JP6606342B2 - 超音波測定装置 - Google Patents
超音波測定装置 Download PDFInfo
- Publication number
- JP6606342B2 JP6606342B2 JP2015085193A JP2015085193A JP6606342B2 JP 6606342 B2 JP6606342 B2 JP 6606342B2 JP 2015085193 A JP2015085193 A JP 2015085193A JP 2015085193 A JP2015085193 A JP 2015085193A JP 6606342 B2 JP6606342 B2 JP 6606342B2
- Authority
- JP
- Japan
- Prior art keywords
- support member
- probe
- ultrasonic
- inspected
- mode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- YTIXDXUNSOWXOX-UHFFFAOYSA-N CC(CC1)(C2CC2)C1C1CCCC1 Chemical compound CC(CC1)(C2CC2)C1C1CCCC1 YTIXDXUNSOWXOX-UHFFFAOYSA-N 0.000 description 1
Images















Landscapes
- Length Measuring Devices Characterised By Use Of Acoustic Means (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Description
例えば、「ある方向に」、「ある方向に沿って」、「平行」、「直交」、「中心」、「同心」或いは「同軸」等の相対的或いは絶対的な配置を表す表現は、厳密にそのような配置を表すのみならず、公差、若しくは、同じ機能が得られる程度の角度や距離をもって相対的に変位している状態も表すものとする。
また例えば、四角形状や円筒形状等の形状を表す表現は、幾何学的に厳密な意味での四角形状や円筒形状等の形状を表すのみならず、同じ効果が得られる範囲で、凹凸部や面取り部等を含む形状も表すものとする。
一方、一の構成要素を「備える」、「具える」、「具備する」、「含む」、又は、「有する」という表現は、他の構成要素の存在を除外する排他的な表現ではない。
尚、図5乃至図8では、各部材の構造をわかりやすく示すために、第1の支持部材16aによって支持される送信探触子12aの図示は省略されている。また図5乃至図8では、主に第1の支持部材16a近傍の構造を示しているが、第2の支持部材16b近傍においても特段の記載がない限りにおいて同様の構成を有する。
解析装置100は例えばコンピュータ等の電子演算処理装置に、本発明の少なくとも1実施形態に係る超音波測定方法に関するソフトをインストールすることにより実現される。具体的には図9に示されるように、解析装置100は、オペレータによって各種データを入力可能に構成された入力装置110と、各種処理に必要なデータ及びソフト類を記憶可能に構成された記憶装置120と、入力装置110及び記憶装置120から取得した情報を演算処理可能に構成された演算装置130と、入力装置110の入力内容、記憶装置120の記憶内容及び演算装置130の演算結果等を出力可能に構成された出力部140とを備える。
記憶装置120には、本発明の少なくとも1実施形態に係る超音波測定方法を実施するためのプログラムが予めインストールされており、演算装置130によって読み出されることにより適宜実行可能に構成されている。尚、記憶装置120はプログラムを記憶可能な任意の記憶デバイスを利用可能であり、CD、DVD、フラッシュメモリ等の外部媒体であってもよく、RAM又はROMも問わない。
演算装置130は、記憶装置120から読み込んだプログラムに従って超音波測定方法を実行し、その処理において入力装置110及び記憶装置120から取得した情報を用いた演算を行う。具体的にはマイクロプロセッサのような半導体デバイスが用いられる。
出力装置140は、入力装置110及び記憶装置120から取得した各種内容、並びに、演算装置130の演算結果等をオペレータが認識可能な形式で出力可能なヒューマンインターフェースデバイスである。典型的には出力装置140はオペレータの視覚に訴えるディスプレイであるが、他の五感に訴える任意のデバイスであってもよい。またタッチディスプレイのように入力装置110及び出力装置140が一体的に構成されていてもよい。
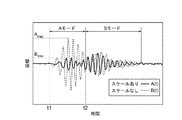
なお、スケールが付着していない管1のAモード波形は、予め実験的に取得しておくことが好ましい。
はスケールが付着していない管1のAモード波形の時間積分であり、
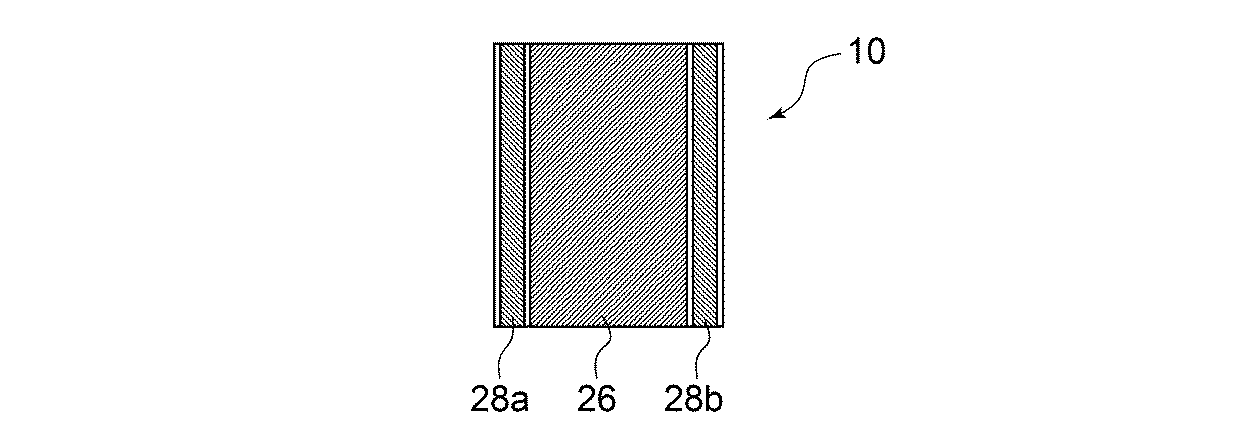
2 スケール(付着物層)
3 空隙(ポーラス)
10 超音波測定装置
12 超音波探触子
12a 送信探触子
12b 受信探触子
16a 第1の支持部材
16b 第2の支持部材
18 ガイド部材
20 貫通穴
22 ボルト
24 係合穴
26 接触シート
28 磁石
30 プレート部
32 屈曲部
34 バッファ部材
36 プレート部
38 屈曲部
40 固定部材
50 ライン(ピーク間を通る近似線)
60 極小値
70 減衰率−付着量マップ
100 解析装置
110 入力装置
120 記憶装置
130 演算装置
132 超音波検出部
134 減衰率算出部
136 判定部
140 出力装置
Claims (10)
- 対向する2つの面を有する被検査体の一方の面に超音波探触子のうち送信探触子が配置され、前記一方の面における前記送信探触子とは異なる位置に前記超音波探触子のうち受信探触子が配置され、前記送信探触子から前記被検査体に入射させた超音波を前記受信探触子で受信して、前記被検査体の他方の面に付着している付着物層の量を測定する超音波測定装置であって、
内側に前記一方の面に対向する側から前記被検査体の厚み方向に沿って貫通するように形成され、前記送信探触子を前記一方の面の垂直方向に対して少なくとも側方から囲むように支持する第1の支持部材と、
内側に前記一方の面に対向する側から前記被検査体の厚み方向に沿って貫通するように形成され、前記受信探触子を前記一方の面の垂直方向に対して少なくとも側方から囲むように支持する第2の支持部材と、
前記第1の支持部材及び前記第2の支持部材が所定方向に沿って配置されると共に、前記第1の支持部材及び前記第2の支持部材間の距離が可変になるように固定されるガイド部材と、
前記第1の支持部材又は前記第2の支持部材のうち前記ガイド部材と反対側に配置された固定部材と、
を備え、
前記固定部材は、前記ガイド部材より軸方向の長さが短く構成されていることを特徴とする超音波測定装置。 - 前記第1の支持部材及び第2の支持部材のうち前記一方の面に対向する面は、前記被検査体の表面形状に対応するように形成されていることを特徴とする請求項1に記載の超音波測定装置。
- 前記送信探触子及び前記第1の支持部材は、前記一方の面に対向するそれぞれの面が面一に形成されており、
前記受信探触子及び前記第2の支持部材は、前記一方の面に対向するそれぞれの面が面一に形成されていることを特徴とする請求項2に記載の超音波測定装置。 - 前記被検査体は磁性体を含んでおり、
前記第1の支持部材及び前記第2の支持部材の少なくとも一方は、少なくとも1の磁石を有することを特徴とする請求項1から3のいずれか1項に記載の超音波測定装置。 - 前記送信探触子及び前記受信探触子の少なくとも一方は、前記一方の面に対向するように配置された接触部材を備えることを特徴とする請求項1から4のいずれか1項に記載の超音波測定装置。
- 前記ガイド部材は前記第1の支持部材及び前記第2の支持部材を少なくとも部分的に覆うように形成されており、固定手段によって前記第1の支持部材及び前記第2の支持部材を側方からそれぞれ固定可能に構成されていることを特徴とする請求項1から5のいずれか1項に記載の超音波測定装置。
- 前記固定手段は、前記ガイド部材に設けられた貫通穴を介して、前記第1の支持部材及び前記第2の支持部材の側面に設けられた嵌合穴に嵌合されるボルトによって構成されることを特徴とする請求項6に記載の超音波測定装置。
- 前記ガイド部材と前記第1の支持部材及び前記第2の支持部材の少なくとも一方との間に設けられたバッファ部材を更に備え、
前記バッファ部材は、前記ガイド部材と前記第1の支持部材及び前記第2の支持部材の少なくとも一方とに比べて高弾性な材料から形成されていることを特徴とする請求項1から7のいずれか1項に記載の超音波測定装置。 - 前記ガイド部材、前記第1の支持部材及び前記第2の支持部材は金属であり、
前記バッファ部材は樹脂であることを特徴とする請求項8に記載の超音波測定装置。 - 前記ガイド部材又は前記固定部材の少なくとも一方は、前記第1の支持部材又は前記第2の支持部材に当接するプレート部と、前記第1の支持部材又は前記第2の支持部材を上側から覆うように屈曲された屈曲部とを有することを特徴とする請求項1から9のいずれか1項に記載の超音波測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015085193A JP6606342B2 (ja) | 2015-04-17 | 2015-04-17 | 超音波測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015085193A JP6606342B2 (ja) | 2015-04-17 | 2015-04-17 | 超音波測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016205895A JP2016205895A (ja) | 2016-12-08 |
| JP6606342B2 true JP6606342B2 (ja) | 2019-11-13 |
Family
ID=57489622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015085193A Expired - Fee Related JP6606342B2 (ja) | 2015-04-17 | 2015-04-17 | 超音波測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6606342B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210093739A (ko) * | 2020-01-20 | 2021-07-28 | 주식회사 에이피엔 | 방사선 검사 장치용 고정 지그 |
| KR102672202B1 (ko) * | 2022-12-05 | 2024-06-05 | 한전케이피에스 주식회사 | 비파괴 검사장치 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4742675B2 (ja) * | 2005-05-20 | 2011-08-10 | 三菱化学株式会社 | 筒状体内面付着層の厚さ測定方法 |
| US8051717B2 (en) * | 2005-07-06 | 2011-11-08 | Central Research Institute Of Electric Power Industry | Method and apparatus for measuring flaw height in ultrasonic tests |
-
2015
- 2015-04-17 JP JP2015085193A patent/JP6606342B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016205895A (ja) | 2016-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Nakamura et al. | Mode conversion behavior of SH guided wave in a tapered plate | |
| EP2598866B1 (en) | Ultrasonic pipe inspection with signal processing arrangement | |
| JP5922558B2 (ja) | 超音波厚さ測定方法及び装置 | |
| EP3070467A1 (en) | Ultrasonic test system, ultrasonic test method and method of manufacturing aircraft part | |
| CA2972274C (en) | Automatic transducer operating parameter selection | |
| WO2007139389A1 (en) | Acoustic method and system of measuring material loss from a solid structure, uses thereof and a software product | |
| EP3853575B1 (en) | Signal processing | |
| JP2008185426A (ja) | コンクリート杭の健全性評価支援装置、健全性評価支援方法及び健全性評価支援プログラム | |
| JP6458164B2 (ja) | 超音波を用いた堆積物厚さ測定装置及びその方法 | |
| US10627369B2 (en) | Method and device for inspection of solids by means of ultrasound | |
| JP6606342B2 (ja) | 超音波測定装置 | |
| KR20210006107A (ko) | 탄성파의 신호 에너지를 이용한 손상 탐지 방법 | |
| KR100553570B1 (ko) | 콘크리트 구조물의 비파괴검사 방법 | |
| JP6496181B2 (ja) | 超音波測定方法及び超音波測定装置 | |
| US8473246B1 (en) | Cable measurement device | |
| JP5224912B2 (ja) | 振動監視装置および監視方法 | |
| Abbaszadeh et al. | Frequency analysis of ultrasonic wave propagation on metal pipe in ultrasonic tomography system | |
| US9518959B2 (en) | Structural health monitoring system and method | |
| JP2007271407A (ja) | 亀裂深さの測定方法および亀裂深さの測定装置 | |
| Yeo et al. | Guided ultrasonic wave inspection of corrosion at ship hull structures | |
| US20160153776A1 (en) | Cable measurement device | |
| JP4674007B2 (ja) | 配管内の液位測定装置及び液位測定方法 | |
| CN115950916B (zh) | 一种物体表面热流密度检测方法、装置以及设备 | |
| Hayashi et al. | Defect imaging with guided waves propagating in a long range | |
| RU2763274C2 (ru) | Способ применения накладных ультразвуковых расходомеров на трубопроводах криогенных температур и ультразвуковой расходомер для его реализации |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20180117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191001 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191018 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6606342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |