JP6593193B2 - プロピレン系ブロック共重合体の製造方法 - Google Patents
プロピレン系ブロック共重合体の製造方法 Download PDFInfo
- Publication number
- JP6593193B2 JP6593193B2 JP2016013062A JP2016013062A JP6593193B2 JP 6593193 B2 JP6593193 B2 JP 6593193B2 JP 2016013062 A JP2016013062 A JP 2016013062A JP 2016013062 A JP2016013062 A JP 2016013062A JP 6593193 B2 JP6593193 B2 JP 6593193B2
- Authority
- JP
- Japan
- Prior art keywords
- propylene
- polymerization
- block copolymer
- polymer powder
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Graft Or Block Polymers (AREA)
Description
かかる熱可塑性エラストマー又はプラストマーのうち、第1工程でポリプロピレンを主成分とする結晶性のポリマー成分を製造し、第2工程でプロピレン・α−オレフィン共重合体を主成分とする半結晶性または非晶性のエラストマー成分を製造して得られる、いわゆる軟質プロピレン系ブロック共重合体と称されるものは、ランダムコポリマーのエラストマー又はプラストマーに比べて、耐熱性と生産性に優れ、また、機械的な混合により製造されるランダムコポリマーの成分を含むエラストマー又はプラストマーに対して、製造コストの低減が図れるため、経済性が高く、耐熱性などに優れているため、最近において、非常に汎用されている。
重合体パウダーの流動性を改善するために、チーグラー・ナッタ触媒での軟質プロピレン系ブロック共重合体の製造技術が工夫され、気相重合技術、プロピレン・α−オレフィン共重合時に触媒失活剤を添加したコア−シェル構造の形成技術、重合体パウダーの大粒径化技術などにより、軟質プロピレン系ブロック共重合体の製造可能範囲を拡大してきた。特に、気相重合と重合体パウダーの大粒径化技術の組み合わせは、軟質プロピレン系ブロック共重合体の製造限界を大きく広げた。さらに、触媒活性点の均一性を高めたメタロセン触媒への転換により、オリゴマーの副生を抑えることが可能になり、さらに軟質にできるようになってきている。
一方、チーグラー・ナッタ触媒からメタロセン触媒への転換に伴い、炭素数4以上のα−オレフィンの反応性が高められるため、第2工程で炭素数4以上のα−オレフィンをより多く取り込んだエラストマー成分を製造して得られるプロピレン系ブロック共重合体が製造できるようになった。そして、このプロピレン系ブロック共重合体は、柔軟性と透明性が良好なので、種々の用途への展開が期待されている(例えば、特許文献1参照。)。
しかし、現状として、軟質プロピレン系ブロック共重合体の、さらなる製造可能範囲の拡大のためには、上記の気相重合、コア−シェル構造の形成技術および重合体パウダーの大粒径化技術の組み合わせ等の従来技術のみでは重合体パウダーの流動性を制御するための技術として不足が生じている。
しかし、多量の微粒子の投入が必要であること、連続生産において、後続の生産銘柄が粘着性の悪くない銘柄であるとか、微粒子の混入を望まない銘柄であるとかであっても、重合器に残留する微粒子が混入してしまうので、生産ロスが大きく、生産コストが高くなる問題や、製品の品質上の問題が残る。
しかし、プロピレンを除く炭素数2〜20のα−オレフィンの含有量が5重量%を上回るプロピレン系ブロック共重合体の場合は、重合体パウダーの流動性を維持する方法としては、不十分であった。
本発明者らは、プロピレンを除く炭素数2〜20のα−オレフィンの含有量が5重量%を上回るプロピレン系ブロック共重合体であっても、流動性が良好な共重合体パウダーを製造する方法として、Siオイルを少なくとも第2工程の重合途中および/または最後に添加することを開示している(特許文献4)。
また、上記特許文献2に記載されている微粒子による粘着性の重合体パウダーの表面改質では、本発明者らは、重合体パウダーに対して、微粒子が少なくとも1重量%以上必要であることを確認している。多量の微粒子の製造プラントへの投入は、熱交換器等を閉塞させるおそれがある。また、重合体パウダーに付着した微粒子が、フィルム成形した際、著しく透明性を悪化することを確認している。このように、リアクターの循環系への飛散が少なく、透明性を悪化させない流動改質剤の探索が必要となっている。
さらに、上記特許文献3に記載されているシロキサン類又はポリシロキサン類を添加する方法では、α−オレフィンとプロピレンとのランダム共重合体の重合条件下では、多量の非晶成分がシロキサン類又はポリシロキサン類でコーティングされた層を超えて、ブリードするため、重合体パウダーの表面改質方法としては、不十分であった。
また、上記特許文献4に記載されているSiオイルを添加する方法では、連続重合の横型重合器を用いた重合体パウダーの流動性を制御するための技術として不足が生じており、更なる改善が求められていた。
したがって、本発明では、上記従来技術の問題点に鑑み、粘着性が発現しやすい軟質なプロピレン系ブロック共重合体であっても、流動性が良好な共重合体のパウダーが得られるプロピレン系ブロック共重合体の製造方法を提供することを課題とする。
なお、以後α−オレフィンとは、プロピレンを除く炭素数2〜20のα−オレフィンを指すものとする。
前記移送工程においてプロピレン重合体成分(A)は平均粒径が1000μm以上3000μm以下であり、
前記第2重合工程において、前記第2重合器は、内部に水平軸周りに回転する攪拌機、長手方向一方の末端近傍にプロピレン重合体成分(A)の導入口、及び長手方向他方の末端近傍にプロピレン系ブロック共重合体の抜出し口を有する横型重合器であり、且つ、前記横型重合器に流動改質剤をフィードし、流動改質剤フィード後の重合体パウダーの平均滞留時間を0.05時間以上1.2時間以下とし、
前記流動改質剤は、Siを含むオイルであって、珪素(Si)、炭素(C)、酸素(O)および水素(H)の元素からなることを特徴とするプロピレン系ブロック共重合体の製造方法が提供される。
さらに、本発明の第3の発明によれば、第1又は2の発明において、前記流動改質剤を、プロピレン系ブロック共重合体の生産量に対して、500重量ppm以上4000重量ppm以下添加することを特徴とするプロピレン系ブロック共重合体の製造方法が提供される。
さらに、本発明の第5の発明によれば、第1乃至4のいずれかの発明において、メタロセン触媒を用いて重合することを特徴とするプロピレン系ブロック共重合体の製造方法が提供される。
よって、本発明のプロピレン系ブロック共重合体の製造方法によれば、粘着性が発現しやすい軟質なプロピレン系ブロック共重合体であっても、重合体パウダー同士の凝集を起こすことなく、流動性が良好な共重合体のパウダーが得られるプロピレン系ブロック共重合体を製造することができる。
前記移送工程においてプロピレン重合体成分(A)は平均粒径が1000μm以上であり、
前記第2重合工程において、前記第2重合器は、内部に水平軸周りに回転する攪拌機、長手方向一方の末端近傍にプロピレン重合体成分(A)の導入口、及び長手方向他方の末端近傍にプロピレン系ブロック共重合体の抜出し口を有する横型重合器であり、且つ、前記横型重合器に流動改質剤をフィードし、流動改質剤フィード後の重合体パウダーの平均滞留時間を1.2時間以下とすることを特徴とする。
以下、本発明のプロピレン系ブロック共重合体の製造方法について、具体的かつ詳細に説明する。
(1)第1重合器
本発明のプロピレン系ブロック共重合体の製造方法では、第1重合工程は、第1重合器でプロピレン重合体成分(A)を重合する工程である。
上記の第1重合器としては、特に形状、構造を問わないが、形状として、縦型重合器、横型重合器、チューブ型重合器などが挙げられ、例えば、スラリー重合、バルク重合で一般に用いられるものとして、攪拌機付き重合器、チューブ型重合器、気相重合に一般に用いられるものとして流動床重合器、攪拌羽根を有する横型重合器などが挙げられる。好ましくは内部に水平軸周りに回転する攪拌機を有する横型重合器である。
なお、プロピレン重合体成分(A)を重合する第1重合工程を行うための第1重合器としては、重合器を2基以上含んでいても良く、例えば第1重合器として2基の重合器を用い、後述する第2重合器が3基目の重合器であっても良い。
本発明のプロピレン系ブロック共重合体の製造方法では、第2重合工程は、第2重合器でプロピレン共重合体成分(B)を重合する工程である。
上記の第2重合器としては、形状は、横型重合器であり、攪拌機構として、内部に水平軸周りに回転する攪拌機を有するものを用いる。
また、横型重合器の構造としては、横型重合器の長手方向一方の末端近傍に、プロピレン重合体成分(A)の導入口を有し、長手方向他方の末端近傍に、プロピレン系ブロック共重合体の抜出し口を有するものである。そして、末端近傍とは、横型重合器の長手方向の長さの全長を100%(一方の末端は0%、他方の末端は100%)としたときの、長さ基準で、0〜40%のエリア又は60〜100%のエリアをいい、好ましくは0〜20%のエリア又は80〜100%のエリアをいう。そして、プロピレン重合体成分(A)の導入口の位置から遠くない末端が一方の末端であり、その反対側の末端が他方の末端である。なお、前記横型重合器の長手方向の長さの全長は、重合器内の重合反応が行われる空間の長手方向の長さの全長をいう。
第2重合器では、横型重合器の長手方向一方の末端近傍に、プロピレン重合体成分(A)の導入口を有し、長手方向他方の末端近傍に、プロピレン系ブロック共重合体の抜出し口を有するものであることから、重合体パウダーの流動形態は、プラグフローに近い流れとなり、プラグフローが好ましい。前記導入口、抜出し口を、プラグフローを達成できる位置に、設けるのが好ましい。
また、プロピレン共重合体成分(B)を重合する第2重合工程を行うための第2重合器としても、重合器を2基以上含んでいても良い。
気相法には、流動床、完全混合型攪拌重合器などがあるが、平均滞留時間分布が小さく、長期滞留する重合体パウダーが少ないこと、流動改質剤を重合器全体へ添加できること、さらに重合器から重合体パウダーを抜出す直前の重合器部分で、流動改質剤を添加できることから、内部に水平軸周りに回転する攪拌機を有し、プラグフロー重合器に近い、横型重合器が最適である。
第1重合器と第2重合器との連結部分は、前記プロピレン重合体成分(A)を第2重合器に移送する移送工程に用いられ、通常少なくとも、第1重合器の重合体抜出し配管と、第2重合器への重合体導入配管とから構成され、更に、ブローケース等の機器が配設されていてもよい。
製造されるプロピレン系ブロック共重合体の流動性を保つため、本発明においては、移送工程におけるプロピレン重合体成分(A)の平均粒径を1000μm以上とする。移送工程におけるプロピレン重合体成分(A)の平均粒径は、1110μm以上、更に1220μm以上であることが好ましい。一方、移送工程におけるプロピレン重合体成分(A)の平均粒径が大きすぎると触媒とパウダーとの粒径差が大きくなりすぎるため、重合器内で触媒が分級し、触媒の偏在が発生し、塊を発生させる恐れがある。この塊は、配管閉塞、ロータリーフィーダーへの噛み込みを発生させる恐れがある点から、当該平均粒径の上限は3000μm以下、2400μm以下、更に1980μmであることが好ましい。ここでいうプロピレン重合体成分(A)の平均粒径とは、第2重合器に移送されるプロピレン重合体成分(A)のパウダーの体積平均粒径である。パウダー平均粒径が1000μm未満の場合、重合体パウダー同士の単位体積当たりの接触面積が大きくなることに起因して、流動性の低下を引き起こす。
移送工程におけるプロピレン重合体成分(A)の平均粒径を1000μm以上とするには、例えば、第1重合工程においてパウダー平均粒径が1000μm以上となるようにプロピレン重合体成分(A)を重合することが好ましい。
重合体パウダー平均粒径は、重合器内の重合体パウダー保有量、ガス中の水素、エチレン濃度、重合温度、重合圧力等の調整により制御が可能である。重合器内の重合体パウダー保有量が増加すると、重合体パウダーの平均滞留時間が長くなり、結果として重合体パウダー平均粒径は大きくなる。また、使用する触媒系によって傾向は異なるが、重合速度が水素濃度、重合温度、重合圧力等に影響を受けるため、粒径制御への利用が可能である。
また、第1重合器の排出口、移送工程等に設ける分級手段によって、1000μm以上のプロピレン重合体成分(A)のパウダーを、第2重合器に導入してもよい。
なお、第1重合器が2基以上のn基の重合器を含む場合であっても、第1重合器のn番目の重合器から第2重合器に移送されるプロピレン重合体成分(A)の平均粒径が1000μm以上であればよい。
また、第2重合器が2基以上の重合器を含む場合、第1重合器から第2重合器の1基目に移送されるプロピレン重合体成分(A)の平均粒径が1000μm以上であればよい。第2重合器の1基目に移送されるプロピレン重合体成分(A)の平均粒径が1000μm以上であれば、第2重合器における1基目から2基目に移送される重合体パウダーは、平均粒径が1000μm以上となり、同様に流動性を保持することができるからである。第2重合器が2基以上の重合器を含む場合の2基目以降に重合器に移送される重合体パウダーの平均粒径の上限は、前述と同様の理由で、前述のプロピレン重合体成分(A)の平均粒径の上限と同様であることが好ましい。
第2重合工程における第2重合器への流動改質剤のフィードは、流動改質剤フィード後の重合体パウダーの平均滞留時間が1.2時間以下となるようにする。中でも、流動改質剤フィード後の重合体パウダーの平均滞留時間が1.1時間以下、更に1.05時間以下となるように実施することが好ましい。流動改質剤フィード後の重合体パウダーの平均滞留時間が1.2時間を超える条件下では、流動性向上の効果は小さい。なぜなら重合体パウダーと流動改質剤との接触後、重合器内に長く滞留すると、流動改質剤を添加後に、さらに重合反応が進んで非晶成分が増加し、重合体パウダー表面へのブリードが進行して、流動性が著しく低下するためである。それに対して前記平均滞留時間を1.2時間以下とすることにより、重合体パウダー表面への流動改質剤のコーティングによって、重合体パウダー同士の凝集を抑制し、重合体パウダーの滑りを良くしつつ、パウダー表面の粘着性の再発を防止できるため、流動性を向上できる。本発明においては、前記平均滞留時間で制御することにより、流動改質剤のフィード位置の設計範囲の自由度が高くなるというメリットがある。
一方、平均滞留時間の下限としては、0.05時間以上、更に0.1時間以上、より更に0.2時間以上となるように実施することが好ましい。重合体パウダーの平均滞留時間が短すぎると、重合体パウダー表面への流動改質剤のコーティングが不十分となり、流動性向上効果が不十分になる恐れがある。
プラグフロー型横型重合器において、流動改質剤フィード後の重合体パウダーの平均滞留時間が1.2時間以下となるフィード位置から第2重合器へ流動改質剤を添加していれば、他のフィード位置からさらに添加することは、差支えない。
そのため、複数のフィード位置から流動改質剤フィードを行っている場合、上記式によって算出された値の最小値を流動改質剤フィード後の重合体パウダーの平均滞留時間とする。
また、第2重合器が2基以上の重合器を含む場合、各重合器において、流動改質剤フィード後の重合体パウダーの平均滞留時間を1.2時間以下とすればよい。
本発明のプロピレン系ブロック共重合体の製造方法において、重合体パウダーの流動改質剤は、成型加工の際に、離型性を改良することができる剤を適宜選択して用いることができ、Siを含むオイルの他、ポリプロピレングリコール、ポリオキシエチレンラウリルエーテル、ラウリルジエタノールアミドなども使用可能である。親水性が高いオイルを用いることで性状改善効果が高まるが、触媒を活性低下させにくいSiを含むシリコーンオイルが最も好ましい。
ここでいう、シリコーンオイルは、アルキル基などの有機基を有し、シロキサン構造からなるポリシロキサンである。親水性が低いオイルを用いるほうが、触媒の活性の低下防止の観点から、好ましい。
また、流動改質剤であるシリコーンオイルは、添加の容易さのために、溶媒に溶解させて用いるのが好ましい。用いる溶媒は、重合反応を阻害せず、シリコーンオイルが均一に分散するならば、特に制限はないが、飽和炭化水素の溶媒が好ましい。特に、入手しやすく、製造プラントで除去が容易なヘキサン、ヘプタンが好ましい。
流動改質剤の添加量(wtppm)は、単位時間当たりの添加量/単位時間当たりの生産量によって算出する。
上記の範囲(例えば、500wtppm)以上だと、流動改質効果が向上し、重合体パウダーの凝集性をより改善でき、より良好な流動性を得ることができる。一方、上記の範囲の上限(例えば、4000wtppm)以下だと、シリコーンオイルへ、C3以上の凝縮性ガスや溶媒などが溶解せずに、重合体パウダーを膨潤させず、より良好な流動性を得ることができる。
本発明のプロピレン系ブロック共重合体の製造方法から得られるプロピレン系ブロック共重合体は、一般的に、プロピレン重合体成分(A)とプロピレン共重合体成分(B)との混合物である。これは、プロピレン重合体成分(A)の重合(前段の第1重合工程)と、この後に続く、プロピレン共重合体成分(B)の重合(後段の第2重合工程)との製造工程により得ることができる。
尚、上記成分(A)は、例えば、α−オレフィンを5重量%以下で含有してもよい。
チーグラー・ナッタ触媒には、チタン化合物として有機アルミニウム等で還元して得られた三塩化チタンまたは三塩化チタン組成物を電子供与性化合物で処理し更に活性化したもの(例えば、特開昭47−34478号公報、特開昭58−23806号公報、特開昭63−146906号公報参照。)、塩化マグネシウム等の担体に四塩化チタンを担持させることにより得られるいわゆる担持型触媒(例えば、特開昭58−157808号公報、特開昭58−83006号公報、特開昭58−5310号公報、特開昭61−218606号公報参照。)等が含まれる。
一方、メタロセン触媒については、前述の文献のみならず、公知のメタロセン触媒が使用可能であり、好ましい。
また、上述の触媒には、立体規則性改良や重合体パウダーの性状制御、可溶性成分の制御、分子量分布の制御等を目的とする各種重合添加剤を使用することができる。例えば、ジフェニルジメトキシシラン、tert−ブチルメチルジメトキシシランなどの有機ケイ素化合物、酢酸エチル、安息香酸ブチル、p−トルイル酸メチル、ジブチルフタレートなどのエステル類、アセトン、メチルイソブチルケトンなどのケトン類、ジエチルエーテルなどのエーテル類、安息香酸、プロピオン酸などの有機酸類、エタノール、ブタノールなどのアルコール類等の電子供与性化合物を挙げることができる。
気相重合においては、成分(A)の重合工程は、プロピレン、必要に応じて、α−オレフィン、連鎖移動剤として水素を供給して、前記触媒の存在下に、温度0℃以上100℃以下、好ましくは30℃以上90℃以下、特に好ましくは40℃以上80℃以下、プロピレンの分圧0.6MPa以上4.2MPa以下、好ましくは1.0MPa以上3.5MPa以下、特に好ましくは1.5MPa以上3.0MPa以下、平均滞留時間は0.5時間以上10時間以下でおこなう。
成分(A)は、プロピレン単独重合体、又はα−オレフィンの含量が5重量%以下のプロピレン・α−オレフィン共重合体が好ましい。
プロピレン・α−オレフィン共重合体としては、プロピレン・エチレン共重合体、プロピレン・1−ブテン共重合体、プロピレン・エチレン・1−ブテン共重合体などが挙げられる。
成分(B)は、α−オレフィンの含量が5重量%超のプロピレン・α−オレフィン共重合体が好ましい。プロピレン・α−オレフィン共重合体としては、プロピレン・エチレン共重合体、プロピレン・1−ブテン共重合体、プロピレン・エチレン・1−ブテン共重合体などが挙げられる。
また、成分(B)は、プロピレンと2種類以上のα−オレフィン、例えば、エチレンと1−ブテンが共重合されていてもよく、成分(B)としては、本発明の効果が表れる軟質プロピレン系ブロック共重合体が得られやすい、例えば、プロピレン・エチレン・1−ブテン共重合体が好ましい。
また、成分(B)中のα−オレフィン含量を本発明の所望の範囲内に維持するためには、後段重合工程のプロピレン濃度に対するα−オレフィン濃度を調整すればよい。
さらに、ゲル発生やベタツキを抑えるために、成分(B)の重合中あるいは重合前に、エタノールなどのアルコール類や酸素などの非共有電子対を有する気体を添加することが望ましい。具体的には、アルコールであれば、アルコール類/有機アルミニウム化合物のモル比で、0.5以上3.0以下の条件でおこなうことができる。酸素であれば、酸素/有機アルミニウム化合物のモル比で、0.01以上2.0以下の条件でおこなうことができる。また、このアルコール類や非共有電子対を有する気体の添加量で、ブロック共重合体中における成分(B)の割合も、コントロールすることができる。
アルコール類や非共有電子対を有する気体の添加場所は、α−オレフィンと反応する直前に接触させることが望ましい。具体的には、第1重合器から第2重合器への輸送配管における第2重合器側の配管ならびに輸送配管と第2重合器接続箇所の近傍、もしくは図1のブローケース7等で上記物質を接触させることが望ましい。
一般的に、第2重合工程で製造される成分(B)中に含まれるα−オレフィン含量が大きくなるほど、また、成分(B)の割合が大きくなるほど、重合体パウダーの表面への非晶成分がブリードしやすくなるため、粘着性は大きくなる。
(1)かさ密度(B.D)の測定:
ASTM D1895−69に準拠したポリマーのかさ密度を測定した。
かさ密度(B.D)(以後、B.Dとも記載する。)は、一般的な流動性指標の一つである。かさ密度が小さくなることは、重合体パウダーの粘着性の増加等が原因であることが、広く知られている。本発明においても、B.Dの測定による、重合体パウダーの流動性の評価を行った。
(2)圧縮度測定;
圧縮度は、重合体パウダーの粘着性指標の一つである。外径50mm、内径48mm、高さ56mmの金属製の円筒容器へ、上部から自由落下により重合体パウダーを摺り切りいっぱい充填し初期充填量(a)(重量)を測定する。続いて、高さ80mmの位置から充填済みの金属容器を100回タッピングし、容器内上部にできた空隙に重合体パウダーを上記と同様の方法で再度充填し、追加充填量(b)(重量)を測定する。このとき、b/(a+b)×100の値を圧縮度[%]とする。粘着性の高い重合体パウダーの場合、初期充填量(a)が比較的小さな値をとり、追加充填量(b)が比較的大きな値をとる。従って、圧縮度が高いほど粘着性が高いため、流動性の悪い重合体パウダーであると評価することができる。本発明においては上記測定方法により、圧縮度測定を行った。
(3)2800μm篩上の残量評価:
篩上の残量評価は、目開き2800μmの篩で、30秒間一定の間隔にて、篩作業を行い、その残量にて、評価を実施した。せん断がかかる条件下での、重合体パウダー同士の凝集性の比較として実施した。
篩後の重合体パウダーの残存割合が20重量%を超えると、第2重合工程後の配管で閉塞を起こし、運転継続ができなくなる。
(4)重合体パウダーの粒径測定:
重合体パウダーの粒径はレッチェテクノロジー社製の画像解析式粒度分布測定装置 カムサイザーを使用して測定した。重合体パウダー30gを測定サンプルとし、装置上部のサンプルフィーダーより測定サンプルを少量ずつ自由落下させ、落下する測定サンプルをCCDカメラで連続的に撮影する。撮影した画像を解析することで測定サンプルの粒径を導くことができる。本装置付属のソフトウエアにより、解析方法の異なる数種の粒径をアウトプットとして得ることができるが、本発明では重合体パウダーの粒径として、Xc min[μm]を利用した。粒径が解析方法に依存するのは、重合体パウダーが完全な球形ではないことに由来する。
また、本発明における平均粒径には、本装置付属のソフトウエアによって得られるx(Q3=50%)の値を利用しており、測定サンプルとして利用した重合体パウダー30gの体積平均粒径を意味する。
(5)流動改質剤フィード後の重合体パウダーの平均滞留時間
流動改質剤フィード後の重合体パウダーの平均滞留時間は、重合器としてプラグフロー型横型重合器を使用し、流動改質剤をフィードした位置から抜出し口までの空間に存在する重合体パウダー量(W)と単位時間当たりの生産量(R)より、W/Rとして算出した。但し複数のフィード位置からオイルフィードを行っている場合、上記式によって算出された値の最小値を流動改質剤フィード後の重合体パウダーの平均滞留時間とした。
上記重合体パウダー量(W)は、特開2013−234917号公報に記載されている静電容量測定に基づく粉体質量分布測定装置によって得た。重合器は金属製の耐圧容器であり、運転中内部は高圧状態である。さらに、攪拌機によって重合体パウダーが流動するために、運転中に重合器内の重合体パウダーの分布を観測することは容易ではない。しかし、上記装置によって重合体パウダーの分布を精度よく測定することが可能である。重合器本体を発振電極とし、重合器内部の金属製の撹拌シャフトを受信電極として、重合器の静電容量を測定することで重合体パウダーの分布を観測し、流動改質剤をフィードした位置から抜出し口までの空間に存在する重合体パウダー量(W)を導く。撹拌シャフトの受信電極は、重合器の長手方向0〜100%の、5%毎に対応する位置、21か所に設置されていて、0〜5%、5〜10%、・・、90〜95%、95〜100%のように、5%刻みの領域毎に重合体パウダーの重量を求められるようになっている。また、単位時間当たりの生産量(R)は、第2重合器の抜出し口より排出される重合体パウダーの時間当たりの排出量を観測することで得た。
1.第1重合工程:ポリマー成分(A)の重合
図1は、本発明の横型重合器のフローシートの一例である。全長150cm、内容積100Lの横型重合器5に、ベットポリマー27kgを導入後、窒素ガスを流通させた。その後、プロピレン、エチレンおよび水素を所定のモル比および圧力となるように導入しながら昇温し、重合条件が整った時点で、特開2005−132992号公報に記載されているメタロセン触媒(製造例−1の〔(r)−ジクロロ[1,1’−ジメチルシリレンビス{2−メチル−4−(4−クロロフェニル)−4H−アズレニル}]ジルコニウム〕を用いた予備重合触媒)を、0.15g/hで配管1から供給し、有機アルミニウム化合物として、トリイソブチルアルミニウム(7重量%調整品)を31mmol/h一定となるように配管1から供給した。触媒フィードゾーンを55.5℃、重合体パウダーの抜出し口ゾーンを56.5℃に、重合温度を傾斜させて設定し、重合圧力2.1MPaGの条件を維持した。配管3から液化プロピレンを、配管2から重合器の気相部ガス組成がエチレン/プロピレン=0.057、更に重合器の気相中の水素濃度を水素/プロピレン=0.000297モル比に維持するように、エチレンおよび水素ガスを連続的に供給して、生成ポリマーすなわちプロピレン−エチレンランダム共重合体成分(A)の分子量(MFR)、エチレン含量([E])を調整した。
ブローケース7から重合体パウダーの一部をサンプリングし、分析したところ、エチレン含量([E])が1.8重量%(wt%)、230℃、2.16kg荷重のMFRが33g/10分(g/10min)、平均粒径が1450μmであった。この時の第1重合工程での生産量は、5.5kg/hであった。
第1重合工程と同じ容量、形状の横型重合器11に、第1重合工程からのプロピレン−エチレンランダム共重合体成分(A)をブローケース7から長手方向の一方の末端近傍に位置する配管8を通して間欠的に供給し、プロピレンとエチレン、ブテンの共重合を行った。重合条件は、重合温度55℃、重合圧力1.9MPaG、であり、気相中のガス組成はエチレン/プロピレン=0.76、ブテン/プロピレン=0.243、水素/全モノマー=0.00013モル比となるように調整した。プロピレン−エチレン−ブテンランダム共重合体成分(B)の重合量を調整するための重合活性抑制剤として、酸素を2.4mmol/hで配管12から供給した。
流動改質剤として、動粘度100cStのシリコーンオイル[東レ・ダウ社製、「SH200」 100CS]のヘキサン希釈品(11.6wt%)を、横型重合器の上流側から約80%の位置に設置されている配管16と上流側から約45%の位置に設置されている配管17から、合計76.8g/hでフィードし、シリコーンオイルのフィード量が単位時間あたりの生産量の1100wtppmになるように調整した。この時、第2重合器の全パウダー保有量は18.0kgであり、重合体パウダー量(W)は3.6kg、また、単位時間当たりの生産量(R)は8.1kg/hであり、配管16からの流動改質剤フィード後の重合体パウダーの平均滞留時間は0.4hであった。なお、横型重合器の上流側から約80%の位置とは、重合器内の重合反応が行われる空間の長手方向の長さの全長を100%とし、プロピレン重合体成分(A)の導入口の位置から遠くない末端を上流側末端(0%)としたときの長さ基準で、80%の位置をいう。
第2重合工程後、長手方向の他方の末端近傍に位置する抜出し配管21から抜き出されたブロック共重合体の成分(B)の割合は、32重量%で、成分(B)に含まれるエチレン([E])/ブテン([B])の含量は、それぞれ12重量%/30重量%であった。ブロック共重合体の230℃、2.16kg荷重のMFRは、22g/10分であった。また、重合体パウダーの流動性の評価結果は、以下のとおりであった。
・かさ密度:0.44g/ml
・圧縮度:10%
・2800μm篩上重合体パウダーの残存割合:0.2重量%
上記条件での運転によって、良好な流動性を有する重合体パウダーを得ることができ、安定したプラント運転が達成された。
第2重合工程において、シリコーンオイルのヘキサン希釈品を、横型重合器の上流側から約45%の位置に設置されている配管17から102.9mmol/h(単位時間あたりの生産量に対してシリコーンオイルフィード量が1700wtppm)でフィードし、この時、第2重合器の全パウダー保有量は15.6kg、重合体パウダー量(W)は7.0kg、単位時間当たりの生産量(R)は7.0kg/hであり、流動改質剤フィード後の重合体パウダーの平均滞留時間は1.0hであった。また、酸素を3.6mmol/hで配管12から供給した。その他は、実施例1と同様の条件にて、運転した。
第1重合工程後のポリマーのエチレン含量([E])は1.8重量%(wt%)、230℃、2.16kg荷重のMFRが33g/10分(g/10min)、平均粒径は1450μmであった。また、第2重合工程後のブロック共重合体の成分(B)の割合は、24重量%で、成分(B)に含まれるエチレン([E])/ブテン([B])の含量は、それぞれ12重量%/30重量%であった。ブロック共重合体の230℃、2.16kg荷重のMFRは、24g/10分であった。また、重合体パウダーの流動性の評価結果は、以下のとおりであった。
・かさ密度:0.45g/ml
・圧縮度:10%
・2800μm篩上重合体パウダーの残存割合:0.7重量%
シリコーンオイルフィード後の滞留時間を実施例1よりも長い1.0hとして運転を実施したが、実施例1と同様に良好な流動性を有する重合体パウダーを得ることができ、安定したプラント運転が達成された。
第2重合器に移送されるプロピレン重合体成分(A)の粒径を制御した上で、平均滞留時間を特定の時間以下に短くすれば、実施例2のように、横型重合器の上流側から50〜100%の位置に流動改質剤を添加せず、50%未満の位置に流動改質剤を添加しても、流動性が良好になることが明らかにされた。
第2重合工程において、シリコーンオイルのヘキサン希釈品を、横型重合器の上流側から約45%の位置に設置されている配管17から37.6mmol/h(単位時間あたりの生産量に対してシリコーンオイルフィード量が600wtppm)でフィードし、この時、第2重合器の全パウダー保有量は20.3kg、重合体パウダー量(W)は9.1kg、単位時間当たりの生産量(R)は7.0kg/hであり、流動改質剤フィード後の重合体パウダーの平均滞留時間は1.3hであった。その他は、実施例2と同様の条件にて運転し、表1に示すMFR、成分(B)の含量とα−オレフィン含量が得られた。
重合体パウダーの流動性の評価結果は、以下のとおりであった。
・かさ密度:0.43g/ml
・圧縮度:16%
・2800μm篩上重合体パウダーの残存割合:0.2重量%
シリコーンオイルフィード後の平均滞留時間が1.2hを超えて運転を実施したことから、実施例2に比べ、圧縮度が上昇し、プラント運転安定性に影響はなかったが、重合体パウダーの粘着性が増加して流動性の悪化がみられた。
流動改質剤フィードを実施せず、運転をおこなった。その他は実施例2と同様の条件で運転を行い、表1に示すMFR、成分(B)の含量とα−オレフィン含量が得られた。
重合体パウダーの流動性の評価結果は、以下のとおりであった。
・かさ密度:0.39g/ml
・圧縮度:16%
・2800μm篩上重合体パウダーの残存割合:7.1重量%
流動改質剤フィードを実施していないために、重合体パウダーの流動性が悪化し、抜出し配管21に閉塞を生じ、プラント運転は、継続できなかった。
第1重合工程後パウダーの平均粒径を小さくして、運転をおこなった。第1重合工程において、第1重合器へ触媒を1.5g/hで配管1から供給し、触媒フィードゾーンを53℃、重合体パウダーの抜出し口ゾーンを54℃に、重合温度を傾斜させて設定し、重合圧力1.95MPaGの条件を維持した。配管3から液化プロピレンを、配管2から重合器の気相部ガス組成がエチレン/プロピレン=0.057、更に重合器の気相中の水素濃度を水素/プロピレン=0.000129モル比に維持するように、エチレンおよび水素ガスを連続的に供給して、運転を行った。
ブローケース7から第2重合器に移送されるプロピレン重合体成分(A)の一部をサンプリングし、分析したところ、エチレン含量([E])が1.8重量%(wt%)、230℃、2.16kg荷重のMFRが3g/10分(g/10min)、平均粒径が950μmであった。また、この時の第1重合工程での生産量は、9.5kg/hであった。
第2重合工程では、シリコーンオイルのヘキサン希釈品を、横型重合器の上流側から約45%の位置に設置されている配管17から単位時間あたりの生産量に対してシリコーンオイルフィード量が1100wtppm)でフィードし、この時、第2重合器の全パウダー保有量は15.2kg、重合体パウダー量(W)は3.0kg、単位時間当たりの生産量(R)は12.5kg/hであり、流動改質剤フィード後の重合体パウダーの平均滞留時間は0.24hであった。また、酸素を27mmol/hで配管12から供給した。その他は、実施例2と同様の条件にて、運転し、表1に示すMFR、成分(B)の含量とα―オレフィン含量が得られた。
重合体パウダーの流動性の評価結果は、以下のとおりであった。
・かさ密度:0.33g/ml
・圧縮度:20%
・2800μm篩上重合体パウダーの残存割合:20.0重量%
第1重合工程後のパウダー平均粒径が小さくなる条件で、製造を行ったために、重合体パウダーの低流動化に伴い運転安定性は低く、抜出し配管21に閉塞が生じ、運転は継続できなかった。平均粒径が小さいために、重合体パウダー同士の単位体積当たりの接触面積が大きくなり、流動性の低下を引き起こしたものと考えられる。
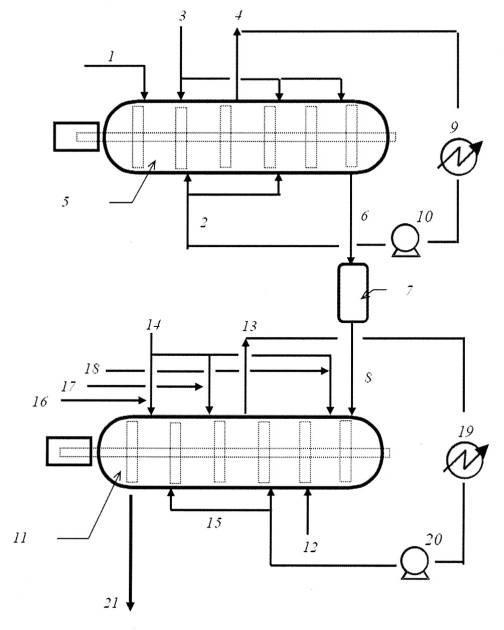
2 循環ガス配管
3 液化プロピレン供給配管
4 循環ガス配管
5 第1重合工程の横型重合器
6 第1重合工程の重合体パウダー抜出し配管
7 ブローケース
8 第2重合工程の重合体パウダー受入れ配管
9 循環ガスヒーター
10 循環ガスブロワー
11 第2重合工程の横型重合器
12 重合活性抑制剤の供給配管
13 循環ガス配管
14 液化プロピレンの供給配管
15 循環ガス配管
16,17,18 流動改質剤の供給配管
19 循環ガスヒーター
20 循環ガスブロワー
21 第2重合工程の重合体パウダー抜出し配管
Claims (5)
- 第1重合器でプロピレン重合体成分(A)を重合する第1重合工程と、前記プロピレン重合体成分(A)を第2重合器に移送する移送工程と、次いで、第2重合器でプロピレン共重合体成分(B)を重合する第2重合工程とを含むプロピレン系ブロック共重合体の製造方法であって、
前記移送工程においてプロピレン重合体成分(A)は平均粒径が1000μm以上3000μm以下であり、
前記第2重合工程において、前記第2重合器は、内部に水平軸周りに回転する攪拌機、長手方向一方の末端近傍にプロピレン重合体成分(A)の導入口、及び長手方向他方の末端近傍にプロピレン系ブロック共重合体の抜出し口を有する横型重合器であり、且つ、前記横型重合器に流動改質剤をフィードし、流動改質剤フィード後の重合体パウダーの平均滞留時間を0.05時間以上1.2時間以下とし、
前記流動改質剤は、Siを含むオイルであって、珪素(Si)、炭素(C)、酸素(O)および水素(H)の元素からなることを特徴とするプロピレン系ブロック共重合体の製造方法。 - 第2の重合器は、プラグフロー型重合器であることを特徴とする請求項1に記載のプロピレン系ブロック共重合体の製造方法。
- 前記流動改質剤を、プロピレン系ブロック共重合体の単位時間あたりの生産量に対して、500重量ppm以上4000重量ppm以下添加することを特徴とする請求項1又は2に記載のプロピレン系ブロック共重合体の製造方法。
- 前記プロピレン重合体成分(A)は、プロピレンを除く炭素数2〜20のα−オレフィンの含量が5重量%以下のプロピレン単独重合体またはプロピレン・α−オレフィン共重合体であり、前記プロピレン共重合体成分(B)は、α−オレフィン含量が15重量%以上80重量%以下のプロピレン・α−オレフィン共重合体であり、及び前記プロピレン系ブロック共重合体は、プロピレン共重合体成分(B)の割合が20重量%以上70重量%以下であることを特徴とする請求項1乃至3のいずれか1項に記載のプロピレン系ブロック共重合体の製造方法。
- メタロセン触媒を用いて重合することを特徴とする請求項1乃至4のいずれか1項に記載のプロピレン系ブロック共重合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016013062A JP6593193B2 (ja) | 2016-01-27 | 2016-01-27 | プロピレン系ブロック共重合体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016013062A JP6593193B2 (ja) | 2016-01-27 | 2016-01-27 | プロピレン系ブロック共重合体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017132870A JP2017132870A (ja) | 2017-08-03 |
| JP6593193B2 true JP6593193B2 (ja) | 2019-10-23 |
Family
ID=59502286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016013062A Active JP6593193B2 (ja) | 2016-01-27 | 2016-01-27 | プロピレン系ブロック共重合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6593193B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111819207B (zh) | 2018-03-07 | 2023-01-10 | 三井化学株式会社 | 丙烯系嵌段共聚物及其制造方法以及烯烃聚合用固体状钛催化剂成分 |
| JP7453801B2 (ja) * | 2020-02-14 | 2024-03-21 | 住友化学株式会社 | プロピレン重合体の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007321136A (ja) * | 2006-06-05 | 2007-12-13 | Japan Polypropylene Corp | ポリプロピレン系ブロック共重合体の製造方法 |
| JP5118845B2 (ja) * | 2006-12-15 | 2013-01-16 | 日本ポリプロ株式会社 | プロピレン系ブロック共重合体の気相連続製造方法 |
| JP5028081B2 (ja) * | 2006-12-15 | 2012-09-19 | 日本ポリプロ株式会社 | プロピレン系ブロック共重合体の気相連続製造方法 |
-
2016
- 2016-01-27 JP JP2016013062A patent/JP6593193B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017132870A (ja) | 2017-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5695423B2 (ja) | オレフィンの気相重合方法 | |
| CN101065181B (zh) | 在烯烃聚合催化剂存在下聚合烯烃的方法 | |
| CN101456926B (zh) | 烯烃聚合反应装置、聚烯烃制造系统以及聚烯烃制造方法 | |
| EP2370201B1 (en) | Process for feeding a catalyst in a polymerization reactor | |
| RU2404196C2 (ru) | Способ получения гетерофазных пропиленовых сополимеров | |
| CN101035816B (zh) | 烯烃气相聚合的方法 | |
| US11845854B2 (en) | Polyethylene composition for films | |
| KR20120117014A (ko) | 취입-성형 적용물용 바이모달 폴리에틸렌 | |
| CN101903103A (zh) | 制备丙烯随机共聚物的方法 | |
| SK144395A3 (en) | Continuous process for the gas phase polymerization of alpha-olefins | |
| CN107849317B (zh) | 具有高机械性能和可加工性的聚乙烯组合物 | |
| CN105793291A (zh) | 用于制造聚乙烯组合物的多阶段法 | |
| JP6896074B2 (ja) | 高い応力亀裂抵抗を有するブロー成形用ポリエチレン組成物 | |
| KR20190068631A (ko) | 높은 스웰비 및 충격 저항을 갖는 블로우 성형용 폴리에틸렌 조성물 | |
| CN105164164A (zh) | 用于生产聚丙烯组合物的两阶段法 | |
| JP7024714B2 (ja) | ヘテロファジックプロピレン重合材料の製造方法 | |
| CN108192005B (zh) | 一种聚烯烃及其制备方法 | |
| CN107849318A (zh) | 用于薄膜的聚乙烯组合物 | |
| JP6593193B2 (ja) | プロピレン系ブロック共重合体の製造方法 | |
| CN107684884B (zh) | 聚烯烃制造系统、聚烯烃的制造方法和多相丙烯聚合材料的制造方法 | |
| CN110831982A (zh) | 从气固烯烃聚合反应器中移除聚合物材料的方法和设备 | |
| CN111433274B (zh) | 具有耐环境应力开裂性的聚乙烯组合物 | |
| CN104903365A (zh) | 制备丙烯共聚物的方法 | |
| JP3564548B2 (ja) | エチレン/α−オレフィン共重合体の連続多段重合法 | |
| JP2023514429A (ja) | 多段階重合プロセスにおいてアルファ-オレフィンポリマーを製造するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180718 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6593193 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |