JP6653339B2 - 歯車研削装置 - Google Patents
歯車研削装置 Download PDFInfo
- Publication number
- JP6653339B2 JP6653339B2 JP2018015427A JP2018015427A JP6653339B2 JP 6653339 B2 JP6653339 B2 JP 6653339B2 JP 2018015427 A JP2018015427 A JP 2018015427A JP 2018015427 A JP2018015427 A JP 2018015427A JP 6653339 B2 JP6653339 B2 JP 6653339B2
- Authority
- JP
- Japan
- Prior art keywords
- grindstone
- tailstock
- vertical direction
- dressing device
- tail stock
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/02—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Gear Processing (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Description
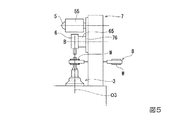
本発明の第一態様に係る歯車研削装置は、ベッドと、歯車となるワークを前記ベッド上で回転可能に支持するワークテーブルと、前記ワークを研削する砥石と、前記砥石を、砥石回転軸線を中心に回転駆動させると共に、前記ベッド上で前記ワークテーブルに対して水平方向である第一方向に移動可能に支持する砥石支持部と、前記ワークテーブルに支持された前記ワークを鉛直方向の上方から押さえることが可能なテールストックと、前記ベッド上で前記テールストックを鉛直方向への成分を含む方向に直線移動可能に、前記鉛直方向に延びる第一ガイドレールを介して支持するテールストック支持部と、前記テールストック支持部に鉛直方向への成分を含む方向に直線移動可能に、前記鉛直方向に延びる第二ガイドレールを介して支持され、前記砥石をドレッシング可能なドレッシング装置と、を備え、前記砥石回転軸線は、水平方向であって前記第一方向と直交する第二方向に延びており、前記第一方向において、前記砥石支持部から前記テールストック支持部を見た際に、前記テールストックの移動領域と、前記ドレッシング装置の移動領域とは、少なくとも一部が重なっており、前記鉛直方向から見た際に、前記テールストックの移動領域と、前記ドレッシング装置の移動領域とは重なっていない。
歯車研削装置1は、歯車となるワークWを砥石Tで研削する研削装置である。歯車研削装置1では、砥石TとワークWとを同期回転させながら接触させることでワークWが研削される。ワークWは、例えば、円盤状や円筒状に形成されている被加工対象である。ワークWは、砥石Tによって、外周面に形成されている歯が研削される。
以上、本発明の実施形態について図面を参照して詳述したが、各実施形態における各構成及びそれらの組み合わせ等は一例であり、本発明の趣旨から逸脱しない範囲内で、構成の付加、省略、置換、及びその他の変更が可能である。
Claims (3)
- ベッドと、
歯車となるワークを前記ベッド上で回転可能に支持するワークテーブルと、
前記ワークを研削する砥石と、
前記砥石を、砥石回転軸線を中心に回転駆動させると共に、前記ベッド上で前記ワークテーブルに対して水平方向である第一方向に移動可能に支持する砥石支持部と、
前記ワークテーブルに支持された前記ワークを鉛直方向の上方から押さえることが可能なテールストックと、
前記ベッド上で前記テールストックを鉛直方向への成分を含む方向に直線移動可能に、前記鉛直方向に延びる第一ガイドレールを介して支持するテールストック支持部と、
前記テールストック支持部に鉛直方向への成分を含む方向に直線移動可能に、前記鉛直方向に延びる第二ガイドレールを介して支持され、前記砥石をドレッシング可能なドレッシング装置と、を備え、
前記砥石回転軸線は、水平方向であって前記第一方向と直交する第二方向に延びており、
前記第一方向において、前記砥石支持部から前記テールストック支持部を見た際に、前記テールストックの移動領域と、前記ドレッシング装置の移動領域とは、少なくとも一部が重なっており、
前記鉛直方向から見た際に、前記テールストックの移動領域と、前記ドレッシング装置の移動領域とは重なっていない歯車研削装置。 - 前記ドレッシング装置は、鉛直方向の上方から見た際に、前記テールストックの心押中心を通ると共に前記砥石回転軸線と直交する同一仮想直線と交差しており、
前記砥石は、前記同一仮想直線と交差することが可能である請求項1に記載の歯車研削装置。 - 前記ドレッシング装置は、前記テールストックよりも前記砥石支持部に近い位置に配置されている請求項1または請求項2に記載の歯車研削装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018015427A JP6653339B2 (ja) | 2018-01-31 | 2018-01-31 | 歯車研削装置 |
| CN201811201591.3A CN110091005B (zh) | 2018-01-31 | 2018-10-16 | 齿轮磨削装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018015427A JP6653339B2 (ja) | 2018-01-31 | 2018-01-31 | 歯車研削装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019130620A JP2019130620A (ja) | 2019-08-08 |
| JP6653339B2 true JP6653339B2 (ja) | 2020-02-26 |
Family
ID=67443596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018015427A Active JP6653339B2 (ja) | 2018-01-31 | 2018-01-31 | 歯車研削装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6653339B2 (ja) |
| CN (1) | CN110091005B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115464496B (zh) * | 2022-10-10 | 2023-11-21 | 宿州市祁南工贸有限责任公司 | 一种齿轮毛刺清理装置 |
| CN116372281A (zh) * | 2023-03-23 | 2023-07-04 | 湖南中大创远数控装备有限公司 | 一种单工位数控蜗杆砂轮磨齿机 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4220944B2 (ja) * | 2004-07-15 | 2009-02-04 | 三菱重工業株式会社 | 歯車研削盤 |
| CN102574270B (zh) * | 2009-09-29 | 2014-07-09 | 三菱重工业株式会社 | 齿轮磨床 |
| DE102011015447A1 (de) * | 2011-03-29 | 2012-10-25 | Liebherr-Verzahntechnik Gmbh | Verzahnmaschine |
| JP6059947B2 (ja) * | 2012-10-24 | 2017-01-11 | Dmg森精機株式会社 | 複合加工機及び加工方法 |
| JP5536250B1 (ja) * | 2013-03-22 | 2014-07-02 | 三菱重工業株式会社 | 歯車加工装置 |
| DE102013011048A1 (de) * | 2013-07-02 | 2015-01-08 | Liebherr-Verzahntechnik Gmbh | Doppelabrichter |
| JP5626429B1 (ja) * | 2013-08-23 | 2014-11-19 | アイシン・エィ・ダブリュ株式会社 | 回転加工機及びその加工方法 |
| DE102013015234A1 (de) * | 2013-09-13 | 2015-03-19 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Steuerung einer Verzahnmaschine sowie Verzahnmaschine |
| CN104889863B (zh) * | 2015-05-13 | 2017-06-16 | 秦川机床工具集团股份公司 | 大型高精度齿轮复合磨削中心 |
| CN107604357B (zh) * | 2017-10-19 | 2019-10-08 | 山东豪迈机械科技股份有限公司 | 一种激光熔覆机床及其工作方法与应用 |
-
2018
- 2018-01-31 JP JP2018015427A patent/JP6653339B2/ja active Active
- 2018-10-16 CN CN201811201591.3A patent/CN110091005B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019130620A (ja) | 2019-08-08 |
| CN110091005B (zh) | 2020-12-22 |
| CN110091005A (zh) | 2019-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6656275B2 (ja) | 歯車研削装置 | |
| CN102143820B (zh) | 磨齿机和修整磨齿工具的方法 | |
| US20160136744A1 (en) | Rotary machining apparatus and machining method using the same | |
| CN103878656A (zh) | 双面成型磨床 | |
| JP6653339B2 (ja) | 歯車研削装置 | |
| JP6884242B2 (ja) | 歯車研削装置 | |
| JP2003181751A (ja) | 板ガラスのエッジ面取機 | |
| JP2000237939A (ja) | タンデムテーブル式ロータリ研削盤 | |
| TWM534655U (zh) | 單軸傳動動樑式研磨加工裝置 | |
| CN111975119A (zh) | 一种磨齿机 | |
| JP6022370B2 (ja) | 二重スピンドル式の研削機械 | |
| JP5703761B2 (ja) | 研削盤および砥石車のツルーイング方法 | |
| JP6042173B2 (ja) | 研削装置 | |
| JP6653338B2 (ja) | 歯車研削装置 | |
| KR101511593B1 (ko) | 디스플레이패널용 유리판, 그의 연삭을 위한 연마지석 및 연삭장치 | |
| JP6201604B2 (ja) | 揺動テーブル装置及び円弧加工装置 | |
| JP2010194690A (ja) | 両頭研削盤 | |
| CN213411521U (zh) | 一种半导体材料研磨机 | |
| JP2001062717A (ja) | 研削盤の砥石台送り装置 | |
| JP7138898B2 (ja) | ガラス板加工装置 | |
| CN208826289U (zh) | 可调式双砂轮的磨床 | |
| TWI610761B (zh) | 單軸傳動動樑式研磨加工裝置 | |
| JP3898423B2 (ja) | 平面研削盤のロータリドレッサ装置 | |
| JPS6228365Y2 (ja) | ||
| JP3310924B2 (ja) | 両頭平面研削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20180725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6653339 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |