JP6729258B2 - 粘着テープカートリッジ及び粘着テープロールの製造方法 - Google Patents
粘着テープカートリッジ及び粘着テープロールの製造方法 Download PDFInfo
- Publication number
- JP6729258B2 JP6729258B2 JP2016195290A JP2016195290A JP6729258B2 JP 6729258 B2 JP6729258 B2 JP 6729258B2 JP 2016195290 A JP2016195290 A JP 2016195290A JP 2016195290 A JP2016195290 A JP 2016195290A JP 6729258 B2 JP6729258 B2 JP 6729258B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- sensitive adhesive
- pressure
- particles
- thickness direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














































Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J15/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in continuous form, e.g. webs
- B41J15/04—Supporting, feeding, or guiding devices; Mountings for web rolls or spindles
- B41J15/044—Cassettes or cartridges containing continuous copy material, tape, for setting into printing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J17/00—Mechanisms for manipulating page-width impression-transfer material, e.g. carbon paper
- B41J17/32—Detachable carriers or holders for impression-transfer material mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C11/00—Manually-controlled or manually-operable label dispensers, e.g. modified for the application of labels to articles
- B65C11/02—Manually-controlled or manually-operable label dispensers, e.g. modified for the application of labels to articles having printing equipment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C11/00—Manually-controlled or manually-operable label dispensers, e.g. modified for the application of labels to articles
- B65C11/06—Manually-controlled or manually-operable label dispensers, e.g. modified for the application of labels to articles having means for heating thermo-activatable labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C2210/00—Details of manually controlled or manually operable label dispensers
- B65C2210/0037—Printing equipment
- B65C2210/004—Printing equipment using printing heads
- B65C2210/0051—Means for applying print to labels
- B65C2210/0054—Ribbons
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0202—Forms or constructions printed before use
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/02—Forms or constructions
- G09F2003/0257—Multilayer
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/08—Fastening or securing by means not forming part of the material of the label itself
- G09F3/10—Fastening or securing by means not forming part of the material of the label itself by an adhesive layer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Printers Characterized By Their Purpose (AREA)
- Impression-Transfer Materials And Handling Thereof (AREA)
- Laminated Bodies (AREA)
Description
本発明の第1実施形態を図1〜図11により説明する。
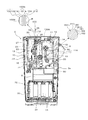
本実施形態の粘着テープカートリッジが装着される印字ラベル作成装置の一例を図1及び図2に示す。図1及び図2において、印字ラベル作成装置1は、ユーザの手によって把持されるハンディ型の電子機器である。印字ラベル作成装置1は、装置本体2と、この装置本体2の後部面に着脱自在に取り付けられるカバー3とを備えている。
図2に示すように、上記装置本体2は、ラベル作成部10と、電池収納部30と、を備えている。ラベル作成部10と電池収納部30とは、図示しない制御基板やモータ等が収容された収容部8により区画されている。電池収納部30は、矩形状の凹部32を有し、凹部32の底部34に上下方向の浅い凹部36が幅方向に沿って複数個設けられている。電池収納部30内には、図示しない複数の乾電池が上下同数ずつ2段に収納される。
以上説明したように、第1実施形態においては、通常の、貼り合わせ用の粘着剤層、フィルム層、貼り付け用の粘着剤層、剥離材層の4層構造において、貼り合わせ用の粘着剤層163に、大径粒子としての光輝顔料と小径粒子とを添加する。これにより、上記4層とは別に粒子を用いた層を1層設ける手法に比べ、両面粘着テープ150全体の厚さを低減することができる。この結果、カートリッジ11内の限られたスペースであっても、粘着テープロール14に巻回できるテープ長さを長くすることができる。特に、粘着剤層、フィルム層、貼り付け粘着剤層、剥離材層の4層を含む従来構造中の粘着剤層中に粒子を添加するだけで、層数を増大させることなく実現可能である。
すなわち、平均粒子径が30μm以上200μm以下の大径粒子、及び、平均粒子径が0.2μm以上20μm以下の小径粒子粘着剤中に粒子を添加して製造する場合、粒子径が30μm以上の大きい粒子ほど粘着剤の揮発成分(主に希釈溶剤)が抜けにくいことが確認できている。
実際に作成したテープの残留溶剤量は、ガスクロマトグラフ等で容易に測定することが可能である。
特に光輝顔料のような鱗片形状の粒子だと、厚み方向に対し平面方向の面積が非常に大きくいため、なお更溶剤が揮発しにくい。
そこに、小径粒子を添加すると、大粒子の間に小粒子が入り込むことで、光輝顔料の大径粒子どうしの距離をある程度(例えば2μm以上)空け、光輝顔料の大径粒子どうしが接触したり距離が近づいたりする確率を減らすことができ、この結果、溶剤の揮発経路を確保して揮発性を向上することができる。
この時、小径粒子の粒子径は、溶剤の揮発性に影響のしにくい20μm以下がよい。
また、第1実施形態では特に、平均粒子径が30μm以上200μm以下の大径粒子としての光輝顔料が、5〜50%となる体積割合で添加されている。これには、以下のような技術的意義がある。
すなわち、50%以上だと、溶剤の揮発性が極端に悪くなるため、接着性等の品質を確保するには50%以下とするのが望ましい。
また、第1実施形態では特に、上記粘着剤層163の粘着剤中に、平均粒子径が0.2μm以上20μm以下の適宜の小径粒子が、上記大径粒子に対する体積比率が5%以上となるようにそれぞれ添加されている。これには以下のような技術的意義がある。
例えば、小径粒子と大径粒子の差が5倍とすると、粒子の個数差は3乗比例のため125倍となる。体積比率が5%としても大径粒子に対し6倍の個数が存在することになるため、効果としては十分である。最低でも小径粒子と大径粒子の粒子径差が3倍以上であれば、確率的に、大径粒子と小径粒子の個数がほぼ同じになるため、十分な効果が得られると考えられる。
なお、上記第1実施形態は、上記の態様に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。以下にその変形例について順次説明する。
本変形例は、上記ラミネートタイプのカートリッジ11が用いられた上記第1実施形態と異なり、いわゆるノンラミネートタイプ(詳細にはレセプタタイプ)と称されるカートリッジが使用される場合の例である。上記第1実施形態と同等の部分には同一の符号を付し、適宜説明を省略又は簡略化する。
図9は、上記第1実施形態の図3及び図4に対応する、上記粘着テープ150N及び印字テープ100Nの層構成を表す説明図である。
図11(a)及び図11(b)に示すように、上記図9(a)及び図9(b)に示した粘着テープ150N及び印字テープ100Nの層構成において、透明フィルム層151Aと着色層180とを入れ替え、図示の上側(本変形例における上記厚さ方向他方側)から図示の下側(本変形例における上記厚さ方向一方側)に向けて、受像層210、透明フィルム層151A、着色層180、粘着剤層161、及び、剥離材層152の順に積層してもよい。また図11(c)に示すように、上記図11(a)に示した粘着テープ150Nの層構成において着色層180を省略してもよい(但しこの場合結果として上記図9(c)と同一層構成となる)し、図11(d)に示すように、上記図11(a)に示した粘着テープ150Nの層構成において、受像層210を省略してもよい。これらの場合も上記同様の効果を得る。
本発明の第2実施形態を図12〜図31により説明する。なお、上記第1実施形態及びその変形例と同等の部分には同一の符号を付し、適宜説明を省略又は簡略化する。
図13は、上記被印字テープ110及び上記両面粘着テープ150の層構成を表す説明図である。
以上説明したように、この第2実施形態においては、フィルム層151の厚さ方向一方側に2層の粘着剤層を設ける。すなわち、フィルム層151の上記厚さ方向一方側に粒子(上記の例では顔料。但し他の添加剤等でも良い。以下同様)を含有する上記粘着剤層162を設け、さらにその厚さ方向一方側に粒子を含有しない上記粘着剤層160を設ける。すなわち、表面側に露出する粘着剤層160には粒子を添加しないようにすることで粒子添加による粘着性の低下を抑制しつつ、内層側に設けた粘着剤層162に粒子を添加して当該粒子添加による所望の効果(上記顔料の例では所望の色感)を得ることができる。
なお、粘着剤層160のほうが粘着剤層162よりも粘着性が必要な理由は、以下の通りである。すなわち、上記図17を用いて説明したように、(着色層180が形成済みの)フィルム層151の上記厚さ方向一方側に設けられる粘着剤層162は、製造時には、例えば図16〜図18に示した工場の製造設備において管理された状態で上記着色層180に接着される。これに対し、上記粘着剤層160は、前述のように印字ラベル作成時に印字ラベル作成装置1内において被印字テープ110と接着される。このため、粘着剤層161の接着力のほうが粘着剤層162より多く必要である。
なお、上記第2実施形態は、上記の態様に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。以下にその変形例について順次説明する。
上記第2実施形態の図2に相当する、この変形例における印字ラベル作成装置の装置本体の後方側の内部構造を図19に示す。図19において、この変形例で使用されるカートリッジ11においても、上記第2実施形態と同様、筐体11Aの内部に、粘着テープロール14(詳細層構成は後述)、上記インクリボンロール16、上記インクリボン巻き取りローラ17、及び上記搬送ローラ18を備えている。
図20は、上記被印字テープ110及び上記両面粘着テープ150の層構成を表す説明図である。
なお、上記図23〜図26では、1箇所にのみ粘着塗工ヘッドAHが設けられた場合を例にとって説明したが、乾燥室D5よりも搬送経路の下流側に別途新たに粘着塗工ヘッドAHを設けても良い。この場合は、図23における上記粘着剤層162Lの塗工処理及び乾燥室D1〜D5での乾燥処理の後に、そのまま(図24を用いて説明した)上記粘着剤層160Lの塗工処理を行うことができる。
本変形例では、前述の第1実施形態の上記図8と同様、いわゆるノンラミネートタイプ(詳細にはレセプタタイプ)と称されるカートリッジが使用される。上記図8に対応した図27において、本変形例で使用されるカートリッジ11は、上記図8と同様、筐体11Aの内部に、粘着テープロール14(詳細層構成は後述)、上記インクリボンロール16、上記インクリボン巻き取りローラ17、及び上記搬送ローラ18を備えている。
図28(a)は、上記粘着テープ150N及び印字テープ100Nの層構成を表す説明図である。
なお、粘着剤層160のほうが粘着剤層162よりも粘着性が必要な理由は、前述と同様、以下の通りである。すなわち、上記図29を用いて説明したように、(着色層180が形成済みの)透明フィルム層151Aの上記厚さ方向一方側に設けられる粘着剤層162は、製造時には、例えば図29〜図30に示した工場の製造設備において管理された状態で上記透明フィルム層151Aに接着される。これに対し、上記粘着剤層160は、被接着物が決まっておらず、さらにユーザが接着するため、粘着剤層160の接着力のほうが粘着剤層162よりも多く必要である。
図31(a)に示すように、上記図28(a)に示した粘着テープ150Nの層構成において、透明フィルム層151Aと着色層180とを入れ替え、図示の上側(上記厚さ方向他方側)から図示の下側(上記厚さ方向一方側)に向けて、受像層210、透明フィルム層151A、着色層180、粘着剤層162、粘着剤層160、及び、剥離材層152の順に積層してもよい。また図31(b)に示すように、上記図31(a)に示した粘着テープ150Nの層構成において着色層180を省略してもよい(但しこの場合結果として上記図28(c)と同一層構成となる)し、図31(c)に示すように、上記図31(a)に示した粘着テープ150Nの層構成において、受像層210を省略してもよい。これらの場合も上記同様の効果を得る。
本発明の第3実施形態を図32〜図47により説明する。なお、上記第1実施形態、第2実施形態及びそれらの変形例と同等の部分には同一の符号を付し、適宜説明を省略又は簡略化する。
図33は、上記被印字テープ110及び上記両面粘着テープ150の層構成を表す説明図である。
なお、この第3実施形態では、添加される顔料の体積割合は、例えば以下の方法で求めることができる(後述の本実施形態の変形例も同様)。まず1番目の手法として、顔料含有粘着層を2等分線kにて分離させた後、体積、重量を計量し溶剤に溶かし、遠心分離等により顔料を分離することで、層を2等分した上方と下方それぞれに存在する顔料の重量が求まる。同一の顔料のため、その顔料の重量比がイコール体積比となる。
2番目の手法としては、粘着層の断面を電子顕微鏡や光学顕微鏡で観察することにより、その断面の2等分線kより上方と下方に存在する顔料の面積を計測することが出来、測定する断面を連続的に増やすことで体積換算をし、上方と下方に存在する顔料の体積比を求めることが出来る。
また特に、上記他方側領域164iにおける上記顔料の平均粒子径は、上記一方側領域164oにおける上記粒子の平均粒子径よりも大きくなっている(図33中の表記参照)。具体的には、例えば、上記他方側領域164iにおける上記顔料の平均粒子径は、上記一方側領域164oにおける上記粒子の平均粒子径の1.5倍よりも大きくなっている。
なお、上記他方側領域164iにおける粒子の平均粒子径が上記一方側領域164oにおける粒子の平均粒子径の1.5倍よりも、大きいことの技術的意義は、以下の通りである。すなわち、接着力確保のため、2等分された下側により多くの顔料が集まることが理想であるからである。
以上説明したように、この第3実施形態においては、フィルム層151の厚さ方向一方側に粘着剤層164を設ける。このとき、この粘着剤層164は、上記2等分線kにより2等分したとき、粘着剤の体積割合が、他方側領域164iのほうが一方側領域164oよりも大きくなっている。すなわち表面側に露出する側である上記一方側領域164oの粒子(この例では顔料。以下同様)の体積割合が(上記他方側領域164iよりも)少なめとなっている。これは、上記一方側領域164oのほうが上記他方側領域164iよりも強い粘着性が必要であるからである。
この一方側領域164oのほうが他方側領域164iよりも粘着性が必要な理由は、以下の通りである。すなわち、上記図37を用いて説明したように、(着色層180が形成済みの)フィルム層151の上記厚さ方向一方側に設けられる他方側領域164iは、製造時には、例えば図36及び図37に示した工場の製造設備において管理された状態で上記着色層180に接着される。これに対し、上記一方側領域164oは、前述のように印字ラベル作成時に印字ラベル作成装置1内において被印字テープ110と接着される。このため、一方側領域164oの接着力のほうが他方側領域164iより多く必要である。
上記のように一方側領域164oの粒子の体積割合が他方側領域164iよりも少なめとなっていることにより、例えば粘着剤層164の厚さを増大させる等を行わなくても、粘着剤層164への粒子添加による粘着性の低下を抑制することができる。そして、上記一方側領域164oの粒子の体積割合が少なくなっている分、内層側の上記他方側領域164iにおいて多めに粒子を添加することで、(粘着剤層全体としての粒子量を減らすことなく)当該粒子添加による所望の効果(上記顔料の例では所望の色感)を得ることができる。
なお、上記第3実施形態は、上記の態様に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。以下にその変形例について順次説明する。
上記第3実施形態の図32に相当する、この変形例における印字ラベル作成装置の装置本体の後方側の内部構造を図38に示す。図38において、この変形例で使用されるカートリッジ11においても、上記第3実施形態と同様、筐体11Aの内部に、粘着テープロール14(詳細層構成は後述)、上記インクリボンロール16、上記インクリボン巻き取りローラ17、及び上記搬送ローラ18を備えている。
図39は、上記被印字テープ110及び上記両面粘着テープ150の層構成を表す説明図である。
なお、上記図42及び図43では、1箇所にのみ粘着塗工ヘッドAHが設けられた場合を例にとって説明したが、乾燥室D5よりも搬送経路の下流側に別途新たに粘着塗工ヘッドAHを設けても良い。
まず、粘着剤層164Uにおいて、一方側領域164oのほうが他方側領域164iよりも粘着性が必要な理由は、以下の通りである。すなわち、上記図43を用いて説明したように、(着色層180が形成済みの)透明フィルム層151Aに設けられる他方側領域164iは、製造時には、例えば図42及び図43に示した工場の製造設備において管理された状態で上記着色層180に接着される。これに対し、上記一方側領域164oは、前述のように印字ラベル作成時に印字ラベル作成装置1内において被印字テープ110と接着される。このため、一方側領域164oの接着力のほうが他方側領域164iより多く必要である。
また、粘着剤層164Lにおいて、一方側領域164oのほうが他方側領域164iよりも粘着性が必要な理由は、以下の通りである。すなわち、上記図42を用いて説明したように、(着色層180が形成済みの)透明フィルム層151Aに設けられる他方側領域164iは、製造時には、例えば図42及び図43に示した工場の製造設備において管理された状態で上記透明フィルム層151Aに接着される。これに対し、上記一方側領域164oは、被接着物が決まっておらず、さらにユーザが接着するため、一方側領域164oの接着力のほうが他方側領域164iよりも多く必要である。
上記のように一方側領域164oの粒子の体積割合が他方側領域164iよりも少なめとなっていることにより、例えば粘着剤層164U,164Lの厚さを増大させる等を行わなくても、粘着剤層164U,164Lへの粒子添加による粘着性の低下を抑制することができる。そして、上記一方側領域164oの粒子の体積割合が少なくなっている分、内層側の上記他方側領域164iにおいて多めに粒子を添加することで、(粘着剤層全体としての粒子量を減らすことなく)当該粒子添加による所望の効果(上記顔料の例では所望の色感)を得ることができる。
本変形例では、前述の第2実施形態の上記図27と同様、いわゆるノンラミネートタイプ(詳細にはレセプタタイプ)と称されるカートリッジが使用される。上記図27に対応した図44において、本変形例で使用されるカートリッジ11は、上記図27と同様、筐体11Aの内部に、粘着テープロール14(詳細層構成は後述)、上記インクリボンロール16、上記インクリボン巻き取りローラ17、及び上記搬送ローラ18を備えている。
図45(a)及び図45(b)は、上記粘着テープ150N及び印字テープ100Nの層構成を表す説明図である。
すなわち、上記図46を用いて説明したように、(着色層180が形成済みの)透明フィルム層151Aに設けられる他方側領域164iは、製造時には、例えば図46に示した工場の製造設備において管理された状態で上記透明フィルム層151Aに接着される。これに対し、上記一方側領域164oは、被接着物が決まっておらず、さらにユーザが接着するため、一方側領域164oの接着力のほうが他方側領域164iよりも多く必要である。
上記のように一方側領域164oの粒子の体積割合が他方側領域164iよりも少なめとなっていることにより、例えば粘着剤層164Lの厚さを増大させる等を行わなくても、粘着剤層164Lへの粒子添加による粘着性の低下を抑制することができる。そして、上記一方側領域164oの粒子の体積割合が少なくなっている分、内層側の上記他方側領域164iにおいて多めに粒子を添加することで、(粘着剤層全体としての粒子量を減らすことなく)当該粒子添加による所望の効果(上記顔料の例では所望の色感)を得ることができる。
図47(a)に示すように、上記図45(a)に示した粘着テープ150Nの層構成において、透明フィルム層151Aと着色層180とを入れ替え、図示の上側(上記厚さ方向他方側)から図示の下側(上記厚さ方向一方側)に向けて、受像層210、透明フィルム層151A、着色層180、粘着剤層164L、及び、剥離材層152の順に積層してもよい。また図47(b)に示すように、上記図47(a)に示した粘着テープ150Nの層構成において着色層180を省略してもよい(但しこの場合結果として上記図45(c)と同一層構成となる)し、図47(c)に示すように、上記図47(a)に示した粘着テープ150Nの層構成において、受像層210を省略してもよい。これらの場合も上記同様の効果を得る。
なお、以上説明したすべての実施形態及び各変形例において、テープに係わる各種パラメータの数値(上記体積割合、平均粒子径、粘着力、及びその他すべて)を測定する際は、当該テープを10mm×10mm以上切り取って測定する。
11 粘着テープカートリッジ
14 粘着テープロール
15 被印字テープロール(カバーフィルムロール)
16 インクリボンロール
150 両面粘着テープ
150N 粘着テープ
151 フィルム層(基材層)
151A 透明フィルム層(基材層)
152 剥離材層
163 粒子含有粘着剤層
170 貼り付け粘着剤層
180 着色層
tA,tB,tC、tD 厚さ
k1,k2 2等分線
Claims (13)
- 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きく、
前記他方側領域における前記粒子の平均粒子径が、前記一方側領域における前記粒子の平均粒子径よりも、大きい、
ことを特徴とする粘着テープカートリッジ。 - 請求項1記載の粘着テープカートリッジにおいて、
前記粒子含有粘着剤層は、
前記他方側領域における前記粒子の体積割合が、前記一方側領域における前記粒子の体積割合の1.5倍よりも、大きい
ことを特徴とする粘着テープカートリッジ。 - 請求項1記載の粘着テープカートリッジにおいて、
前記粒子含有粘着剤層は、
前記他方側領域における前記粒子の平均粒子径が、前記一方側領域における前記粒子の平均粒子径の1.5倍よりも、大きい
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きく、
前記粒子含有粘着剤層に添加されている前記粒子は、光輝顔料である
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
前記基材層の前記厚さ方向一方側、かつ、前記粒子含有粘着剤層の厚さ方向他方側、に設けられた着色層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きい
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
前記基材層の厚さ方向他方側に設けられた、透過率20%以上の着色層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きい、
ことを特徴とする粘着テープカートリッジ。 - 請求項1乃至請求項3のいずれか1項記載の粘着テープカートリッジにおいて、
前記粘着テープは、
前記基材層の前記厚さ方向他方側に設けられた貼り付け粘着剤層と、
前記貼り付け粘着剤層の前記厚さ方向他方側に設けられた剥離材層と、
をさらに有する
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
を有し、
前記基材層の前記厚さ方向他方側に設けられ、粒子が添加されている他方側粒子含有粘着剤層と、
前記他方側粒子含有粘着剤層の前記厚さ方向他方側に設けられた剥離材層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きく、
前記他方側粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の第1領域と前記厚さ方向他方側の第2領域とに区分したとき、前記第1領域における粘着剤に対する前記粒子の体積割合が、前記第2領域における粘着剤に対する前記粒子の体積割合よりも、大きく、
前記第1領域における前記粒子の平均粒子径が、前記第2領域における前記粒子の平均粒子径よりも、大きい、
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
を有し、
前記基材層の前記厚さ方向他方側に設けられ、粒子が添加されている他方側粒子含有粘着剤層と、
前記他方側粒子含有粘着剤層の前記厚さ方向他方側に設けられた剥離材層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きく、
前記他方側粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の第1領域と前記厚さ方向他方側の第2領域とに区分したとき、前記第1領域における粘着剤に対する前記粒子の体積割合が、前記第2領域における粘着剤に対する前記粒子の体積割合よりも、大きい、粘着テープカートリッジであって、
前記粘着テープの前記粒子含有粘着剤層の前記厚さ方向一方側の面に貼り合わされるカバーフィルムを巻回したカバーフィルムロールと、
前記カバーフィルムロールから繰り出された前記カバーフィルムの前記厚さ方向他方側にインクを転写するインクリボンを巻回したインクリボンロールと、
を前記筐体内にさらに備えることを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
前記粒子含有粘着剤層の前記厚さ方向一方側に設けられた剥離材層と、
前記基材層の前記厚さ方向他方側に設けられ、インクが転写される透過率20%以上のインク受像層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きい、
ことを特徴とする粘着テープカートリッジ。 - 筐体内に粘着テープが巻回されている粘着テープロールを備え、
前記粘着テープは、
基材層と、
前記基材層の厚さ方向一方側に設けられ、平均粒子径が10μm以上の粒子が添加されている粘着剤を含む粒子含有粘着剤層と、
前記粒子含有粘着剤層の前記厚さ方向一方側に設けられた剥離材層と、
を有し、
前記粒子含有粘着剤層は、
仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したとき、前記他方側領域における粘着剤に対する前記粒子の体積割合が、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも、大きい、粘着テープカーリッジであって、
前記粘着テープにインクを転写するインクリボンを巻回したインクリボンロールを、前記筐体内にさらに備えることを特徴とする粘着テープカートリッジ。 - 請求項1乃至請求項11のいずれか1項記載の粘着テープカートリッジにおいて、
粒子含有粘着剤層又は他方側粒子含有粘着剤層の粘着力は、3[N]/10[mm]以上である
ことを特徴とする粘着テープカートリッジ。 - 基材層の厚さ方向一方側に、平均粒子径が10μm以上の粒子を添加した粘着剤を塗工して、粒子含有粘着剤層を形成し、
前記塗工の際の固形分濃度又は塗工速度、若しくは、前記塗工後の乾燥時間を適宜に設定することで、前記粒子含有粘着剤層を仮想的に2等分して前記厚さ方向一方側の一方側領域と前記厚さ方向他方側の他方側領域とに区分したときの、前記他方側領域における粘着剤に対する前記粒子の体積割合を、前記一方側領域における粘着剤に対する前記粒子の体積割合よりも大きくし、
前記粒子含有粘着剤層と前記基材層とを含む粘着テープを巻回して、粘着テープロールを形成する
ことを特徴とする粘着テープロールの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016195290A JP6729258B2 (ja) | 2016-09-30 | 2016-09-30 | 粘着テープカートリッジ及び粘着テープロールの製造方法 |
| PCT/JP2017/033736 WO2018061873A1 (ja) | 2016-09-30 | 2017-09-19 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| EP17855828.4A EP3521391B1 (en) | 2016-09-30 | 2017-09-19 | Adhesive tape cartridge and method of manufacturing an adhesive tape roll |
| US16/366,210 US11078384B2 (en) | 2016-09-30 | 2019-03-27 | Adhesive tape cartridge, adhesive tape roll, and method of manufacturing an adhesive tape roll |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016195290A JP6729258B2 (ja) | 2016-09-30 | 2016-09-30 | 粘着テープカートリッジ及び粘着テープロールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018058927A JP2018058927A (ja) | 2018-04-12 |
| JP6729258B2 true JP6729258B2 (ja) | 2020-07-22 |
Family
ID=61760821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016195290A Active JP6729258B2 (ja) | 2016-09-30 | 2016-09-30 | 粘着テープカートリッジ及び粘着テープロールの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11078384B2 (ja) |
| EP (1) | EP3521391B1 (ja) |
| JP (1) | JP6729258B2 (ja) |
| WO (1) | WO2018061873A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6729258B2 (ja) * | 2016-09-30 | 2020-07-22 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロールの製造方法 |
| JP6703750B2 (ja) * | 2016-09-30 | 2020-06-03 | ブラザー工業株式会社 | 粘着テープカートリッジ |
| EP4125078A1 (de) | 2021-07-29 | 2023-02-01 | Airbus Operations GmbH | Verfahren zum herstellen eines etiketts und zugehöriges etikettkit |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02138794A (ja) | 1988-10-11 | 1990-05-28 | Minoru Yamano | 粘着シート部品及びその保持体並びにこれを用いた電子部品パターン形成固定方法 |
| EP1803575B1 (en) * | 2005-12-28 | 2015-09-23 | Brother Kogyo Kabushiki Kaisha | Print tape and print cassette |
| JP5402109B2 (ja) * | 2009-02-27 | 2014-01-29 | デクセリアルズ株式会社 | 異方性導電フィルム及び発光装置 |
| JP2012131904A (ja) * | 2010-12-22 | 2012-07-12 | Hitachi Maxell Ltd | 粘着テープ |
| JP5874289B2 (ja) | 2011-10-07 | 2016-03-02 | ブラザー工業株式会社 | テープカセット及びテープ印字装置 |
| JP2015067642A (ja) * | 2013-09-26 | 2015-04-13 | ブラザー工業株式会社 | 印字済み粘着テープロール及び粘着テープ |
| CN107709491A (zh) * | 2015-03-24 | 2018-02-16 | 迪睿合株式会社 | 双面粘着带及其制造方法 |
| JP6354636B2 (ja) * | 2015-03-31 | 2018-07-11 | ブラザー工業株式会社 | 粘着テープカートリッジ |
| JP6674662B2 (ja) * | 2016-09-30 | 2020-04-01 | ブラザー工業株式会社 | 粘着テープカートリッジ |
| JP6703750B2 (ja) * | 2016-09-30 | 2020-06-03 | ブラザー工業株式会社 | 粘着テープカートリッジ |
| JP6729258B2 (ja) * | 2016-09-30 | 2020-07-22 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロールの製造方法 |
| JP6663568B2 (ja) * | 2016-09-30 | 2020-03-13 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| JP6663567B2 (ja) * | 2016-09-30 | 2020-03-13 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| JP6729259B2 (ja) * | 2016-09-30 | 2020-07-22 | ブラザー工業株式会社 | 粘着テープロールの製造方法及び粘着テープカートリッジの製造方法 |
| JP6663569B2 (ja) * | 2016-09-30 | 2020-03-13 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| JP6665749B2 (ja) * | 2016-09-30 | 2020-03-13 | ブラザー工業株式会社 | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
| JP6853956B2 (ja) * | 2017-10-06 | 2021-04-07 | ブラザー工業株式会社 | テープロール、テープカートリッジ、及びテープロールの製造方法 |
-
2016
- 2016-09-30 JP JP2016195290A patent/JP6729258B2/ja active Active
-
2017
- 2017-09-19 WO PCT/JP2017/033736 patent/WO2018061873A1/ja not_active Ceased
- 2017-09-19 EP EP17855828.4A patent/EP3521391B1/en active Active
-
2019
- 2019-03-27 US US16/366,210 patent/US11078384B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11078384B2 (en) | 2021-08-03 |
| JP2018058927A (ja) | 2018-04-12 |
| EP3521391A1 (en) | 2019-08-07 |
| US20190218424A1 (en) | 2019-07-18 |
| EP3521391B1 (en) | 2022-11-09 |
| EP3521391A4 (en) | 2020-06-03 |
| WO2018061873A1 (ja) | 2018-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10995241B2 (en) | Adhesive tape cartridge, adhesive tape roll, and method of manufacturing an adhesive tape roll | |
| US10894902B2 (en) | Adhesive tape cartridge and adhesive tape roll | |
| JP6729258B2 (ja) | 粘着テープカートリッジ及び粘着テープロールの製造方法 | |
| JP6663569B2 (ja) | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 | |
| EP3300910B1 (en) | Adhesive tape cartridge, adhesive tape roll, and production method for adhesive tape roll | |
| JP6674662B2 (ja) | 粘着テープカートリッジ | |
| JP6665749B2 (ja) | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 | |
| JP6663568B2 (ja) | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 | |
| JP6663567B2 (ja) | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 | |
| JP6665750B2 (ja) | 粘着テープカートリッジ及び粘着テープロール並びに粘着テープロールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200207 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20200219 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20200219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6729258 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |