以下、本実施の形態に係る吸収性物品の製造方法について、吸収性物品の例として生理用ナプキンを挙げて説明する。ただし、本発明は、その例に限定されるものでは無く、本発明の主題の範囲を逸脱しない限り、種々の吸収性物品に対して適用可能である。吸収性物品としては、例えばパンティライナー、軽失禁パッド、使い捨ておむつが挙げられる。
まず、本実施の形態に係る生理用ナプキン1の構成について説明する。
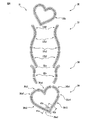
図1〜図3は本実施の形態に係る生理用ナプキン1の構成例を示す図である。ただし、図1は生理用ナプキン1の平面図であり、図2(a)は図1のIIa−IIa線に沿った断面図であり、図2(b)は図1のIIb−IIb線に沿った断面図であり、図3は図1の吸収性物品の部分拡大平面図である。生理用ナプキン1は、互いに直交する長手方向L、幅方向W及び厚さ方向Tを有しており、長手方向Lに延びる本体部1aと、本体部1aにおける長手方向Lの略中央部において幅方向Wの両外側に延出する一対のフラップ部1b、1bとを備える。図1において向って上方が生理用ナプキン1の(長手方向Lの)前方であり、向って下方が生理用ナプキン1の(長手方向Lの)後方である。生理用ナプキン1は、幅方向Wの中心を通り長手方向Lに延びる長手方向中心線CL(仮想線)と、長手方向Lの中心を通り幅方向Wに延びる幅方向中心線CW(仮想線)を有する。長手方向中心線CLに向かう方向及び遠ざかる方向を、それぞれ幅方向Wの内側の方向及び外側の方向とする。幅方向中心線CWに向かう方向及び遠ざかる方向を、それぞれ長手方向Lの内側の方向及び外側の方向とする。長手方向L及び幅方向Wを含む平面上に置いた生理用ナプキン1を厚さ方向Tの上方側から見ることを「平面視」といい、平面視で把握される形状を「平面形状」という。「肌側」及び「非肌側」とは生理用ナプキン1の装着時に、厚さ方向Tにおいて相対的に装着者の肌面に近い側及び肌面から遠い側をそれぞれ意味する。生理用ナプキン1は、更に、長手方向Lの前方側に位置する長手方向端部EL1と、後方側に位置する長手方向端部EL2と、幅方向Wの一方側(同左側)に位置する幅方向端部EW1と、他方側(同右側)に位置する幅方向端部EW2とを有する。これらの定義は生理用ナプキン1の各資材に共通に用いる。
本体部1aは、長手方向Lに縦長の形状を有する。縦長の形状としては、例えば角丸長方形、楕円形、小判形、砂時計型、又はそれらに類似の形状が挙げられる。本体部1aの長手方向Lの両端部の端縁、すなわち長手方向端部EL1及び長手方向端部EL2は、略半円形又はお椀形の形状を有する。フラップ部1bは、本体部1aの幅方向Wの両外側に延出する形状を有する。延出する形状としては、例えば半円形、半楕円形、台形又はそれらに類似の形状が挙げられる。
本体部1aは、生理用ナプキン1の肌側の表面F1を構成する液透過性の表面シート2と、生理用ナプキン1の非肌側の表面F2を構成する液不透過性の裏面シート3と、表面シート2と裏面シート3との間に配置された液吸収性及び液保持性の吸収体4と、を備える。吸収体4は、吸収性コアとそれを被覆するコアラップを含んでもよく、複数の吸収体又は複数の吸収性コアが積層されてもよい。本体部1aにおいて、表面シート2の非肌側の面と吸収体4の肌側の面とは接着剤等で接合され、吸収体4の非肌側の面と裏面シート3の肌側の面とは接着剤等で接合され、表面シート2の非肌側の面の縁と裏面シート3の肌側の面の縁とは接着剤で接合される。フラップ部1bにおいて、表面シート2の非肌側の面の縁と裏面シート3の肌側の面の縁とは接着剤で接合される。
本体部1aの表面シート2と吸収体4とが厚さ方向Tに重なる領域に、装着時に着用者の排泄口に当接する領域、すなわち排泄口当接域XAが設定される。排泄口当接域XAは、例えば、吸収体4における長手方向Lの略中央やや前方寄りで幅方向Wの中央に、吸収体4全長の約1/4〜1/2の長さ、吸収体4全幅の約1/2〜1/3の幅で設定される。生理用ナプキン1は、長手方向端部EL1と長手方向端部EL2との間に、前方領域AFと、中央領域ACと、後方領域ABと、を有する。中央領域ACは、排泄口当接域XAを含む。前方領域AFは、中央領域ACの長手方向Lの前方側に隣接し、排泄口当接域XAの長手方向Lの前方の端部を含む。後方領域ABは、中央領域ACの長手方向Lの後方側に隣接し、排泄口当接域XAの長手方向Lの後方の端部を含む。
吸収体4は、本体部1aの表面シート2及び裏面シート3に包含されており、本体部1aよりもやや小さい、長手方向Lに縦長の形状を有する。縦長の形状としては、例えば角丸長方形、楕円形、小判形、砂時計型、又はそれらに類似の形状が挙げられる。吸収体4は、坪量が相対的に高い高坪量部HBと、坪量が相対的に低い低坪量部LBとを有し、本実施の形態では、高坪量部HB1〜HB4と、低坪量部LB1〜LB4とを有する。低坪量部LB1は、前方領域AFと中央領域ACとの境界近傍における前方領域AFに、所定幅で幅方向Wに延在するように配置されている。本実施の形態では、吸収体4における幅方向Wの全域に亘って配置されている。低坪量部LB2、LB2は、それぞれ中央領域ACおける幅方向Wの中央部を除いた両側に、所定幅で幅方向Wに延在するように配置されている。低坪量部LB3、LB3は、それぞれ中央領域ACにおける幅方向Wの中央部を除いた両側に、所定幅で幅方向Wに延在し、長手方向Lにおける低坪量部LB2、LB2の後方に間隔を空けて配置されている。本実施の形態では、低坪量部LB2、LB2、LB3、LB3は、それぞれ吸収体4における幅方向Wの端部に達するように配置されている。低坪量部LB4は、後方領域ABの幅方向Wの中央部に、所定幅で長手方向Lに延在するように配置された低坪量部LB4aと、後方領域ABの長手方向Lの略中央部に、所定幅で幅方向Wに延在し、低坪量部LB4aと交差するように配置された低坪量部LB4bと、を含む。低坪量部LBは、吸収体4を構成する液吸収性及び液保持性の吸収性材料、例えば親水性繊維や高吸収性ポリマーの坪量が相対的に低い部分であり、高坪量部HBは、吸収体4を構成する吸収性材料の坪量が相対的に高い部分である。したがって、生理用ナプキン1における吸収体4の低坪量部LBに対応する部分(位置)は、高坪量部HBに対応する部分(位置)よりも剛性が低いため、相対的に折り曲げ容易である。それにより、吸収体4の排泄口当接域XAが装着時に装着者の肌に押し当てられるような形状に容易に変形し得る。そして、生理用ナプキン1のフィット性を向上でき、装着者に快適な装着感を与えると共に、経血の漏れを効果的に抑制できる。
本体部1aは圧搾部を備えており、例えば排泄口当接域XAの周囲に圧搾部を備えている。本実施の形態では、本体部1aが、圧搾部5と、一対の圧搾部7、7と、一対の圧搾部8、8と、圧搾部6と、を備える。各圧搾部は、表面シート2及び吸収体4を、肌側から非肌側へ向かって、すなわち表面シート2側から吸収体4側へ向かって圧搾して形成される。よって、各圧搾部は、表面シート2及び吸収体4が、表面シート2側から吸収体4側へ向かって窪んだ形状を有し、少なくとも表面シート2と吸収体4とを接合している。
圧搾部5は、排泄口当接域XAにおける長手方向Lの前方の外側に配置されている。言い換えると、圧搾部5は、長手方向Lにおいて、前方領域AFにおける中央の部分に配置され、幅方向Wにおいて、前方領域AFの中央の部分に配置されている。本実施の形態では、圧搾部5はハート型のような閉じた曲線形状を有する。一対の圧搾部7、7は、排泄口当接域XAにおける長手方向Lの前方から中央までの部分において、幅方向Wの両端部に、長手方向Lに沿って配置されている。言い換えると、一対の圧搾部7、7は、長手方向Lにおいて、前方領域AFにおける後方の端部から中央領域ACにおける中央の部分に亘って配置され、幅方向Wにおいて、排泄口当接域XAの両端部に沿って配置されている。本実施の形態では、各圧搾部7は緩やかな波型のような曲線形状を有し、一対の圧搾部7、7は長手方向中心線CLに対して線対称である。一対の圧搾部8、8は、排泄口当接域XAにおける長手方向Lの後方の部分において、幅方向Wの両端部に、長手方向Lに沿って配置されている。すなわち、一対の圧搾部8、8は、長手方向Lにおいて、中央領域ACにおける後方の部分に配置され、幅方向Wにおいて、排泄口当接域XAの両端部に沿って配置されている。本実施の形態では、各圧搾部8は緩やかな波型のような曲線形状を有し、一対の圧搾部8、8は長手方向中心線CLに対して線対称である。圧搾部6は、排泄口当接域XAにおける長手方向Lの後方の外側に配置されている。言い換えると、圧搾部5は、長手方向Lにおいて、後方領域ABにおける中央の部分に配置され、幅方向Wにおいて、後方領域ABの中央の部分に配置されている。本実施の形態では、圧搾部6はハート型のような閉じた曲線形状を有する。これら圧搾部5と一対の圧搾部7、7と一対の圧搾部8、8と圧搾部6とは、排泄口当接域XAを囲むように配置されている。各圧搾部は、排泄口当接域XAに排泄された排泄液の長手方向L、幅方向W及び厚さ方向Tへの拡散を制御する。一対の圧搾部7、7と一対の圧搾部8、8とは折れ線となり、吸収体4の排泄口当接域XAが装着時に装着者の肌に押し当てられるような形状に変形し得る。
圧搾部5、一対の圧搾部7、7、一対の圧搾部8、8及び圧搾部6の各々は、高坪量部HBに対応する位置に形成された高坪量圧搾部と、低坪量部LBに対応する位置に形成された低坪量圧搾部と、を備える。ただし、高坪量部HBに対応する位置とは、平面視で、表面シート2と吸収体4との積層体における吸収体4の高坪量部HBが厚さ方向Tに重なる位置である。同様に、低坪量部LBに対応する位置とは、平面視で、表面シート2と吸収体4との積層体における吸収体4の低坪量部LBが厚さ方向Tに重なる位置である。
本実施の形態では、圧搾部5は高坪量圧搾部5bを備える。高坪量圧搾部5bは、高坪量部HB1に対応する位置に形成される。一対の圧搾部7、7の各々は高坪量圧搾部7b1、7b2と低坪量圧搾部7a1、7a2とを備える。各圧搾部7では、低坪量圧搾部7a1、高坪量圧搾部7b1、低坪量圧搾部7a2及び高坪量圧搾部7b2が、長手方向Lの前方からこの順に並んでいる。高坪量圧搾部7b1、7b2は高坪量部HB2に対応する位置に形成され、低坪量圧搾部7a1、7a2はそれぞれ低坪量部LB1、LB2に対応する位置に形成される。一対の圧搾部8、8の各々は高坪量圧搾部8bと低坪量圧搾部8aとを備える。各圧搾部8では、低坪量圧搾部8a及び高坪量圧搾部8bが、長手方向Lの前方からこの順に並んでいる。高坪量圧搾部8bは高坪量部HB2に対応する位置に形成され、低坪量圧搾部8aは低坪量部LB3に対応する位置に形成される。圧搾部6は高坪量圧搾部6b1、6b2、6b3、6b4と低坪量圧搾部6a1、6a2、6a3、6a4とを備える。圧搾部6では、低坪量圧搾部6a1、高坪量圧搾部6b1、低坪量圧搾部6a2、高坪量圧搾部6b2、低坪量圧搾部6a3、高坪量圧搾部6b3、低坪量圧搾部6a4及び高坪量圧搾部6b4が、この順に並んでいる。低坪量圧搾部6a1、6a2、6a3、6a4はそれぞれ低坪量部LB4(主にLB4a)、LB4(LB4b)、LB4(主にLB4a)、LB4(LB4b)に対応する位置に形成され、高坪量圧搾部6b1、6b2、6b3、6b4は高坪量部HB2、HB4、HB3、HB2に対応する位置にそれぞれ形成される。
各低坪量圧搾部は、第2高圧搾部と、第2高圧搾部に隣接し、第2高圧搾部よりも浅く窪んだ第2低圧搾部とを含む。本実施の形態では、低坪量圧搾部7a1、7a2、8a、6a1、6a2、6a3、6a4の各々は、第2高圧搾部21aと、第2高圧搾部21aに隣接し、第2高圧搾部21aよりも表面シート2から浅く窪んだ第2低圧搾部22aと、を含む。例えば低坪量圧搾部を代表して、図2(a)及び図3に示される、低坪量部LB4aの低坪量圧搾部6a3について説明する。低坪量圧搾部6a3は、略円形に形成された第2高圧搾部21aと、第2高圧搾部21aに隣接し、第2高圧搾部21aよりも浅く窪み、略帯状に形成された第2低圧搾部22aを含む。第2高圧搾部21aは底部21aBTと側壁部21aSWとを含み、第2低圧搾部22aは底部22aBTと側壁部22aSWとを含む。
ここで、第2低圧搾部22aの底部22aBTの高さUa2は、裏面シート3の肌側の表面F3からの厚さ方向Tの高さである。また、第2高圧搾部21aの底部21aBTの高さUa1は、裏面シート3の表面F3からの厚さ方向Tの高さである。高さUa2と高さUa1との差はΔUaである。低坪量部LBの厚さはTaである。第2高圧搾部21aの底部21aBT及び第2低圧搾部22aの底部22aBT及びその下方の部分は、吸収体4の繊維が高密度に圧搾された高密度部ということができる。本実施の形態では、例えば、第2低圧搾部22aの底部22aBTの高さUa2は350〜10000μmが挙げられ、第2高圧搾部21aの底部21aBTの高さUa1は100〜9000μmが挙げられる。高さUa2と高さUa1との差ΔUaは、例えば、250〜1000μmが挙げられる。低坪量部LBの厚さTaは、例えば、0.8〜19mmが挙げられる。
本実施の形態では、更に、吸収体4は、低坪量圧搾部の非肌側において、非肌側の表面が肌側に向かって窪んで形成された凹部を有しており、低坪量圧搾部6a3の非肌側において第2凹部23aを有している。第2凹部23aは、平面視で第2高圧搾部21a及び第2低圧搾部22aと重なるように形成されている。厚さ方向Tにおいて、第2高圧搾部21aの底部21aBTと底部21aBTに対向する第2凹部23aの底部との距離ΔVaは、第2低圧搾部22aの底部22aBTと底部22aBTに対向する第2凹部23aの底部との距離よりも小さい。また、厚さ方向Tにおいて、第2高圧搾部21aの底部21aBTにおける表面シート2の非肌側の表面からの深さ(Ta−Ua1)は、底部21aBTに対向する第2凹部23aの底部における裏面シート3の肌側の表面F3からの高さVaよりも大きくてもよいし、小さくてもよい。
各高坪量圧搾部は、第1高圧搾部と、第1高圧搾部に隣接し、第1高圧搾部よりも浅く窪んだ第1低圧搾部とを含む。本実施の形態では、高坪量圧搾部7b1、7b2、8b、6b1、6b2、6b3、6b4の各々は、第1高圧搾部21bと、第1高圧搾部21bに隣接し、第1高圧搾部21bよりも表面シート2から浅く窪んだ第1低圧搾部22bと、を含む。例えば、高坪量圧搾部を代表して、図2(b)及び図3に示される、高坪量部HB3の高坪量圧搾部6b3について説明する。高坪量圧搾部6b3は、略円形に形成された第1高圧搾部21bと、第1高圧搾部21bに隣接し、第1高圧搾部21bよりも浅く窪み、略帯状に形成された第1低圧搾部22bを含む。第1高圧搾部21bは底部21bBTと側壁部21bSWとを含み、第1低圧搾部22bは底部22bBTと側壁部22bSWとを含む。
ここで、第1低圧搾部22bの底部22bBTの高さUb2は、裏面シート3の肌側の表面F3からの厚さ方向Tの高さである。また、第1高圧搾部21bの底部21bBTの高さUb1は、裏面シート3の表面F3からの厚さ方向Tの高さである。高さUb2と高さUb1との差はΔUbである。高坪量部HBの厚さはTbである。第1高圧搾部21bの底部21bBT及び第1低圧搾部22bの底部22bBT及びその下方の部分は、吸収体4の繊維が高密度に圧搾された高密度部ということができる。本実施の形態では、例えば、第1低圧搾部22bの底部22bBTの高さUb2は450〜12000μmが挙げられ、第1高圧搾部21bの底部21bBTの高さUb1は100〜10000μmが挙げられる。高さUb2と高さUb1との差ΔUbは、例えば、350〜2000μmが挙げられる。高坪量部HBの厚さTbは、1〜20mmが挙げられる。
本実施の形態では、更に、吸収体4は、高坪量圧搾部の非肌側において、非肌側の表面が肌側に向かって窪んで形成された凹部を有しており、高坪量圧搾部6b3の非肌側において第1凹部23bを有している。第1凹部23bは、平面視で第1高圧搾部21b及び第1低圧搾部22bと重なるように形成されている。厚さ方向Tにおいて、第1高圧搾部21bの底部21bBTと底部21bBTに対向する第1凹部23bの底部との距離ΔVbは、第1低圧搾部22bの底部22bBTと底部22bBTに対向する第1凹部23bの底部との距離よりも小さい。また、厚さ方向Tにおいて、第1高圧搾部21bの底部21bBTにおける表面シート2の非肌側の表面からの深さ(Tb−Ub1)は、底部21bBTに対向する第1凹部23bの底部における裏面シート3の肌側の表面F3からの高さVbよりも大きくてもよいし、小さくてもよい。
ここで、第2高圧搾部21aの底部21aBTの裏面シート3の肌側の表面F3からの高さUa1と第2低圧搾部22aの底部22aBTの裏面シート3の表面F3からの高さUa2との差ΔUaは、第1高圧搾部21bの底部21bBTの裏面シート3の表面F3からの高さUb1と第1低圧搾部22bの底部22bBTの裏面シート3の表面F3からの高さUb2との差ΔUbより小さい。したがって、ΔUa<ΔUbである。すなわち、低坪量部LBにおいて、第2高圧搾部21aの底部21aBTと第2低圧搾部22aの底部22aBTとの距離を相対的に小さくしている。本実施の形態では、例えば、(ΔUb−ΔUa)は100〜1000μmが挙げられる。
第1高圧搾部21b及び第2高圧搾部21aの平面視の形状及び大きさ、すなわち底部21bBT及び底部21aBTの平面視の形状及び大きさは、特に限定されない。それらの形状は、例えば円形、楕円形、多角形、星形などが挙げられ、本実施の形態では円形である。その大きさは、例えば円形の場合、直径0.5〜3mm、主に吸収性能向上や硬さ低減の観点から好ましくは1〜2mmが挙げられる。第1高圧搾部21bの底部21bBTは、吸収体4における肌側の表面から厚さ方向Tに所定の深さだけ離れた位置に形成される。所定の深さとしては、例えば吸収体4の高坪量部HBの厚さTbの50%以上、100%未満が挙げられる。第2高圧搾部21aの底部21aBTは、吸収体4における肌側の表面から厚さ方向Tに所定の深さだけ離れた位置に形成される。所定の深さとしては、例えば吸収体4の低坪量部LBの厚さTaの50%以上、100%以下が挙げられる。
第1低圧搾部22b及び第2低圧搾部22aの平面視の形状及び大きさ、すなわち底部22bBT及び底部22aBTの平面視の形状及び大きさは、それぞれ第1高圧搾部21b及び第2高圧搾部21aを内包していれば、特に限定されない。それらの形状は、例えば曲線状、直線状、それらの組み合わせの帯形や、円形、楕円形、多角形形、星形などが挙げられ、本実施の形態では所定領域を囲む帯型、及び、緩やかな曲線型である。また、それらの大きさは、例えば帯型の場合、幅0.5〜4mm、主に吸収性能向上や硬さ低減の観点から好ましくは1〜3mmが挙げられる。第1低圧搾部22bの底部22bBTは、吸収体4における肌側の表面から厚さ方向Tに所定の深さだけ離れた位置に形成される。所定の深さとしては、例えば吸収体4の高坪量部HBの厚さTbの30%以上、80%以下が挙げられる。第2低圧搾部22aの底部22aBTは、吸収体4における肌側の表面から厚さ方向Tに所定の深さだけ離れた位置に形成される。所定の深さとしては、例えば吸収体4の低坪量部LBの厚さTaの40%以上、90%以下が挙げられる。
また、上述された各高坪量部、各低坪量部、各圧搾部(各高坪量圧搾部及び各低坪量圧搾部、各第1高圧搾部、各第2高圧搾部、各第1低圧搾部、各第2低圧搾部)の数や位置や形状は例示であり、本発明は、その例に限定されるものではない。
また、製造の都合上、吸収体4の搬送のタイミングと圧搾部5〜8形成用の圧搾のタイミングとが少しずれる場合が起こり得る。その場合、吸収体4における低坪量部LBと高坪量部HBとの境界付近において、低坪量部LBに高坪量圧搾部が形成される、又は、高坪量部HBに低坪量圧搾部が形成される。そうなると、高坪量部HBに低坪量圧搾部の個所が有り、吸収体4が硬くなること、又は、低坪量部LBに高坪量圧搾部の個所が有り、表面シート2が吸収体4から浮くことが考え得る。しかし、もし仮に境界付近の一部において、低坪量部LBに高坪量圧搾部が形成され、又は、高坪量部HBに低坪量圧搾部が形成されたとしても、その隣には各坪量に最適な圧搾部が設けられ、それが連なっているため、吸収体4が硬くなったり、表面シート2が吸収体4から浮いたりする事態を防止でき、ずれのない場合と同様の効果を奏することができる。
生理用ナプキン1の本体部1a及び一対のフラップ部1b、1bは、生理用ナプキン1を着衣に固定するための複数の固定部(図示されず)を裏面シート3の肌面側に備える。複数の固定部は剥離シート(図示されず)に被覆される。本体部1aの複数の固定部は、例えば生理用ナプキン1の長手方向Lに短冊状に延びる形状を有し、生理用ナプキン1の幅方向Wに所定の間隔で配置される。フラップ部1bの固定部は、例えば生理用ナプキン1の長手方向Lに短冊状に延びる形状を有する。生理用ナプキン1は、表面シート2と吸収体4との間に液体の拡散を補助する補助シート(図示されず)を更に備えてもよい。
表面シート2、吸収体4、裏面シート3、補助シート、固定部及び剥離シートの材料としては、生理用ナプキン1で一般的に用い得る公知の材料を使用できる。表面シート2の材料としては、例えば不織布、織布、液透過孔が形成された合成樹脂フィルム、これらの複合シートが挙げられる。不織布としては、例えば天然繊維、再生繊維、無機繊維、合成樹脂繊維等が挙げられる。表面シート2の坪量としては、例えば5g/m2〜100g/m2が挙げられ、20g/m2〜50g/m2が好ましい。表面シート2の厚さとしては、例えば0.2〜5mmが挙げられる。吸収体4の材料としては、例えばパルプ繊維や合成繊維のような吸水性繊維、高吸収性ポリマー(SAP)が挙げられる。吸収体4の繊維の坪量としては、例えば5〜1000g/m2が挙げられる。このうち、高坪量部HBの坪量は、例えば150〜1000g/m2が挙げられ、吸収性の観点及び装着性の観点から300〜600g/m2が好ましい。一方、低坪量部LBの坪量は、例えば50〜300g/m2が挙げられ、吸収性の観点及び変形性の観点から50〜150g/m2が好ましい。高吸収性ポリマーの坪量は、例えば0〜500g/m2が挙げられ、10〜400g/m2が好ましい。吸収体4の厚さは、例えば1〜50mmが挙げられ、5〜30mmが好ましい。吸収体4が吸収性コアとコアラップとを備える場合、吸収性コアの材料としては、吸水性繊維及び高吸収性ポリマーが挙げられ、コアラップの材料としては、ティッシュのような液透過性の親水性繊維が挙げられる。裏面シート3の材料としては、例えば防水処理を施した不織布、合成樹脂フィルム、不織布と合成樹脂フィルムとの複合シート、SMS不織布等が挙げられる。補助シートの材料としては、例えば不織布、パルプ繊維、合成繊維が挙げられる。固定部の材料としては、例えばスチレン−ブタジエン共重合体のような粘着剤が挙げられる。剥離シートの材料としては、例えば紙や樹脂シートの基材にシリコーン樹脂系の剥離材を塗工したものが挙げられる。各資材間の接合用の接着剤としては、生理用ナプキン1で用い得る公知の材料を使用でき、例えばホットメルト接着剤が挙げられる。
本実施の形態に係る生理用ナプキン1(吸収性物品)は、上述のように、圧搾部として、高坪量部HBにおいて第1高圧搾部21b及び第1低圧搾部22bを有し、低坪量部LBにおいて第2高圧搾部21a及び第2低圧搾部22aを有している。そして、低坪量部LBにおける第2高圧搾部21aの底部21aBTの高さUa1と第2低圧搾部22aの底部22aBTの高さUa2との差ΔUaは、高坪量部HBにおける第1高圧搾部21bの底部21bBTの高さUb1と第1低圧搾部22bの底部22bBTの高さUb2との差ΔUbより小さくなっている。すなわち、低坪量部LBにおいて、第2高圧搾部21aの底部21aBTと第2低圧搾部22aの底部22aBTとの距離を相対的に小さくしている。そのため、第2高圧搾部21aの底部21aBTと第2低圧搾部22aの底部22aBTとの間の領域において折れ曲がりを生じ難くすることができる。すなわち、折れ曲がり変形の折れ線(図示されず)が、底部21aBTと底部22aBTとの間の領域に位置し難くすることができ、折れ曲がりが生じる位置を他の領域にずらすことができる。それに加えて、折れ線が、仮に底部21aBTと底部22aBTとの間の領域に位置したとしても、底部21aBTと底部22aBTとの距離が相対的に小さいので、低坪量部LBにおいて、折れ曲がり変形が生じるとき、底部21aBTと底部22aBTとの間に生じる、互いに離間する方向の力を小さくすることができる。それゆえ、吸収性物品の使用時に、折れ曲がり変形が繰り返されても、低坪量部LBでは、底部21aBT又は底部22aBTにおいて、その離間する方向の力により表面シート2が吸収体4から浮いたり破断したりすることを抑制できる。それにより、第2高圧搾部21aや第2低圧搾部22aが、排泄液の堰き止め、拡散、吸収などの作用を奏し易くすることができる。このように、高坪量部HBと低坪量部LBとを有する吸収体4と、表面シート2と、を備え、表面シート2側から吸収体4側へ向かって窪んだ圧搾部を有する吸収性物品において、吸収性物品の使用時に、表面シート2が吸収体4から浮くことや、破断することを抑制することが可能となる。
本実施の形態では好ましい態様として、第1高圧搾部21bの底部21bBTと、第1高圧搾部21bの底部21bBTに対向する第1凹部23bの底部との距離ΔVbは、第2高圧搾部21aの底部21aBTと、第2高圧搾部21aの底部21aBTに対向する第2凹部23aの底部との距離ΔVaと同じであることが好ましい。ただし、同じとは、一方の値が他方の値の±10%以内であることをいう。すなわち、相対的に深く形成されている第1高圧搾部21bの底部21bBTの下方における吸収体4の厚さΔVbと、第2高圧搾部21aの底部21aBTの下方における吸収体4の厚さΔVaとが全体的に揃っている。言い換えると、相対的に浅く形成されている第1低圧搾部22b、第2低圧搾部22aのうち、第1低圧搾部22bの底部22bBTと、第1低圧搾部22bの底部22bBTに対向する第1凹部23bの底部との距離は、第2低圧搾部22aの底部22aBTと、第2低圧搾部22aの底部22aBTに対向する第2凹部23aの底部との距離よりも大きいことが好ましい。本実施の形態では、例えば、(ΔVb−ΔVa)は概ね0〜50μmが挙げられ、(第1低圧搾部22bでの底部間の距離−第2低圧搾部22aでの底部間の距離)は概ね200〜2000μmが挙げられる。
その場合、生理用ナプキン1(吸収性物品)では、上記のようにΔVbがΔVaとで同じである。すなわち、相対的に深く形成されている第1高圧搾部21bの底部の下方の吸収体4の厚さと、第2高圧搾部21aの底部の下方の吸収体4の厚さとが全体的に揃っている。それにより、生理用ナプキン1の使用時に、表面シート2の破断や浮きを抑制しつつ、高坪量部HB及び低坪量部LBのいずれにおいても、第1高圧搾部21b及び第2高圧搾部21aの機能を、第1高圧搾部21b及び第2高圧搾部21aを含む圧搾部の全体に同様に発揮させることができる。また、第1、第2凹部23a、23bが形成されることで、圧搾部において、表面シート2が吸収体4の内部へ押し込まれている程度を、圧搾時(製造時)に表面シート2が吸収体4の内部へ押し込まれる程度と比較して小さくすることができる。それにより、表面シート2が吸収体4から剥がれることを抑制できる。
本実施の形態の形態では好ましい態様として、第2低圧搾部22aの底部22aBTの裏面シート3の肌側の表面F3からの高さUa2と第2高圧搾部21aの底部21aBTの裏面シート3の表面F3からの高さUa1との差ΔUaは、第1低圧搾部22bの底部22bBTの裏面シート3の表面F3からの高さUb2と第1高圧搾部21bの底部21bBTの裏面シート3の表面F3からの高さUb1との差ΔUbの30%以上、80%以下であることが好ましい。すなわち、ΔUa/ΔUb=0.3〜0.8である。本実施の形態では、例えば、ΔUaが300〜800μm、ΔUbが1000μmの場合、ΔUa/ΔUbは30%〜80%である。
その場合、生理用ナプキン1(吸収性物品)では、上記のように、低坪量部LBでのΔUaが、高坪量部HBでのΔUb(100%)の30%以上、80%以下であるため、表面シート2における、低坪量部LBの第2低圧搾部22aの底部22aBTの位置と、第2高圧搾部21aの底部21aBTの位置との差が大きくなることを抑制できる。したがって、表面シート2の破断・浮きをより抑制することができる。ただし、ΔUaがΔUbの80%超えの場合、低坪量部LBのΔUaが相対的に大きくなり、表面シート2の破断・浮きを抑制する効果が低下する。ΔUaがΔUbの30%未満の場合、低坪量部LBのΔUaが相対的に小さくなるため、低坪量部LBにおいて、第2低圧搾部22aの底部22aBTが、第2高圧搾部21aの底部21aBTに接近して、第2高圧搾部21aの底部21aBTの面積が実質的に拡大することになる。それゆえ、低坪量圧搾部が硬くなり、低坪量部LBが折り曲げ変形し難くなり、装着者が違和感を覚える可能性も生じ得る。
本実施の形態では好ましい態様として、第1低圧搾部22bの底部22bBTの裏面シート3の肌側の表面F3からの高さUb2と第1高圧搾部21bの底部21bBTの裏面シート3の表面F3からの高さUb1との差ΔUbは、第1低圧搾部22bの底部22bBTの裏面シート3の表面F3からの高さUb2の30%以上、100%以下であることが好ましい。また、第2低圧搾部22aの底部22aBTの裏面シート3の表面F3からの高さUa2と第2高圧搾部21aの底部21aBTの裏面シート3の表面F3からの高さUa1との差ΔUaは、第2低圧搾部22aの底部22aBTの裏面シート3の表面F3からの高さUa2の30%以上、100%以下であることが好ましい。すなわち、ΔUb/Ub2=0.3〜1であり、ΔUa/Ua2=0.3〜1である。本実施の形態では、例えば、ΔUbが500μm、Ub2が500μm〜1600μmの場合、ΔUb/Ub2は31%〜100%であり、ΔUaが400μm、Ua2が400μm〜1300μmの場合、ΔUa/Ua2は31%〜100%である。
その場合、生理用ナプキン1(吸収性物品)では、上記のように、高坪量部HBでのΔUbは、Ub2(100%)の20%以上、100%以下である。そして、低坪量部LBでのΔUaは、Ua2(100%)の20%以上、100%以下である。このように、各高さの関係を、上記の範囲に設定することにより、表面シート2の破断・浮きをより抑制できる。それにより、第1高圧搾部21b、第2高圧搾部21aや第1低圧搾部22b、第2低圧搾部22aが、排泄液の堰き止め、拡散、吸収などの作用を奏し易くできる。
本実施の形態では好ましい態様として、高坪量圧搾部6b1〜6b4、7b1、7b2、8bと低坪量圧搾部6a1〜6a4、7a1、7a2、8aとは、それぞれ連続的に互いに隣接して形成されていることが好ましい。そして、第1低圧搾部22bの底部22bBTの裏面シート3の肌側の表面F3からの高さUb2と第2低圧搾部22aの底部22aBTの裏面シート3の表面F3からの高さUa2との差は、第2高圧搾部21aの底部21aBTの裏面シート3の表面F3からの高さUa1と第2低圧搾部22aの底部22aBTの裏面シート3の表面F3からの高さUa2との差ΔUaよりも小さいことが好ましい。すなわち、高坪量圧搾部6b1〜6b4、7b1、7b2、8b及び低坪量圧搾部6a1〜6a4、7a1、7a2、8aにおける、第1低圧搾部22bの底部22bBTの高さUb2と第2低圧搾部22aの底部22aBTの高さUa2との差が相対的に小さく形成されている。すなわち、(Ub2−Ua2)<(Ua1−Ua2)=ΔUaである。本実施の形態では、例えば、(Ub2−Ua2)は概ね50〜300μmが挙げられ、(Ua1−Ua2)=ΔUaは、300〜800μmが挙げられる。
その場合、生理用ナプキン1(吸収性物品)では、上記のように、高坪量圧搾部と低坪量圧搾部とは連続的に互いに隣接して形成され、Ub2とUa2との差が、ΔUaよりも小さく、よって相対的に小さく形成されている。それゆえ、連続的に形成される第1低圧搾部22bと第2低圧搾部22aにおいて、底部22bBTと底部22aBTとの段差を小さくできる。したがって、その段差にて表面シート2が剥がれたり、浮いたりすることを抑制しつつ、高坪量部HB及び低坪量部LBのいずれにおいても、連続的に形成される各圧搾部(高坪量圧搾部と低坪量圧搾部)の機能を各圧搾部全体に同様に発揮させることができる。
本実施の形態では好ましい態様として、低坪量圧搾部(例示:低坪量圧搾部6a1)は、平面視で、交差した、又は、鋭角に曲がった形状を有することが好ましい。すなわち、生理用ナプキン1の低坪量部LB4に対応する位置には、平面視で、交差した又は鋭角に曲がった圧搾部(低坪量圧搾部6a1)が存在していることが好ましい。
その場合、生理用ナプキン1(吸収性物品)では、上記のような圧搾部(例示:低坪量圧搾部)は、生理用ナプキン1へ排泄される排泄液を所望の方向へ誘導する場合などで用いられるが、交差した箇所や角の箇所は硬くなりやすく、着用者に違和感を覚えさせるおそれがある。そこで、生理用ナプキン1では、交差した箇所や角の箇所を低坪量部LBに形成しているので、それらの箇所が硬くなることを抑制できる。それにより、生理用ナプキン1の使用時に、表面シート2の破断や浮きを抑制しつつ、圧搾部の交差した箇所や、角の箇所の硬さを抑制できる。
本実施の形態では好ましい態様として、高坪量圧搾部6b1〜6b4、7b1、7b2、8bと低坪量圧搾部6a1〜6a4、7a1、7a2、8aとは、吸収性物品の排泄口当接域XAの幅方向Wの両外側に、長手方向Lに沿って、連続的に互いに隣接して形成されていることが好ましい。
その場合、生理用ナプキン1(吸収性物品)では、上記のように、排泄口当接域XAの幅方向Wの両外側に、長手方向Lに沿って、連続的に延びる圧搾部が形成されているので、生理用ナプキン1の使用時に、吸収体4の坪量に関係なく、排泄液を長手方向Lに沿って拡散させることができる。それと共に、排泄口当接域XAの幅方向Wの両外側を長手方向Lに沿って折り曲げ変形(例示:略W型に変形)させることができる。それにより、表面シート2の破断や浮きを抑制しつつ、吸収性能を向上できると共に、生理用ナプキン1を装着者の身体によりフィットさせることができる。
別の実施の形態として、生理用ナプキン1の吸収体4において、長手方向L及び幅方向Wの中央の部分の嵩が長手方向Lの両端の部分及び幅方向Wの両側の部分に比較して高くてもよい。すなわち、吸収体4は、長手方向L及び幅方向Wの中央の部分の嵩が長手方向Lの両端の部分及び幅方向Wの両側の部分に比較して高い構造、すなわち中高構造を有してもよい。ただし、吸収体4は、長手方向Lの中央の部分の嵩だけが長手方向Lの両端の部分に比較して高くてもよいし、幅方向Wの中央の部分の嵩だけが幅方向Wの両側の部分に比較して高くてもよい。このような中高構造の形成方法としては、例えば、吸収体4の中央の部分の坪量をその周りの部分の坪量よりも高くする方法や、吸収体4の中央の部分の周りの部分を圧搾加工(エンボス加工)する方法や、吸収体4の中央の部分にクッションシートや別の吸収体を設ける方法などが挙げられる。これにより、排泄口当接域XAが排泄口により確実に接することができる。
次に、本実施の形態に係る生理用ナプキン1の製造方法について説明する。図4は、生理用ナプキン1の製造装置300の構成例を示す模式図である。生理用ナプキン1の製造装置300は、第1ユニット300Aと、第2ユニット300Bと、第3ユニット300Cと、第4ユニット300Dと、を備える。生理用ナプキン1の製造方法は、第1工程〜第4の形成工程、を備える。この例では、生理用ナプキン1の長手方向Lが搬送方向MDとなるようにして各資材が形成され、搬送される。ただし、生理用ナプキン1の幅方向Wが搬送方向MDとなるようにして各資材が形成され、搬送されてもよい。
第1工程は、第1ユニット300Aで実施される。第1ユニット300Aは、積繊装置110と、搬送ベルト115と、サクション装置116と、塗布装置301と、塗布装置302と、押圧装置120と、切断装置130と、を備える。積繊装置110は、材料供給器113と、パターンプレート112を有し負圧室111N及び正圧室111Pを含む回転ドラム111と、を備える。
第1工程では、まず、回転ドラム111が回転され、材料供給器113から供給された積繊材料が、パターンプレート112の負圧室111Nに連通した溝内に堆積し、溝内に積繊体ABが形成される。ここで、パターンプレート112の溝には、深い溝、すなわち高坪量部HB形成用の溝と、浅い溝、すなわち低坪量部LB形成用の溝とが形成されている。そして、積繊材料が、深い溝に堆積されることで高坪量の部分が形成され、浅い溝に堆積されることで低坪量の部分が形成される。次に、パターンプレート112が積繊体ABと共に正圧室111Pに到達すると、積繊体ABがパターンプレート112から離脱される。一方、連続シート状の上層ティッシュシートUTがロールWR1から搬送ベルト115に供給される。上層ティッシュシートUTの一方の面には塗布装置301によりホットメルト接着剤が塗布されている。そして、積繊体ABは、搬送ベルト115上の上層ティッシュシートUTの一方の面の上に押し付けられる。それにより、積繊体ABと上層ティッシュシートUTとが積層された第1半製品P1が形成される。第1半製品P1はサクション装置116で吸引されつつ、搬送ベルト115で搬送される。
次に、連続シート状の下層ティッシュシートLTがロールWR2から搬送ベルト115に供給される。下層ティッシュシートLTの一方の面には塗布装置302によりホットメルト接着剤が塗布されている。下層ティッシュシートLTの一方の面が搬送ベルト115上の第1半製品P1に押し付けられる。それにより、下層ティッシュシートLTと第1半製品P1(積繊体ABと上層ティッシュシートUT)とが積層された第2半製品P2が形成される。次に、第2半製品P2は押圧装置120で押圧され、切断装置130で吸収体4の形状に切断される。それにより第3半製品P3が形成される。第3半製品P3は、実質的には吸収体4(ただし、高坪量圧搾部・低坪量圧搾部なし)であり、積繊体ABが吸収性コアであり、上層・下層ティッシュシートUT・LTがコアラップである。第3半製品P3は搬送ロール141へ受け渡される。
次いで、第2工程は、第2ユニット300Bで実施される。第2ユニット300Bは、搬送ロール141と搬送ベルト140と塗布装置303とを備える。第2工程では、連続シート状の表面シートTSがロールWR3から搬送ベルト140に供給される。表面シートTSの一方の面に塗布装置303によりホットメルト接着剤が塗布される。搬送ロール141から供給される第3半製品P3は、表面シートTSの一方の面に押し付けられる。それにより、第3半製品P3(吸収体4)と表面シートTSとが積層された積層体である第4半製品P4が形成される。第4半製品P4は搬送ベルト140で圧搾装置150へ供給される。
次いで、第3工程は、第3ユニット300Cで実施される。第3ユニット300Cは、一対の第1ロール151及び第2ロール152を有する圧搾装置150を備える。第3工程では、第4半製品P4が圧搾装置150の一対の第1ロール151及び第2ロール152に圧搾され、図1〜図3により説明された複数の圧搾部5〜8が同時に形成される。それにより、複数の圧搾部5〜8を備える第5半製品P5が形成される。このとき、表面シートTSのテンションや表面シートTS及びホットメルト接着剤の坪量等を制御することにより、第5半製品P5における圧搾部5〜8と反対側の面には、第1凹部23b及び第2凹部23aが形成される。第5半製品P5は搬送ロール160に受け渡される。なお、圧搾装置150とは別の圧搾装置を更に備え、複数の圧搾部5、6を例えば圧搾装置150で形成し、圧搾部7、8を別の圧搾装置で形成してもよい。
ただし、第4半製品P4を圧搾装置150に供給する工程は、圧搾装置150(一対の第1ロール151及び第2ロール152の隙間)に、表面シートTSと吸収体4(第3半製品P3)とが積層された積層体(第4半製品P4)を、表面シートTSが第1ロール151に対面するように供給する供給工程と見ることができる。また、第4半製品P4が圧搾装置150の一対の第1ロール151及び第2ロール152で圧搾され、複数の圧搾部5〜8を形成する工程は、高坪量部HBに対応する位置に第1高圧搾部21b及び第1低圧搾部22bを形成し、低坪量部LBに対応する位置に第2高圧搾部21a及び第2低圧搾部22aを形成する形成工程と見ることができる。
ここで、圧搾装置150について説明する。圧搾装置150の一対の第1ロール151及び第2ロール152は、互いに対面配置され、逆方向に回転するロールである。第1ロール151の回転方向はS1であり、第2ロール152の回転方向はS2である。第1ロール151は、外周面に配置された凸部を備えている。第2ロール152は、外周面が平滑な面を有している。圧搾装置150は、第1ロール151と第2ロール152との間に供給される第3半製品P3(吸収体4)と表面シートTSとの積層体である第4半製品P4に複数の圧搾部5〜8を形成する。以下、更に説明する。
図5〜図6は、圧搾装置150の第1ロール151の凸部31の構成例を示す図である。ただし、図5は第1ロール151の凸部31のパターンを平面状に展開した構成例を示す図である。図6(a)は図5のVIa−VIa線に沿った凸部31の断面図である。図6(b)は図5のVIb−VIb線に沿った凸部31の断面図である。また、図6(c)はVIa−VIa線方向から見た凸部31の部分側面図である。図6(b)はVIb−VIb線から見た凸部31の部分側面図である。
図5に示すように、第1ロール151の外周面には、凸部31として、外周面から略垂直に立設された凸状の凸部35、一対の凸部37、37、一対の凸部38、38、及び凸部36が形成されている。凸部35、一対の凸部37、37、一対の凸部38、38、及び凸部36は、それぞれ圧搾部5、一対の圧搾部7、7、一対の圧搾部8、8、及び圧搾部6に対応する形状を有しており、それら圧搾部を形成するために、第1ロール151の外周面上のそれら圧搾部に対応する位置に配置されている。したがって、各凸部を第1ロール151の半径方向から見た形状は、対応する圧搾部の平面視の形状と概ね同一である。本実施の形態では、凸部35〜38は、凸部35から凸部36に向かう方向が、第1ロール151の周面方向(回転方向S1)に沿う方向となるように外周面に配置されている。ただし、凸部35〜38は、凸部35から凸部36に向かう方向が、周面方向に垂直な方向に沿う方向となるように外周面に配置されていてもよい。
凸部35は、圧搾部5用の凸部である。凸部35は、高坪量圧搾部5bを形成するための、すなわち高坪量部HBを圧搾するための高坪量用凸部35bを備えている。本実施の形態では、凸部35は、圧搾部5の形状に対応してハート型のような閉じた曲線形状を有する。一対の凸部37、37は、一対の圧搾部7、7用の凸部である。一対の凸部37、37の各々は、高坪量圧搾部7b1、7b2を形成するための、すなわち高坪量部HBを圧搾するための高坪量用凸部37b1、37b2と、低坪量圧搾部7a1、7a2を形成するための、すなわち低坪量部LBを圧搾するための低坪量用凸部37a1、37a2とを備えている。各凸部37では、低坪量用凸部37a1、高坪量用凸部37b1、低坪量用凸部37a2及び高坪量用凸部37b2が、凸部35から凸部36に向かう方向に、この順に並んでいる。本実施の形態では、各凸部37は、各圧搾部7の形状に対応して、緩やかな波型のような曲線形状を有し、一対の各凸部37、37は凸パターンにおける幅方向の中心を通り長手方向に延びる中央線に対して線対称である。一対の凸部38、38は、一対の圧搾部8、8用の凸部である。一対の凸部38、38の各々は、高坪量圧搾部8bを形成するための、すなわち高坪量部HBを圧搾するための高坪量用凸部38bと、低坪量圧搾部8aを形成するための、すなわち低坪量部LBを圧搾するための低坪量用凸部38aとを備えている。各凸部38では、低坪量用凸部38a、及び高坪量用凸部38bが、凸部35から凸部36に向かう方向に、この順に並んでいる。本実施の形態では、各凸部38は、各圧搾部8の形状に対応して、緩やかな波型のような曲線形状を有し、一対の各凸部38、38は凸パターンにおける幅方向の中心を通り長手方向に延びる中央線に対して線対称である。凸部36は、圧搾部6用の凸部である。凸部36は、高坪量圧搾部6b1、6b2、6b3、6b4を形成するための、すなわち高坪量部HBを圧搾するための高坪量用凸部36b1、36b2、36b3、及び36b4と、低坪量圧搾部6a1、6a2、6a3、6a4を形成するための、すなわち低坪量部LBを圧搾するための低坪量用凸部36a1、36a2、36a3、及び36a4とを備えている。凸部36では、低坪量用凸部36a1、高坪量用凸部36b1、低坪量用凸部36a2、高坪量用凸部36b2、低坪量用凸部36a3、高坪量用凸部36b3、低坪量用凸部36a4、及び高坪量用凸部36b4、が、この順に並んでいる。本実施の形態では、凸部36は、圧搾部6の形状に対応してハート型のような閉じた曲線形状を有する。
各低坪量用凸部は、第2高圧搾用凸部分と、第2高圧搾用凸部分に隣接する第2低圧搾用凸部分と、を含む。本実施の形態では、低坪量用凸部37a1、37a2、38a、36a1、36a2、36a3、及び36a4の各々は、第2高圧搾部21aを形成する第2高圧搾用凸部分41aと、第2高圧搾用凸部分41aに隣接し、第2低圧搾部22aを形成する第2低圧搾用凸部分42aと、を含んでいる。例えば、低坪量用凸部の代表として図6(a)に示される、凸部36の低坪量用凸部36a3は、第1ロール151の外周面(図の基線で表示)に立設された第2低圧搾用凸部分42aと、第2低圧搾用凸部分42aの上面に立設された第2高圧搾用凸部分41aと、を含む。本実施の形態では、第2低圧搾用凸部分42aは両側面が外周面に垂直な壁状であり、上面が両側面に対してテーパー状に傾いている。第2高圧搾用凸部分41aは錐台状(例示:円錐台)である。この場合、第2低圧搾用凸部分42a(の頂面)の高さ、すなわち第1ロール151の外周面(図の基線で表示)からの高さはHa2であり、第2高圧搾用凸部分41a(の頂面)の高さ、すなわち第1ロール151の外周面(図の基線で表示)からの高さはHa1である。すなわち、Ha1>Ha2である。したがって、圧搾部を形成するとき、第2高圧搾用凸部分41aは、第2低圧搾用凸部分42aよりも深く吸収体4を押圧できる。ここで、第2低圧搾用凸部分42aの高さHa2は、例えば、1.8〜5.6mmでが挙げられる。第2低圧搾用凸部分42aの幅da2は、例えば、1〜5mmが挙げられる。第2高圧搾用凸部分41aの高さHa1は、例えば、2〜6mmが挙げられる。第2高圧搾用凸部分41aの幅da1は、例えば、0.5〜4mmが挙げられる。高さHa2と高さHa1との差ΔHaは、例えば、0.1〜0.4mmが挙げられる。
各高坪量用凸部は、第1高圧搾用凸部分と、第1高圧搾用凸部分に隣接する第1低圧搾用凸部分と、を含む。本実施の形態では、高坪量用凸部35b、37b1、37b2、38b、36b1、36b2、36b3、及び36b4の各々は、第1高圧搾部21bを形成する第1高圧搾用凸部分41bと、第1高圧搾用凸部分41bに隣接し、第1低圧搾部22bを形成する第1低圧搾用凸部分42bと、を含んでいる。例えば、高坪量用凸部の代表として図6(b)に示される、凸部36の高坪量用凸部36b3は、第1ロール151の外周面(図の基線で表示)に立設された第1低圧搾用凸部分42bと、第1低圧搾用凸部分42bの上面に立設された第1高圧搾用凸部分41bと、を含む。本実施の形態では、第1低圧搾用凸部分42bは両側面が外周面に垂直な壁状であり、上面が両側面に対してテーパー状に傾いている。第1高圧搾用凸部分41bは錐台状(例示:円錐台)である。この場合、第1低圧搾用凸部分42b(の頂面)の高さ、すなわち第1ロール151の外周面(図の基線で表示)からの高さはHb2であり、第1高圧搾用凸部分41b(の頂面)の高さ、すなわち第1ロール151の外周面(図の基線で表示)からの高さはHb1である。すなわち、Hb1>Hb2である。したがって、圧搾部を形成するとき、第1高圧搾用凸部分41bは、第1低圧搾用凸部分42bよりも深く吸収体4を押圧できる。第1低圧搾用凸部分42bの高さHb2は、例えば、1.7〜5.4mmが挙げられる。第1低圧搾用凸部分42bの幅db2は、例えば、1〜5mmが挙げられる。第1高圧搾用凸部分41bの高さHb1は、例えば、2〜6mmが挙げられる。第1高圧搾用凸部分41bの幅db1は、例えば、0.5〜4mmが挙げられる。高さHb2と高さHb1との差ΔHbは、例えば、0.2〜0.6mmが挙げられる。
ここで、本実施の形態では、第2低圧搾用凸部分42aの高さHa2は、第1高圧搾用凸部分41bの高さHb1と第1低圧搾用凸部分42bの高さHb2との間の大きさである。そして、第2高圧搾用凸部分41aの高さHa1と第2低圧搾用凸部分42aの高さHa2との差ΔHaは、第1高圧搾用凸部分41bの高さHb1と第1低圧搾用凸部分42bの高さHb2との差ΔHbより小さい。すなわち、ΔHa<ΔHbである。ここで、(ΔHb−ΔHa)は、例えば0.1〜0.5mmが挙げられる。
それにより、第4半製品P4、すなわち第3半製品P3(吸収体4)と表面シートTSとの積層体において、第2高圧搾部21aの底部21aBTにおける吸収体4の非肌側の表面からの高さUa1と第2低圧搾部22aの底部22aBTにおける吸収体4の非肌側の表面からの高さUa2との差ΔUaを、第1高圧搾部21bの底部21bBTにおける吸収体4の非肌側の表面からの高さUb1と第1低圧搾部22bの底部22bBTにおける吸収体4の非肌側の表面からの高さUb2との差ΔUbより小さくできる。すなわち、ΔUa<ΔUbとすることができる。
本実施の形態では、図6(c)に示すように、各低坪量用凸部では、第2高圧搾用凸部分41aと第2低圧搾用凸部分42aとが、低坪量用凸部が延在する方向に交互に連続的に並んでいる。同様に、図6(d)に示すように、各高坪量用凸部では、第1高圧搾用凸部分41bと第1低圧搾用凸部分42bとが、高坪量用凸部が延在する方向に交互に連続的に並んでいる。
次いで、再び図4を参照すると、第4工程は、第4ユニット300Dで実施される。第4ユニット300Dは、搬送ロール160と、搬送ロール161と、塗布装置304と、周囲切断装置170と、を備える。第4工程では、連続シート状の裏面シートBSがロールWR4から搬送ロール161に供給される。裏面シートBSの一方の面には塗布装置304によりホットメルト接着剤が塗布される。搬送ロール161から供給される裏面シートBSは、第5半製品P5の一方の面に搬送ロール160上で押し付けられる。それにより、第5半製品P5と裏面シートBSとが積層された第6半製品P6が形成される。続いて、第6半製品P6が周囲切断装置170により周囲部分を切断され、生理用ナプキン1の形状に分離される。それにより第7半製品P7が形成される。第7半製品P7は、実質的に生理用ナプキン1(図1)である。
以上のようにして、生理用ナプキン1が製造される。
なお、上述された、各低坪量部、各凸部(各高坪量凸部及び各低坪量凸部、各第1高圧搾用凸部分、各第2高圧搾用凸部分、各第1低圧搾用凸部分、各第2低圧搾用凸部分)の数や位置や形状は例示であり、本発明は、その例に限定されるものではない。
また、製造の都合上、吸収体4の搬送のタイミングと圧搾部5〜8形成用の圧搾のタイミングとが少しずれる場合を考慮して、低坪量用凸部や高坪量用凸部を形成してもよい。例えば、低坪量部LBの圧搾をほぼ確実に低坪量用凸部で行いたい場合、低坪量用凸部の延在する方向の長さを、低坪量部LBの長さよりも長く、かつ、タイミングよく圧搾が行われた場合に低坪量部LBの両側の高坪量部HBに低坪量圧搾部が少しずつはみ出すような長さにしてもよい。この場合、タイミングが早い場合でも遅い場合でも、低坪量部LBの圧搾をほぼ確実に低坪量用凸部で行うことができる。あるいは、例えば、タイミングが早くなる場合及び遅くなる場合のいずれか一方しか起こらないときには、低坪量用凸部の延在する方向の長さを、低坪量部LBの長さよりも長く、かつ、タイミングよく圧搾が行われた場合に低坪量部LBの一方の側(タイミングのずれの起き易さで選択)の高坪量部HBに低坪量圧搾部が少しはみ出すような長さにしてもよい。この場合、タイミングがずれた場合でも、低坪量部LBの圧搾をほぼ確実に低坪量用凸部で行うことができる。あるいは、例えば、高坪量部HBの圧搾をほぼ確実に高坪量用凸部で行いたい場合、高坪量用凸部の延在する方向の長さを、高坪量部LBの長さよりも長く、かつ、タイミングよく圧搾が行われた場合に高坪量部HBの両側の低坪量部LBに高坪量圧搾部が少しずつはみ出すような長さにしてもよい。この場合、タイミングが早い場合でも遅い場合でも、高坪量部HBの圧搾をほぼ確実に高坪量用凸部で行うことができる。なお、これらの場合、低坪量部LBと高坪量部HBとの境界付近において、低坪量部LBに高坪量圧搾部が形成される、又は、高坪量部HBに低坪量圧搾部が形成され得る。そうなると、高坪量部HBに低坪量圧搾部の個所が有り、吸収体4が硬くなること、又は、低坪量部LBに高坪量圧搾部の個所が有り、表面シート2が吸収体4から浮くことが考え得る。しかし、境界付近の一部において、低坪量部LBに高坪量圧搾部が形成され、又は、高坪量部HBに低坪量圧搾部が形成されたとしても、その隣には各坪量に最適な圧搾部が設けられ、それが連なっているため、吸収体4が硬くなったり、表面シート2が吸収体4から浮いたりする事態を防止でき、ずれのない場合と同様の効果を奏することができる。
上述の本実施の形態では、第3半製品P3(吸収体4)と表面シートTSとの積層体である第4半製品P4において、第2高圧搾用凸部分41aによる圧搾の程度と第2低圧搾用凸部分42aによる圧搾の程度との差は、第1高圧搾用凸部分41bによる圧搾の程度と第1低圧搾用凸部分42bによる圧搾の程度との差より小さいということができる。
本製造方法では、低坪量用凸部の第2高圧搾用凸部分41a及び第2低圧搾用凸部分42aにより第2高圧搾部21a及び第2低圧搾部22aを形成し、高坪量用凸部の第1高圧搾用凸部分41b及び第1低圧搾用凸部分42bにより第1高圧搾部21b及び第1低圧搾部22bを形成する。そして、低坪量部LBにおける第2高圧搾用凸部分41aによる圧搾の程度と第2低圧搾用凸部分42aによる圧搾の程度との差は、高坪量部HBにおける第1高圧搾用凸部分41bによる圧搾の程度と第1低圧搾用凸部分42bによる圧搾の程度との差より小さくする。すなわち、低坪量部LBにおいて、第2高圧搾部21aでの圧搾の程度と第2低圧搾部22aでの圧搾の程度との差を相対的に小さくする一方、高坪量部HBにおいて、第1高圧搾部21bでの圧搾の程度と第1低圧搾部22bでの圧搾の程度との差を相対的に大きくする。それにより、高坪量部HBにおいては、第1高圧搾部21bの圧搾の程度が相対的に大きくなり、第1低圧搾部22bの圧搾の程度が相対的に小さくなる。したがって、第1高圧搾用凸部分41bが吸収体4(高坪量部HB)を十分に圧搾でき、第1高圧搾部21bの底部21bBTから表面シート2が剥がれて浮くことを抑制できる。一方、低坪量部LBにおいては、第2高圧搾部21aの圧搾の程度が相対的に小さくなり、第2低圧搾部22aの圧搾の程度が相対的に大きくなる。したがって、表面シート2が第2低圧搾用凸部分42aで押圧される程度と第2高圧搾用凸部分41aで押圧される程度の差を相対的に抑制できる。したがって、表面シート2が破断したり、破断により吸収体4(低坪量部LB)から浮いたりすることを抑制できる。それらにより、第1高圧搾部21b、第2高圧搾部21aや第1低圧搾部22b、第2低圧搾部22aが、排泄液の堰き止め、拡散、吸収などの作用を奏し易くすることができる。このように高坪量部HBと低坪量部LBとを有する吸収体4と、表面シート2と、を備える吸収性物品の製造方法において、表面シート2と吸収体4とを圧搾して圧搾部5〜8を形成するとき、表面シート2が吸収体4から浮くことや、破断することを抑制することが可能となる。
<高さ>
圧搾部の底部の裏面シートの肌側の表面からの高さの測定は以下の方法で測定した。(1)吸収性物品を、測定対象部分を中心に25mm×25mmの大きさに切り、試料とした。(2)レーザー変位計(株式会社キーエンス製:KS−1100)を用い、以下の非接触方式で測定を行った。すなわち、試料を、裏面シートを下にして水平の測定台の上に置き、異なる5つの部位(圧搾溝の底部について、測定台からの変位をレーザー変位計で測定した。(3)5つの測定値の平均値を当該圧搾部の底部の高さ(裏面シートの厚さ込み)とした。(4)必要に応じて、高さ(裏面シートの厚さ込み)から裏面シートの厚さを引いて、当該圧搾部の底部の高さとした。また、第1、第2低圧搾部の底部が水平面に対して傾いている場合には、第1、第2低圧搾部の側壁部と第1、第2低圧搾部の底部とが交差する位置の高さを、第1、第2低圧搾部の底部の高さとした。ただし、裏面シートの厚さは、以下の方法で行った。圧搾部を横断するように試料を切断し、デジタルマイクロスコープ(株式会社キーエンス製:VHX−2000)で、試料の切断面に対して垂直の方向からの拡大画像を撮影し、拡大画像から計測した。
<表面シートの浮き又は剥がれ>
表面シートの浮き又は剥がれの測定は以下の方法で測定した。(1)上記<高さ>の測定で表面シートの高さを計測し、本来あるべき形状(図1)からずれている箇所を特定した。(2)その箇所につき、目視検査を行い、浮き又は剥がれが生じているか判定した。
<シートの坪量>
各シート(吸収体を含む)の坪量は以下の方法で測定した。(1)シートから50mm×50mmの大きさの部分を切り出して試料とした。(2)試料について、100℃以上の空気雰囲気で乾燥処理を行った。(3)試料の質量を測定した。(4)質量の測定値を試料の面積で割り算して試料の坪量を算出した。(5)10個の試料の坪量を平均した値をシートの坪量とした。
<シートの厚さ>
各シート(吸収体を含む)の厚さは以下の方法で測定した。(1)シートから50mm×50mmの大きさの部分を切り出して試料とした。(2)試料について、100℃以上の空気雰囲気で乾燥処理を行った。(3)15cm2の測定子を備えた厚さ計(株式会社大栄化学精器製作所製:型式FS−60DS)を用い、3g/cm2の測定荷重の条件でシートの厚さを測定した。(4)1個の試料で3か所の厚さを測定し、3か所の厚さの平均値をシートの厚さとした。
以下、実施例及び比較例を示して本発明を更に具体的に説明する。ただし、本発明はこのような実施例のみに限定されるものではない。
(1)試料
実施例の試料として、図1〜図2に示す生理用ナプキンを作製した。すなわち、第1ロールが、第2高圧搾用凸部分の高さと第2低圧搾用凸部分の高さとの差(0.2mm)が、第1高圧搾用凸部分の高さと第1低圧搾用凸部分の高さとの差(0.3mm)より小さい構造を有する製造装置で生理用ナプキンを作製した。また、比較例の試料として、第2高圧搾用凸部分の高さと第2低圧搾用凸部分の高さとの差(0.3mm)が、第1高圧搾用凸部分の高さと第1低圧搾用凸部分の高さとの差(0.3mm)と同一の構造を有する製造装置で生理用ナプキンを作製した。
(2)圧搾部の評価方法
低坪量部及び高坪量部の各々における高圧搾部の底部の高さと低圧搾部の底部の高さとの差を測定した後、実施例及び比較例の試料に使用を模した試験を施し、その試験後のそれらからの差と表面シートの浮き又は剥がれとの関係を調べた。
ただし、使用を模した試験は以下の方法で行った。試料における低坪量部LB4を、低坪量圧搾部6a1、6a3を通る折れ線で所定角度(例示:90°)になるように折り(例示:山折り)、その後に元の折れていない状態に戻す、という変形と復元を所定回数(例示:10回)繰り返した。そして、表面シートに浮きや剥がれが生じるか否かを試験した。
(3)評価結果
実施例の生理用ナプキンでは、第2高圧搾部の底部の高さと第2低圧搾部の底部の高さとの差(586μm)は、第1高圧搾部の底部の高さと第1低圧搾部の底部の高さとの差(787μm)より小さかった。一方、比較例の生理用ナプキンでは、第2高圧搾部の底部の高さと第2低圧搾部の底部の高さとの差(1579μm)は、第1高圧搾部の底部の高さと第1低圧搾部の底部の高さとの差(748μm)より大きかった。そして、使用を模した試験後には、比較例の生理用ナプキンでは低坪量圧搾部6a1付近で表面シートの浮きが生じていたが、実施例の生理用ナプキンでは、低坪量圧搾部6a1、6a3付近で表面シートの浮きは生じていなかった。
本発明の吸収性物品は、上記の実施の形態に制限されず、本発明の目的、趣旨を逸脱しない範囲内で、実施の形態同士を組み合わせたり、変更したりすること等が可能である。