JP6697865B2 - テーパー穴加工ツール - Google Patents
テーパー穴加工ツール Download PDFInfo
- Publication number
- JP6697865B2 JP6697865B2 JP2015204602A JP2015204602A JP6697865B2 JP 6697865 B2 JP6697865 B2 JP 6697865B2 JP 2015204602 A JP2015204602 A JP 2015204602A JP 2015204602 A JP2015204602 A JP 2015204602A JP 6697865 B2 JP6697865 B2 JP 6697865B2
- Authority
- JP
- Japan
- Prior art keywords
- tip
- main shaft
- gear
- shaft
- male screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Drilling And Boring (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
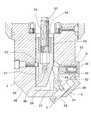
実施形態の図1から図3に示す1は、工作機械Aに対し位置決め手段Bを介し不回転状態に接続するケーシングで、このケーシング1には、ベアリング2によりフリーに回転するように軸承した主軸3が貫通させてある。
なお、テーパー穴Xの角度が変わると、その角度に見合う主軸先端48を使用する。
図中38はスライドロッド23の嵌入孔である。
送り雄ネジ20の外周に組み込んだフリーに回転する外、内歯車41と、この外、内歯車41の外歯42に回転を伝達するように伝達軸16に設けた噛合第1歯車43と、送り雄ネジ20の外周に設けた第2歯車44と、主軸3内の複数位置に支軸45を介して軸承すると共に、外、内歯車41の内歯46と外歯42とに噛合する遊星歯車47とで減速伝達手段Eを構成する。
なお、内歯46の歯数は、外歯42の歯数より少なくなっている。
a スピンドル
B 位置決め手段
C ガイド手段
D 押圧手段
E 減速伝達手段
W ワーク
X テーパー穴
Y 刃物
1 ケーシング
2 ベアリング
3 主軸
4 突出部材
5 凹入孔
6 バネ
7 軸材
8 ブロック
9 テーパー穴
10 片
11 孔
12 ピン
13 貫通孔
14 テーパー穴
15 テーパーシャンク
16 伝達軸
17 第1歯車
18 第2歯車
19 ベアリング
20 送り雄ネジ
21 縦溝
22 ピン
23 スライドロッド
24 雌ネジ
25 刃物ホルダ
26 カバー
27 勾配面部
28 中空室
29 レバー
30 支軸
31 凹入部
32 筒状部
33 スライダ
34 バネ
41 外、内歯車
42 外歯
43 第1歯車
44 第2歯車
45 支軸
46 内歯
47 遊星歯車
48 主軸先端
Claims (2)
- 工作機械に対し位置決め手段を介し不回転状態に接続するケーシングと、このケーシングの中心に貫通してフリーに回転するように軸承すると共に、上記工作機械側から回転伝達を受けるように設けた主軸と、この主軸に平行して上記ケーシング内でフリーに回転するように軸承した伝達軸と、上記主軸から上記伝達軸に回転伝達を受けるように設けた噛み合う歯車と、上記主軸内の中心線上に定位置でフリーに回転するように軸承した送り雄ネジと、上記主軸の先端側内にガイド手段により上記主軸の軸線方向にスライドし、かつピンにより上記送り雄ネジが回転しても上記主軸に対して回り止めされるよう組み込んだスライドロッドと、このスライドロッドの末端面から内方に向け上記送り雄ネジをねじ込むように設けた雌ネジと、上記主軸の先端に設けたガイドにより仕上げテーパー穴の角度に沿ってガイド手段によりガイドされてスライドする刃物ホルダと、この刃物ホルダの低所先端にセットした刃物と、上記スライドロッドの周面先端部から先端に向け先細りになるように設けた勾配面部と、上記主軸の先端内に支軸を介し中間を回動自在に支持すると共に、上記勾配面部に先端を当接し、かつ上記刃物ホルダに末端を係合したレバーと、このレバーに上記勾配面部に上記レバーの先端が常に圧接するように付与した押圧手段と、上記伝達軸の回転を上記送り雄ネジに伝達するように設けた減速伝達手段とからなることを特徴とするテーパー穴加工ツール。
- 前記減速伝達手段が、送り雄ネジの外周でフリーに回転するように組み込んだ外、内歯車と、この外、内歯車の外歯に回転を伝達するように噛合させて伝達軸に設けた第1歯車と、送り雄ネジの外周に設けた第2歯車と、主軸内の複数位置に軸承して上記外、内歯車の内歯及び外歯に噛合して上記第2歯車に回転を伝達するように設けた遊星歯車とで構成したこと特徴とする請求項1に記載のテーパー穴加工ツール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015204602A JP6697865B2 (ja) | 2015-10-16 | 2015-10-16 | テーパー穴加工ツール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015204602A JP6697865B2 (ja) | 2015-10-16 | 2015-10-16 | テーパー穴加工ツール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017074657A JP2017074657A (ja) | 2017-04-20 |
| JP6697865B2 true JP6697865B2 (ja) | 2020-05-27 |
Family
ID=58550671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015204602A Active JP6697865B2 (ja) | 2015-10-16 | 2015-10-16 | テーパー穴加工ツール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6697865B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111360287A (zh) * | 2020-03-14 | 2020-07-03 | 安徽恒顺生产力促进中心有限公司 | 一种全自动定位打孔装置及其工作方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5137389U (ja) * | 1974-09-13 | 1976-03-19 | ||
| JPS5444493U (ja) * | 1977-07-21 | 1979-03-27 | ||
| JPS6135365Y2 (ja) * | 1980-04-30 | 1986-10-15 | ||
| JPS6338969Y2 (ja) * | 1980-07-10 | 1988-10-13 | ||
| JPS57114305A (en) * | 1980-12-27 | 1982-07-16 | Toyoda Mach Works Ltd | Boring quill |
| JPH0713925Y2 (ja) * | 1990-04-05 | 1995-04-05 | 日立精機株式会社 | テーパ穴加工用ツールホルダ |
-
2015
- 2015-10-16 JP JP2015204602A patent/JP6697865B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017074657A (ja) | 2017-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5043935B2 (ja) | 棒状または管状の工作物を切削加工するための装置 | |
| CN103381468B (zh) | 一种镦锻机上的剪料夹料装置及工作方法 | |
| HU229112B1 (en) | Thread milling tool having helical flutes | |
| CN106536104B (zh) | 复合加工工具以及使用该复合加工工具的加工方法 | |
| CN113677469A (zh) | 丝锥刀具以及丝锥加工方法 | |
| US20140169895A1 (en) | Precision bore machine and method of producing a precise bore | |
| JP6697865B2 (ja) | テーパー穴加工ツール | |
| EP2052809B1 (en) | Drilling machine for breaking chips formed by a drilling operation | |
| CN104646700B (zh) | 数控深孔切槽镗刀 | |
| US1198797A (en) | Machine for making plug-blanks. | |
| CN102601455A (zh) | 一种机用内槽刀 | |
| CN101817097A (zh) | 一种平旋刀架装置 | |
| CN202910328U (zh) | 一种加工深盲孔内沟槽的刀杆结构 | |
| KR102527007B1 (ko) | 드릴링 툴 및 드릴링 툴을 동작시키는 방법 | |
| RU2412028C1 (ru) | Резцовая головка для фрезерования внутренней резьбы | |
| CN102896350B (zh) | 一种加工深盲孔内沟槽的刀杆结构 | |
| US1771534A (en) | Automatic or other nut-making and like machine tool | |
| US318071A (en) | Screw-threading tap | |
| CN103978274A (zh) | 一种反旋螺纹加工装置及加工方法 | |
| US269791A (en) | Metal-screw machine | |
| KR100793381B1 (ko) | 파이프 커팅장치 | |
| US2042687A (en) | Automatic lathe | |
| US91117A (en) | Improvement in machines for threading screws | |
| US267213A (en) | Metal-screw machine | |
| US669623A (en) | Wood-screw-cutting machine. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6697865 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |