ガラス板の製造装置1の一部の構成要素の図示を省略しており、図1及び図2で図示を省略した構成要素は図3以降に図示している。
上記のガラス板の製造装置1は、図1に矢印E‐Eで示すように、ガラスリボンGに追従降下しつつスクライブ線Sを形成する形成動作、及び、スクライブ線Sの形成後に上方へと帰還する帰還動作を行うスクライブ機構2を備えている。また、スクライブ機構2よりもガラスリボンGの搬送経路の下流側において、図1に矢印F‐Fで示すように、ガラスリボンGに追従降下しつつ折割切断を実行する折割動作、及び、折割切断の実行後に上方へと復帰する復帰動作を行う折割機構3を備えている。スクライブ機構2と折割機構3とは相互に独立して上下動することが可能となっており、スクライブ機構2は、図1に実線で示した位置を上端、二点鎖線で示した位置を下端として上下動する。一方、折割機構3は、図1に二点鎖線で示した位置を上端、実線で示した位置を下端として上下動する。
また、ガラス板の製造装置1は、スクライブ機構2よりもガラスリボンGの搬送経路の上流側に、スクライブ機構2に搬入されるガラスリボンGを幅方向(X‐X方向)に沿って表面Ga側が凸となるように湾曲させる変形付与機構4を備えている。さらに、折割切断の実行によって切り出されたガラス板Gxを、折割機構3から受け取って下流工程へと移送するための移送機構5を備えている。
ここで、ダウンドロー法により成形されたガラスリボンには、その幅方向両端に製品ガラス板の製造過程で除去される非有効部が含まれている。さらに、非有効部には、他の部位と比較して厚みの大きい耳部が含まれている。以下の説明においては、非有効部のうちの耳部を除外した部位を表す場合には「非有効部Gu」と表記し、耳部を表す場合には「耳部Gm」と表記する。
以下、変形付与機構4の詳細について説明する。
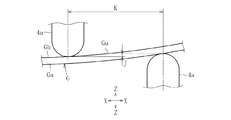
変形付与機構4は、ガラスリボンGが元来有する幅方向(X‐X方向)に沿った湾曲に倣って表面Ga側が凸となるように、当該ガラスリボンGを湾曲させる。この変形付与機構4は、図2に示すように、ガラスリボンGの搬送経路に沿って二基が配置されており、この二基は同一な構成を有している。両変形付与機構4のそれぞれは、図3に示すように、ガラスリボンGの表面Ga側において幅方向に沿って相互に離間した二箇所と、裏面Gb側において前述の二箇所の相互間に位置する二箇所との各々に、ガラスリボンGに当接する当接部材としての支持ローラー4aを有している。表面Ga側の二つの支持ローラー4aと裏面Gb側の二つの支持ローラー4aとは、ガラスリボンGの幅方向中央Gcを基準として対称に配置されると共に、ガラスリボンGの幅方向両端に存する非有効部Guに当接するように配置されている。そして、表面Ga側の支持ローラー4aと裏面Gb側の支持ローラー4aとで、ガラスリボンGを厚み方向(Z‐Z方向)に挟み込んでいる。なお、表面Ga側の支持ローラー4a、及び、裏面Gb側の支持ローラー4aは、いずれもフリーローラーである。
各支持ローラー4aは、その各々がボールネジ(図示省略)を介してエアシリンダー4bと連結されており、各エアシリンダー4bは、それぞれガラスリボンGの表面Ga側と裏面Gb側とに配置されたフレーム6に取り付けられている。そして、各支持ローラー4aは、各エアシリンダー4bの内圧の増減を調節することで、図3に矢印H‐Hで示すように、ガラスリボンGの厚み方向(Z‐Z方向)に沿って移動させることが可能であると共に、ボールネジによって前後に移動して、厚み方向に沿った位置の微調整を行うことが可能となっている。これにより、表面Ga側の支持ローラー4aと裏面Gb側の支持ローラー4aとを移動させ、各支持ローラー4aのガラスリボンGの厚み方向に沿った位置を調節することで、ガラスリボンGの幅方向(X‐X方向)に沿った湾曲(曲率)を任意に変化させることが可能となっている。
ここで、ガラスリボンGを表面Ga側の支持ローラー4aと裏面Gb側の支持ローラー4aとで挟み込むにあたり、ガラスリボンGを幅方向(X‐X方向)に沿って確実に湾曲させるため、図4に示すように、隣接する表面Ga側の支持ローラー4aと裏面Gb側の支持ローラー4aとの重なり代J(両支持ローラー4aをその回転軸に沿う方向から視た場合の重なり代)を、3mm〜100mmの範囲内とすることが好ましい。また、隣接する表面Ga側の支持ローラー4aと裏面Gb側の支持ローラー4aとの離反距離K(両支持ローラー4aの回転軸に沿う方向における離反距離)を、30mm〜500mmの範囲内とすることが好ましい。さらに、幅方向に沿った湾曲を安定的に維持した状態でガラスリボンGをスクライブ機構2へと搬入するため、図2に示すように、スクライブ機構2がスクライブ線Sの形成を開始する高さ位置から、スクライブ機構2に最も近接した変形付与機構4までの離間距離L(ガラスリボンGの搬送経路に沿った離間距離)を、100mm〜1500mmの範囲内とすることが好ましい。
以上に説明した構成により、スクライブ機構2に搬入されるガラスリボンGは、幅方向(X‐X方向)に沿って表面Ga側が凸となるように湾曲した状態となる。さらに、このガラスリボンGにおいては、幅方向中央Gcを境界とした一方側の部位と、他方側の部位とが対称に湾曲した状態となる。
以下、変形付与機構4の変形例について説明する。
本実施形態においては、ガラスリボンGに当接する当接部材として支持ローラー4aを使用しているが、この限りではない。例えば、各支持ローラー4aに代えて、ガラスリボンGの長手方向(Y‐Y方向)に長尺なベルトコンベア(送り方向は上方から下方)を配置してもよい。また、各支持ローラー4aに代えて、ガラスリボンGの長手方向に延びる丸棒等を配置してもよい。
以下、スクライブ機構2の詳細について説明する。
スクライブ機構2は、図5及び図6に示すように、ガラスリボンGの表面Ga上を幅方向(X‐X方向)に沿って走行することでスクライブ線Sを形成する形成部材としてのカッターホイール2aと、裏面Gb側からガラスリボンGを介して走行中のカッターホイール2aを支持し、且つカッターホイール2aと同期した状態で裏面Gb上を幅方向に沿って走行する形成補助部材としてのホイール支持ローラー2bとを有している。ホイール支持ローラー2bの径D2は、カッターホイール2aの径D1よりも大きくなっている。さらに、カッターホイール2a及びホイール支持ローラー2bの進行方向Mの前後には、ガラスリボンGを厚み方向(Z‐Z方向)に挟持しつつ、カッターホイール2a及びホイール支持ローラー2bと共に幅方向に沿って走行する一対の挟持ローラー7がそれぞれ配置されている。そして、カッターホイール2a、ホイール支持ローラー2b、及び、各挟持ローラー7は、ガラスリボンGの幅方向に沿った湾曲に倣って走行することが可能となっている。なお、ホイール支持ローラー2b、及び、各挟持ローラー7は、いずれもフリーローラーである。
複数の挟持ローラー7のうち、カッターホイール2aの後方でガラスリボンGの表面Ga上を走行する挟持ローラー7(以下、特定挟持ローラー7aと表記)は、他の挟持ローラー7とは異なった形状を有している。図7に示すように、他の挟持ローラー7は円柱状に形成されている。これに対し、特定挟持ローラー7aは、相対的に径の小さい小径部7aaと、ガラスリボンGの表面Ga上を転動し且つ小径部7aaの両側にそれぞれ連なる相対的に径の大きい大径部7abとを有している。そして、特定挟持ローラー7aは、カッターホイール2aが形成したスクライブ線Sを小径部7aaが跨いだ状態で走行するように構成されている。これにより、特定挟持ローラー7aの走行中には、小径部7aaと大径部7abとのうち、大径部7abのみがガラスリボンGの表面Gaと接触した状態となる。
カッターホイール2a、及び、表面Ga上を走行する二つの挟持ローラー7(以下、これらをまとめて表面走行群8と表記)は、図1に示すように、サーボモーターを動力源として駆動する駆動輪9と、従動輪10と、これらに巻き掛けられたベルト11とを備えたコンベア12に連結されている。このコンベア12は、ガラスリボンGの幅方向(X‐X方向)が送り方向とされると共に、ベルト11が旋回する方向を逆転させることが可能となっている。そして、駆動輪9の回転に伴ってベルト11が旋回することにより、表面走行群8がガラスリボンGの幅方向に沿って移動する。
図5に示すように、表面走行群8を構成するカッターホイール2a、及び、二つの挟持ローラー7は、これらの各々と連結された各ボールネジ12aにより、コンベア12と連結された状態でガラスリボンGの厚み方向(Z‐Z方向)に沿っても移動することが可能となっている。各ボールネジ12aのそれぞれの駆動はサーボ機構(図示省略)によって制御されている。そして、表面走行群8は、ガラスリボンGの幅方向(X‐X方向)に沿った移動中に厚み方向に沿っても移動することで、ガラスリボンGの幅方向に沿った湾曲に倣って走行する。
図1に示すように、コンベア12は、これを収容したケーシング13内に配置されている。そして、図2に示すように、ケーシング13がサーボモーター14と連結されたボールネジ15によってフレーム6に設置されたガイド16に沿って上下動するのに伴って、コンベア12が上下動する。
同様に、図5に示すように、ホイール支持ローラー2b、及び、裏面Gb上を走行する二つの挟持ローラー7(以下、これらをまとめて裏面走行群17と表記)についても、各々がボールネジ18a(ボールネジ12aと同一な構成を有するボールネジ)と連結されると共に、図9に示すように、コンベア12と同一な構成を有し、且つ、ガラスリボンGを挟んでコンベア12と対向して配置されたコンベア18に連結されている。
以上に説明した構成により、スクライブ機構2が形成動作を行う際には、両コンベア12,18が、ガラスリボンGの搬送速度と同一な速度で、且つ、表面Ga側と裏面Gb側とで相互に同期した状態でガラスリボンGに追従降下していく。そして、両コンベア12,18のガラスリボンGへの追従降下中には、表面走行群8及び裏面走行群17がガラスリボンGの幅方向(X‐X方向)に沿った湾曲に倣って走行する。なお、本実施形態においては、上記の変形付与機構4がガラスリボンGに付与した湾曲に倣って、表面走行群8及び裏面走行群17が走行するように制御している。また、ガラスリボンGにおいて、表面走行群8と裏面走行群17とによって挟まれた部位(図6においてクロスハッチングを施した部位)の形状が平坦となるように、カッターホイール2a、ホイール支持ローラー2b、及び、各挟持ローラー7の間での相対的な位置関係を制御している。ガラスリボンGへのスクライブ線Sの形成が完了すると、両コンベア12,18のガラスリボンGへの追従降下が停止する。
一方、スクライブ機構2が帰還動作を行う際には、両コンベア12,18が表面Ga側と裏面Gb側とで相互に同期した状態で上方へと移動していく。そして、両コンベア12,18の上方への移動中には、形成動作中とは逆向きにベルト11が旋回して、表面走行群8及び裏面走行群17がガラスリボンGの幅方向(X‐X方向)に沿って形成動作中とは逆向きに移動する。このとき、サーボ機構によって制御されたボールネジ12a、及びボールネジ18aの駆動により、表面走行群8及び裏面走行群17がガラスリボンの厚み方向(Z‐Z方向)に沿って当該ガラスリボンGから離反するように移動することで、両走行群8,17が帰還動作中にガラスリボンGと接触しないように制御されている。そして、両コンベア12,18がスクライブ線S(次回に形成されるスクライブ線S)の形成を開始する高さ位置まで帰還すると、これらの上方への移動が停止する。
以下、スクライブ機構2の変形例について説明する。
本実施形態においては、スクライブ線Sを形成する形成部材としてカッターホイール2aを使用しているが、この限りではなく、ガラスリボンGの表面Ga上を移動することでスクライブ線Sを形成できるものであれば他の物を使用してもよい。一例を挙げると、形成部材として針状の形成刃等を使用してもよい。さらに、形成補助部材についても、ホイール支持ローラー2b以外の物を使用してもよく、ガラスリボンGを介して移動中の形成部材を支持できるものであればよい。
また、本実施形態においては、変形付与機構4がガラスリボンGに付与した湾曲に倣って、表面走行群8及び裏面側走行群17を走行させているが、この限りではない。例えば、ガラスリボンGの幅方向(X‐X方向)に沿って並べられた複数の変位センサーでスクライブ機構2に搬入される直前のガラスリボンGの湾曲を検出させると共に、検出結果に基づいて、表面走行群8及び裏面側走行群17がガラスリボンGの幅方向に沿った湾曲に倣って走行するようにしてもよい。このようにすれば、ガラスリボンGがうねりを有しているような場合であっても、確実にスクライブ線Sを形成することが可能となる。
さらに、本実施形態においては、表面走行群8と裏面走行群17とによって挟まれた部位の形状が平坦となるように、カッターホイール2a、ホイール支持ローラー2b、及び、各挟持ローラー7の間での相対的な位置関係が制御されている。しかしながら、この限りではなく、両走行群8,17によって挟まれた部位の湾曲が維持されるように、カッターホイール2a、ホイール支持ローラー2b、及び、各挟持ローラー7の間での相対的な位置関係を制御してもよい。
また、本実施形態で用いた特定挟持ローラー7aに代えて、カッターホイール2aが形成したスクライブ線Sから上方、或いは、下方にずれた高さ位置において、ガラスリボンGの幅方向(X‐X方向)に沿った湾曲に倣って表面Ga上を走行する挟持ローラー7を配置してもよい。さらに、本実施形態に用いた各挟持ローラー7に代えて、ガラスリボンGとの間に隙間を維持した状態で、ガラスリボンGの幅方向に沿った湾曲に倣って移動するガイドローラーを配置してもよい。この場合、ガラスリボンGの表面Ga側と裏面Gb側とで対向する一対のガイドローラーについて、両者の相互間の距離がガラスリボンGの厚み寸法に対して僅かに長くなるように、両者の相対的な位置関係が制御される。また、複数の挟持ローラー7のうち、一部の挟持ローラー7のみをガイドローラーに置き換えてもよい。このような置き換えを行う場合には、図8に示すように、カッターホイール2aの後方でガラスリボンGの表面Ga上を走行する挟持ローラー7(特定挟持ローラー7a)をガイドローラー7xに置き換えることが好ましい。なお、このガイドローラー7xもフリーローラーである。ここで、ガイドローラー7xとガラスリボンGの表面Gaとの間に形成される隙間の幅AAは、0.5mm〜5mmの範囲内とすることが好ましい。
加えて、本実施形態においては、スクライブ機構2が帰還動作を行う際には、両コンベア12,18が表面Ga側と裏面Gb側とで相互に同期した状態で上方へと移動していくが、この限りではなく、両コンベア12,18を別々に上方へと移動させてもよい。
以下、折割機構3の詳細について説明する。
図10に示すように、折割機構3は、スクライブ線形成部Gsに対して裏面Gb側から当接して折割切断の支点となる支点部材としての支点バー19と、スクライブ線Sの下方に存するガラス板Gxを支持した状態で表面Ga側から裏面Gb側に向かって回動することで、スクライブ線形成部Gsを湾曲させて曲げ応力を付与する曲げ応力付与部材20と、折割切断後(ガラス板Gxの切出し後)におけるガラスリボンGの厚み方向(Z‐Z方向)の揺動を規制するための揺動規制手段としての揺動規制ローラー21と、折割切断に伴って発生したガラス粉Gkを吹き飛ばすためのガス22aを噴射するガス噴射ノズル22と、ガラス粉Gkを吸引するための吸引ノズル23とを備えている。なお、これら折割機構3の構成要素のうち、最上方に位置する揺動規制ローラー21は、スクライブ機構3よりも下方に位置している。
支点バー19は、図9に示すように、ガラスリボンGの幅方向(X‐X方向)に沿って延びると共に、その全長がガラスリボンGの幅寸法よりも長くなっている。従って、支点バー19はスクライブ線形成部Gsの全幅と当接することが可能となっている。なお、図5に示すように、支点バー19においてスクライブ線形成部Gsと当接する部位は、平面視で円弧状に湾曲している。さらに、この当接する部位は、図10に示すように、側面視で凸湾曲面に形成されている。
支点バー19は、エアシリンダー(図示省略)と連結されており、当該エアシリンダーの内圧の増減に伴って、図10に矢印N‐Nで示すように、ガラスリボンGの厚み方向(Z‐Z方向)に沿って移動させることが可能となっている。これにより、支点バー19はガラスリボンGへの接近、及びガラスリボンGからの離反が可能となっている。上記のエアシリンダーは、図2に示すように、サーボモーター24と連結されたボールネジ25により、フレーム6に設置されたガイド26に沿って上下動するプレート27に固定されている。そして、プレート27の上下動に伴ってエアシリンダー、及び、支点バー19が上下動する。
曲げ応力付与部材20は、図10に示すように、ガラス板Gxを支持する複数の支持部材(支持体)としての複数のチャック20aと、複数のチャック20aをガラス板Gxの厚み方向(Z‐Z方向)に沿ってそれぞれスライド可能に保持する保持部材としての折割アーム20bとを有している。
複数のチャック20aは、ガラス板Gxの幅方向(X‐X方向)両端に存する耳部Gmに沿って相互に離間して並べられており、これらの各々が耳部Gmの把持、及び、その解除を行うことが可能となっている。各チャック20aは、同図に矢印P‐Pで示すように、エアーの圧力によって開閉する一対の爪20aaを有しており、この一対の爪20aaによって耳部Gmを把持する。また、各チャック20aは、同図に矢印Q‐Qで示すように、ガラスリボンGの幅方向に沿って延びる軸線28の周りを回転することで、その姿勢を任意に設定することが可能となっている。
折割アーム20bは、図1に示すように、ガラス板Gxを幅方向(X‐X方向)に挟んで一対が設置されている。一対の折割アーム20bの各々は、図10に示すように、真っ直ぐに延びた棒状のアーム本体20baと、アーム本体20baに相互に離間して取り付けられ、且つ各チャック20aを保持するための複数の保持プレート20bbと、複数の保持プレート20bbの各々をアーム本体20baに取り付けるためのボルト20bcとを有している。
アーム本体20baは、図10に実線で示す初期姿勢から二点鎖線で示す折割姿勢へと姿勢を変化(同図に矢印R‐Rで示すように変化)させることが可能となっている。このアーム本体20baの姿勢の変化に伴って複数のチャック20aによって把持されたガラス板Gxが、スクライブ線形成部Gsを中心に回動する。これにより、スクライブ線形成部GsがガラスリボンGの長手方向(Y‐Y方向)に沿って表面Ga側が凸となるように湾曲し、当該スクライブ線形成部Gsに曲げ応力が付与される。アーム本体20baの初期姿勢から折割姿勢への姿勢の変化は、支点バー19と当接したスクライブ線形成部Gsに沿って幅方向(X‐X方向)に延びる軸線29の周りをアーム本体20baが回動することによって行われる。このアーム本体20baの回動に伴って曲げ応力付与部材20全体が回動する構成となっている。アーム本体20baの初期姿勢は、ガラスリボンGの幅方向に沿う方向から視た場合に、鉛直線30に対して角度θだけ傾斜した姿勢となっている。
アーム本体20baは、図1に示すように、サーボモーター31と連結されたボールネジ32により、フレーム33に設置されたガイド34に沿って上下動するプレート35に固定されている。そして、プレート35の上下動に伴ってアーム本体20ba(曲げ応力付与部材20全体)が上下動する。さらに、フレーム33は、サーボモーター36と連結されたボールネジ37により、ガラスリボンGの幅方向(X‐X方向)に延びたガイド38に沿って移動することが可能となっている。そして、ガラス板Gx(ガラスリボンG)の幅寸法の大小に合わせて、フレーム33を移動させることで、アーム本体20baの幅方向に沿った位置を調節することが可能となっている。
複数の保持プレート20bbの各々には、図10に示すように、ガラス板Gxの厚み方向(Z‐Z方向)に長尺な長孔20bbaが形成されており、この長孔20bbaに挿通されたボルト20bcが上記のアーム本体20baに固定されることにより、保持プレート20bbがアーム本体20baに取り付けられる。従って、同図に矢印W‐Wで示すように、各保持プレート20bbは、当該保持プレート20bbに形成された長孔20bbaの長さの分だけ、アーム本体20baに対してガラス板Gxの厚み方向に沿ってスライドさせることが可能である。そして、各保持プレート20bbのアーム本体20baに対する位置と、上記の各チャック20aの姿勢とを調節することで、各チャック20aが、ガラス板Gxを、当該ガラス板GxにおけるガラスリボンGの長手方向(Y‐Y方向)に沿った湾曲形状を維持しつつ把持することが可能となっている。
ここで、保持プレート20bbのアーム本体20baに対する位置を調節するべく、当該保持プレート20bbをスライドさせる際に、スライドの幅を可及的に小さく抑制するため、上記の角度θの値は、0.1°〜10°の範囲内とすることが好ましい。
上記のアーム本体20baの下端部には、図1及び図10に示すように、折割切断時にガラス板Gxの下端部Gxaにおける表面Ga側を幅方向(X‐X方向)に沿って支持する下端受け部材としての下端受けバー39が取り付けられている。下端受けバー39は、アーム本体20baと連結された状態での回転、及びガラス板Gxの厚み方向(Z‐Z方向)に沿った移動が可能な棒体40を介してアーム本体20baに取り付けられている。そして、下端受けバー39は、棒体40の回転、或いは、棒体40のガラス板Gxの厚み方向に沿った移動に伴って、ガラス板Gxの下端部Gxaを幅方向に沿って支持するための支持位置(図1及び図10に実線で示す位置)と、ガラスリボンGの搬送経路から外れた退避位置との間を移動することが可能となっている。
詳細には、棒体40の回転に伴って、図1に矢印T‐Tで示すように、支持位置と、当該支持位置から幅方向(X‐X方向)の外方に離間した第一の退避位置との間を移動する。さらに、棒体40のガラス板Gxの厚み方向(Z‐Z方向)に沿った移動に伴って、図10に矢印U‐Uで示すように、支持位置と、当該支持位置からガラス板Gxの厚み方向に沿って離間した第二の退避位置(図10に二点鎖線で示す位置)との間を移動する。なお、下端受けバー39は、ガラス板Gxの幅寸法の大小に合わせるため、当該下端受けバー39の長尺方向に伸縮することが可能となっている(伸縮のための機構は図示省略)。
図10に示すように、揺動規制ローラー21は、ガラスリボンGの表面Ga側及び裏面Gb側のそれぞれに配置されており、表裏両側の揺動規制ローラー21が協働することで、折割切断後のガラスリボンGにおける厚み方向(Z‐Z方向)の揺動を規制する構成となっている。なお、表裏両側の揺動規制ローラー21は、いずれもフリーローラーである。
表面Ga側の揺動規制ローラー21(以下、表面側ローラー21と表記)は、ガラスリボンGにおいてスクライブ線Sよりも上方に位置した部位Gd(以下、上方部位Gdと表記)の表面Gaと面するように配置されている。表面側ローラー21は、エアシリンダー41と連結されており、当該エアシリンダー41の内圧の増減に伴って、図10に矢印O2‐O2で示すように、ガラスリボンGの厚み方向(Z‐Z方向)に沿って移動させることが可能となっている。これにより、ガラスリボンGに接近して揺動を規制するための規制位置(図10において実線で示す位置)と、ガラスリボンGから離反して退避するための退避位置(図10において二点鎖線で示す位置)との間を移動することが可能となっている。
なお、表面側ローラー21は、折割切断時には規制位置に位置する構成となっている。これにより、アーム本体20baの回動に伴ってスクライブ線形成部Gsを中心に裏面Gb側から表面Ga側に回動しようとする(表面Ga側に膨らもうとする)上方部位Gdを表面Ga側から表面側ローラー21が支持して、上方部位Gdの回動を防止する。つまり、表面側ローラー21が、ガラスリボンGの折割切断を補助する折割補助手段(折割補助ローラー21)として機能する。ここで、表面側ローラー21を折割補助手段として確実に機能させるため、表面側ローラー21と支点バー19とのガラスリボンGの長手方向(Y‐Y方向)に沿った離間距離は、10mm〜100mmの範囲内とすることが好ましい。
裏面Gb側の揺動規制ローラー21(以下、裏面側ローラー21と表記)は、上方部位Gdの裏面Gbと面すると共に、表面側ローラー21と同一な高さ位置に配置されている。裏面側ローラー21は、表面側ローラー21と同様に、エアシリンダー41と連結されている。そして、エアシリンダー41の内圧の増減に伴って、図10に矢印O1‐O1で示すように、ガラスリボンGの厚み方向(Z‐Z方向)に沿って移動させることが可能となっている。これにより、表面側ローラー21と同様に、規制位置(図10において二点鎖線で示す位置)と退避位置(図10において実線で示す位置)との間を移動することが可能となっている。ここで、後に詳述するが、表面側ローラー21と裏面側ローラー21との間では、規制位置と退避位置との間を移動するタイミングが異なっている。
図11に示すように、表面側ローラー21及び裏面側ローラー21が共に規制位置に移動した際には、ガラスリボンGの幅方向(X‐X方向)両端に存する非有効部Guが、両ローラーによって厚み方向に挟まれた状態となる。なお、図11においては、幅方向の一方端側に存する非有効部Guを厚み方向に挟む両ローラーを図示しているが、他方端側にも一方端側の両ローラーと同一な構成を有する両ローラーが配置されている。また、表面側ローラー21及び裏面側ローラー21が規制位置に移動した際には、両ローラーのそれぞれとガラスリボンGとの間に隙間が形成されるように、両ローラーの規制位置が位置決めされている。ここで、規制位置に移動した表面側ローラー21と表面Gaとの間に形成される隙間の幅BB、及び、規制位置に移動した裏面側ローラー21と裏面Gbとの間に形成される隙間の幅CCは、共に0.5mm〜5mmの範囲内とすることが好ましく、1mm〜3mmの範囲内とすることがより好ましい。
表面側ローラー21は、サーボモーター42と連結されたボールネジ43により、フレーム6に設置されたガイド44に沿って上下動する図2に示したプレート45と連結されている(連結部は図示省略)。そして、プレート45の上下動に伴って表面側ローラー21が上下動する。一方、裏面側ローラー21は、図2に示したプレート27と連結されている(連結部は図示省略)。そして、プレート27の上下動に伴って裏面側ローラー21が上下動する。
図10に示すように、ガス噴射ノズル22は、ガラスリボンGの裏面Gb側に配置されると共に、支点バー19よりも下方に配置されている。また、図12に示すように、ガス噴射ノズル22は、ガラスリボンGの搬送中に耳部Gmが通過するパスラインを指向してガス22aを噴射するように姿勢が調節されている。詳述すると、ガス噴射ノズル22は、平面視した場合に、ガラスリボンGの厚み方向(Z‐Z方向)に対して傾斜した姿勢をとっており、ノズルの先端部が幅方向(X‐X方向)外側に向かって傾いている。このガス噴射ノズル22は、上記の裏面側ローラー21と同様に、図2に示したプレート27と連結されている(連結部は図示省略)。そして、プレート27の上下動に伴ってガス噴射ノズル22が上下動する。
図10に示すように、吸引ノズル23は、ガラスリボンGを厚み方向(Z‐Z方向)に挟んで上記の支点バー19及びガス噴射ノズル22とは反対側となる表面Ga側に配置されている。この吸引ノズル23は、ガラスリボンGの幅方向(X‐X方向)に沿って長尺に形成されており、その全長がスクライブ線Sよりも長くなっている。また、吸引ノズル23は、集塵機(図示省略)と接続されており、当該集塵機の稼働に伴って負圧を発生させることにより、折割切断で発生したガラス粉Gkを吸引する(詳細は後述)。さらに、吸引ノズル23は、エアシリンダー(図示省略)と連結されており、当該エアシリンダーの内圧の増減に伴って、図10に矢印V‐Vで示すように、ガラスリボンGの厚み方向に沿って移動させることが可能となっている。これにより、吸引ノズル23はガラスリボンGへの接近、及び、ガラスリボンGからの離反が可能となっている。上記のエアシリンダーは、図2に示すプレート45に固定されている。そして、プレート45の上下動に伴ってエアシリンダー、及び、吸引ノズル23が上下動する。
図12に示すように、ガラスリボンGの搬送中に耳部Gmが通過するパスラインの幅方向(X‐X方向)外側には、ガラス粉Gkを吸引するための補助吸引ノズル46が配置されている。なお、補助吸引ノズル46は、吸引ノズル23と同一な高さ位置に配置されている。この補助吸引ノズル46についても、吸引ノズル23と同様に集塵機と接続されている。また、補助吸引ノズル46は、裏面側ローラー21及びガス噴射ノズル22と同様に、図2に示したプレート27と連結されている(連結部は図示省略)。そして、プレート27の上下動に伴って補助吸引ノズル46が上下動する。
以上に説明した構成により、折割機構3が折割動作を行う際には、支点バー19、曲げ応力付与部材20、揺動規制ローラー21、ガス噴射ノズル22、吸引ノズル23、及び補助吸引ノズル46が、ガラスリボンGの搬送速度と同一な速度で、且つ、相互に同期した状態でガラスリボンGに追従降下していく。そして、これらのガラスリボンGへの追従降下中には、以下のようにしてガラスリボンGからガラス板Gxが切り出される。
はじめに、図13に示すように、既に表面側ローラー21が退避位置から規制位置に移動した状態の下で、支点バー19及び吸引ノズル23が、それぞれガラスリボンGに接近し、支点バー19についてはスクライブ線形成部Gsに当接する。また、図外の複数のチャック20aが耳部Gmを把持すると共に、図外の下端受けバー39が第一の退避位置、或いは、第二の退避位置から支持位置へと移動する。
次に、図外のアーム本体20baが回動して初期姿勢から折割姿勢への姿勢の変化を開始する。このとき、図14に示すように、上方部位Gdの回動を防止するべく表面側ローラー21が表面Ga側から上方部位Gdを支持する。また、ガス噴射ノズル22がガス22aの噴射を開始し、吸引ノズル23及び補助吸引ノズル46が吸引を開始する。すなわち、ガス噴射ノズル22と、吸引ノズル23及び補助吸引ノズル46とは、それぞれガラス板Gxの切出し前からガス22aの噴射、及び吸引を開始するように構成されている。
次に、ガラスリボンGの折割切断が完了し、ガラスリボンGからガラス板Gxが切り出されると、図15に示すように、支点バー19がガラスリボンGから離反すると共に、支点バー19と入れ替わりで裏面側ローラー21がガラスリボンGに接近し、退避位置から規制位置に移動する。これにより、表裏両側の揺動規制ローラー21が、ガラス板Gxの切出し後におけるガラスリボンGの下端部Geを挟んだ配置となる。また、ガラス板Gxが切り出されると、ガス噴射ノズル22が噴射したガス22aが、ガラスリボンGの下端部Geとガラス板Gxの上端部Gxbとの間に形成された隙間を裏面Gb側から表面Ga側に向かって通過するようになる。そして、折割切断時に発生したガラス粉Gkの一部は、ガス22aの圧力によって吹き飛ばされて吸引ノズル23に誘導される。さらに、ガラス粉Gkの別の一部は、ガス22aの圧力によって補助吸引ノズル46に誘導される。
最後に、ガラス粉Gkの吸引が完了すると、ガス噴射ノズル22によるガス22aの噴射が停止すると共に、吸引ノズル23による吸引が停止する。また、表面側ローラー21及び裏面側ローラー21がそれぞれ規制位置から退避位置に移動し、吸引ノズル23はガラスリボンGから離反する。さらに、支点バー19、曲げ応力付与部材20、揺動規制ローラー21、ガス噴射ノズル22、吸引ノズル23、及び補助吸引ノズル46のガラスリボンGへの追従降下も停止する。なお、切り出されたガラス板Gxは、折割機構3から移送機構5へと受け渡される。
一方、折割機構3が復帰動作を行う際には、支点バー19、曲げ応力付与部材20、揺動規制ローラー21、ガス噴射ノズル22、吸引ノズル23、及び補助吸引ノズル46が相互に同期した状態で上方へと移動していく。なお、これら折割機構3の構成要素のうち、ガラスリボンGに対する接近及び離反が可能な構成要素については、離反した状態で上方へと移動する。また、これら折割機構3の構成要素の移動中には、下端受けバー39が支持位置から第一の退避位置、或いは、第二の退避位置へと移動する。支点バー19、曲げ応力付与部材20、揺動規制ローラー21、ガス噴射ノズル22、吸引ノズル23、及び補助吸引ノズル46が折割切断(次回に実行される折割切断)を開始する高さ位置まで復帰すると、これらの上方への移動が停止される。
ここで、下端受けバー39を第一の退避位置と、第二の退避位置とのいずれに移動させるかの選択は、以下のように行うことが好ましい。すなわち、ダウンドロー法によって連続成形されたガラスリボンGがガラス板の製造装置1に搬入される前の初期状態においては、下端受けバー39を第一の退避位置に移動させておくことが好ましい。そして、折割機構3が一回目(初回)の折割動作を開始する際には、第一の退避位置から支持位置へと下端受けバー39を移動させる。また、折割機構3が一回目の折割動作を完了した後、二回目の折割動作を開始するまでの間は、下端受けバー39を第二の退避位置に移動させておくことが好ましい。さらに、折割機構3が二回目以降の折割動作を完了した後、次回の折割動作を開始するまでの間は、下端受けバー39を第二の退避位置に移動させておくことが好ましい。
以下、折割機構3の変形例について説明する。
本実施形態においては、ガラス板Gxを支持する複数の支持部材(支持体)として、複数のチャック20aを使用しているが、この限りではない。ガラス板Gxに負圧を発生させることにより、当該ガラス板Gxを吸着することが可能な吸着パッド等を支持部材(支持体)として使用してもよい。また、本実施形態においては、下端受け部材としての下端受けバー39がガラス板Gxの下端部Gxaにおける表面Ga側を幅方向(X‐X方向)に沿って支持するようになっているが、この限りではない。下端受け部材として、下端受けバー39に代えて吸着パッドを使用してもよい。この場合、必ずしも表面Ga側を幅方向に沿って支持させる必要はなく、裏面Gb側を幅方向に沿って支持させてもよい。
また、本実施形態においては、折割機構3が復帰動作を行う際には、支点バー19、曲げ応力付与部材20、揺動規制ローラー21、ガス噴射ノズル22、吸引ノズル23、及び補助吸引ノズル46が、相互に同期した状態で上方へと移動していくようになっているが、この限りではない。これらが上下動するための機構を個別に設け、これらが別々に上方に移動して復帰するようにしてもよい。
さらに、本実施形態においては、表面側ローラー21及び裏面側ローラー21が規制位置に移動した際に、両ローラーのそれぞれとガラスリボンとの間に隙間が形成されるように規制位置が位置決めされているが、この限りではない。両ローラーが規制位置に移動した際に、両ローラーのそれぞれとガラスリボンGとが接触するように規制位置を位置決めしてもよいし、両ローラーのうちの一方のみがガラスリボンGと接触するように規制位置を位置決めしてもよい。
加えて、本実施形態においては、ガス噴射ノズル22によるガス22aの噴射、及び吸引ノズル23による吸引が停止した際に、表面側ローラー21及び裏面側ローラー21が規制位置から退避位置に移動しているが、これに限定されるものではない。ガラスリボンGの揺動の継続時間や、揺動の振幅の大きさに合わせて、ガス噴射ノズル22及び吸引ノズル23の停止前に両ローラーが退避位置に移動するようにしてもよいし、停止後に両ローラーが退避位置に移動するようにしてもよい。
また、本実施形態においては、表面側ローラー21及び裏面側ローラー21がいずれも退避位置に移動した状態で、折割機構3の復帰動作に伴って両ローラーが上方に移動しているが、この限りではない。規制位置に移動した両ローラーのそれぞれとガラスリボンとの間に隙間が形成されるように規制位置を位置決めすると共に、両ローラーが規制位置にある状態で上方に移動させてもよい。また、ガラス板Gx一枚あたりの切出しに要する時間を短縮するため、規制位置に移動した表面側ローラー21とガラスリボンGとが接触するように規制位置を位置決めすると共に、規制位置にある表面側ローラー21が上方に移動するようにしてもよい。つまり、表面側ローラー21とガラスリボンGとが、折割機構3の折割動作中、復帰動作中を問わず、常に接触した状態となるようにしてもよい。
さらに、本実施形態においては、揺動規制手段(折割補助手段)として、ローラー(表面側ローラー21及び裏面側ローラー21)を用いているが、これに限定されるものではない。例えば、ガラスリボンGの幅方向に長尺な棒状部材を揺動規制手段(折割補助手段)として採用してもよい。この場合、棒状部材が規制位置に移動した際に、ガラスリボンGとの間に隙間が形成されるように、規制位置を位置決めすることが好ましい。また、棒状部材においてガラスリボンGに面する部位は、平面に形成されていてもよいし、当該ガラスリボンGとの接触に起因して損傷等が生じることを防止するため、凸湾曲面に形成されていてもよい。
加えて、本実施形態においては、ガス噴射ノズル22が、ガラスリボンGの搬送中に耳部Gmが通過するパスラインを指向してガス22aを噴射するように構成されているが、これに限定されるものではない。例えば、ガラスリボンGの幅方向(X‐X方向)に長尺な噴射口を備えたガス噴射ノズル22を用いて、ガラスリボンG全幅のパスラインに向けてガス22aを噴射する構成としてもよい。
以下、スクライブ機構2と折割機構3との連動した動作について説明する。
ダウンドロー法によって連続成形されたガラスリボンGがガラス板の製造装置1に搬入される前の初期状態において、スクライブ機構2は、スクライブ線Sの形成を開始する高さ位置に待機しており、折割機構3は、折割切断を開始する高さ位置に待機している。ガラスリボンGがガラス板の製造装置1に搬入されると、スクライブ機構2が形成動作(一回目)を開始し、ガラスリボンGにスクライブ線Sが形成される。スクライブ機構2は形成動作(一回目)の完了後、連続して帰還動作(一回目)を開始する。つまり、折割機構3が折割動作(一回目)を完了する前に、スクライブ機構2が帰還動作(一回目)を開始する。そして、折割機構3が待機した高さ位置(折割切断を開始する高さ位置)までスクライブ線形成部Gsが到達すると、折割機構3が折割動作(一回目)を開始する。折割機構3は折割動作(一回目)の完了後、連続して復帰動作(一回目)を開始する。なお、スクライブ機構2は、スクライブ線Sの形成を開始する高さ位置まで帰還した後、折割機構3が折割動作(一回目)、或いは、復帰動作(一回目)を行っている間に、再び形成動作(二回目)を開始する。そして、スクライブ機構2が形成動作(二回目)を完了する前に、折割機構3が復帰動作(一回目)を完了し、折割切断を開始する高さ位置に復帰する。そして、折割機構3が待機した高さ位置までスクライブ線形成部Gsが到達すると、折割機構3が折割動作(二回目)を開始する。このようにして、スクライブ機構2によるスクライブ線Sの形成と、折割機構3によるガラスリボンGの折割切断とが繰り返し実行される。
以下、移送機構5の詳細について説明する。
移送機構5は、切り出されたガラス板Gxを折割機構3から受け取って移送するための受取アーム5aを有している。この受取アーム5aの先端には、ガラス板Gxの上端部Gxbの把持、及び、その解除を行うためのチャック5aaが設けられている。そして、チャック5aaがガラス板Gxを把持した状態の下で、受取アーム5aが図2に実線で示す位置から二点鎖線で示す位置まで移動することにより、ガラス板Gxを移送することが可能となっている。
以下、本発明の第二実施形態に係るガラス板の製造装置について説明する。なお、この第二実施形態の説明において、上記の第一実施形態で既に説明済みの要素については、第二実施形態についての説明文、又は、第二実施形態の説明で参照する図面に同一の符号を付すことで重複する説明を省略する。
<第二実施形態>
本発明の第二実施形態に係るガラス板の製造装置1が、上記の第一実施形態に係るガラス板の製造装置1と相違している主たる点は、アーム本体20baの回動中に、その回動の中心となる軸線29の位置を変更することが可能となっている点と、回動中のアーム本体20baが更に自転することが可能となっている点である。なお、この第二実施形態においても、第一実施形態と同様に棒体40及び下端受けバー39を配置するようにしてもよい。
本発明の第二実施形態に係るガラス板の製造装置1が、上記の第一実施形態に係るガラス板の製造装置1と相違している主たる点は、アーム本体20baの回動中に、その回動の中心となる軸線29の位置を変更することが可能となっている点と、回動中のアーム本体20baが更に自転することが可能となっている点である。なお、この第二実施形態においても、第一実施形態と同様に棒体40及び下端受けバー39を配置するようにしてもよい。
図16に示すように、ガラス板の製造装置1は、アーム本体20baをガラスリボンGの幅方向(X‐X方向)に延びる中心軸線47を中心に自転させるための回転機構48と、回転機構48を支持した状態で移動させることにより、回転機構48と連結されたアーム本体20baを移動させるための移動機構49とを備えている。さらに、移動機構49は、アーム本体20baをガラスリボンGの厚み方向(Z‐Z方向)に移動させるための第一移動機構49aと、アーム本体20baを上下方向に移動させるための第二移動機構49bとを備えている。なお、移動機構49は、静止系としての床壁50に設置されている。
回転機構48は、アーム本体20baと連結された状態で中心軸線47を軸心として回転する軸部48aと、軸部48aと連結された第一サーボモーター(図示省略)を収容した筐体48bと、筐体48bを移動させるためのガイド51が設置され、且つガイド51を介して筐体48bを下方から支持する支持台48cとを有している。
軸部48aは、第一サーボモーターによって正逆の回転方向、及び回転速度を制御することが可能となっている。また、軸部48aは、アーム本体20baの長尺方向における中央部と連結されており、軸部48aの回転と同期してアーム本体20baが自転することが可能となっている。そして、アーム本体20baの自転に伴って、曲げ応力付与部材20全体が中心軸線47を中心に自転する構成となっている。筐体48bは、ガイド51に沿ってガラスリボンGの幅方向(X‐X方向)に移動させることが可能となっている。これにより、ガラス板Gx(ガラスリボンG)の幅寸法の大小に合わせて筐体48bを移動させることで、軸部48aを介して筐体48bと連結されたアーム本体20baの幅方向に沿った位置を調節することが可能となっている。
以上に説明した構成により、折割機構3が折割動作を行う際には、第一サーボモーターによって回転方向、及び回転速度が制御された軸部48aが回転し、これに同期してアーム本体20baが中心軸線47を中心に自転する。これにより、折割動作中におけるアーム本体20baの姿勢が制御され、曲げ応力付与部材20全体の姿勢が制御される。また、アーム本体20baが自転することで、その回動の中心となる軸線29の位置を変更することが可能となっている。
第二移動機構49bは、第二サーボモーター(図示省略)と連結されたボールネジ52により、フレーム53に設置されたガイド54に沿って上下動する可動体49baと、フレーム53を支持する支持テーブル49bbとを有している。
可動体49baは、回転機構48が備えた支持台48cと連結されており、第二移動機構49bが可動体49baを介して回転機構48を支持することが可能となっている。また、可動体49baの上下動に伴って当該可動体49baと連結された支持台48cが上下動することで、回転機構48、及び回転機構48と連結されたアーム本体20baが上下動する。これにより、可動体49baの上下動と同期して曲げ応力付与部材20全体が上下方向に移動する構成となっている。
この可動体49baは、折割切断時に曲げ応力付与部材20をガラスリボンGに追従降下させるため、ガラスリボンGに追従して下方に移動することが可能となっている。可動体49baの下方への移動速度は、第二サーボモーターによって制御されている。これにより、可動体49baは、ガラスリボンGの搬送速度と同一な速度(以下、基本速度と表記)で移動することが可能である。さらに、基本速度に対して加速した速度(以下、加速速度と表記)、或いは、基本速度に対して減速した速度(以下、減速速度と表記)で下方に移動することも可能となっている。
以上に説明した構成により、折割機構3が折割動作を行う際には、第二サーボモーターによって移動速度が制御された可動体49baが下方に移動し、これに同期してアーム本体20baが下方に移動する。このとき、可動体49baの移動速度が基本速度から加速速度、或いは、減速速度に切り換わることで、アーム本体20baの下方への移動速度が変化し、上下方向において支点バー19とアーム本体20baとの相対的な位置関係が変化する。この位置関係の変化に伴って曲げ応力付与部材20全体を支点バー19に対して相対的に上下方向に移動させることが可能となる。また、アーム本体20baの移動速度が変化することで、軸線29の位置を支点バー19に対して相対的に上下方向に変更することが可能となっている。
第一移動機構49aは、第三サーボモーター(図示省略)と連結されたボールネジ55により、フレーム56に設置されたガイド57に沿ってガラスリボンGの厚み方向(Z‐Z方向)に移動する可動体49aaを有している。
可動体49aaは、第二移動機構49bが備えた支持テーブル49bbと連結されており、第一移動機構49aが可動体49aaを介して第二移動機構49bを支持することが可能となっている。また、可動体49aaの厚み方向(Z‐Z方向)への移動に伴って当該可動体49aaと連結された支持テーブル49bbが厚み方向に移動することで、第二移動機構49b、第二移動機構49bに支持された回転機構48、及び回転機構48と連結されたアーム本体20baが厚み方向に移動する。これにより、可動体49aaの厚み方向への移動と同期して曲げ応力付与部材20全体が厚み方向に移動する構成となっている。可動体49aaの厚み方向に沿った移動方向、及び移動速度は、第三サーボモーターによって制御されている。
以上に説明した構成により、折割機構3が折割動作を行う際には、第三サーボモーターによって移動方向、及び移動速度が制御された可動体49aaが移動し、これに同期してアーム本体20baが厚み方向(Z‐Z方向)に移動する。このようにして折割動作中におけるアーム本体20baの厚み方向における位置が制御され、曲げ応力付与部材20全体の厚み方向における位置が制御される。また、アーム本体20baが厚み方向に移動することで、軸線29の位置を厚み方向に変更することが可能となっている。
上記の回転機構48、第一移動機構49a、及び第二移動機構49bは、これら三者を同時に動作させることが可能であると共に、三者のうちの一つの機構のみ、或いは、二つの機構のみを選択的に動作させることも可能である。
本実施形態においては、回転機構48、第一移動機構49a、及び第二移動機構49bの三者を同時に動作させている。これにより、図17に示すように、アーム本体20baが実線で示す初期姿勢から二点鎖線で示す折割姿勢へと姿勢変化する際に、ガラスリボンGに追従降下中の支点バー19と同一な高さ位置において、軸線29の位置を厚み方向(Z‐Z方向)に沿って表面Ga側から裏面Gb側に移動させている。このアーム本体20baの姿勢変化の際には、回転機構48、第一移動機構49a、及び第二移動機構49bの各機構は以下のような動作を行う。
回転機構48は、中心軸線47を中心として時計回りにアーム本体20baを自転させることにより、アーム本体20baの鉛直線30に対する傾斜角度を角度θから漸次に大きくさせている(θ<θ1<θ2)。
ここで、仮にアーム本体20baが自転のみを行った場合には、(1)自転に伴って軸線29の位置が厚み方向(Z‐Z方向)において裏面Gb側から表面Ga側に移動してしまう。さらに、(2)自転に伴って軸線29の位置が支点バー19に対して相対的に下方に移動してしまう。そのため、これら(1)、(2)の移動を打ち消して、軸線29の位置を支点バー19と同一な高さ位置で表面Ga側から裏面Gb側に移動させるための動作を第一移動機構49a、及び第二移動機構49bが行っている。
第一移動機構49aは、アーム本体20baをガラスリボンGの厚み方向(Z‐Z方向)に沿って表面Ga側から裏面Gb側に移動させている。そして、この際のアーム本体20baの移動速度を、上記の(1)において、軸線29が裏面Gb側から表面Ga側に移動する速度よりも速くしている。これにより、上記の(1)の移動が打ち消され、軸線29の位置が厚み方向において表面Ga側から裏面Gb側に移動する。
第二移動機構49bは、可動体49baを減速速度で移動させることで、アーム本体20baを減速速度と等しい速度で下方に移動させている。つまり、第二移動機構49bについては、軸線29の位置を支点バー19に対して相対的に上方に移動させるための動作を行っている。この動作により、上記の(2)の移動が打ち消され、軸線29の位置が上下方向において支点バー19と同一な高さ位置に維持される。
回転機構48、第一移動機構49a、及び第二移動機構49bが上記の動作を行うことで、図17に実線で示すように、折割切断の開始時に、ガラスリボンGの長手方向(Y‐Y方向)に沿った反りに起因して、スクライブ線形成部Gsが支点バー19から浮き上がっていたとしても、折割切断中に、同図に二点鎖線で示すように、スクライブ線形成部Gsの浮き上がった状態が是正される。
折割切断が完了してガラスリボンGからガラス板Gxが切出されると、アーム本体20baが中心軸線47を中心として反時計回りに自転する。これにより、曲げ応力付与部材20に支持されたガラス板Gxが中心軸線47を中心として反時計回りに回転し、縦置き姿勢とされる。そして、縦置き姿勢とされた状態のガラス板Gxが折割機構3から移送機構5に受け渡される。なお、アーム本体20baの反時計回りの自転は、裏面側ローラー21が退避位置から規制位置に移動した後で実行される。
以下、本実施形態の変形例について説明する。
本実施形態においては、回転機構48が備えた軸部48aが、アーム本体20baの長尺方向における中央部と連結されているが、この限りではない。軸部48aをアーム本体20baの長尺方向における中央部からずれた位置に連結し、アーム本体20baの自転の中心となる中心軸線47の位置を本実施形態とは異なった位置に変更してもよい。
ここで、本発明に係るガラス板の製造装置は、上記の実施形態で説明した構成に限定されるものではない。上記の実施形態に係るガラス板の製造装置は、可撓性を有するガラスリボンを折割切断するように構成されているが、可撓性のないガラスリボンを折割切断する構成としてもよい。この場合、上記の実施形態に係るガラス板の製造装置において、可撓性を有するガラスリボンの折割切断に対応すべく設けた機構や部材を取り除いたり、変更を加えたりしてよい。例えば、変形付与機構や下端受けバーは、可撓性のないガラスリボンを折割切断する場合には不要である。また、カッターホイールやホイール支持ローラーは、ガラスリボンの湾曲に倣って走行させる必要がなくなるため、単にガラスリボンの幅方向に沿ってのみ走行するようにすればよい。さらには、ホイール支持ローラーに代えて、ガラスリボンの全幅と当接可能な平坦面が形成された定盤により、走行中のカッターホイールを支持(ガラスリボンを介して支持)するようにしてもよい。
また、上記の実施形態に係るガラス板の製造装置においては、ガラス粉を吹き飛ばすためのガスを噴射するガス噴射ノズルや、ガラス粉を吸引するための吸引ノズルが配置されているが、これらは配置しなくてもよい。このようにした場合には、ガス噴射ノズルが噴射したガスの圧力や、吸引ノズルが発生させる負圧によってガラスリボンが厚み方向に揺動することが防止されるため、揺動を抑制する上で有利となる場合がある。さらに、表裏両側の揺動規制ローラーのうち、裏面側の揺動規制ローラーは、必ずしも配置しなくともよく、表面側の揺動規制ローラーのみを配置し、当該ローラーを折割補助ローラーとしてのみ機能させてもよい。
1 ガラス板の製造装置
2 スクライブ機構
2a カッターホイール
3 折割機構
20 曲げ応力付与部材
47 中心軸線
G ガラスリボン
Ga 表面
Gb 裏面
Gs スクライブ線形成部
Gx ガラス板
S スクライブ線
21 揺動規制ローラー
2 スクライブ機構
2a カッターホイール
3 折割機構
20 曲げ応力付与部材
47 中心軸線
G ガラスリボン
Ga 表面
Gb 裏面
Gs スクライブ線形成部
Gx ガラス板
S スクライブ線
21 揺動規制ローラー
Claims (9)
- ダウンドロー法によって連続成形されて下方へと搬送されるガラスリボンに対し、一方面側への幅方向に沿ったスクライブ線の形成と、該スクライブ線が形成されたスクライブ線形成部への曲げ応力の付与による前記ガラスリボンの折割切断とを繰り返し実行するように構成されると共に、
前記ガラスリボンに追従降下しつつ前記スクライブ線を形成する形成動作、及び、上方に帰還する帰還動作を行うスクライブ機構と、前記ガラスリボンに追従降下しつつ前記折割切断を実行することで、該ガラスリボンから前記スクライブ線の下方に存する切出し部の切出しを実行する折割動作、及び、上方に復帰する復帰動作を行う折割機構とを備えたガラス板の製造装置であって、
前記スクライブ機構と前記折割機構とが相互に独立して動作可能に構成されていることを特徴とするガラス板の製造装置。 - 前記折割機構が前記折割動作を完了する前に、前記スクライブ機構が前記帰還動作を開始するように構成されていることを特徴とする請求項1に記載のガラス板の製造装置。
- 前記スクライブ機構が前記形成動作を完了する前に、前記折割機構が前記復帰動作を完了するように構成されていることを特徴とする請求項1又は2に記載のガラス板の製造装置。
- 前記スクライブ機構が前記形成動作を完了した後、該スクライブ機構が連続して前記帰還動作を開始するように構成されていることを特徴とする請求項1〜3のいずれかに記載のガラス板の製造装置。
- 前記折割機構が前記折割動作を完了した後、該折割機構が連続して前記復帰動作を開始するように構成されていることを特徴とする請求項1〜4のいずれかに記載のガラス板の製造装置。
- 前記スクライブ機構が、前記ガラスリボンの一方面上を幅方向に沿って走行することで前記スクライブ線を形成するカッターホイールを備えることを特徴とする請求項1〜5のいずれかに記載のガラス板の製造装置。
- 前記折割機構が、前記切出し部を支持した状態で前記一方面側から他方面側に向かって回動することで、前記スクライブ線形成部を前記一方面側が凸となるように湾曲させる曲げ応力付与部材を有し、
該曲げ応力付与部材が、幅方向に延びる中心軸線を中心として自転可能に構成されていることを特徴とする請求項1〜6のいずれかに記載のガラス板の製造装置。 - 前記折割機構が、折割切断後における前記ガラスリボンの厚み方向の揺動を規制する揺動規制手段を、前記ガラスリボンの一方面側及び他方面側のそれぞれに備えることを特徴とする請求項1〜7のいずれかに記載のガラス板の製造装置。
- 前記揺動規制手段が、ローラーであることを特徴とする請求項8に記載のガラス板の製造装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014258899 | 2014-12-22 | ||
| JP2014258899 | 2014-12-22 | ||
| PCT/JP2015/085615 WO2016104393A1 (ja) | 2014-12-22 | 2015-12-21 | ガラス板の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016104393A1 JPWO2016104393A1 (ja) | 2017-10-05 |
| JP6589886B2 true JP6589886B2 (ja) | 2019-10-16 |
Family
ID=56150412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016566328A Active JP6589886B2 (ja) | 2014-12-22 | 2015-12-21 | ガラス板の製造装置 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6589886B2 (ja) |
| KR (1) | KR102410718B1 (ja) |
| CN (1) | CN106604897B (ja) |
| TW (1) | TWI657058B (ja) |
| WO (1) | WO2016104393A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6757496B2 (ja) * | 2016-12-02 | 2020-09-23 | 日本電気硝子株式会社 | ガラス板の製造方法 |
| KR101980606B1 (ko) * | 2017-08-29 | 2019-05-21 | 한국미쯔보시다이아몬드공업(주) | 취성 재료 기판의 경사 타입 분단 장치 및 분단 방법 |
| US11760683B2 (en) | 2017-09-26 | 2023-09-19 | Corning Incorporated | Glass manufacturing apparatus and methods for separating a glass ribbon |
| JP7092018B2 (ja) * | 2018-12-18 | 2022-06-28 | 日本電気硝子株式会社 | ガラス板の製造方法 |
| CN109775973B (zh) * | 2019-03-06 | 2022-02-08 | 东旭光电科技股份有限公司 | 玻璃划线装置及其划线方法 |
| JP7395117B2 (ja) * | 2019-10-08 | 2023-12-11 | 日本電気硝子株式会社 | 板ガラスの製造方法及びその製造装置 |
| KR102784917B1 (ko) * | 2020-06-09 | 2025-03-21 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 장치 및 제조 방법 |
| KR102457343B1 (ko) * | 2020-12-14 | 2022-10-21 | 한국미쯔보시다이아몬드공업(주) | 단자부를 갖는 접합 취성 기판의 스크라이빙 방법 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS526736B2 (ja) * | 1973-05-31 | 1977-02-24 | ||
| US6616025B1 (en) | 2000-08-31 | 2003-09-09 | Corning Incorporated | Automated flat glass separator |
| US20060261118A1 (en) | 2005-05-17 | 2006-11-23 | Cox Judy K | Method and apparatus for separating a pane of brittle material from a moving ribbon of the material |
| JP4947488B2 (ja) * | 2006-07-10 | 2012-06-06 | 日本電気硝子株式会社 | ガラス板の製造方法及びその装置 |
| US9027815B2 (en) * | 2010-08-31 | 2015-05-12 | Corning Incorporated | Apparatus and method for making glass sheet with improved sheet stability |
| US8677783B2 (en) * | 2011-11-28 | 2014-03-25 | Corning Incorporated | Method for low energy separation of a glass ribbon |
| CN202968366U (zh) * | 2012-12-28 | 2013-06-05 | 东旭集团有限公司 | 与玻璃横切机配套用的玻璃导向系统 |
-
2015
- 2015-12-21 TW TW104143077A patent/TWI657058B/zh not_active IP Right Cessation
- 2015-12-21 CN CN201580045793.1A patent/CN106604897B/zh active Active
- 2015-12-21 WO PCT/JP2015/085615 patent/WO2016104393A1/ja not_active Ceased
- 2015-12-21 JP JP2016566328A patent/JP6589886B2/ja active Active
- 2015-12-21 KR KR1020177003369A patent/KR102410718B1/ko not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016104393A1 (ja) | 2017-10-05 |
| TW201628981A (zh) | 2016-08-16 |
| KR20170102200A (ko) | 2017-09-08 |
| KR102410718B1 (ko) | 2022-06-20 |
| WO2016104393A1 (ja) | 2016-06-30 |
| TWI657058B (zh) | 2019-04-21 |
| CN106604897B (zh) | 2020-07-03 |
| CN106604897A (zh) | 2017-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6589620B2 (ja) | ガラス板の製造装置 | |
| JP6628032B2 (ja) | ガラス板の製造装置 | |
| JP6589886B2 (ja) | ガラス板の製造装置 | |
| JP6641672B2 (ja) | ガラス板の製造装置 | |
| JP6351715B2 (ja) | 移動しているガラスリボンからガラスシートを分離する方法および装置 | |
| JP3194224U (ja) | パネルの折割装置 | |
| JP5786091B2 (ja) | 薄板ガラス材の分断装置 | |
| KR20160093617A (ko) | 유리판 제조 장치 및 방법 | |
| JP7193542B2 (ja) | 帯状ガラスを分離するためのガラス製造装置および方法 | |
| JP5887800B2 (ja) | 脆性材料製板の折割装置 | |
| WO2018180651A1 (ja) | ガラス板の製造方法及びその製造装置 | |
| JP6100742B2 (ja) | パリソン搬送装置 | |
| JP6955194B2 (ja) | ガラス物品の製造方法及びガラス物品の製造装置 | |
| JP6380068B2 (ja) | 長尺物の搬送装置および長尺物の製造方法 | |
| TWI486315B (zh) | Sheet breaking device for sheet metal | |
| JP6366646B2 (ja) | ワーク貯留方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6589886 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |