JP6683476B2 - 圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ - Google Patents
圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ Download PDFInfo
- Publication number
- JP6683476B2 JP6683476B2 JP2015253665A JP2015253665A JP6683476B2 JP 6683476 B2 JP6683476 B2 JP 6683476B2 JP 2015253665 A JP2015253665 A JP 2015253665A JP 2015253665 A JP2015253665 A JP 2015253665A JP 6683476 B2 JP6683476 B2 JP 6683476B2
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric element
- piezoelectric
- electrode
- foreign matter
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Transducers For Ultrasonic Waves (AREA)
- Camera Bodies And Camera Details Or Accessories (AREA)
Description
図1(a)、(b)は、それぞれ圧電素子を示す平面図および側断面図である。圧電素子100は、例えば4×30×0.3mmの矩形体に形成され、一方の主面が板部材に接着される単層の圧電素子であり、圧電体110および一対の電極121、122を備えている。圧電体110は、例えばPZT、チタン酸バリウムのような圧電材料で形成され、厚み方向に分極されている。圧電体110は、単層の圧電層であり、積層型ではないため、圧電体110の形成後に外形上に電極を印刷して焼き付けることができる。したがって、電極は圧電材料とともに焼成する必要がなく、Agのように低温での焼き付けに限られる低コストな材料を用いれば十分であるが、Ag/Pd(銀パラジウム)の材料を用いてもよい。なお、主面とは最も大きい表面を指す。
次に、圧電素子100の引き回し部122aを説明する。図2(a)は、従来の圧電素子800の素子端部を示す断面図である。図2(a)に示すように、圧電素子800では、いずれの圧電体810の表面についても平均表面粗さ(Ra)は1μm未満であり、平滑である。そのため、電極形成時にAgペーストの表面張力により端面の縁の印刷膜厚が低下し、その部分で焼成後の引き回し部822aの電極822も薄くなり、接続が途切れている。
図3(a)〜(d)は、それぞれ圧電素子100の製造工程を示す図である。まず、所定の配合で圧電材料、溶媒、バインダー等を混合し、押し出し成形でグリーンシートを形成し、金型でグリーンシートを打ち抜く。図3(a)、(b)に示すように、打ち抜かれたグリーンシートを焼成し、焼成体50を生成できる。
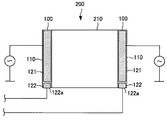
上記の圧電素子100の応用したカメラ内の防塵フィルタ上の異物を除去する異物除去ユニットについて説明する。図4は、異物除去ユニット200の構成を示す正面図である。異物除去ユニット200は、圧電素子100および光学部材210で構成され、例えば撮像素子の前面に近接して配置される。
上記の圧電素子100は、超音波センサにも応用できる。超音波センサは、超音波を放出または受波し、圧電素子および振動板で構成される。振動板は、圧電素子の一方の主面が接着されている。
図5(a)、(b)は、それぞれ各表面の測定データおよび測定データのまとめを示す図である。上記の圧電素子100の製造工程に従い、圧電体の焼成までを行なった。そして、圧電体の表面のうち、グリーンシートの金型抜き面、焼き放し面を残しつつ、切断面とラップ面を設けた。そして、それぞれの面について平均表面粗さ(Ra)を測定した。
60 破線
100 圧電素子
110 圧電体
121、122 電極
122a 引き回し部
200 異物除去ユニット
210 光学部材
Claims (5)
- 矩形体に形成され、一方の主面が板部材に接着される単層の圧電素子であって、
焼成体で形成され、厚み方向に分極された圧電体と、
両主面に印刷された一対の電極と、を備え、
前記一対の電極の一方は、他方側の主面に接続を取り出すための引き回し部が形成され、
前記一方の電極の引き回し部が形成された前記圧電体の端面は焼き肌面で形成され、
前記圧電体の表面のうち、前記一方の電極の引き回し部が形成された領域の平均表面粗さ(Ra)は、1〜7μmであることを特徴とする圧電素子。 - 前記圧電体は、前記一方の電極の引き回し部が形成された端面の縁が面取りされていないことを特徴とする請求項1記載の圧電素子。
- カメラ内の異物を除去する異物除去ユニットであって、
請求項1または請求項2記載の圧電素子と、
前記圧電素子の一方の主面が接着される板状の光学部材と、を備え、
前記圧電素子に電圧が印加されることで前記光学部材を振動し、前記光学部材上の異物を除去することを特徴とする異物除去ユニット。 - 超音波を放出または受波する超音波センサであって、
請求項1または請求項2記載の圧電素子と、
前記圧電素子の一方の主面が接着される振動板と、を備え、
前記圧電素子に電圧が印加されることで前記振動板を振動し超音波を放出する一方、前記振動板で超音波を受波することで前記圧電素子は電圧を出力することを特徴とする超音波センサ。 - 矩形体に形成され、一方の主面が板部材に接着される単層の圧電素子の製造方法であって、
所定の寸法で圧電材料のグリーンシートを金型で打ち抜く工程と、
前記打ち抜かれたグリーンシートを焼成し、焼成体を生成する工程と、
前記金型で打ち抜かれた面を一つの端面として残しつつ前記焼成体を加工し、圧電体を生成する工程と、
前記生成された圧電体の両主面に一対の電極を印刷する工程と、
前記圧電体を分極する工程と、を含み、
前記グリーンシートを金型で打ち抜く工程は、打ち抜かれた後の前記一つの端面が、焼成後に所定の表面粗さになるように打ち抜き、
前記一対の電極の一方が他方側の主面に回り込むように、前記一つの端面に引き回し部が形成されていることを特徴とする圧電素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253665A JP6683476B2 (ja) | 2015-12-25 | 2015-12-25 | 圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253665A JP6683476B2 (ja) | 2015-12-25 | 2015-12-25 | 圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017117998A JP2017117998A (ja) | 2017-06-29 |
| JP6683476B2 true JP6683476B2 (ja) | 2020-04-22 |
Family
ID=59232234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015253665A Expired - Fee Related JP6683476B2 (ja) | 2015-12-25 | 2015-12-25 | 圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6683476B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7439415B2 (ja) * | 2019-08-28 | 2024-02-28 | 住友金属鉱山株式会社 | 圧電性基板、圧電性基板の製造方法、及び複合基板 |
| JP7375617B2 (ja) * | 2020-03-06 | 2023-11-08 | Tdk株式会社 | 圧電デバイス |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3085234B2 (ja) * | 1997-02-26 | 2000-09-04 | 株式会社村田製作所 | 圧電トランス |
| JP2001298344A (ja) * | 2000-04-14 | 2001-10-26 | Tayca Corp | 引き回し電極を有する圧電振動子板 |
| JP2002185057A (ja) * | 2000-12-19 | 2002-06-28 | Taiheiyo Cement Corp | 圧電トランスとその製造方法 |
| JP2004040614A (ja) * | 2002-07-05 | 2004-02-05 | Nec Tokin Corp | 超音波センサ |
| JP2007227872A (ja) * | 2006-01-27 | 2007-09-06 | Ngk Insulators Ltd | 圧電/電歪アクチュエータ |
| JP2008109072A (ja) * | 2006-09-26 | 2008-05-08 | Ngk Insulators Ltd | モノモルフ型圧電/電歪素子、及びその製造方法 |
| JP2010199271A (ja) * | 2009-02-25 | 2010-09-09 | Kyocera Corp | 積層型圧電素子およびその製法ならびに振動体 |
| JP6080354B2 (ja) * | 2011-12-19 | 2017-02-15 | キヤノン株式会社 | 圧電材料、圧電素子、液体吐出ヘッド、超音波モータおよび塵埃除去装置 |
| JP6133655B2 (ja) * | 2013-03-29 | 2017-05-24 | 日本碍子株式会社 | 圧電/電歪素子とその製造方法 |
-
2015
- 2015-12-25 JP JP2015253665A patent/JP6683476B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017117998A (ja) | 2017-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6441961B2 (ja) | 積層型コンデンサおよび実装構造体 | |
| JP3794292B2 (ja) | 圧電型電気音響変換器およびその製造方法 | |
| JP2009177751A (ja) | 圧電素子、圧電振動板および圧電型電気音響変換器 | |
| JP5675137B2 (ja) | 振動装置に用いられる圧電素子、振動装置、及び振動装置を有する塵埃除去装置 | |
| JP2010177867A (ja) | 圧電スピーカ | |
| JP5116250B2 (ja) | 積層圧電素子及びその製造方法、並びに振動波駆動装置 | |
| JP6683476B2 (ja) | 圧電素子およびその製造方法、異物除去ユニットならびに超音波センサ | |
| JP5673752B2 (ja) | 圧電アクチュエータ | |
| JP5793860B2 (ja) | 圧電アクチュエータ | |
| CN101960709A (zh) | 层叠压电元件以及超声波马达 | |
| JP5319195B2 (ja) | 振動体 | |
| JP6233620B2 (ja) | 水晶片及び水晶振動子 | |
| JP5070438B2 (ja) | 積層型圧電素子 | |
| JP6920188B2 (ja) | 圧電素子、音響発生器および電子機器 | |
| JP5534938B2 (ja) | 圧電スピーカ | |
| JP6720959B2 (ja) | 振動デバイス | |
| JP2010199271A (ja) | 積層型圧電素子およびその製法ならびに振動体 | |
| JPWO2016067667A1 (ja) | 音響発生器、音響発生装置および電子機器 | |
| JP7293898B2 (ja) | 圧電素子 | |
| JP2007315958A (ja) | 加速度センサおよび加速度センサの製造方法 | |
| JP5427055B2 (ja) | 素子搭載部材ウエハの製造方法及び素子搭載部材の製造方法 | |
| JP5890209B2 (ja) | 音響発生装置 | |
| JPH10314672A (ja) | プレート型超音波振動子 | |
| JP2019153734A (ja) | 積層型圧電素子 | |
| JP6923476B2 (ja) | 圧電振動装置およびこれを備えた電子機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200326 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6683476 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |