JP6593111B2 - Zr-containing forging steel - Google Patents
Zr-containing forging steel Download PDFInfo
- Publication number
- JP6593111B2 JP6593111B2 JP2015217878A JP2015217878A JP6593111B2 JP 6593111 B2 JP6593111 B2 JP 6593111B2 JP 2015217878 A JP2015217878 A JP 2015217878A JP 2015217878 A JP2015217878 A JP 2015217878A JP 6593111 B2 JP6593111 B2 JP 6593111B2
- Authority
- JP
- Japan
- Prior art keywords
- inclusions
- steel
- less
- zro
- cao
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Treatment Of Steel In Its Molten State (AREA)
Description
本発明は、連続鋳造時、ノズルの閉塞を防止できるZr含有鍛造用鋼材に関するものである。 The present invention relates to a Zr-containing forging steel material that can prevent nozzle clogging during continuous casting.
最近の自動車エンジン用鍛造部品及び足廻り用鍛造部品には、調質処理(焼入れ−焼戻し処理)の省略が可能な熱間鍛造用非調質鋼材が適用されている。非調質鋼材は、熱間鍛造後、空冷又は風冷のままで優れた機械的性質が実現するように成分組成を設計した鋼材である。 In recent forged parts for automobile engines and forged parts for undercarriage, non-heat treated steel for hot forging that can omit the tempering treatment (quenching-tempering treatment) is applied. The non-tempered steel material is a steel material whose component composition is designed so that excellent mechanical properties can be realized with air cooling or air cooling after hot forging.
非調質鋼材が広く適用されている部品の一つとして、エンジン用コネクティングロッド(以下「コンロッド」ということがある。)がある。コンロッドは、エンジンのピストンの動きをクランクシャフトに伝える部品であり、キャップとロッドの2つの部品から構成されている。 One of the parts to which non-tempered steel is widely applied is an engine connecting rod (hereinafter sometimes referred to as “connecting rod”). The connecting rod is a part that transmits the movement of the piston of the engine to the crankshaft, and is composed of two parts, a cap and a rod.
コンロッドは、クランクシャフトを挟んで、キャップとロッドを嵌め合わせて大端部とし、両者をボルトで締結することによって、クランクシャフトに取り付けられている。 The connecting rod is attached to the crankshaft by fitting the cap and the rod into a large end portion with the crankshaft in between, and fastening them with bolts.
従来、コンロッドは、キャップとロッドを別々に鍛造して製造した後、又は、一体の形に鍛造したものを機械的に切断した後、キャップとロッドの合せ面を高精度に機械加工することによって作製されてきた。また、キャップとロッドの合せ面がずれないように、合せ面にピン加工を施すことが多く、コンロッドの作製において、加工工程がより煩雑となり、製造コストが高くなるという問題がある。 Conventionally, a connecting rod is manufactured by forging a cap and a rod separately, or mechanically cutting a forged piece and then machining the mating surface of the cap and the rod with high accuracy. Have been made. Also, the mating surfaces are often subjected to pin processing so that the mating surfaces of the cap and the rod do not shift, and there is a problem that the manufacturing process becomes more complicated and the manufacturing cost increases in the production of the connecting rod.
このため、近年、キャップとロッドが一体の形に鍛造した後、大端部の内側に切欠き加工を施し、冷間で衝撃引張応力を与えて、キャップとロッドに破断分割し、その破断面を、そのまま、合せ面として利用して、クランクシャフトに取り付ける工法が採用されるようになっている。 Therefore, in recent years, after the cap and rod are forged into a single shape, the inner end of the large end is notched, and impact tensile stress is applied in the cold, and the cap and rod are split into fractures. Is used as it is as a mating surface, and a method of attaching to the crankshaft is adopted.
この工法においては、合せ面の機械加工を省略でき、また、破面の凹凸を利用することで、ずれ防止のためのピン加工も不要になるので、部品の加工コストの削減が可能となる。更に、ピンの廃止によって、合せ面の面積を削減できるので、コンロッド自体の小型化・軽量化も可能となる。 In this construction method, machining of the mating surfaces can be omitted, and by using the irregularities on the fracture surface, pin processing for preventing misalignment is not necessary, so that the processing cost of the parts can be reduced. Furthermore, since the area of the mating surface can be reduced by eliminating the pins, the connecting rod itself can be reduced in size and weight.
破断分割型のコンロッドの作製に用いる鋼材においては、高度な破断分離性と被削性が必要である。近年では、省燃費の観点から、鋼材自体を高強度化し、軽量化を進める動きも盛んである。このため、高強度、破断分離性、及び、被削性を兼ね備える鋼材の開発が求められている。 A steel material used for the production of a fracture split type connecting rod requires a high degree of fracture separation and machinability. In recent years, from the viewpoint of fuel efficiency, there is a strong movement to increase the strength and weight of the steel itself. For this reason, development of the steel material which has high intensity | strength, fracture-separation property, and machinability is calculated | required.
これに対し、特許文献1には、製造性や機械的性質を損なうことなく、かつ、Pb等を添加することなく製造した、破断分離性及び被削性に優れた熱間鍛造用非調質鋼材が提案されている。
On the other hand,
具体的には、C量とV量を適正化して破断分離性を高め、更に、Zr、Ca、及び、Alの量を同時に制御することにより、MnS系介在物を、多量にかつ微細に分散させて、機械的性質や製造性を損なうことなく、破断分離性を高め、被削性を改善している。特許文献1によれば、高強度、破断分離性、及び、被削性を兼ね備える鋼材を得ることが可能となる。
Specifically, the amount of MnS inclusions is dispersed in a large amount and finely by optimizing the amounts of C and V to improve the break separation and further controlling the amounts of Zr, Ca, and Al simultaneously. As a result, the fracture separation is improved and the machinability is improved without impairing the mechanical properties and manufacturability. According to
しかし、特許文献1の鋼材では、Zrを添加しているので、溶鋼中に、高融点のZr系酸化物が生成する。高融点のZr系酸化物は、溶鋼中で、容易に凝集合体し、連続鋳造ノズルの内壁に、粗大なZr系酸化物として付着して堆積する。このため、Zr添加鋼は、連続鋳造ノズルの閉塞を招き易い鋼種である。
However, in the steel material of
連続鋳造時、連続鋳造ノズルの閉塞が進行し、連続鋳造ノズル内の溶鋼の流れが阻害された場合には、鋳型内の溶鋼の湯面が変動し、鋳片品質が悪化する。最悪の事態として、連続鋳造ノズルが完全に閉塞した場合には、連続鋳造の操業を停止せざるを得なくなり、生産効率が低下する。 During continuous casting, when the continuous casting nozzle is blocked and the flow of molten steel in the continuous casting nozzle is obstructed, the molten steel surface in the mold fluctuates and the slab quality deteriorates. In the worst case, when the continuous casting nozzle is completely blocked, the continuous casting operation must be stopped, and the production efficiency is lowered.
Zr含有鋼の連続鋳造時のノズル閉塞に対し、これまで、いくつかの対策が提案されている。 Several countermeasures have been proposed so far for nozzle blockage during continuous casting of Zr-containing steel.
例えば、特許文献2には、Al脱酸の後、取鍋内でCaを添加し、Ca添加直後にZrを添加して、浸漬ノズルの閉塞を防止する方法が提案されている。しかし、この方法においては、Ca添加で生成したCaOと、Zr添加で生成したZrO2が、CaO・ZrO2の高融点複合酸化物を形成して、却って、ノズル閉塞を悪化させる場合がある。
For example,
特許文献3には、Zr含有鋼の連続鋳造において、スライディングノズルや浸漬ノズル等の一部に、ZrO2含有の耐火物を配置して、ノズル閉塞を防止する方法が提案されている。しかし、ノズルの材質としてZrO2を使用した場合、ノズルの製造が煩雑になり、コストが上昇するという問題が生じる。 Patent Document 3 proposes a method of preventing nozzle clogging by disposing a refractory containing ZrO 2 in a part of a sliding nozzle, an immersion nozzle or the like in continuous casting of Zr-containing steel. However, when ZrO 2 is used as the material of the nozzle, there is a problem that the manufacturing of the nozzle becomes complicated and the cost increases.
特許文献4には、Zrを0.1〜1.5質量%含み、かつ、Crを8質量%以上含む溶鋼を製造する際、精錬炉での酸化クロムの還元工程で、還元処理後の溶鋼組成を、[Al]≧0.15質量%、又は、[Si]≧0.8質量%以上とする方法が提案されている。 In Patent Document 4, when manufacturing a molten steel containing 0.1 to 1.5% by mass of Zr and containing 8% by mass or more of Cr, the molten steel after the reduction treatment in the reduction process of chromium oxide in a refining furnace. A method has been proposed in which the composition is [Al] ≧ 0.15 mass%, or [Si] ≧ 0.8 mass%.
この方法は、Zr量が非常に多いCr含有鋼に関するものであり、かつ、溶鋼組成として、[Al]、[Si]も非常に多いので、この方法を、一般的な炭素鋼の製造に適用することは困難である。 This method relates to a Cr-containing steel having a very large amount of Zr, and also has a large amount of [Al] and [Si] as the molten steel composition. Therefore, this method is applied to the production of general carbon steel. It is difficult to do.
特許文献5には、Al及びTiで脱酸して、溶鋼中酸化物をAl2O3−Ti2O3系酸化物に制御し、かつ、溶鋼中の全酸素濃度を0.008質量%以下とした溶鋼に、所定の関係式で規定した量のZrを添加する方法が提案されている。この方法は、Tiによる脱酸を活用するので、Ti含有量が高い鋼以外への適用は難しい。
特許文献6には、Zr添加前の溶鋼中の溶存酸素量を0.0002〜0.015%に調整し、その後、溶存酸素量に応じた量のZrを添加する方法が提案されている。
この方法では、溶存酸素量のみを用いてZr添加量を規定しているが、Zrは、強脱酸元素であるので、溶鋼中に存在する酸化物を還元して、ZrO2が生成する。このため、溶存酸素量が同じでも、溶鋼中の酸化物量が異なれば生成するZrO2の量も異なり、それに応じて、ノズル閉塞の態様も異なることになる。 In this method, the amount of Zr added is defined using only the amount of dissolved oxygen. However, since Zr is a strong deoxidizing element, ZrO 2 is produced by reducing the oxide present in the molten steel. Therefore, even a dissolved oxygen amount is the same, also different amounts of ZrO 2 generating Different oxide amount in the molten steel, accordingly, also be different embodiment of nozzle clogging.
特許文献7には、Zrを0.001〜0.1質量%含有するZr含有鋼を連続鋳造する方法において、浸漬ノズルの内壁を、MgO含有率:60〜85質量%の耐火物で構成する方法が提案されている。しかし、ノズルの材質としてMgOを使用した場合、ノズルの製造が煩雑になり、コストが上昇するという問題が生じる。また、ノズルの材質としてMgOを使用した場合、耐熱衝撃性が落ちるという問題もある。 In Patent Document 7, in the method of continuously casting Zr-containing steel containing 0.001 to 0.1% by mass of Zr, the inner wall of the immersion nozzle is composed of a refractory having an MgO content of 60 to 85% by mass. A method has been proposed. However, when MgO is used as the nozzle material, the manufacture of the nozzle becomes complicated and the cost increases. Further, when MgO is used as the nozzle material, there is a problem that the thermal shock resistance is lowered.
破断分割型のコンロッドの作製に用いる、強度、破断分離性、及び、被削性を備えたZr含有鋼材を連続鋳造する際に起きるノズル閉塞に対する従来の防止策は、前述したように、有効に機能する場合もあるが、十分に機能しない場合もある。即ち、連続鋳造時のノズル閉塞を確実に防止して、破断分割型のコンロッドの作製に用いるZr含有鋼材を得ることは困難である。 Conventional prevention measures against nozzle clogging that occurs when continuously casting a Zr-containing steel material having strength, fracture separability, and machinability used in the production of fracture split type connecting rods are effective as described above. It may work but may not work well. That is, it is difficult to reliably prevent nozzle clogging during continuous casting and to obtain a Zr-containing steel material used for manufacturing a fractured split type connecting rod.
そこで、本発明は、Zr含有鋼材の連続鋳造において、従来のノズル閉塞防止策に鑑み、ノズル閉塞を確実に防止して、破断分割型のコンロッドの作製に好適な、強度、破断分離性、及び、被削性を備えたZr含有鍛造用鋼材を得ることを課題とし、該課題を解決し得るZr含有鍛造用鋼材を提供することを目的とする。 Therefore, in the present invention, in continuous casting of a Zr-containing steel material, in view of the conventional nozzle clogging prevention measures, the nozzle clogging is surely prevented, and the strength, rupture separability, and An object is to obtain a Zr-containing forging steel material having machinability, and an object is to provide a Zr-containing forging steel material that can solve the problem.
本発明者らは、上記課題を解決するZr含有鍛造用鋼材の成分組成について鋭意検討した。その結果、主要元素の低融点酸化物系介在物の存在量を規格化した指標を用い、鋼材の成分組成をさらに規定すれば、連続鋳造時、溶鋼の鋳造性を良好に維持してノズル閉塞を確実に防止し、破断分割型のコンロッドの作製に好適な、強度、破断分離性、及び、被削性を備えたZr含有鍛造用鋼材を得ることができることを知見した。この知見については後述する。 The inventors diligently studied the component composition of the Zr-containing forging steel material that solves the above problems. As a result, using a standardized amount of low-melting-point oxide inclusions as the main element and further defining the component composition of the steel, the nozzle clogging can be achieved while maintaining good castability of the molten steel during continuous casting. It has been found that a Zr-containing forging steel material having strength, break separation property, and machinability suitable for producing a fracture split type connecting rod can be obtained. This finding will be described later.
本発明は、上記知見に基づいてなされたもので、その要旨は以下のとおりである。 This invention was made | formed based on the said knowledge, and the summary is as follows.
(1)成分組成が、質量%で、C:0.20〜0.60%、Si:0.15〜2.50%、Mn:0.20〜2.00%、P:0.010〜0.150%、S:0.040〜0.150%、V:0.10〜0.50%、Al:0.001〜0.010%、Zr:0.0005〜0.0050%、Ca:0.0004〜0.0050%、N:0.002〜0.020%を含み、O:0.0035%以下に制限し、残部がFe及び不可避的不純物よりなり、鋼材中に含まれる、圧延方向に垂直な幅が5μm以上の酸化物系介在物であって、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)と規格化したとき、下記(1)式を満足する酸化物系介在物の個数が、個数比率で合計20%以上である
ことを特徴とするZr含有鍛造用鋼材。
4.5×(%CaO)+(%ZrO2)≧135 ・・・(1)
ここで、(%Al2O3):Al2O3の質量%
(%CaO) :CaOの質量%
(%ZrO2) :ZrO2の質量%
(1) Component composition is mass%, C: 0.20-0.60%, Si: 0.15-2.50%, Mn: 0.20-2.00%, P: 0.010 0.150%, S: 0.040 to 0.150%, V: 0.10 to 0.50%, Al: 0.001 to 0.010%, Zr: 0.0005 to 0.0050%, Ca : 0.0004 to 0.0050%, N: 0.002 to 0.020% included, O: limited to 0.0035% or less, the balance is made of Fe and unavoidable impurities, contained in the steel material, An oxide inclusion having a width perpendicular to the rolling direction of 5 μm or more, and normalized as (% Al 2 O 3 ) + (% CaO) + (% ZrO 2 ) = 100% (% is mass%). The number of oxide inclusions satisfying the following formula (1) is 20% or more in total in terms of the number ratio. Forging steel.
4.5 × (% CaO) + (% ZrO 2 ) ≧ 135 (1)
Here, (% Al 2 O 3 ): mass% of Al 2 O 3
(% CaO): mass% of CaO
(% ZrO 2 ): mass% of ZrO 2
(2)前記成分組成が、更に、質量%で、Cr:0.05〜2.00%、Nb:0.005〜0.050%、Ti:0.005〜0.050%の1種又は2種以上を含むことを特徴とする前記(1)に記載のZr含有鍛造用鋼材。 (2) The above-mentioned component composition is further in mass%, Cr: 0.05 to 2.00%, Nb: 0.005 to 0.050%, Ti: 0.005 to 0.050%, The Zr-containing forging steel according to (1) above, comprising two or more types.
(3)前記成分組成が、更に、質量%で、Mg:0.0005〜0.0050%を含むことを特徴とする前記(1)又は(2)に記載のZr含有鍛造用鋼材。 (3) The Zr-containing forging steel as described in (1) or (2) above, wherein the component composition further includes Mg: 0.0005 to 0.0050% by mass.
本発明によれば、連続鋳造中のノズル閉塞を確実に防止して、破断分割型のコンロッドの作製に好適な、強度、破断分離性、及び、被削性を備えたZr含有鍛造用鋼材を提供することができる。 According to the present invention, there is provided a Zr-containing forging steel material having strength, fracture separability, and machinability, which reliably prevents nozzle clogging during continuous casting, and is suitable for production of a fracture split type connecting rod. Can be provided.
本発明のZr含有鍛造用鋼材(以下「本発明鋼材」ということがある。)は、
成分組成が、質量%で、C:0.20〜0.60%、Si:0.15〜2.50%、Mn:0.20〜2.00%、P:0.010〜0.150%、S:0.040〜0.150%、V:0.10〜0.50%、Al:0.001〜0.010%、Zr:0.0005〜0.0050%、Ca:0.0004〜0.0050%、N:0.002〜0.020%を含み、O:0.0035%以下に制限し、残部がFe及び不可避的不純物よりなり、鋼材中に含まれる、圧延方向に垂直な幅が5μm以上の酸化物系介在物であって、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)と規格化したとき、下記(1)式を満足する酸化物系介在物の個数が、個数比率で合計20%以上である
ことを特徴とする。
4.5×(%CaO)+(%ZrO2)≧135 ・・・(1)
ここで、(%Al2O3):Al2O3の質量%
(%CaO) :CaOの質量%
(%ZrO2) :ZrO2の質量%
The Zr-containing forging steel material of the present invention (hereinafter sometimes referred to as “the present invention steel material”)
Component composition is mass%, C: 0.20-0.60%, Si: 0.15-2.50%, Mn: 0.20-2.00%, P: 0.010-0.150 %, S: 0.040 to 0.150%, V: 0.10 to 0.50%, Al: 0.001 to 0.010%, Zr: 0.0005 to 0.0050%, Ca: 0.00. 0004 to 0.0050%, N: 0.002 to 0.020% included, O: limited to 0.0035% or less, the balance is made of Fe and unavoidable impurities, contained in the steel, in the rolling direction When the vertical inclusions are oxide inclusions having a width of 5 μm or more and normalized as (% Al 2 O 3 ) + (% CaO) + (% ZrO 2 ) = 100% (% is mass%), The number of oxide inclusions satisfying the formula (1) is 20% or more in total in terms of the number ratio.
4.5 × (% CaO) + (% ZrO 2 ) ≧ 135 (1)
Here, (% Al 2 O 3 ): mass% of Al 2 O 3
(% CaO): mass% of CaO
(% ZrO 2): ZrO 2 mass%
また、本発明鋼材は、成分組成が、更に、質量%で、Cr:0.05〜2.00%、Nb:0.005〜0.050%、Ti:0.005〜0.050%の1種又は2種以上、及び/又は、Mg:0.0005〜0.0050%を含むことを特徴とする。 In addition, the steel composition of the present invention further has a component composition of mass%, Cr: 0.05 to 2.00%, Nb: 0.005 to 0.050%, Ti: 0.005 to 0.050%. 1 type or 2 types or more and / or Mg: 0.0005 to 0.0050% is contained, It is characterized by the above-mentioned.
以下、本発明鋼材について説明するが、まず、着想から本発明鋼材に至るまでの経緯について説明する。 Hereinafter, the steel material of the present invention will be described. First, the background from the idea to the steel material of the present invention will be described.
特許文献1に記載の破断分離性及び被削性に優れた熱間鍛造用非調質鋼材の製造において、連続鋳造ノズルの閉塞を防止する方法を見出すべく、本発明者らは、ノズル閉塞の主たる原因である溶鋼中介在物の挙動に着目し、製造条件を様々に変化させ、連続鋳造試験を行い、連続鋳造ノズルの閉塞状況とノズル付着物、溶鋼中介在物、及び、それらの関連性を鋭意調査した。その結果、次のことが明らかになった。
In order to find a method for preventing clogging of a continuous casting nozzle in the production of a non-heat treated steel for hot forging excellent in fracture separation and machinability described in
(a)連続鋳造ノズルが閉塞したときの付着物は、高融点のZrO2−CaO系介在物が主体の付着物で、一部、低融点のZrO2−CaO−Al2O3介在物を含む付着物である。
(b)溶鋼中介在物は、連続鋳造ノズルに付着した付着物とほぼ同じである。即ち、連続鋳造ノズルの閉塞の原因は、溶鋼中に存在する介在物である。
(a) The deposit when the continuous casting nozzle is clogged is a deposit mainly composed of a high melting point ZrO 2 —CaO-based inclusion, and partly a low melting point ZrO 2 —CaO—Al 2 O 3 inclusion. Contains deposits.
(b) The inclusions in the molten steel are almost the same as the deposits attached to the continuous casting nozzle. That is, the cause of the clogging of the continuous casting nozzle is an inclusion present in the molten steel.
次に、操業条件を変更し、連続鋳造ノズルの閉塞状況と溶鋼中介在物の関連性を鋭意調査した。その結果、次のことが明らかになった。 Next, the operating conditions were changed, and the relationship between the blockage of the continuous casting nozzle and the inclusions in the molten steel was investigated. As a result, the following became clear.
(c)溶鋼中介在物が、ZrO2−CaO系の高融点介在物のみの場合、連続鋳造ノズルの閉塞が激しく発生するが、溶鋼中介在物が、ZrO2−CaO−Al2O3系の低融点介在物を多く含んでいる場合、連続鋳造ノズルの閉塞は発生しない。 (c) inclusion in the molten steel is, when only high-melting inclusions ZrO 2 -CaO-based, although clogging of the continuous casting nozzle vigorously occurs, inclusions in the molten steel is, ZrO 2 -CaO-Al 2 O 3 system In the case of containing a lot of low melting point inclusions, clogging of the continuous casting nozzle does not occur.
以上の知見に基づき、本発明者らは、連続鋳造ノズルの閉塞を確実に防止するためには、溶鋼中に存在する低融点介在物の量を所定量以上に増加することが必要であるとの発想に至った。 Based on the above knowledge, the present inventors said that it is necessary to increase the amount of low melting point inclusions present in the molten steel to a predetermined amount or more in order to reliably prevent clogging of the continuous casting nozzle. I came up with the idea.
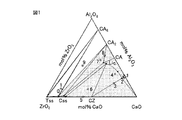
図1に、1873KでのZrO2−CaO−Al2O3三元状態図を示す(T.Murakami、H.Fukuyama、T.Kishida、M.Susa and K.Nagata、Metallurgical Materials Transactions B、31B、25.参照)。図1中、着色部分が、1873Kで液相又は固液共存相の領域である。図1はモル濃度(mol%)で表示の図であるが、上記領域は、質量%に換算すると、下記(1)式で表示できる。
4.5×(%CaO)+(%ZrO2)≧135 ・・・(1)
(%CaO) :CaOの質量%
(%ZrO2):ZrO2の質量%
FIG. 1 shows a ZrO 2 —CaO—Al 2 O 3 ternary phase diagram at 1873K (T. Murakami, H. Fukuyama, T. Kishida, M. Susa and K. Nagata, Metallurgical Materials Transactions B, 31B, 25.) In FIG. 1, the colored portion is a region of a liquid phase or a solid-liquid coexisting phase at 1873K. FIG. 1 is a diagram showing the molar concentration (mol%), but the above region can be expressed by the following equation (1) when converted to mass%.
4.5 × (% CaO) + (% ZrO 2 ) ≧ 135 (1)
(% CaO): mass% of CaO
(% ZrO 2 ): mass% of ZrO 2
上記(1)式を満足する介在物は、連続鋳造時、ノズル閉塞の原因とならない低融点のZrO2−CaO−Al2O3介在物を形成する。そこで、本発明者らは、上記(1)式を満足する介在物の個数の個数比率とノズル閉塞の関連性を調査した。結果を図2に示す。 Inclusions that satisfy the above formula (1) form low-melting-point ZrO 2 —CaO—Al 2 O 3 inclusions that do not cause nozzle clogging during continuous casting. Therefore, the present inventors investigated the relationship between the number ratio of inclusions satisfying the above equation (1) and nozzle clogging. The results are shown in FIG.
横軸の(1)式を満足する介在物の個数比率(%)は、鋼棒鋼中に含まれる、圧延方向に垂直な幅が5μm以上の酸化物系介在物であって、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)と規格化したときに、上記(1)式を満足する酸化物系介在物の個数の個数比率である。 The number ratio (%) of inclusions satisfying the expression (1) on the horizontal axis is oxide inclusions contained in the steel bar and having a width perpendicular to the rolling direction of 5 μm or more, (% Al 2 O 3 ) + (% CaO) + (% ZrO 2 ) = number ratio of the number of oxide inclusions satisfying the above equation (1) when normalized to 100% (% is mass%). .
例えば、ある酸化物系介在物の組成が、(%Al2O3)=40%、(%CaO)=50%,(%ZrO2)=10%の場合、上記(1)式を満足する。一方、ある酸化物系介在物の組成が、(%Al2O3)=40%、(%CaO)=10%,(%ZrO2)=50%の場合、上記(1)式を満足しない。 For example, when the composition of certain oxide inclusions is (% Al 2 O 3 ) = 40%, (% CaO) = 50%, (% ZrO 2 ) = 10%, the above formula (1) is satisfied. . On the other hand, the composition of some oxide inclusions, (% Al 2 O 3) = 40%, (% CaO) = 10%, if the (% ZrO 2) = 50% , does not satisfy the above equation (1) .
酸化物系介在物が10個検出され、うち5個の組成が前述の判断基準により上記(1)式を満足する場合には、上記(1)式を満足する酸化物系介在物の個数の個数比率は50%となる。 When ten oxide inclusions are detected and five of the compositions satisfy the above formula (1) according to the above criteria, the number of oxide inclusions satisfying the above formula (1) The number ratio is 50%.
縦軸のノズル閉塞指標は、連続鋳造ノズルの実際の開度と、溶鋼のスループットと溶鋼ヘッドから算出される本来開度との比(実際の開度/本来開度)である。指標の値が大きいほど、ノズル閉塞が頻発することを意味する。 The nozzle blockage index on the vertical axis is the ratio (actual opening / original opening) between the actual opening of the continuous casting nozzle and the actual opening calculated from the molten steel throughput and the molten steel head. The larger the index value, the more frequently nozzle clogging occurs.
ノズル閉塞指標の目標は1以下である。図2から、上記(1)式を満足する介在物の個数比率(%)が20%以上であると、連続鋳造ノズルの閉塞を顕著に抑制できることが解る。 The target of the nozzle blockage index is 1 or less. It can be seen from FIG. 2 that the blockage of the continuous casting nozzle can be remarkably suppressed when the number ratio (%) of inclusions satisfying the above expression (1) is 20% or more.
本発明者らは、上記知見に基づいて、鋼棒鋼中に含まれる、圧延方向に垂直な幅が5μm以上の酸化物系介在物であって、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)と規格化したときに、上記(1)式を満足する酸化物系介在物の個数が、個数比率で、合計20%以上であると規定した。 Based on the above findings, the present inventors are oxide inclusions having a width perpendicular to the rolling direction of 5 μm or more, which are contained in steel bars, and are (% Al 2 O 3 ) + (% CaO). When normalized as + (% ZrO 2 ) = 100% (% is% by mass), the number of oxide inclusions satisfying the above formula (1) is 20% or more in terms of the number ratio. Stipulated.
個数計数の対象とする介在物は酸化物系介在物である。介在物には硫化物系介在物も存在するが、硫化物系介在物の多くは、溶鋼の凝固中又は凝固後に生成する介在物であり、連続鋳造時、ノズルの閉塞に及ぼす影響は殆どないので、硫化物系介在物は、個数計数の対象外とする。 Inclusions to be counted are oxide inclusions. There are sulfide inclusions in the inclusions, but most of the sulfide inclusions are inclusions that are generated during or after solidification of the molten steel and have little effect on nozzle clogging during continuous casting. Therefore, sulfide inclusions are not counted.
生成する酸化物系介在物は、Al2O3、CaO、及び、ZrO2であるので、酸化物系介在物の個数比率の算出においては、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)として規格化した。この規格化により、酸化物系介在物の個数比率とノズル閉塞指標の関連性を客観的に評価することができる。 Since the oxide inclusions produced are Al 2 O 3 , CaO, and ZrO 2 , in the calculation of the number ratio of oxide inclusions, (% Al 2 O 3 ) + (% CaO) + It was normalized as (% ZrO 2 ) = 100% (% is mass%). By this standardization, the relationship between the number ratio of oxide inclusions and the nozzle clogging index can be objectively evaluated.
圧延方向に垂直な幅が5μm未満の小さい介在物は、ノズルの閉塞に及ぼす悪影響が小さく、また、多くの場合、鋼棒鋼中、硫化物系介在物等と複合化していて、正確な組成分析が困難であるので、個数計数の対象とする酸化物系介在物は、圧延方向に垂直な幅が5μm以上の酸化物系介在物とする。 Small inclusions whose width perpendicular to the rolling direction is less than 5 μm have little adverse effect on nozzle clogging. In many cases, they are compounded with sulfide inclusions in steel bars and steels for accurate composition analysis. Therefore, the oxide inclusions to be counted are oxide inclusions whose width perpendicular to the rolling direction is 5 μm or more.
圧延方向に垂直な幅が5μm以上の酸化物系介在物であって、上記(1)式を満足する酸化物系介在物の個数比率は、(%Al2O3)+(%CaO)+(%ZrO2)=100%(%は質量%)と規格化し、合計で20%以上とする。上記個数比率が20%未満であると、図2に示すように、ノズル閉塞指標が急上昇する。上記個数比率は、好ましくは40%以上、より好ましくは60%以上である(図2、参照)。 The number ratio of oxide inclusions that are 5 μm or more in width perpendicular to the rolling direction and satisfy the above formula (1) is (% Al 2 O 3 ) + (% CaO) + (% ZrO 2 ) = 100% (% is mass%), and the total is 20% or more. When the number ratio is less than 20%, as shown in FIG. 2, the nozzle blockage index rapidly increases. The number ratio is preferably 40% or more, more preferably 60% or more (see FIG. 2).
本発明鋼材を特徴付ける介在物の態様は以上の通りであるが、本発明鋼材を得る具体的な方法は、次のとおりである。 Although the aspect of the inclusion characterizing the steel of the present invention is as described above, a specific method for obtaining the steel of the present invention is as follows.
転炉や電気炉などで一次精錬した溶鋼の成分組成を調整し、所要量のAl、Zr、及び、Caを添加する。脱酸力が弱い順に添加すると、溶鋼中のOを低減し易いので、添加は、Al、Zr、Caの順で行うことが好ましい。特に、Alは、なるべく早い段階で添加することが好ましく、例えば、転炉や電気炉からの出鋼時に添加するのが好ましい。 The component composition of the molten steel primarily refined in a converter or electric furnace is adjusted, and required amounts of Al, Zr, and Ca are added. If it is added in order of decreasing deoxidizing power, it is easy to reduce O in the molten steel. Therefore, the addition is preferably performed in the order of Al, Zr, and Ca. In particular, Al is preferably added as early as possible. For example, Al is preferably added when steel is output from a converter or an electric furnace.
Alの添加後、溶鋼を、RH式脱ガス精錬装置、取鍋加熱式精錬装置、簡易式溶鋼処理設備等により撹拌し、Al2O3介在物を浮上分離する。その後、Zr、Caを、好ましくはこの順序で添加し、Al2O3−ZrO2−CaO系複合酸化物(介在物)を形成する。 After the addition of Al, the molten steel is stirred by an RH degassing refining device, a ladle heating refining device, a simple molten steel processing facility, etc., and the Al 2 O 3 inclusions are floated and separated. Thereafter, Zr and Ca are preferably added in this order to form an Al 2 O 3 —ZrO 2 —CaO-based composite oxide (inclusion).
溶鋼へ添加するZrとCaの形態は特に限定されない。Zrは、例えば、純Zr、Zr−Si合金、Fe−Zr合金等の形態で添加すればよい。Caは、Ca−Si合金等の形態で添加すればよい。Zr及びCaの添加後も溶鋼を十分に撹拌し、介在物を浮上させ分離する。 The form of Zr and Ca added to the molten steel is not particularly limited. Zr may be added in the form of, for example, pure Zr, Zr—Si alloy, Fe—Zr alloy or the like. What is necessary is just to add Ca with forms, such as Ca-Si alloy. Even after the addition of Zr and Ca, the molten steel is sufficiently agitated to float and separate the inclusions.
なお、介在物を所定の組成の介在物に制御する方法は、製造プロセス等に応じて様々な手法が考えられる。例えば、スラグ組成を制御したうえで、十分な撹拌を実施して平衡状態を維持し、溶鋼中介在物の組成を、スラグ組成とほぼ同じに制御する方法、スラグの液相率を高め、溶鋼との反応を促進し、ZrO2酸化物を吸収し易くして、所定の介在物組成に制御する方法等がある。 Various methods can be considered for controlling the inclusions to inclusions having a predetermined composition depending on the manufacturing process and the like. For example, a method of controlling the slag composition, maintaining sufficient equilibrium by carrying out sufficient stirring, and controlling the composition of inclusions in the molten steel to be almost the same as the slag composition, increasing the liquid phase ratio of the slag, And the like, and the ZrO 2 oxide can be easily absorbed and controlled to have a predetermined inclusion composition.
このように溶製した溶鋼を、常法に従って連続鋳造して鋳片とする。連続鋳造は、できるだけ酸素源の混入がないように注意して行う。溶鋼に酸素源が混入すると、介在物組成が変化し、また、O濃度が上昇するので、これを防止するためである。連続鋳造した鋳片は、常法に従って熱間圧延に供し、鍛造用鋼材(本発明鋼材)を製造する。 The molten steel thus produced is continuously cast according to a conventional method to obtain a slab. Continuous casting should be performed with care to avoid mixing oxygen sources as much as possible. This is because when the oxygen source is mixed into the molten steel, the inclusion composition changes and the O concentration increases, which is prevented. The continuously cast slab is subjected to hot rolling in accordance with a conventional method to produce a steel material for forging (the steel material of the present invention).
本発明鋼材は、熱処理を施さず非調質のままで、熱間鍛造又は冷間鍛造に供し得る鋼材であるが、特性改善の熱処理を施した後、熱間鍛造又は冷間鍛造に供してもよい。 The steel material of the present invention is a steel material that can be subjected to hot forging or cold forging without being subjected to heat treatment without being subjected to heat treatment, but after being subjected to heat treatment for property improvement, it is subjected to hot forging or cold forging. Also good.
次に、本発明鋼材の成分組成の限定理由について説明する.成分組成の限定は、主に、介在物の組成制御に加え、優れた破断分離性及び被削性を確保するために必要である。以下、成分組成に係る%は、質量%を意味する。 Next, the reason for limiting the component composition of the steel of the present invention will be described. The limitation of the component composition is mainly necessary for ensuring excellent fracture separation and machinability in addition to controlling the composition of inclusions. Hereinafter,% related to the component composition means mass%.
C:0.20%〜0.60%
Cは、部品の引張強度を確保し、かつ、延性と靭性の低いパーライト組織の分率を高めて、破断分離性の向上に寄与する元素である。0.20%未満では、添加効果が十分に得られないので、Cは0.20%以上とする。好ましくは0.25%以上である。
C: 0.20% to 0.60%
C is an element that ensures the tensile strength of the part and increases the fraction of the pearlite structure having low ductility and toughness and contributes to the improvement of break separation. If it is less than 0.20%, the effect of addition cannot be sufficiently obtained, so C is made 0.20% or more. Preferably it is 0.25% or more.
一方、0.60%を超えると、組織が粗大化して、降伏比が低下するので、Cは0.60%以下とする。好ましくは0.55%以下である。 On the other hand, if it exceeds 0.60%, the structure becomes coarse and the yield ratio decreases, so C is made 0.60% or less. Preferably it is 0.55% or less.
Si:0.15〜2.50%
Siは、固溶強化によってフェライトを強化し、延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.15%未満では、添加効果が十分に得られないので、Siは0.15%以上とする。好ましくは0.30%以上である。
Si: 0.15 to 2.50%
Si is an element that strengthens ferrite by solid solution strengthening, lowers ductility and toughness, and contributes to improvement in fracture separation. If it is less than 0.15%, the effect of addition cannot be sufficiently obtained, so Si is made 0.15% or more. Preferably it is 0.30% or more.
一方、2.50%を超えると、フェライト組織の分率が過大となり、かえって、破断分離性が低下するので、Siは2.50%以下とする。好ましくは2.30%以下である。 On the other hand, if it exceeds 2.50%, the fraction of the ferrite structure becomes excessive and, on the contrary, the fracture separability decreases, so Si is made 2.50% or less. Preferably it is 2.30% or less.
Mn:0.20〜2.00%
Mnは、固溶強化によってフェライトを強化し、延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.20%未満では、添加効果が十分に得られないので、Mnは0.20%以上とする。好ましくは0.30%以上である。
Mn: 0.20 to 2.00%
Mn is an element that strengthens ferrite by solid solution strengthening, lowers ductility and toughness, and contributes to improvement in fracture separation. If it is less than 0.20%, the effect of addition cannot be sufficiently obtained, so Mn is made 0.20% or more. Preferably it is 0.30% or more.
一方、2.00%を超えると、パーライトのラメラー間隔が小さくなり、パーライトの延性と靭性が増加して、破断分離性が低下する他、ベイナイト組織が生成し易くなり、破断分離性が大幅に低下するので、Mnは2.00%以下とする。好ましくは1.75%以下である。 On the other hand, if it exceeds 2.00%, the lamellar spacing of the pearlite becomes small, the ductility and toughness of the pearlite increase, the fracture separability decreases, and the bainite structure is easily generated, and the fracture separability is greatly increased. Since it falls, Mn shall be 2.00% or less. Preferably it is 1.75% or less.
P:0.010〜0.150%
Pは、フェライト及びパーライトの延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.010%未満では、添加効果が十分に得られないので、Pは0.010%以上とする。好ましくは0.015%以上である。
P: 0.010 to 0.150%
P is an element that reduces the ductility and toughness of ferrite and pearlite and contributes to the improvement of fracture separation. If it is less than 0.010%, the effect of addition cannot be sufficiently obtained, so P is made 0.010% or more. Preferably it is 0.015% or more.
一方、0.150%を超えると、熱間延性が低下し、熱間加工時に割れや瑕が発生し易くなるので、Pは0.150%以下とする。好ましくは0.100%以下である。 On the other hand, if it exceeds 0.150%, the hot ductility is lowered, and cracks and wrinkles are likely to occur during hot working, so P is made 0.150% or less. Preferably it is 0.100% or less.
S:0.040〜0.150%
Sは、Mnと結合してMnS(MnS系介在物)を形成し、被削性の向上に寄与する元素である。また、Sは、微量のZr及びCaを添加し、Al添加量を制限した場合、破断分割時に亀裂の伝播経路となるアスペクト比が小さいMnS系介在物を、鋼中に、多量に微細分散させて、破断分離性の向上に寄与する元素である。
S: 0.040 to 0.150%
S is an element that combines with Mn to form MnS (MnS inclusions) and contributes to improvement of machinability. In addition, when S is added in a small amount of Zr and Ca and the amount of Al added is limited, MnS-based inclusions having a small aspect ratio that becomes a propagation path of cracks during fracture division are finely dispersed in a large amount in steel. Thus, it is an element that contributes to the improvement of break separation.
0.040%未満では、添加効果が十分に得られないので、Sは0.040%以上とする。好ましくは0.080%以上である。一方、0.150%を超えると、熱間延性が低下し、熱間加工時に割れや疵が発生し易くなるので、Sは0.150%以下とする。好ましくは0.100%以下である。 If it is less than 0.040%, the effect of addition cannot be sufficiently obtained, so S is made 0.040% or more. Preferably it is 0.080% or more. On the other hand, if it exceeds 0.150%, the hot ductility is lowered, and cracks and wrinkles are likely to occur during hot working, so S is made 0.150% or less. Preferably it is 0.100% or less.
V:0.10〜0.50%
Vは、熱間鍛造後の冷却時に、主に、炭化物や炭窒化物を形成して、析出強化によりフェライトを強化し、延性と靭性を低下させて、破断分離性の向上と、降伏比の向上に寄与する元素である。0.10%未満では、添加効果が十分に得られないので、Vは0.10%以上とする。好ましくは0.30%以上である。
V: 0.10 to 0.50%
V mainly forms carbides and carbonitrides during cooling after hot forging, strengthens ferrite by precipitation strengthening, reduces ductility and toughness, improves fracture separability, yield ratio It is an element that contributes to improvement. If it is less than 0.10%, the effect of addition cannot be sufficiently obtained, so V is made 0.10% or more. Preferably it is 0.30% or more.
一方、0.50%を超えると、添加効果が飽和するので、Vは0.50%以下とする。好ましくは0.35%以下である。 On the other hand, if it exceeds 0.50%, the effect of addition is saturated, so V is 0.50% or less. Preferably it is 0.35% or less.
Al:0.001〜0.010%
Zr:0.0005〜0.0050%
Ca:0.0004〜0.0050%
Al、Zr、及び、Caの添加量を同時に制御して、介在物組成を所定の範囲に制御する。加えて、アスペクト比が小さいMnS系介在物を、鋼中に、多量に微細分散させることができる。MnS系介在物は、破断分割時に、亀裂の伝播経路となるので、破断分離性を高める作用をなす。
Al: 0.001 to 0.010%
Zr: 0.0005 to 0.0050%
Ca: 0.0004 to 0.0050%
The addition amount of Al, Zr, and Ca is simultaneously controlled to control the inclusion composition within a predetermined range. In addition, a large amount of MnS inclusions having a small aspect ratio can be finely dispersed in the steel. Since the MnS inclusions serve as a propagation path of cracks at the time of fracture splitting, the MnS inclusions have an effect of improving fracture separation.
Alは、脱酸元素であり、介在物組成を所定の範囲に調整する作用をなす元素である。0.001%未満では、脱酸効果と介在物組成の調整作用が十分に得られないので、Alは0.001%以上とする。好ましくは0.003%以上、より好ましくは0.005%以上である。 Al is a deoxidizing element and is an element that acts to adjust the inclusion composition to a predetermined range. If it is less than 0.001%, the deoxidation effect and the effect of adjusting the inclusion composition cannot be obtained sufficiently, so Al is made 0.001% or more. Preferably it is 0.003% or more, More preferably, it is 0.005% or more.
一方、0.010%を超えると、Al2O3が優先的に生成し、介在物組成が所定の範囲を外れるのみならず、MnS系介在物を均一に微細分散させる作用をなすZr系及び/又はCa系の酸化物の生成を阻害し、破断分離性や疲労等の機械的性質を損なう粗大なMnS系介在物の生成を助長するので、Alは0.010%以下とする。好ましくは0.008%以下、より好ましくは、0.007%以下である。 On the other hand, if it exceeds 0.010%, Al 2 O 3 is preferentially generated, the inclusion composition not only deviates from the predetermined range, but also the Zr system that acts to uniformly disperse MnS-based inclusions and Al prevents the generation of Ca-based oxides and promotes the generation of coarse MnS-based inclusions that impair mechanical properties such as break separation and fatigue, so Al is made 0.010% or less. Preferably it is 0.008% or less, More preferably, it is 0.007% or less.
Zrは、脱酸元素であり、ZrO2を形成して、介在物組成を所定の範囲に制御する作用をなす元素である。ZrO2は、MnS系介在物の晶出、析出核となるので、Zrは、MnS系介在物の晶出、析出サイトを増やし、MnS系介在物の均一・微細分散に寄与する元素でもある。 Zr is a deoxidizing element and is an element that forms ZrO 2 and acts to control the inclusion composition within a predetermined range. Since ZrO 2 serves as a crystallization and precipitation nucleus for MnS inclusions, Zr is an element that increases the crystallization and precipitation sites of MnS inclusions and contributes to uniform and fine dispersion of MnS inclusions.
0.0005%未満では、添加効果が十分に得られないので、Zrは0.0005%以上とする。好ましくは0.0010%以上、より好ましくは0.0015である。一方、0.0050%を超えると、添加効果が飽和するので、0.0050%以下とする。好ましくは0.0035%以下、より好ましくは0.0030%である。 If it is less than 0.0005%, the effect of addition cannot be sufficiently obtained, so Zr is made 0.0005% or more. Preferably it is 0.0010% or more, More preferably, it is 0.0015. On the other hand, if it exceeds 0.0050%, the effect of addition is saturated, so the content is made 0.0050% or less. Preferably it is 0.0035% or less, More preferably, it is 0.0030%.
Caは、脱酸元素であり、CaOを形成して、介在物組成を所定の範囲に制御する作用をなす元素であり、また、Caは、MnS系介在物に固溶して複合硫化物を形成し、その変形能を低下させて、圧延時や熱間鍛造時のMnS系介在物の延伸を抑制する作用をなす元素でもある。 Ca is a deoxidizing element, and is an element that forms CaO and acts to control the inclusion composition within a predetermined range. Ca is dissolved in MnS inclusions to form a composite sulfide. It is also an element that forms and lowers its deformability and suppresses the stretching of MnS inclusions during rolling or hot forging.
0.0004%未満では、添加効果が十分に得られないので、Caは0.0004%以上とする。好ましくは0.0008%以上、より好ましくは0.00120%以上である。一方、0.0050%を超えると、添加効果が飽和するので、Caは0.0050%以下とする。好ましくは0.0040%以下、より好ましくは0.0030%以下である。 If it is less than 0.0004%, the effect of addition cannot be sufficiently obtained, so Ca is made 0.0004% or more. Preferably it is 0.0008% or more, More preferably, it is 0.00120% or more. On the other hand, if it exceeds 0.0050%, the effect of addition is saturated, so Ca is made 0.0050% or less. Preferably it is 0.0040% or less, More preferably, it is 0.0030% or less.
N:0.002〜0.020%
Nは、熱間鍛造後の冷却時に、フェライトの変態核として機能するV窒化物や、V炭窒化物を形成してフェライト変態を促進し、破断分離性を大幅に損なうベイナイト組織の生成を抑制する作用をなす元素である。好ましくは0.005%以上である。より好ましくは0.008%以上である。
N: 0.002 to 0.020%
N forms V nitride and V carbonitride that function as ferrite transformation nuclei during cooling after hot forging, promotes ferrite transformation, and suppresses the formation of bainite structure that significantly impairs fracture separation. It is an element that makes the action. Preferably it is 0.005% or more. More preferably, it is 0.008% or more.
一方、0.020%を超えると、熱間延性が低下し、熱間加工時に、割れや疵が発生し易くなるので、Nは0.020%以下とする。好ましくは0.017%以下、より好ましくは0.015%以下である。 On the other hand, if it exceeds 0.020%, the hot ductility is lowered and cracks and wrinkles are likely to occur during hot working, so N is made 0.020% or less. Preferably it is 0.017% or less, More preferably, it is 0.015% or less.
O:0.0035%以下
Oは、本発明鋼材中に過剰に存在すると、介在物の組成制御を困難にする元素である。0.0035%を超えると、介在物の組成制御が著しく困難となるので、Oは0.0035%以下に制限する。好ましくは0.0030%以下、より好ましくは0.0025%以下である。
O: 0.0035% or less O is an element that makes it difficult to control the composition of inclusions when it is excessively present in the steel of the present invention. If it exceeds 0.0035%, the composition control of inclusions becomes extremely difficult, so O is limited to 0.0035% or less. Preferably it is 0.0030% or less, More preferably, it is 0.0025% or less.
本発明鋼材の成分組成は、更に、フェライトを強化し、延性と靭性を低下させて、良好な破断分離性を得るため、Cr:0.05〜2.00%、Nb:0.005〜0.050%、及び、Ti:0.005〜0.050%の1種又は2種以上を含んでもよい。 The component composition of the steel of the present invention further strengthens ferrite, lowers ductility and toughness, and obtains good fracture separability, so that Cr: 0.05 to 2.00%, Nb: 0.005 to 0 One or two or more of 0.050% and Ti: 0.005 to 0.050% may be included.
Cr:0.05〜2.00%
Crは、Mnと同様に、固溶強化によってフェライトを強化し、延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.05%未満では、添加効果が十分に得られないので、Crは0.05%以上とする。好ましくは0.10%以上である。
Cr: 0.05-2.00%
Cr, like Mn, is an element that strengthens ferrite by solid solution strengthening, reduces ductility and toughness, and contributes to the improvement of fracture separation. If it is less than 0.05%, the effect of addition cannot be sufficiently obtained, so Cr is made 0.05% or more. Preferably it is 0.10% or more.
一方、2.00%を超えると、パーライトのラメラー間隔が小さくなり、パーライトの延性と靭性が増加して、破断分離性が低下するし、また、ベイナイト組織が生成し易くなって、破断分離性が大幅に低下するので、Crは2.00%以下とする。好ましくは1.50%以下である。 On the other hand, if it exceeds 2.00%, the lamellar spacing of the pearlite is reduced, the ductility and toughness of the pearlite is increased, the fracture separability is lowered, and the bainite structure is easily formed, and the fracture separability is increased. Therefore, Cr is made 2.00% or less. Preferably it is 1.50% or less.
Nb:0.005〜0.050%
Nbは、熱間鍛造後の冷却時に、主に、炭化物や炭窒化物を形成し、析出強化によりフェライトを強化して、延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.005%未満では、添加効果が十分に得られないので、Nbは0.005%以上とする。好ましくは0.010%以上である。
Nb: 0.005 to 0.050%
Nb is an element that contributes to the improvement of fracture separation by forming carbides and carbonitrides, strengthening ferrite by precipitation strengthening, reducing ductility and toughness, and cooling during hot forging. is there. If it is less than 0.005%, the effect of addition cannot be sufficiently obtained, so Nb is made 0.005% or more. Preferably it is 0.010% or more.
一方、0.050%を超えると、添加効果が飽和するので、Nbは0.050%以下とする。好ましくは0.035%以下である。 On the other hand, if it exceeds 0.050%, the effect of addition is saturated, so Nb is made 0.050% or less. Preferably it is 0.035% or less.
Ti:0.005〜0.050%
Tiは、熱間鍛造後の冷却時に、主に、炭化物や炭窒化物を形成し、析出強化によりフェライトを強化して、延性と靭性を低下させて、破断分離性の向上に寄与する元素である。0.005%未満では、添加効果が十分に得られないので、Tiは0.005%以上とする。好ましくは0.010%以上である。
Ti: 0.005 to 0.050%
Ti is an element that contributes to the improvement of fracture separability by forming carbides and carbonitrides, strengthening ferrite by precipitation strengthening, lowering ductility and toughness during cooling after hot forging. is there. If less than 0.005%, the effect of addition cannot be sufficiently obtained, so Ti is made 0.005% or more. Preferably it is 0.010% or more.
一方、0.050%を超えると、添加効果が飽和し、また、被削性が低下する場合があるので、Tiは0.050%以下とする。好ましくは0.035%以下である。 On the other hand, if it exceeds 0.050%, the effect of addition is saturated and the machinability may be lowered, so Ti is made 0.050% or less. Preferably it is 0.035% or less.
また、本発明鋼材の成分組成は、介在物の分散態様を制御し、破断分離性をより向上させるため、Mgを0.0005〜0.0050%含んでもよい。 Further, the component composition of the steel of the present invention may contain 0.0005 to 0.0050% of Mg in order to control the dispersion mode of inclusions and further improve the break separation property.
Mg:0.0005〜0.0050%
Mgは、脱酸元素であり、MnS系介在物の晶出、析出核となり、MnS系介在物を均一に微細分散させ、異方性を改善する作用をなすMg酸化物を形成する元素である。また、Mgは、MnS系介在物に固溶して複合硫化物を形成し、その変形能を低下させて、圧延時や熱間鍛造時のMnS系介在物の延伸を抑制する作用をなす元素である。
Mg: 0.0005 to 0.0050%
Mg is a deoxidizing element, and becomes an crystallization and precipitation nucleus of MnS-based inclusions, and is an element that forms Mg oxide that functions to uniformly disperse MnS-based inclusions and improve anisotropy. . Mg is an element that acts as a solid solution in MnS inclusions to form a composite sulfide, lowers its deformability, and suppresses stretching of MnS inclusions during rolling and hot forging. It is.
0.0005%未満では、添加効果が十分に得られないので、Mgは0.0005%以上とする。好ましくは0.0010%以上である。一方、0.0050%を超えると、大型の介在物及びそのクラスターが多量に生成し、疲労特性等の機械的性質が低下するので、Mgは0.0050%以下とする。好ましくは0.0040%以下である。 If it is less than 0.0005%, the effect of addition cannot be sufficiently obtained, so Mg is made 0.0005% or more. Preferably it is 0.0010% or more. On the other hand, if it exceeds 0.0050%, a large amount of inclusions and clusters thereof are produced in large quantities, and mechanical properties such as fatigue properties are deteriorated, so Mg is made 0.0050% or less. Preferably it is 0.0040% or less.
本発明鋼材の成分組成は、上記元素の他、本発明鋼材の特性を損なわない範囲で、Te、Zn、Sn等を含んでもよい。 The component composition of the steel of the present invention may include Te, Zn, Sn, etc. as long as the characteristics of the steel of the present invention are not impaired in addition to the above elements.
なお、微量のCu、Ni、及び、Moは、本発明鋼材の特性に対し特段の影響を及ぼさないが、ベイナイト組織の発生を防止するため、不可避的不純物としてのCu及びNiは、ともに0.15%以下に制限し、同じく、Moは0.01%以下に制限することが好ましい。 Although trace amounts of Cu, Ni, and Mo do not particularly affect the properties of the steel of the present invention, both Cu and Ni as unavoidable impurities are 0. It is preferable to limit it to 15% or less, and similarly to limit Mo to 0.01% or less.
次に、本発明の実施例について説明するが、実施例での条件は、本発明の実施可能性及び効果を確認するために採用した一条件例であり、本発明は、この一条件例に限定されるものではない。本発明は、本発明の要旨を逸脱せず、本発明の目的を達成する限りにおいて、種々の条件を採用し得るものである。 Next, examples of the present invention will be described. The conditions in the examples are one example of conditions used for confirming the feasibility and effects of the present invention, and the present invention is based on this one example of conditions. It is not limited. The present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
(実施例1)
容量300トンの転炉で一次精錬した溶鋼を取鍋に出鋼する際、金属Alを添加してAl脱酸を実施した。次に、取鍋加熱式精錬装置とRH式脱ガス精錬装置を用いて、脱ガス処理と成分調整を実施した。その後、溶鋼に、Fe−Zr合金を用いてZrを添加した。Zr添加後、均一混合時間以上の時間をかけて撹拌を行い、介在物の除去を進めた。
Example 1
When the molten steel primarily refined in a converter having a capacity of 300 tons was put into a ladle, Al metal was added and Al deoxidation was performed. Next, degassing treatment and component adjustment were performed using a ladle heating type refining apparatus and an RH type degassing refining apparatus. Thereafter, Zr was added to the molten steel using an Fe—Zr alloy. After the addition of Zr, stirring was performed over a period of time equal to or longer than the uniform mixing time, and the inclusions were removed.
均一混合時間とは、添加した合金元素が、最終値近傍の所定の範囲内に漸近するのに要する時間で、撹拌力と相関する時間である。均一混合時間は、トレーサー実験で求めることができ、また、既知の撹拌動力密度との関係式(例えば、浅井滋生、岡本徹夫、赫冀成、鞭巌、鉄と鋼68、426)を用いて推算できる。 The uniform mixing time is the time required for the added alloy element to asymptotically fall within a predetermined range near the final value, and is a time correlated with the stirring force. The uniform mixing time can be obtained by a tracer experiment, and using a relational expression with a known stirring power density (for example, Shigeo Asai, Tetsuo Okamoto, Kosei, whip, iron and steel 68, 426). Can be estimated.
さらに、溶鋼に、Ca−Si合金ワイヤーを用いてCaを添加した。介在物の組成制御は、スラグの塩基度(CaO濃度とSiO2濃度の比)を制御してスラグの液相率を高めて、溶鋼との反応を促進し、ZrO2酸化物を吸収し易くする方法で実施した。 Furthermore, Ca was added to the molten steel using a Ca—Si alloy wire. The composition control of inclusions, controlling the slag basicity (ratio of the CaO concentration and SiO 2 concentration) increases the liquid phase ratio of the slag, to promote the reaction between the molten steel, it is easy to absorb the ZrO 2 oxide It was carried out by the method.
なお、スラグの液相率を高める方法は、スラグの塩基度(CaO濃度とSiO2濃度の比)を制御する方法、スラグにCaF2やNa2Oなどを添加する方法があり、いずれを採用してもよい。 There are two methods for increasing the liquid phase ratio of slag: controlling the basicity of slag (ratio of CaO concentration to SiO 2 concentration) and adding CaF 2 or Na 2 O to the slag. May be.
このようにして溶製した熱間鍛造用非調質鋼材の溶鋼を連続鋳造した。連続鋳造は、鋳型断面サイズが560mm×350mmのブルーム4ストランドの連鋳機で実施した。連続鋳造時のタンディッシュ内の溶鋼の過熱度(溶鋼の温度から、溶鋼の組成の鋼の液相線温度を減じた値)は10〜60℃であった。溶鋼のスループット(単位時間あたりの鋳造溶鋼量)は0.5〜1.5t/分であった。 The molten steel of the non-heat treated steel material for hot forging thus melted was continuously cast. The continuous casting was carried out with a bloom 4-strand continuous caster having a mold cross-sectional size of 560 mm × 350 mm. The superheat degree (the value obtained by subtracting the liquidus temperature of the steel having the composition of the molten steel from the temperature of the molten steel) of the molten steel in the tundish during continuous casting was 10 to 60 ° C. The throughput of molten steel (amount of cast molten steel per unit time) was 0.5 to 1.5 t / min.
表1に、発明例及び比較例の溶鋼の成分組成(質量%)を示す。 In Table 1, the component composition (mass%) of the molten steel of an invention example and a comparative example is shown.

表2に、発明例及び比較例における、取鍋スラグの1500℃でのスラグ液相率(%)、上記(1)式を満足する介在物の個数比率(%)、Al2O3+CaO+ZrO2=100%に規格化したときの介在物の平均組成、及び、ノズル閉塞指標を示す。 Table 2 shows the slag liquid phase ratio (%) of the ladle slag at 1500 ° C., the number ratio (%) of inclusions satisfying the above formula (1), Al 2 O 3 + CaO + ZrO 2 in the invention examples and comparative examples. = The average composition of inclusions when normalized to 100% and the nozzle clogging index are shown.
取鍋スラグの液相率は、スラグ組成から熱力学平衡計算により推算した(山田亘、松宮徹、新日鐵技報、342(1991)、38、参考)。ノズル閉塞指標は、連続鋳造ノズルの実際の開度と、溶鋼のスループットと溶鋼ヘッドから算出する本来開度との比である。ノズル閉塞指標が大きいほど、ノズルの閉塞が頻繁に起きることを意味し、目標は1以下である(図2、参照)。 The liquid phase ratio of ladle slag was estimated from the slag composition by thermodynamic equilibrium calculation (Wataru Yamada, Toru Matsumiya, Nippon Steel Technical Report, 342 (1991), 38, reference). The nozzle clogging index is a ratio between the actual opening of the continuous casting nozzle and the original opening calculated from the molten steel throughput and the molten steel head. The larger the nozzle blockage index, the more frequently nozzle blockage occurs, and the target is 1 or less (see FIG. 2).
発明例1〜35では、取鍋スラグの液相率は85%以上と高くなっており、その結果、いずれも、(1)式を満足する介在物の個数比率は20%以上であり、ノズル閉塞指標は1以下で、ノズル閉塞は防止され、問題なく連続鋳造することができた。 In Invention Examples 1 to 35, the liquid phase ratio of the ladle slag is as high as 85% or more, and as a result, the number ratio of inclusions satisfying the formula (1) is 20% or more, and the nozzle The clogging index was 1 or less, nozzle clogging was prevented, and continuous casting was possible without problems.
一方、比較例36〜48では、取鍋スラグの液相率は85%未満と低くなっており、(1)式を満足する介在物個数比率は20%未満であり、ノズル閉塞が頻発して、一部の比較例においては、鋳造を中断した。 On the other hand, in Comparative Examples 36 to 48, the liquid phase ratio of the ladle slag is as low as less than 85%, the inclusion number ratio that satisfies the formula (1) is less than 20%, and nozzle clogging frequently occurs. In some comparative examples, casting was interrupted.
前述したように、本発明によれば、連続鋳造中のノズル閉塞を確実に防止して、破断分割型のコンロッドの作製に好適な、強度、破断分離性、及び、被削性を備えたZr含有鍛造用鋼材を提供することができる。よって、本発明は、鉄鋼産業において利用可能性が高いものである。 As described above, according to the present invention, it is possible to reliably prevent nozzle clogging during continuous casting, and to provide Zr having strength, fracture separation, and machinability suitable for the production of a fracture split type connecting rod. A steel material for containing forging can be provided. Therefore, the present invention has high applicability in the steel industry.
Claims (3)
ことを特徴とするZr含有鍛造用鋼材。
4.5×(%CaO)+(%ZrO2)≧135 ・・・(1)
ここで、(%Al2O3):Al2O3の質量%
(%CaO) :CaOの質量%
(%ZrO2) :ZrO2の質量% Component composition is mass%, C: 0.20-0.60%, Si: 0.15-2.50%, Mn: 0.20-2.00%, P: 0.010-0.150 %, S: 0.040 to 0.150%, V: 0.10 to 0.50%, Al: 0.001 to 0.010%, Zr: 0.0005 to 0.0050%, Ca: 0.00. 0004 to 0.0050%, N: 0.002 to 0.020% included, O: limited to 0.0035% or less, the balance consists of Fe and unavoidable impurities, contained in the steel material, in the rolling direction a vertical width oxide inclusions of more than 5μm, (% Al 2 O 3 ) + (% CaO) + (% ZrO 2) = 100% (% is wt%) and when normalized, ( % Al 2 O 3) is more than 9%, the (% CaO) is 14% or more, and (% ZrO 2) is not less than 5%, the following formula (1) The number of oxide inclusions for legs, Zr-containing forging steel, characterized in that it is in the number ratio of a total of 20% or more.
4.5 × (% CaO) + (% ZrO 2 ) ≧ 135 (1)
Here, (% Al 2 O 3 ): mass% of Al 2 O 3
(% CaO): mass% of CaO
(% ZrO 2 ): mass% of ZrO 2
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015217878A JP6593111B2 (en) | 2015-11-05 | 2015-11-05 | Zr-containing forging steel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015217878A JP6593111B2 (en) | 2015-11-05 | 2015-11-05 | Zr-containing forging steel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017088934A JP2017088934A (en) | 2017-05-25 |
| JP6593111B2 true JP6593111B2 (en) | 2019-10-23 |
Family
ID=58768206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015217878A Active JP6593111B2 (en) | 2015-11-05 | 2015-11-05 | Zr-containing forging steel |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6593111B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6750744B2 (en) * | 2018-04-20 | 2020-09-02 | 日本製鉄株式会社 | Connecting rod |
| JP7489811B2 (en) * | 2020-03-31 | 2024-05-24 | 株式会社神戸製鋼所 | Non-tempered forging steel and non-tempered forging parts |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4153615B2 (en) * | 1998-02-17 | 2008-09-24 | 新日本製鐵株式会社 | Steel for sheet metal having excellent workability and deoxidation method thereof |
| JP3827010B2 (en) * | 2002-12-26 | 2006-09-27 | トピー工業株式会社 | LF treatment method without fluorite |
| KR20090052954A (en) * | 2007-11-22 | 2009-05-27 | 주식회사 포스코 | Low chromium ferritic stainless steel with excellent corrosion resistance and elongation resistance and manufacturing method |
| KR101177542B1 (en) * | 2008-02-26 | 2012-08-28 | 신닛뽄세이테쯔 카부시키카이샤 | Non-heat treated steel for hot forging and steel for hot rolling excellent in fracture splittability and machinability, and hot forging non-heat treated steel part |
| JP5340290B2 (en) * | 2008-07-29 | 2013-11-13 | 新日鐵住金株式会社 | High-strength non-tempered steel for fracture splitting and steel parts for fracture splitting |
| JP5053218B2 (en) * | 2008-09-25 | 2012-10-17 | 新日本製鐵株式会社 | High-strength non-tempered steel for fracture splitting and steel parts for fracture splitting |
-
2015
- 2015-11-05 JP JP2015217878A patent/JP6593111B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017088934A (en) | 2017-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8778260B2 (en) | Duplex stainless steel | |
| JP6048626B1 (en) | Thick, high toughness, high strength steel plate and method for producing the same | |
| JP5079793B2 (en) | Steel material excellent in high temperature characteristics and toughness and method for producing the same | |
| JP5277315B2 (en) | Environmentally friendly lead-free free-cutting steel and method for producing the same | |
| NO310980B1 (en) | Process for grain refining of steel, grain refining alloy for steel and process for the production of grain refining alloy | |
| CN105765087A (en) | Martensitic stainless steel, part made of the steel and method for manufacturing same | |
| CN110373607A (en) | A kind of H10Cr4Mo4Ni4V, high-temperature carburizing steel member and preparation method | |
| JP6787238B2 (en) | Manufacturing method of steel for machine structure | |
| JPH08158006A (en) | High strength steel excellent in toughness in weld heat-affected zone | |
| CN109161650A (en) | A kind of low-alloy cast steel, manufacturing method and its application | |
| JP4041413B2 (en) | Machine structural steel having excellent chip disposal and manufacturing method thereof | |
| JP6593111B2 (en) | Zr-containing forging steel | |
| US20210310105A1 (en) | Ti- and nb-added ferritic stainless steel excellent in low-temperature toughness of welds | |
| JP2019056147A (en) | Abrasion resistant steel plate and method for producing the same | |
| JP6534240B2 (en) | Continuous cast slab of B-containing steel | |
| JP7027858B2 (en) | Manufacturing method of carbon steel slabs and carbon steel slabs | |
| JP5245544B2 (en) | Common rail with excellent fatigue characteristics | |
| JP6455287B2 (en) | Manufacturing method of continuous cast slab | |
| JP2022130746A (en) | Non-heat-treated forged component and non-heat-treated forging steel | |
| JP6086036B2 (en) | Steel plate with excellent weld heat-affected zone toughness and its melting method | |
| JPH1053838A (en) | Steel plate with excellent toughness in the heat affected zone | |
| JP2003055743A (en) | Cold die steel with excellent machinability | |
| JP4564189B2 (en) | High toughness non-tempered steel for hot forging | |
| KR101193780B1 (en) | Non heat treated steel | |
| JPH08238544A (en) | Weld heat-affected zone steel manufacturing method with excellent toughness |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180704 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190612 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190909 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6593111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |