JP6708498B2 - 冷却器及びその製造方法 - Google Patents
冷却器及びその製造方法 Download PDFInfo
- Publication number
- JP6708498B2 JP6708498B2 JP2016135164A JP2016135164A JP6708498B2 JP 6708498 B2 JP6708498 B2 JP 6708498B2 JP 2016135164 A JP2016135164 A JP 2016135164A JP 2016135164 A JP2016135164 A JP 2016135164A JP 6708498 B2 JP6708498 B2 JP 6708498B2
- Authority
- JP
- Japan
- Prior art keywords
- wiring layer
- aluminum
- coated
- plate
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 239000002245 particle Substances 0.000 claims description 152
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 150
- 229910052799 carbon Inorganic materials 0.000 claims description 137
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 103
- 229910052782 aluminium Inorganic materials 0.000 claims description 102
- 238000000576 coating method Methods 0.000 claims description 63
- 239000011248 coating agent Substances 0.000 claims description 57
- 239000002131 composite material Substances 0.000 claims description 54
- 238000005245 sintering Methods 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 44
- 238000001816 cooling Methods 0.000 claims description 26
- 238000005520 cutting process Methods 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 8
- 238000010030 laminating Methods 0.000 claims description 5
- 241000257465 Echinoidea Species 0.000 claims description 2
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 321
- 239000000463 material Substances 0.000 description 18
- 238000005219 brazing Methods 0.000 description 17
- 230000014509 gene expression Effects 0.000 description 17
- 229920000049 Carbon (fiber) Polymers 0.000 description 14
- 239000004917 carbon fiber Substances 0.000 description 14
- 238000005304 joining Methods 0.000 description 9
- 239000000758 substrate Substances 0.000 description 6
- 239000002041 carbon nanotube Substances 0.000 description 5
- 229910021393 carbon nanotube Inorganic materials 0.000 description 5
- 229910021389 graphene Inorganic materials 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910021383 artificial graphite Inorganic materials 0.000 description 4
- 229910002804 graphite Inorganic materials 0.000 description 4
- 239000010439 graphite Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910021382 natural graphite Inorganic materials 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 2
- 150000001721 carbon Chemical class 0.000 description 2
- 239000002134 carbon nanofiber Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- -1 and further Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002048 multi walled nanotube Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002109 single walled nanotube Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000002490 spark plasma sintering Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Images








Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Structure Of Printed Boards (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
絶縁基板では、発熱性素子は、配線層の上面からなる搭載面に例えばはんだ付けにより接合されて搭載される。そして、絶縁基板は、発熱性素子の動作に伴い発熱した発熱性素子を冷却するため、冷却部材(放熱部材を含む)上に配置されて接合されており、これにより冷却器が形成されている。
前記配線層はアルミニウムと炭素粒子との複合材により形成されており、
前記配線層における前記搭載面の発熱性素子搭載予定領域から下方向の部分を素子下部、及び前記配線層における前記素子下部以外の部分を配線層本体部とし、
前記素子下部における平面方向の熱伝導率をλ1、前記素子下部における下方向の熱伝導率をλ2、前記配線層本体部における平面方向の熱伝導率をλ3、及び前記配線層本体部における下方向の熱伝導率をλ4とするとき、
λ1、λ2、λ3及びλ4は、下記式1及び式2の関係を共に満足している冷却器。
λ1≦λ3 …(式1)
λ2>λ4 …(式2)。
前記配線層形成工程では、アルミニウム板の両面のうち少なくとも片面に炭素粒子層が塗工されてなる複数の塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との複合材により前記配線層を形成し、
前記塗工板は、前記アルミニウム板の前記少なくとも片面における素子下部の対応部分の炭素粒子塗工量が配線層本体部の対応部分の炭素粒子塗工量よりも少なく設定されている、冷却器の製造方法。
前記配線層形成工程は、前記配線層の素子下部を形成する第1工程と、前記配線層の配線層本体部を形成する第2工程と、前記配線層本体部に前記素子下部を組み付ける工程とを備えており、
前記第1工程では、第1アルミニウム板の両面のうち少なくとも片面に第1炭素粒子層が塗工されてなる複数の第1塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との第1複合材により前記素子下部を形成し、
前記第2工程では、第2アルミニウム板の両面のうち少なくとも片面に第2炭素粒子層が塗工されてなる複数の第2塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との第2複合材により前記配線層本体部を形成し、
前記組み付ける工程では、前記第2塗工板の積層方向が上下方向に向くように配置された前記配線層本体部に、前記第1塗工板の積層方向が平面方向に向くように配置された前記素子下部を組み付ける、冷却器の製造方法。
前記組み付ける工程では、前記第2塗工板の積層方向が上下方向に向くように配置された前記配線層本体部の前記嵌合孔に、前記第1塗工板の積層方向が平面方向に向くように配置された前記素子下部を嵌合することにより、前記配線層本体部に前記素子下部を組み付ける前項4又は5記載の冷却器の製造方法。
λ2>λ4 …(式2)。
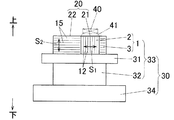
実施例1では、図1に示した上記第1実施形態の冷却器30を次の手順で製造した。
実施例2では、図9に示した上記第2実施形態の冷却器130を次の手順で製造した。
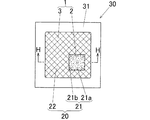
3:配線層本体部 3a:素子下部用嵌合孔
20:搭載面 21:発熱性素子搭載予定領域
30:冷却器 34:冷却部材
11:第1アルミニウム板 12:第1炭素粒子層
13:第1塗工板 14:第2アルミニウム板
15:第2炭素粒子層 16:第2塗工板
S1:第1塗工板の積層方向 S2:第2塗工板の積層方向
Claims (6)
- 搭載面を有する配線層と、前記配線層の下側に配置される冷却部材とを具備し、
前記配線層はアルミニウムと炭素粒子との複合材により形成されており、
前記配線層における前記搭載面の発熱性素子搭載予定領域から下方向の部分を素子下部、及び前記配線層における前記素子下部以外の部分を配線層本体部とし、
前記素子下部における平面方向の熱伝導率をλ1、前記素子下部における下方向の熱伝導率をλ2、前記配線層本体部における平面方向の熱伝導率をλ3、及び前記配線層本体部における下方向の熱伝導率をλ4とするとき、
λ1、λ2、λ3及びλ4は、下記式1及び式2の関係を共に満足している冷却器。
λ1≦λ3 …(式1)
λ2>λ4 …(式2) - 前記配線層の前記素子下部中に存在する単位体積当たりの炭素粒子の質量が、前記配線層の前記配線層本体部中に存在する単位体積当たりの炭素粒子の質量よりも小さく設定されている請求項1記載の冷却器。
- 請求項1又は2記載の冷却器の配線層を形成する配線層形成工程を含み、
前記配線層形成工程では、アルミニウム板の両面のうち少なくとも片面に炭素粒子層が塗工されてなる複数の塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との複合材により前記配線層を形成し、
前記塗工板は、前記アルミニウム板の前記少なくとも片面における素子下部の対応部分の炭素粒子塗工量が配線層本体部の対応部分の炭素粒子塗工量よりも少なく設定されている、冷却器の製造方法。 - 請求項1又は2記載の冷却器の配線層を形成する配線層形成工程を含み、
前記配線層形成工程は、前記配線層の素子下部を形成する第1工程と、前記配線層の配線層本体部を形成する第2工程と、前記配線層本体部に前記素子下部を組み付ける工程とを備えており、
前記第1工程では、第1アルミニウム板の両面のうち少なくとも片面に第1炭素粒子層が塗工されてなる複数の第1塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との第1複合材により前記素子下部を形成し、
前記第2工程では、第2アルミニウム板の両面のうち少なくとも片面に第2炭素粒子層が塗工されてなる複数の第2塗工板を積層状に焼結一体化することにより得られたアルミニウムと炭素粒子との第2複合材により前記配線層本体部を形成し、
前記組み付ける工程では、前記第2塗工板の積層方向が上下方向に向くように配置された前記配線層本体部に、前記第1塗工板の積層方向が平面方向に向くように配置された前記素子下部を組み付ける、冷却器の製造方法。 - 前記第1工程では、前記第1複合材を前記第1塗工板の積層方向と略平行な切断面にて切断して得られた切断片により前記素子下部を形成する請求項4記載の冷却器の製造方法。
- 前記第2工程では、前記第2塗工板の積層方向に貫通した嵌合孔が設けられた前記第2複合材により前記配線層本体部を形成し、
前記組み付ける工程では、前記第2塗工板の積層方向が上下方向に向くように配置された前記配線層本体部の前記嵌合孔に、前記第1塗工板の積層方向が平面方向に向くように配置された前記素子下部を嵌合することにより、前記配線層本体部に前記素子下部を組み付ける請求項4又は5記載の冷却器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016135164A JP6708498B2 (ja) | 2016-07-07 | 2016-07-07 | 冷却器及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016135164A JP6708498B2 (ja) | 2016-07-07 | 2016-07-07 | 冷却器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018006673A JP2018006673A (ja) | 2018-01-11 |
| JP6708498B2 true JP6708498B2 (ja) | 2020-06-10 |
Family
ID=60948080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016135164A Active JP6708498B2 (ja) | 2016-07-07 | 2016-07-07 | 冷却器及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6708498B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020188235A (ja) * | 2019-05-17 | 2020-11-19 | 三菱マテリアル株式会社 | 複合伝熱部材、及び、複合伝熱部材の製造方法 |
| JP2023126049A (ja) * | 2022-02-28 | 2023-09-07 | 株式会社アカネ | 放熱板 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000085697A (ja) * | 1998-09-18 | 2000-03-28 | Mitsubishi Electric Corp | 衛星構体用サンドイッチパネル |
| JP2000150743A (ja) * | 1998-11-11 | 2000-05-30 | Furukawa Electric Co Ltd:The | 半導体装置用基板及びその製造方法 |
| JP2000315755A (ja) * | 1999-04-28 | 2000-11-14 | Kawai Musical Instr Mfg Co Ltd | リードフレーム材の製造方法 |
| JP2001284701A (ja) * | 2000-03-30 | 2001-10-12 | Furukawa Electric Co Ltd:The | 半導体レーザモジュール |
| JP2009043981A (ja) * | 2007-08-09 | 2009-02-26 | Nissan Motor Co Ltd | 電子部品用セラミックス基板及びその製造方法 |
| JP5699442B2 (ja) * | 2010-04-07 | 2015-04-08 | 三菱マテリアル株式会社 | パワーモジュール用基板及びパワーモジュール |
| US9704793B2 (en) * | 2011-01-04 | 2017-07-11 | Napra Co., Ltd. | Substrate for electronic device and electronic device |
| JP5250707B2 (ja) * | 2011-05-26 | 2013-07-31 | 有限会社 ナプラ | 電子機器用基板及び電子機器 |
| JP6166117B2 (ja) * | 2013-07-25 | 2017-07-19 | 昭和電工株式会社 | 金属と炭素繊維との複合材の製造方法 |
-
2016
- 2016-07-07 JP JP2016135164A patent/JP6708498B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018006673A (ja) | 2018-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6602362B2 (ja) | 高熱伝導率/低熱膨張率を有する複合材 | |
| JP6580385B2 (ja) | アルミニウムと炭素粒子との複合体及びその製造方法 | |
| JP6846879B2 (ja) | ヒートシンクの製造方法 | |
| JP5621698B2 (ja) | 発熱体モジュール及びその製造方法 | |
| JP2018075802A (ja) | 金属−炭素粒子複合材及びその製造方法 | |
| JP6708498B2 (ja) | 冷却器及びその製造方法 | |
| JP6544983B2 (ja) | 冷却基板 | |
| JP7049849B2 (ja) | 冷却装置 | |
| JP6498040B2 (ja) | アルミニウムと炭素粒子との複合体及び絶縁基板 | |
| JP2013243212A (ja) | 熱拡散装置 | |
| JP6829584B2 (ja) | 金属−炭素粒子複合材及びその製造方法 | |
| JP7201658B2 (ja) | 冷却装置 | |
| JP6040570B2 (ja) | 熱交換器 | |
| JP6619178B2 (ja) | アルミニウムと炭素粒子との複合体及び絶縁基板 | |
| JP7302446B2 (ja) | 放熱装置 | |
| JP6670605B2 (ja) | 絶縁基板の製造方法 | |
| JP6482980B2 (ja) | アルミニウムと炭素粒子との複合体及び絶縁基板 | |
| JP7603279B2 (ja) | ヒートシンク部材 | |
| JP2016152241A (ja) | 絶縁基板の製造方法 | |
| JP2020191347A (ja) | 冷却装置 | |
| JP7723551B2 (ja) | グラファイトフィルムを用いた熱伝導性部材および熱伝導性部材の製造方法 | |
| JP6682403B2 (ja) | 絶縁基板の製造方法及び絶縁基板 | |
| JP7404845B2 (ja) | ヒートシンク | |
| JP7182403B2 (ja) | 冷却装置 | |
| CN111386601A (zh) | 绝缘基板和散热装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6708498 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |