JP6677706B2 - リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム - Google Patents
リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム Download PDFInfo
- Publication number
- JP6677706B2 JP6677706B2 JP2017250327A JP2017250327A JP6677706B2 JP 6677706 B2 JP6677706 B2 JP 6677706B2 JP 2017250327 A JP2017250327 A JP 2017250327A JP 2017250327 A JP2017250327 A JP 2017250327A JP 6677706 B2 JP6677706 B2 JP 6677706B2
- Authority
- JP
- Japan
- Prior art keywords
- information
- image
- work
- processing
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by monitoring or safety
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37117—Optical sensor, delivers analog signal as function of displacement
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37555—Camera detects orientation, position workpiece, points of workpiece
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37558—Optical sensor, scanner
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40527—Modeling, identification of link parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50064—Camera inspects workpiece for errors, correction of workpiece at desired position
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Geometry (AREA)
- Numerical Control (AREA)
Description
他方、ワーク画像は、加工面状態に関して豊富な情報を提供する。例えば、公差指令や加工速度指令等の加工プログラム、使用する工具の種類や工具の劣化具合等の機械状態が、例えば多面体模様のような面品位やキズといった光学的特徴として画像に反映される。
しかしながら、ワーク画像中で面品位やキズ等に問題のある光学的特徴を有する領域を発見しても、その領域を加工した際のプログラムのブロックやその時の機械情報にアクセスすることは困難である。逆にワークWを加工した際の機械の情報や加工プログラムが、ワーク画像のどの領域に光学的特徴として反映されているかを把握することも困難である。
この点、例えば特許文献1には、加工プロセスにおいて、加工用ロボットプログラミング装置が視覚センサを用いてワークを撮像し、撮像したワーク画像に含まれる加工線と、3次元モデルに基づいて予め生成しておいた加工線と、を比較し、両者の差異を変化量として算出し、算出した変化量に基づいて補正命令を加工プログラムに追加する技術が提案されている。
ワーク画像中で面品位やキズ等に問題のある光学的特徴を有する領域を発見しても、その領域を加工した際のプログラムのブロックやその時の加工情報及び/又は機械情報にアクセスすること、逆にワークWを加工した際の機械の情報や加工プログラムが、ワーク画像のどの領域に光学的特徴として反映されているかを把握することは依然として困難である。
以下、本発明の実施形態の一例について説明する。
図1は、本実施形態に係るリンク情報生成装置1に係る全体システム構成を示す模式図である。
第1実施形態に係るリンク情報生成装置1は、工作機械2を構成するサーボモータ及びリニアモータ等の駆動部を制御する制御装置100に組み込まれているものとする。
リンク情報生成装置1は、加工プログラムに基づいて工具とワークとを相対移動させてワークの加工を行う工作機械において、当該加工プログラムの実行位置(例えば、加工プログラムのプログラム番号、加工工程番号、及びブロック番号)及び加工位置(例えば、機械座標系における工具経路の座標値)と、当該実行位置における加工実行情報、及び/又は当該実行位置における工作機械の稼働状況に関する機械情報を取得して、記憶部20に記憶する。そして、リンク情報生成装置1は、予め設定された加工工程の終了時に、所定の位置に設けられたカメラ50(イメージセンサ)によりワークの画像情報を撮像(取得)し、ワークの画像情報から光学的特徴を有するブロック画像領域を算出又は設定し、光学的特徴を有するブロック画像領域と、当該ブロック画像領域に対応するワーク領域に係る加工プログラムの実行位置、当該実行位置における加工実行情報、及び当該実行位置における機械情報と、を関連付けるリンク情報を作成する情報処理装置(コンピュータ)である。なお、加工実行情報、及び/又は機械情報は、時刻情報とともに取得するようにしてもよい。
工作機械2は例えば3軸加工機で、主軸モータ500及び送り軸モータ600を含む。主軸モータ500は、ボールエンドミル等の工具を回転させる。送り軸モータ600はX軸方向、Y軸方向及びZ軸方向の3つのモータからなる。X軸方向及びY軸方向のモータは、ボールねじ等を介して、ワークを加工するための基板が載せられたテーブルをX軸方向及びY軸方向にそれぞれ直線移動させる。Z軸方向のモータは工具又はテーブルをZ軸方向に直線移動させる。
なお、3軸加工機の構成は係る構成に限定されず、例えば、工具を固定し、テーブルをX軸方向、Y軸方向及びZ軸方向に直線移動させたり、テーブルを固定し、工具をX軸方向、Y軸方向及びZ軸方向に直線移動させたりしてもよい。3軸加工機の構成は、当業者にとってよく知られているので詳細な説明及び図示は省略する。
リンク情報生成装置1(制御装置)の制御対象の機械は、工作機械には限定されない。例えば、産業用ロボット等の産業機械であってもよい。
前述したとおり、リンク情報生成装置1は、制御装置100に組み込まれている。リンク情報生成装置1に係る構成要素については後述することとし、ここでは、工作機械2を数値制御するための構成要素について簡単に説明する。
例えば、制御部10は、指令解析部301、補間部302、及び加減速制御部303を備えている。
指令解析部301は加工プログラムからX軸、Y軸及びZ軸の移動の指令を含むブロックを逐次読みだして解析し、解析結果に基づいて各軸の移動を指令する移動指令データを作成し、作成した移動指令データを補間部302に出力する。
加減速制御部303は、補間部302から出力された補間データに基づいて、加減速処理を行い補間周期ごとの各軸の速度を計算し、算出結果に基づくデータをサーボ制御部400の主軸モータサーボ制御部401と、X軸、Y軸及びZ軸の3つの送り軸モータサーボ制御部402とへ出力する。
主軸モータサーボ制御部401と、3つの送り軸モータサーボ制御部402とはそれぞれ、位置、速度フィードバックループを構成するための位置制御部、速度制御部、トルク指令値に基づいて主軸モータ又は送り軸モータを駆動するモータ駆動アンプ、及びユーザの操作を受け付けるための操作盤等を含んでいる。
なお、工作機械2を数値制御するための構成は、当業者にとってよく知られているので詳細な説明及び図示は省略する。
次に、制御装置100に組み込まれているリンク情報生成装置1について説明する。
図1に示すとおり、リンク情報生成装置1は、制御部10と、記憶部20と、表示部30と、カメラ50と、を備える。
制御部10は、リンク情報生成装置1の全体を制御する部分であり、各種プログラム(「リンク情報生成プログラム」と総称する)を、記憶部20から適宜読み出して実行することにより、本実施形態における各種機能を実現している。制御部10は、CPUであってよい。制御部10は、情報取得部11と、ワーク画像取得部13と、光学的特徴設定部14と、リンク情報作成部15と、リンク情報照会部16と、を備える。また、情報取得部11は、加工情報取得部111と、機械情報取得部112とを備える。これらの機能の詳細については、後述する。
加工情報記憶部21は、後述する加工情報を記憶する。
機械情報記憶部22は、後述する機械情報を記憶する。
画像記憶部23は、後述するワーク画像、及び光学的特徴を有するブロック画像領域を記憶する。
リンク情報記憶部24は、後述するリンク情報を記憶する。
[情報取得部11]
情報取得部11は、加工プログラムに基づいて工具とワークとを相対移動させてワークの加工を行う工作機械における前記加工プログラムの実行位置(例えば、加工プログラムのプログラム番号、加工工程番号、及びブロック番号等)及び加工位置(例えば、機械座標系における工具経路の座標値等)に係る情報を取得するとともに、加工情報取得部111、及び機械情報取得部112の少なくともいずれか1つを有する。
加工情報取得部111は、工作機械2に対する加工プログラムに関する運転基本情報となる加工情報を所定のサンプリング周期で時刻情報とともに取得し、記憶部20(加工情報記憶部21)に格納する。
加工情報は、工作機械に対する加工プログラムにおける実行位置情報(例えば加工プログラム番号(プログラムID)、加工工程番号、及び加工プログラム内のブロック番号(シーケンス番号))、及び加工実行情報を含む。
加工実行情報は、例えば当該加工プログラムのブロックの示す指令座標値及び工具経路等を含む加工経路情報、加工面上での送り速度、加工面上での主軸回転数、切削液の使用等に関する情報を含む加工条件、加減速制御に関わる時定数及び公差等に関するパラメータ情報、工具交換指令にて指定された工具番号(工具ID)及び工具使用時間等を含む工具情報、並びに位置フィードバック情報及び速度フィードバック情報等を含むフィードバック情報等を含むようにしてもよい。また、加工情報取得部111は、切削油の入・切等の補助動作を指令するMコード、さらには、位置決めの際のインポジションチェック待ち状態等の、制御装置の内部処理状態を取得するようにしてもよい。なお、加工実行情報は、前述した情報に限定されない。
加工情報は、加工プログラム番号、加工工程番号、及び加工プログラム内のブロック番号を含む実行位置情報により分類(グループ化)することができる。また、複数のワークに対して、同一加工プログラムにより各ワークを順に加工処理する場合には、当該加工処理の開始時刻を用いることで、各ワークの加工情報を識別することができる。例えば、加工プログラムのブロック番号の個数がN個あった場合、加工情報はインデックスn(1≦n≦N)及び/又は当該加工ブロックの開始時刻tkで分類(グループ化)することができ、分類(グループ化)された、加工情報の集合を、例えば加工情報(n、tk)と表すことができる。なお、加工情報は、加工工程番号及びブロック番号によって分類してもよい。
機械情報取得部112は、工作機械2に関する運転付随情報となる機械情報を所定のサンプリング周期で時刻情報とともに記憶部20(機械情報記憶部22)に格納する。
機械情報は、加工期間中における工作機械2の状態を示す情報を含めることができる。加工期間中の情報としては、例えば各種センサデータ情報、サーボ情報を含むことができる。
各種センサ情報の例としては、例えば、気温情報、主軸モータや送り軸モータの温度情報、クーラント温度情報、加速度センサデータ、振動センサデータ、AE(Acoustic Emission)センサデータ、及び音センサデータ等が挙げられる。
また、サーボ情報としては、例えば主軸モータ電流値、各送り軸モータ電流値、主軸モータ負荷、各送り軸モータ負荷、主軸オーバライド、送り軸速度オーバライド、等のサーボモータに関する情報が挙げられる。
なお、工具の状態の取得にあたっては、例えば、工作機械2に実装される個別の工具を識別する工具ID毎に、使用時間の累計、及び/又は工具径の変化情報等を記録した工具管理テーブル(図示せず)を運用管理することが好ましい。
そうすることで、加工情報取得部111の取得する工具情報に、加工実行前の工具の状態情報を組み込むことができる。
なお、機械情報取得のサンプリング周期は加工情報のサンプリング周期と異なっていてもよいが、時刻情報は同一の又は同期したクロックから取得されることが好ましい。そうすることで、各機械情報は、1つの加工プログラムにおける各加工情報と対応付けることができる。例えば、機械情報を前述した加工情報のインデックスに基づいて、分類(グループ化)してもよい。そうすることで、所定の加工時における機械情報を関連付けて分析することができる。
なお、機械情報は、工具の使用状態や主軸モータや送り軸モータの温度情報等、それぞれ異なる情報から構成されることから、機械情報をさらに細分化して、細分化された情報として保存するようにしてもよい。
より具体的には、工具情報、温度情報等に細分化してもよい。
なお、工具交換指令にて指定された工具番号(工具ID)及び工具使用時間等を含む工具情報を加工情報として取得するとしたが、機械情報に含まれる工具情報として取得するようにしてもよい。
ワーク画像取得部13は、画像取得トリガ発生時(例えば、予め指定された加工工程の終了時)に、カメラ50によりワークWの画像情報を取得し、記憶部20(画像記憶部23)に格納する。
より具体的には、加工プログラム中に加工工程の終了後で次の加工工程の開始前に、例えばGコードとして画像取得トリガとしてのワーク撮像指令を挿入させておくことで、ワーク画像取得部13は、当該ワーク撮像指令に応答して、カメラ50によりワークWの画像情報を取得することができる。この際、ワーク画像取得部13は、取得した画像情報に当該画像情報取得のトリガーとなった加工工程番号及び時刻情報を紐づけることが好ましい。
このような加工工程として、例えば荒加工、粗加工、仕上げ加工、溝切り荒加工、溝切り仕上げ加工、ねじ切り加工等が一例として挙げられるが、これに限定されない。ユーザは、ワークWの加工工程における加工処理内容及び当該加工工程におけるワークの加工の度合いに応じて、任意に設定することができる。
ここで、ワーク画像取得部13により取得されるワーク画像の画像座標と、工作機械2の機械座標との対応関係について説明する。図2に画像座標系と機械座標系との関係を示す。
カメラ50により撮像されたワーク画像を構成するピクセルは、カメラ50の画像座標(ピクセル座標値)で識別することができる。そして、ワーク画像の各ピクセルは、ワーク表面上の各点に対応し、ワーク表面上の各点の位置は、工作機械2の機械座標で識別することができる。
このため、カメラ50を設置するに際して、機械座標における座標値が既知の複数の教示点をカメラ50で撮像し、教示点画像を生成し、各教示点の機械座標値と当該教示点の画像座標における画像座標値とを用いて、公知のキャリブレーションアルゴリズムに基づいて、工作機械2の機械座標系とカメラ50の画像座標系との対応関係(「座標変換関数」)を予め算出しておく。そうすることで、加工情報取得部111により取得される加工プログラムのブロックの示す座標値(機械座標値)に対応するワーク画像上の画像座標値、又はワークW上の工具経路(機械座標値)に対応するワーク画像上の工具経路の画像座標値を算出することができる。
光学的特徴設定部14は、画像処理アルゴリズムにより自動的に光学的特徴を有するブロック画像領域を算出するように構成することができる。また、光学的特徴設定部14は、オペレータにより抽出されたブロック画像領域を、光学的特徴を有するブロック画像領域として設定するように構成することができる。また、光学的特徴設定部14は、光学的特徴を有する画像領域を教師データとして機械学習させることで、光学的特徴を有する画像領域を算出する(例えばニューラルネットワークによる)学習モデルを作成するように構成することもできる。
なお、外観検査を実行するための画像処理アルゴリズムとして、様々なアルゴリズムが公知であり(例えば、特開2014−55916号公報の段落[0035]、特開2011−232303号公報等参照)、詳細な説明及び図示は省略する。
図3には、ワーク画像上の光学的特徴量として、キズA、不適切な送り速度を原因とする面加工粗さB、及び不適切な公差を原因とする面加工粗さCが算出されるワーク画像の例を示す。また、図4には、ワーク画像を複数のブロック画像領域に分割して、光学的特徴を有するブロック画像領域(光学的特徴量)が設定される一例を示す。
図4に示すように、光学的特徴設定部14は、ワーク画像を複数のブロック画像領域に分割するための領域分割情報(例えばワーク画像の縦横の分割数の指定)に基づいて、一定間隔の矩形ブロックに分割するようにしてもよい。ワークWの形状によって、領域分割情報を指定できることが好ましい。なお、領域分割情報は、分割領域の形状及びその大きさを含んでもよい。分割領域の形状は、矩形に限定されないようにしてもよい。
そうすることで、光学的特徴設定部14は、各ブロック画像領域(m)に対して光学的特徴量(m)を算出し設定することができる。これを{光学的特徴量(m)}(1≦m≦M)と表すことができる。なお、{ブロック画像領域(m)}(1≦m≦M)は、各ブロック画像領域(m)に含まれるピクセルの画像座標値の集合である、{ブロック画像座標値集合(m)}(1≦m≦M)として表すことができる。
具体的には、光学的特徴量の算出又は設定は、加工終了後に、取得したワーク画像毎に実行してもよい。領域分割情報が、例えばワーク画像の縦横の分割数の指定に基づく場合は、ワーク画像の複数の画像領域への分割処理は、基本的には画像座標の分割であって、ワーク画像の光学的特徴に依存するものではない。この場合、画像座標の分割処理は、例えば、加工処理前に実行してもよい。
リンク情報作成部15は、前述した座標変換関数により、光学的特徴設定部14により算出又は設定された{ブロック画像領域(m)}(1≦m≦M)に対応する、ワークの表面上のワーク領域を特定することができる。ここで、便宜上、各ブロック画像領域(m)(1≦m≦M)に対応するワークの表面上のワーク領域をワーク領域(m)として、{ワーク領域(m)}(1≦m≦M)として表すことができる。
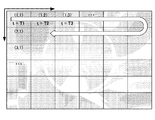
図5は、ワーク領域(m)と、加工プログラムに関する加工情報及び/又は機械情報と、を関連付けるリンク情報作成の概要を示す図である。
図5に示すように、指定された加工工程終了時にカメラ50により撮像したワーク画像を複数のブロック画像領域に分割して、例えばインデックスを用いてブロック画像領域を識別する。加工プログラムにおける実行位置であるプログラムブロック番号は、ブロック画像領域に関連付けられる。
図5の例を参照すると、直線補間を指令するGコード(G01)により、ブロック画像領域(1)にブロック番号N02が関連付けられ、ブロック画像領域(2)、(3)、(4)にブロック番号N03が関連付けられ、ブロック画像領域(5)、(6)、(7)にブロック番号N04が、関連付けられる。
同様に、図5の例を参照すると、工具交換を指令するMコード(M06)により、工具T2が使用されたワーク領域としてブロック画像領域(1)〜(6)が関連付けられ、工具T5が使用されたワーク領域としてブロック画像領域(7)、(8)等が関連付けられる。
より具体的には、リンク情報作成部15は、当該加工工程及び当該加工工程より以前の加工工程で実行された、加工プログラムの加工情報(n)における指令座標値又は工具経路に対応する1つ以上のブロック画像領域(m)(1≦m≦M)を対応づけるリンク情報を作成し、記憶部20(リンク情報記憶部24)に格納する。
同様に、リンク情報作成部15は、当該加工工程及び当該加工工程より以前の加工工程で作成された機械情報(n)について、対応する加工情報(n)に含まれる指令座標値又は工具経路に基づいて1つ以上のブロック画像領域(m)を対応づけるリンク情報を作成することができる。ここでは、機械情報を加工情報のインデックスに基づいて、分類(グループ化)している。
具体的には、加工情報(n)における指令座標値又は工具経路に基づいて加工情報(n)及び機械情報(n)と、1つ以上のブロック画像領域(m)を対応づける処理は、例えば、所定の加工工程終了後に実行するようにしてもよい。また、光学的特徴設定部14により算出される光学的特徴量と加工情報(n)及び機械情報(n)と、を対応付ける処理は、例えば全ての加工終了後の光学的特徴設定部14による光学的特徴量の算出処理後に、実行するようにしてもよい。
このような場合、例えば、加工プログラム中に加工工程の終了後で次の加工工程の開始前に、例えばGコードとしてリンク情報作成トリガとしてのリンク情報作成指令を挿入させておくことで、リンク情報作成部15は、当該リンク情報作成指令に応答して加工情報(n)及び機械情報(n)と、1つ以上のブロック画像領域(m)と、を対応づける処理を行うことができる。
リンク情報照会部16は、ワーク画像取得部13によりカメラ50で撮像されたワーク画像において、光学的特徴設定部14により、悪い(bad)光学的特徴を有するブロック画像領域に対応する加工情報(n)及び機械情報(n)を、リンク情報に基づいて、表示部30に表示することができる。
この際、所定の加工工程後にワーク画像を撮像した場合に、リンク情報照会部16は、ユーザにより入力された指示に基づいて、当該加工工程に取得された加工情報(n)及び機械情報(n)のみを表示部30に表示することができる。
逆に、リンク情報照会部16は、ユーザにより入力された指示に基づいて、当該加工工程及び当該加工工程より以前の加工工程で作成された加工情報(n)及び機械情報(n)を表示部30に表示する場合、複数の加工情報(n)及び/又は機械情報(n)が同じブロック画像領域に対応する場合、表示部30に最新の加工工程に係る加工情報等が先頭に表示されるように優先するようにしてもよい。また、リンク情報照会部16は、表示の優先を逆にする、すなわち旧い加工工程に対応する加工情報等が先頭になるようにしてもよい。
こうすることで、同じブロック画像領域に対応して、加工した加工情報及び/又は機械情報を視覚的に理解でき、加工経路や加工方法に対するトレーサビリティが向上する。
また、図7には、ブロック画像領域に複数の工具経路が重複しないようにワーク画像を分割したときの様子を示す図である。この場合、工具経路とブロック画像領域とが重複しないようにできることから、ブロック画像領域と工具経路とが1対1に対応し、リンク情報が簡単になるという効果が得られる。なお、工具経路とブロック画像領域とが重複しないようにするためには、以下の条件
経路間距離=ワークサイズ/画像ピクセル数
を満たすことが必要となる。
以上、リンク情報生成装置1の構成について説明した。次にリンク情報生成装置1の動作について説明する。図8は、リンク情報生成装置1の動作を示すフローチャートである。
リンク情報生成装置1は、図8に示すステップS1〜S9を実行することにより、ワークWの画像情報の光学的特徴を有する画像領域と、当該画像領域に対応するワーク領域に係る加工情報及び/又は機械情報と、を関連付けるリンク情報を作成する。
なお、以下の処理フローは、ワーク画像に係る光学的特徴量の算出処理及びリンク情報の生成を加工終了後に実行する場合の動作を示すが、前述したように、光学的特徴設定部14の処理及びリンク情報作成部15の処理をそれぞれ、2つに分けて異なるタイミングで実行させるようにしてもよい。
第1実施形態に係るリンク情報生成装置1においては、ワーク画像中の光学的特徴を有する画像領域から、当該画像領域に対応するワーク領域を加工した際の加工プログラムのブロックやその時の加工情報及び/又は機械情報にアクセスすること、逆にワークWを加工した際の機械の情報や加工プログラムが、ワーク画像のどの領域に光学的特徴として反映されているかといった対応関係を容易に把握できるリンク情報を生成するが可能となる。
これにより、例えば、あるワークの円形加工等のプログラムブロックをひとまとまりにして、その部分に対応する画像領域上で、円形加工に関わったプログラムブロックのグループを視覚的に理解できることを可能にするとともに、加工経路や加工方法に対するトレーサビリティが向上する。
これにより、粗加工や仕上げ加工と言った加工工程毎にワーク画像を撮像することで、前回の撮像から今回の撮像までに、ワークを加工した加工プログラムの加工情報及び/又は機械情報のみを対応させることができ、面品位について問題が見つかった場合に、その原因の特定が容易になる。
図9は、第2実施形態に係るリンク情報生成装置1Aのシステム構成を示す模式図である。図9に示すとおり、リンク情報生成装置1Aに係る機能部は、制御装置100と、コンピュータ5Aと、に分散される。制御装置100とコンピュータ5Aとが、接続インターフェースを介して直接に接続、又はネットワークを介して接続されており、相互に通信を行うことが可能である。ネットワークは、例えば、工場内に構築されたLAN(Local Area Network)や、インターネット、公衆電話網、あるいは、これらの組み合わせである。ネットワークにおける具体的な通信方式や、有線接続及び無線接続のいずれであるか等については、特に限定されない。
第2実施形態では、制御装置100が、制御部10に情報取得部11(加工情報取得部111、機械情報取得部112)を備え、記憶部20に加工情報記憶部21と、機械情報記憶部22と、を備える。
コンピュータ5Aは、表示部30と、カメラ50と、制御部10Aと、記憶部20Aと、を含む。制御部10Aは、ワーク画像取得部13と、光学的特徴設定部14と、リンク情報作成部15と、リンク情報照会部16と、を備える。記憶部20Aは、画像記憶部23と、リンク情報記憶部24と、を備える。
図10は、第3実施形態に係るリンク情報生成装置1Bのシステム構成を示す模式図である。図10に示すとおり、リンク情報生成装置1Bに係る機能部は、制御装置100と、コンピュータ5Bと、に分散される。制御装置100とコンピュータ5Bとが、接続インターフェースを介して直接に接続、又はネットワークを介して接続されており、相互に通信を行うことが可能である。ネットワークは、例えば、工場内に構築されたLAN(Local Area Network)や、インターネット、公衆電話網、あるいは、これらの組み合わせである。ネットワークにおける具体的な通信方式や、有線接続及び無線接続のいずれであるか等については、特に限定されない。
第3実施形態では、制御装置100が、制御部10に情報取得部11(加工情報取得部111、機械情報取得部112)と、リンク情報作成部15と、を備え、記憶部20に加工情報記憶部21と、機械情報記憶部22と、リンク情報記憶部24と、を備える。
コンピュータ5Bは、表示部30と、カメラ50と、制御部10Bと、記憶部20Bと、を含む。制御部10Bは、ワーク画像取得部13と、光学的特徴設定部14と、リンク情報照会部16と、を備える。記憶部20Bは、画像記憶部23を備える。
第2実施形態及び第3実施形態でリンク情報生成装置を分散させる構成を例示したが、これに限定されない。必要に応じて、適宜リンク情報生成装置の機能部及び記憶部に含む構成要素を分散させることができる。
本実施形態のリンク情報生成装置1がリンク情報生成の対象とする機械は、切削加工機、レーザ加工機、放電加工機等を含む工作機械に限定されない。本実施形態は、産業用ロボットを含む産業機械にも適用できる。
本発明の実施形態においては、カメラ50を予め所定の位置に設置したうえで、キャリブレーションを行い、カメラ画像座標系と工作機械の機械座標系との対応関係を設定したが、これに限定されない。
例えば、カメラ50を例えばロボットのハンド部に取り付け、ハンドを移動させることで、カメラ50を任意の位置に移動させて、最適なワーク画像を撮像させるようにしてもよい。より具体的には、機械座標系とロボット座標系との間の対応関係、及びロボット座標系とカメラの画像座標系との対応関係を予め算出しておくことで、カメラ50をロボットにより移動させた場合において、画像座標系と機械座標系との対応関係を算出することができる。
1,1A,1B リンク情報生成装置
2 工作機械
10,10A,10B 制御部
11 情報取得部
111 加工情報取得部
112 機械情報取得部
13 ワーク画像取得部
14 光学的特徴設定部
15 リンク情報作成部
16 リンク情報照会部
20,20A,20B 記憶部
21 加工情報記憶部、
22 機械情報記憶部
23 画像記憶部
24 リンク情報記憶部
30 表示部
50 カメラ
W ワーク
Claims (7)
- 加工プログラムに基づいて工具とワークとを相対移動させてワークの加工を行う工作機械における前記加工プログラムの実行位置及び加工位置に係る情報を取得するとともに、
前記加工プログラムの実行位置における加工情報を取得する加工情報取得部、及び前記加工プログラムの前記実行位置における前記工作機械の稼働状況に関する機械情報を取得する機械情報取得部の少なくともいずれか1つを有する情報取得部と、
前記ワークの画像情報を取得するワーク画像取得部と、
前記ワーク画像取得部により取得された前記ワークの画像情報から光学的特徴を有する画像領域を設定する光学的特徴設定部であって、前記ワークの画像情報を、指定された領域分割情報に基づいて分割し、分割された分割領域に対して、光学的特徴量を設定する光学的特徴設定部と、
前記光学的特徴を有する画像領域と、前記画像領域に対応するワーク領域に係る前記加工情報及び前記機械情報の少なくともいずれか1つと、を関連付けるリンク情報を作成するリンク情報作成部と、
を備えるリンク情報生成装置。 - 前記加工情報は、実行位置情報、及び加工実行情報を含み、
前記実行位置情報は、加工プログラム番号及び加工プログラム内のブロック番号を含み、
前記加工実行情報は、
前記加工プログラムのブロックの示す指令座標値を含む加工経路情報、加工条件、加減速制御に関わる時定数及び公差に関するパラメータ情報、工具情報、位置フィードバック情報及び速度フィードバック情報を含むフィードバック情報、及び制御装置の内部処理状態のうち、少なくとも1つを含む、請求項1に記載のリンク情報生成装置。 - 前記機械情報は、
センサデータ情報、及びサーボ情報のうち、少なくとも1つを含む、請求項1又は請求項2に記載のリンク情報生成装置。 - 前記ワーク画像取得部は、
予め指定された加工工程の終了時に、前記ワークの画像情報を取得し、
前記リンク情報作成部は、
前記ワークの画像情報から前記光学的特徴設定部により設定された光学的特徴を有する画像領域と、前記画像領域に対応するワーク領域に係る前記加工工程及び前記加工工程より以前の加工工程に含まれる前記加工情報及び前記機械情報の少なくともいずれか1つと、を関連付ける、
請求項1から請求項3の何れか1項に記載のリンク情報生成装置。 - 前記ワーク画像取得部は、
予め指定された加工工程の終了時に、前記ワークの画像情報を取得し、
前記リンク情報作成部は、
前記ワークの画像情報から前記光学的特徴設定部により設定された光学的特徴を有する画像領域と、前記画像領域に対応するワーク領域に係る前記加工工程のみに含まれる加工情報及び前記機械情報の少なくともいずれか1つと、を関連付ける、
請求項1から請求項3の何れか1項に記載のリンク情報生成装置。 - 加工プログラムに基づいて工具とワークとを相対移動させてワークの加工を行う工作機械における前記加工プログラムの実行位置及び加工位置に係る情報を取得するとともに、
前記加工プログラムの前記実行位置における加工情報を取得する加工情報取得ステップ、及び前記加工プログラムの前記実行位置における前記工作機械の稼働状況に関する機械情報を取得する機械情報取得ステップの少なくともいずれか1つを有する情報取得ステップと、
前記ワークの画像情報を取得するワーク画像取得ステップと、
前記ワーク画像取得ステップにおいて取得された前記ワークの画像情報から光学的特徴を有する画像領域を設定する光学的特徴設定ステップであって、前記ワークの画像情報を、指定された領域分割情報に基づいて分割し、分割された分割領域に対して、光学的特徴量を設定する光学的特徴設定ステップと、
前記光学的特徴を有する画像領域と、前記画像領域に対応するワーク領域に係る前記加工情報及び前記機械情報の少なくともいずれか1つと、を関連付けるリンク情報を作成するリンク情報作成ステップと、を1つ又は2つ以上のコンピュータが実行するリンク情報生成方法。 - 加工プログラムに基づいて工具とワークとを相対移動させてワークの加工を行う工作機械における前記加工プログラムの実行位置及び加工位置に係る情報を取得するとともに、
前記加工プログラムの前記実行位置における加工情報を取得する加工情報取得ステップ、及び前記加工プログラムの前記実行位置における前記工作機械の稼働状況に関する機械情報を取得する機械情報取得ステップの少なくともいずれか1つを有する情報取得ステップと、
前記ワークの画像情報を取得するワーク画像取得ステップと、
前記ワーク画像取得ステップにおいて取得された前記ワークの画像情報から光学的特徴を有する画像領域を設定する光学的特徴設定ステップであって、前記ワークの画像情報を、指定された領域分割情報に基づいて分割し、分割された分割領域に対して、光学的特徴量を設定する光学的特徴設定ステップと、
前記光学的特徴を有する画像領域と、前記画像領域に対応するワーク領域に係る前記加工情報及び前記機械情報の少なくともいずれか1つと、を関連付けるリンク情報を作成するリンク情報作成ステップと、を1つ又は2つ以上のコンピュータに実行させるためのリンク情報生成プログラム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017250327A JP6677706B2 (ja) | 2017-12-27 | 2017-12-27 | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム |
| US16/184,410 US11209792B2 (en) | 2017-12-27 | 2018-11-08 | Link information generation device, link information generation method, and non-transitory computer-readable medium storing link information generation program |
| DE102018221299.6A DE102018221299A1 (de) | 2017-12-27 | 2018-12-10 | Linkinformationserzeugungsvorrichtung, Linkinformationserzeugungsverfahren und Linkinformationserzeugungsprogramm |
| CN201811612630.9A CN109976258B (zh) | 2017-12-27 | 2018-12-24 | 链接信息生成装置、链接信息生成方法以及记录介质 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017250327A JP6677706B2 (ja) | 2017-12-27 | 2017-12-27 | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019117477A JP2019117477A (ja) | 2019-07-18 |
| JP6677706B2 true JP6677706B2 (ja) | 2020-04-08 |
Family
ID=66767947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017250327A Active JP6677706B2 (ja) | 2017-12-27 | 2017-12-27 | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11209792B2 (ja) |
| JP (1) | JP6677706B2 (ja) |
| CN (1) | CN109976258B (ja) |
| DE (1) | DE102018221299A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6362751B1 (ja) * | 2017-09-15 | 2018-07-25 | 株式会社松浦機械製作所 | 切削油の供給方法 |
| EP4074458A4 (en) * | 2019-12-09 | 2024-01-10 | DMG Mori Co., Ltd. | Information processing device, machine tool, and information processing system |
| CN115362046B (zh) * | 2020-04-02 | 2024-12-31 | 发那科株式会社 | 工具状态学习装置、工具状态推定装置、控制装置、工具状态学习方法及工具状态推定方法 |
| KR20230003615A (ko) * | 2020-06-26 | 2023-01-06 | 미쓰비시덴키 가부시키가이샤 | 백래시량 측정 장치 및 백래시량 측정 방법 |
| JP6935558B1 (ja) * | 2020-08-06 | 2021-09-15 | Dmg森精機株式会社 | 情報処理装置、プログラム及び工作機械 |
| JP6922051B1 (ja) | 2020-08-06 | 2021-08-18 | Dmg森精機株式会社 | 情報処理装置、工作機械及びプログラム |
| WO2022244070A1 (ja) * | 2021-05-17 | 2022-11-24 | ファナック株式会社 | 稼働状況表示装置、およびコンピュータ読み取り可能な記憶媒体 |
| JP7642292B2 (ja) * | 2021-07-28 | 2025-03-10 | 株式会社ディスコ | 加工システム |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3039241B2 (ja) * | 1993-12-21 | 2000-05-08 | トヨタ自動車株式会社 | リング状ワークの特徴点抽出方法 |
| JPH10133728A (ja) * | 1996-10-30 | 1998-05-22 | Amada Co Ltd | 製品検査データの自動フィードバック装置及びこの装置を用いた自動プログラム修正方法 |
| JP3593456B2 (ja) * | 1998-05-21 | 2004-11-24 | 株式会社アマダ | 板金の図形データ生成方法及び自動プログラミング装置並びに板金の図形データ生成プログラムを記憶した記憶媒体 |
| JP2000039909A (ja) * | 1998-07-23 | 2000-02-08 | Hitachi Ltd | 数値制御情報作成装置 |
| US6711293B1 (en) | 1999-03-08 | 2004-03-23 | The University Of British Columbia | Method and apparatus for identifying scale invariant features in an image and use of same for locating an object in an image |
| JP4659300B2 (ja) * | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| JP2007190628A (ja) * | 2006-01-17 | 2007-08-02 | Mitsubishi Heavy Ind Ltd | 工作機械の異常診断方法及び装置 |
| JP4959318B2 (ja) * | 2006-12-20 | 2012-06-20 | 株式会社ディスコ | ウエーハの計測装置およびレーザー加工機 |
| JP5155030B2 (ja) * | 2008-06-13 | 2013-02-27 | 株式会社ディスコ | 光デバイスウエーハの分割方法 |
| JP5446325B2 (ja) * | 2009-03-03 | 2014-03-19 | 豊田合成株式会社 | レーザ加工方法および化合物半導体発光素子の製造方法 |
| CN101870039B (zh) | 2010-06-12 | 2014-01-22 | 中国电子科技集团公司第四十五研究所 | 双工作台驱动激光加工机及其加工方法 |
| KR20110138879A (ko) * | 2010-06-22 | 2011-12-28 | 삼성전기주식회사 | 광 픽업을 이용한 가공 오차 수정방법 |
| CN102865831A (zh) | 2012-09-12 | 2013-01-09 | 昆山允可精密工业技术有限公司 | 刀具自动检测系统 |
| JP6274794B2 (ja) * | 2013-09-12 | 2018-02-07 | 株式会社ミツトヨ | 情報処理装置、情報処理方法、プログラム、及び画像測定装置 |
| JP6501530B2 (ja) * | 2015-01-21 | 2019-04-17 | 株式会社ディスコ | レーザー加工装置 |
| JP6422355B2 (ja) * | 2015-01-29 | 2018-11-14 | 株式会社ディスコ | アライメント方法 |
| JP2016194843A (ja) * | 2015-04-01 | 2016-11-17 | ファナック株式会社 | 複数画像を用いたプログラム表示機能を有する数値制御装置 |
| JP6422388B2 (ja) * | 2015-04-09 | 2018-11-14 | 株式会社ディスコ | 切削溝の形成方法 |
| JP6366875B1 (ja) * | 2017-06-06 | 2018-08-01 | 三菱電機株式会社 | 情報処理装置および加工不良特定方法 |
-
2017
- 2017-12-27 JP JP2017250327A patent/JP6677706B2/ja active Active
-
2018
- 2018-11-08 US US16/184,410 patent/US11209792B2/en active Active
- 2018-12-10 DE DE102018221299.6A patent/DE102018221299A1/de active Pending
- 2018-12-24 CN CN201811612630.9A patent/CN109976258B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109976258A (zh) | 2019-07-05 |
| JP2019117477A (ja) | 2019-07-18 |
| US11209792B2 (en) | 2021-12-28 |
| DE102018221299A1 (de) | 2019-06-27 |
| US20190196439A1 (en) | 2019-06-27 |
| CN109976258B (zh) | 2020-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6677706B2 (ja) | リンク情報生成装置、リンク情報生成方法及びリンク情報生成プログラム | |
| US8155789B2 (en) | Device, method, program and recording medium for robot offline programming | |
| US8988032B2 (en) | Numerical controller having display function for trajectory of tool | |
| JP7473321B2 (ja) | シミュレーション装置、数値制御装置、及びシミュレーション方法 | |
| JP7048539B2 (ja) | 振動表示装置、動作プログラム作成装置、およびシステム | |
| CN108572625B (zh) | 机床的控制系统 | |
| JP2008021092A (ja) | ロボットシステムのシミュレーション装置 | |
| CN108732994B (zh) | 机床的控制系统 | |
| JP2001319219A (ja) | 画像測定装置用パートプログラム生成装置及び方法、並びに画像測定装置及びその測定結果表示方法 | |
| US20070050091A1 (en) | Robot monitoring system | |
| CN1834835A (zh) | 离线示教装置 | |
| JP7397102B2 (ja) | 画像解析装置、制御装置、機械システム、画像解析方法、及び画像解析のためのコンピュータプログラム | |
| JP6562665B2 (ja) | ロボット | |
| JP6474450B2 (ja) | 工作機械の制御システム | |
| JP7135225B1 (ja) | 工作機械、制御方法、および制御プログラム | |
| CN111338294A (zh) | 数值控制装置、数值控制机械系统、加工模拟装置以及加工模拟方法 | |
| JP7572462B2 (ja) | 工作機械の段取り機能を備えた数値制御装置及び記憶媒体 | |
| JP6219030B2 (ja) | 加工用データ生成装置、及び工作機械 | |
| JP6915182B1 (ja) | 工作機械、工作機械の制御方法、および工作機械の制御プログラム | |
| WO2025057290A1 (ja) | パラメータ修正装置 | |
| WO2023073959A1 (ja) | 作業支援装置及び作業支援方法 | |
| WO2023067706A1 (ja) | 加工形状モデル比較装置及び数値制御機械システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190515 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20190717 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190819 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6677706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |